Йаг/
Изобретение относится к обработке металлов давлением, в частности к оборудованию прокатных станов, и может быть использовано при производстве полосовых клиновидного сечения профилей, а также сортовых и фасонных профилей.
Целью изобретения является упрощение изготовления и повышение несущей способности валка.
В составном прокатном валке, содержащем вал, бандаж и упругий элемент соединения вала с бандажом, уп- ,ругий элемент выполнен в виде двух- ,слойной металлической ленты, навитой по винтовой линии на вал, слои которой закреплены только одним концом на валу и место крепления конца одного слоя расположено со стороны одного торца бандажа, а место крепления конца другого слоя - со стороны другого торца бандажа, при этом контак- тирующие между собой поверхности сло- efa ленты выполнены в виде выступов на одном слое и впадин на другом слое ленты, взаимодействующих друг с другом, расположенных с одинаковым шагом и образующих однонаправленные клиновые участки, причем слои ленты закреплены с натягом один относительно другого.
Навивка каждого слоя ленты может быть выполнена двухзаходной, а клиновые участки соседних заходов слоев ленты направлены в противоположные стороны.
Выполнение упругого элемента соединения вала с бандажом в виде двухслойной ленты,, навитой на вал, позволяет устранить применение трудоемких операций при изготовлении сопрягаемых поверхностей упругого элемента и бандажа, исключает операции по совмещению канавок вала и бандажа и ввинчивание пружины, что значительно упрощает его изготовление. Это позволяет также увеличить площадь контак- та упругого элемента с бандажом, а следовательно, усилить элементы, вое принимающие нагрузку. При этом увели чивается передаваемый момент, т.е. повышается несущая способность валка Выполнение упругого элемента в виде двухслойной ленты с взаимодействующими выступами и пазами позволяет осуществить автоматическое регулирование силы сцеппения вала с бандажом в зависимости от крутящего
10
15
20
25
30
35
40
45
50
55
момента на валу, что повышает долговечность валка.
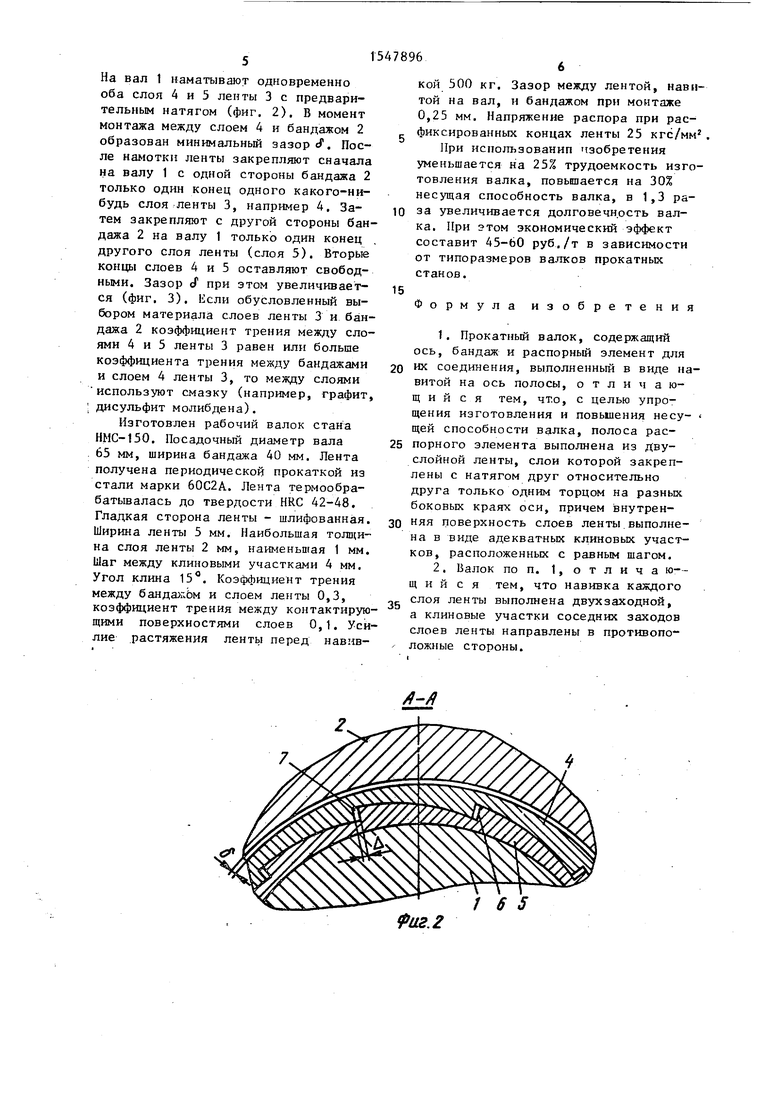
На фиг. 1 показан прокатный валок, общий вид; на фиг. 2 - сечение А-А на фиг. 1, в момент сборки валка; на фиг. 3, то же, в момент работы; на фиг, 4 - сечение Б-Б на фиг. 1, в момент работы.
