Описание
Настоящее изобретение относится к технологии повторного использования отходов волокносодержащих изделий в качестве сырья, более конкретно, к измельченным фрагментам для упрочнения, к упрочненным волокнами изделиям, в которых используются фрагменты, и к соответствующим способам их производства.
Обычной практикой является захоронение волокносодержащих изделий и других подобных промышленных изделий на мусорных свалках или их сжигание после использования; однако в последние годы повышенное внимание к экологическим проблемам привело к стимулированию усилий повторного использования этих выбрасываемых изделий в качестве сырья для уменьшения расходов таких материалов и снижения нагрузки на природную среду.
Между тем, многофункциональные волокна, такие, как стекловолокно, углеродное волокно и арамидное волокно, используются не только в волокносодержащих продуктах, но также в большинстве случаев как упрочняющий материал в упрочненной волокнами смоле. Этот тип упрочненной волокнами смолы применяется в самых разных областях, таких, как авиация, космонавтика, строительство, гражданское строительство, судоходство, автомобили, колесный подвижной состав, цистерны и промышленные продукты; кроме того, широко известно, что ее использование будет возрастать и в будущем охватит намного большее число областей.
Следовательно, если бы отходы волокносодержащих продуктов могли быть подвергнуты технологии рецикла для повторного их использования в качестве упрочняющего материала в упрочненной волокнами смоле, объем этих отходов можно было бы снизить, уменьшая нагрузку на нашу природную среду и существенно уменьшая вредное воздействие на окружающую среду.
С этой точки зрения в японской выложенной патентной публикации № 1995-132562 раскрыт пластик, упрочненный стружками волокнита, изготовленный путем добавки в пластик стружек, полученных из отходов упрочненных волокнами пластиков. Однако эта технология представляет собой повторное использование отходов упрочненного волокнами пластика и не применяется к повторному использованию волокносодержащих продуктов, которые не содержат смолы.
В результате того, что фрагменты волокносодержащих продуктов не подвергаются обработке смолой, и связывание между волокнами недостаточное, для них характерно принимать объемную, подобную вате, форму. В частности, волокносодержащие продукты, содержащие многофункциональные волокна, отличаются высоким сопротивлением при измельчении и, как следствие, трудностью их обработки, следовательно, это ведет не только к требованию повышенных уровней мощности обрабатывающего оборудования, но также к высокому уровню неравномерности качества, такого, как размер фрагментов, разброс по длине волокон и другим аналогичным факторам. По этой причине упрочняющий материал, полученный измельчением волокносодержащих продуктов без какой-либо предшествующей обработки, характеризуется образованием агрегатов в матрице и, вследствие этого, трудностью получения однородной смеси и, следовательно, невозможностью полностью реализовать преимущества, предлагаемые упрочненными волокнами смолами. Кроме того, волокносодержащие продукты, пригодные для повторного использования, являются отработанными и загрязненными отходами, к которым прилипли пыль и посторонние вещества, и если их измельчать в том виде, как они есть, возникнут проблемы с обрабатывающим оборудованием, что отрицательно повлияет на полученную в результате упрочненную волокнами смолу.
Задачей настоящего изобретения является создание измельченных фрагментов для упрочнения дающих возможность эффективного повторного использования отходов волокносодержащих изделий в качестве сырья, упрочненных волокнами продуктов, использующих эти фрагменты, и соответствующих способов производства.
В результате усиленного изучения повторного использования пригодных к повторному использованию волокносодержащих продуктов в качестве сырья, было обнаружено, что измельчение волокносодержащих продуктов в условиях слипания с ними смолы дает возможность сделать эту обработку эффективной, так как увеличивает степень сцепления между волокнами и препятствует фрагментам принимать объемную, подобную вате, форму, а также может быть произведено более легкое вмешивание в матрицу.
Другими словами, измельченные фрагменты для упрочнения согласно настоящему изобретению для достижения вышеуказанных задач отличаются тем, что они получены путем измельчения волокносодержащих продуктов при условии прилипания к ним смолы.
Такой тип измельченных фрагментов не может легко принимать объемную, подобную вате, форму, кроме того, сокращается расхождение в их качестве. Следовательно, эти фрагменты идеальны для использования в качестве упрочняющего материала в упрочненной волокнами смоле. То есть легко достигается однородное распределение этих фрагментов в матрице, содержащей термопластичную или термореактивную смолу, и возможно улучшение характеристик упрочненных волокнами смол. Кроме того, эти фрагменты могут также применяться для упрочнения каучука.
Между тем способ получения, выбранный для фрагментов для упрочнения согласно настоящему изобретению, для достижения вышеуказанных задач отличается тем, что