Составной прокатный валок состоит из вала 1 и бандажа 2. На вал 1 навита по винтовой линии двухслойная лента 3, состоящая из слоев 4 и 5. На слое 5 выполнены выступы Ь, а на слое 4 - впадины 7, контактирующие друг с другом. Выступы 6 и впадины 7 образуют однонаправленные клиновые участки 8, расположенные с одинаковым шагом. Слой 4 закреплен на валу 1 с правой стороны бандажа 2, слой 5 - с левой стороны бандажа 2. Слои 4 и 5 закреплены на валу только одним концом с натягом один относительно другого.
При двухзаходной навивке ленты соседних заходов каждого слоя выполнены с клиновыми участками, направленными в противоположные стороны один относительно другого. На фиг.З клиновые участки, образованные выступами 6 и впадинами /, направлены по часовой стрелке, на фиг.4 - против часовой стрелки.
Коэффициент трения между контактными поверхностями слоев должен быть меньше коэффициента трения между лентой и бандажом, в противном случае между слоями ленты необходима смазка.
Валок работает следующим образом.
Приводят во вращение вал 1. Вращаясь, вал 1 увлекает за собой намотанный на нем слой 5 ленты 3. При этом выступ 6 слоя 5 взаимодействует с впадиной 7 слоя 4 по клиновой поверхности 8 и происходит распор слоя 4 ленты 3. Возникает сила сцепления между слоем 4 ленты 3 и бандажом 2, и бандаж 2 начинает вращаться. При изменении крутящего момента на валу 1 происходит автоматически измерение зазора Д и регулирование силы сцепления слоя 4 ленты 3 с бандажом 2.
При двухзаходной навивке в случае реверсивной прокатки соседние заходы слоев 4 и 5 ЛРНТЫ 3 работают поочередно.
Сборку составного прокатного валка осуществляют следующим образом.
На вал 1 наматывают одновременно оба слоя 4 и 5 ленты 3 с предварительным натягом (фиг. 2). В момент монтажа между слоем 4 и бандажом 2 образован минимальный зазор «f. После намотки ленты закрепляют сначала на валу 1 с одной стороны бандажа 2 только один конец одного какого-нибудь слоя ленты 3, например 4. Затем закрепляют с другой стороны бандажа 2 на валу 1 только один конец другого слоя ленты (слоя 5). Вторые концы слоев 4 и 5 оставляют свободными. Зазор ef при этом увеличивается (фиг. 3). Пели обусловленный выбором материала слоев ленты 3 и бандажа 2 коэффициент трения между слоями 4 и 5 ленты 3 равен или больше коэффициента трения между бандажами и слоем 4 ленты 3, то между слоями используют смазку (например, графит, дисульфит молибдена).
Изготовлен рабочий валок стана НМС-150. Посадочный диаметр вала 65 мм, ширина бандажа 40 мм. Лента получена периодической прокаткой из стали марки 60С2А. Лента термообра- батывалась до твердости HRC 42-48. Гладкая сторона ленты - шлифованная. Ширина ленты 5 мм. Наибольшая толщи- на слоя ленты 2 мм, наименьшая 1 мм. Шаг между клиновыми участками 4 мм. Угол клина 15°. Коэффициент трения между бандажом и слоем ленты 0,3, коэффициент трения между контактирующими поверхностями слоев 0,1. Усилие растяжения ленты перед навив0
5
0
5
0
5
кой 500 кг. Зазор между лентой, навитой на вал, и бандажом при монтаже 0,25 мм. Напряжение распора при рас- фиксированных концах ленты 25 кгс/ммг.
При использовании изобретения уменьшается на 25% трудоемкость изготовления валка, повышается на 30% несущая способность валка, в 1,3 раза увеличивается долговечность валка. При этом экономический эффект составит 45-ЬО руб./т в зависимости от типоразмеров валков прокатных станов.
Формула изобретения
1.Прокатный валок, содержащий ось, бандаж и распорный элемент для их соединения, выполненный в виде навитой на ось полосы, отличающийся тем, чт.о, с целью упрощения изготовления и повышения несу- щей способности валка, полоса распорного элемента выполнена из двуслойной ленты, слои которой закреплены с натягом друг относительно друга только одним торцом на разных боковых краях оси, причем внутренняя поверхность слоев ленты выполнена в виде адекватных клиновых участков, расположенных с равным шагом.
2.Балок по п. 1, о т л и ч а ю- щ и и с я тем, что навивка каждого слоя ленты выполнена двухзаходной,
а клиновые участки соседних заходов слоев ленты направлены в противоположные стороны.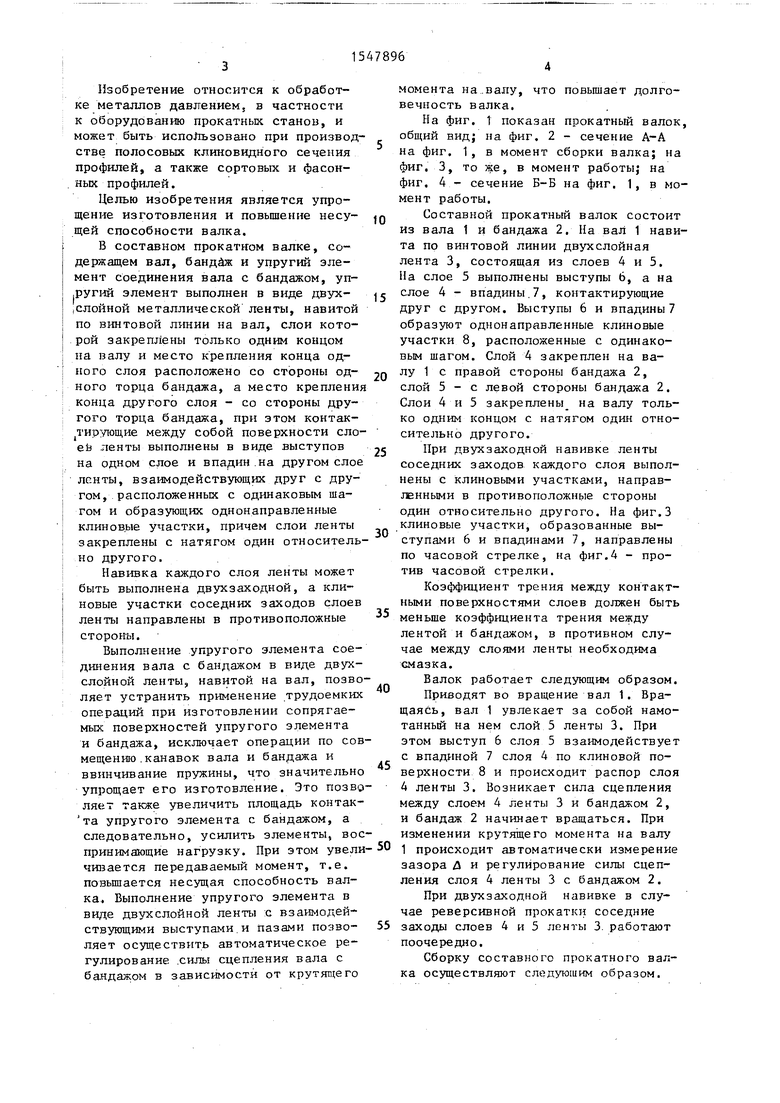
| название | год | авторы | номер документа |
|---|---|---|---|
| Бандажированный прокатный валок | 1977 |
|
SU697212A2 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2002 |
|
RU2226134C2 |
| Прокатный валок | 1978 |
|
SU782897A1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1990 |
|
RU2048937C1 |
| ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫЙ СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 2001 |
|
RU2201822C2 |
| СПОСОБ СБОРКИ СОСТАВНОГО ПРОКАТНОГО ВАЛКА | 1996 |
|
RU2096102C1 |
| Составной прокатный валок | 1983 |
|
SU1100018A1 |
| Составной прокатный валок | 1986 |
|
SU1366252A1 |
| СТАН ДЛЯ ПРОКАТКИ ИЗ ЛЕНТ ХУДОЖЕСТВЕННЫХ ИЗДЕЛИЙ С ВЫПУКЛО-ВОГНУТЫМ ЧЕТКИМ РЕЛЬЕФОМ РИСУНКА НА ПОВЕРХНОСТИ ЛЕНТ | 2005 |
|
RU2287393C1 |
| СОСТАВНОЙ ПРОКАТНЫЙ ВАЛОК | 1997 |
|
RU2130348C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию прокатных станов, и может быть использовано при производстве полосовых клиновидного поперечного сечения профилей, а также сортовых и фасонных профилей. Целью изобретения является упрощение изготовления валка и повышение несущей способности. Составной прокатный валок состоит из вала 1, бандажа 2 и двухслойной ленты 3, навитой по винтовой линии на вал 1. На слоях 4 и 5 выполнены выступы и впадины, образующие однонаправленные клиновые участки, расположенные с одинаковым шагом. Слои 4 и 5 закреплены на валу только одним концом с противоположных относительно бандажа 2 сторон и с натягом один относительно другого. Для осуществления реверсивной прокатки навивка каждого слоя ленты выполнена двухзаходной, а клиновые участки соседних заходов слоев ленты направлены в противоположные стороны. 2 з.п. ф-лы, 4 ил.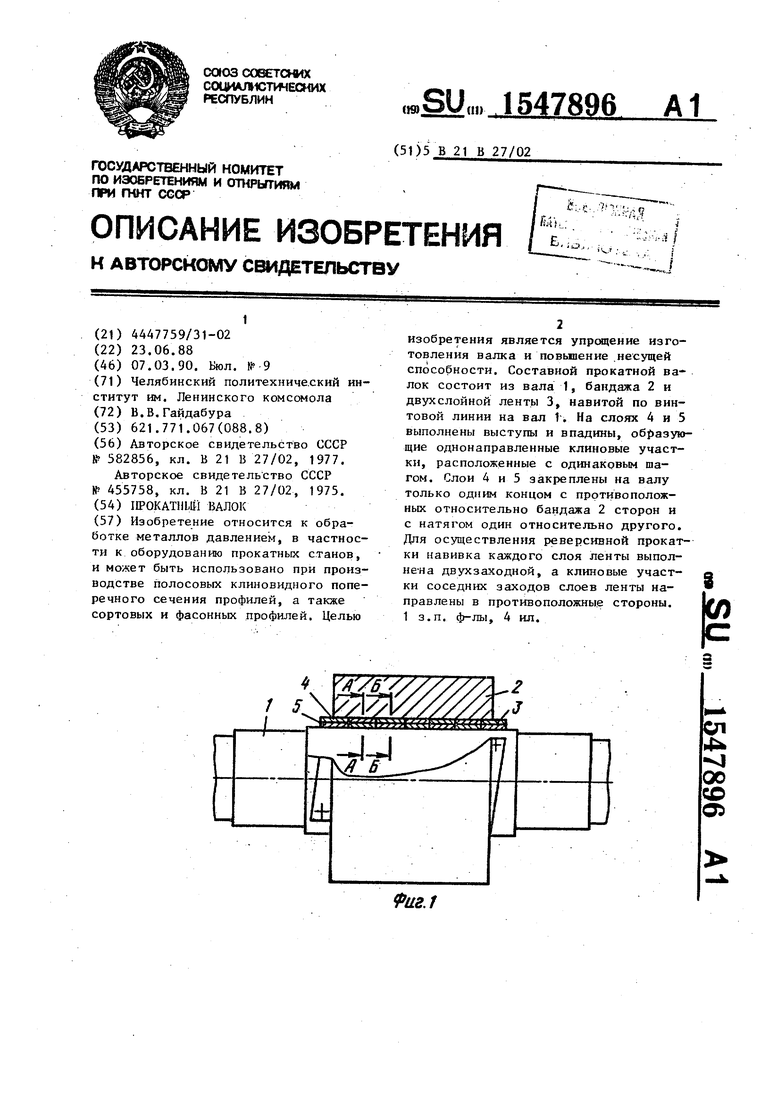
f 6 5
Риг. 2
6 4
&/г. 4.
| Прокатный валок | 1976 |
|
SU582856A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатный валок | 1973 |
|
SU455758A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
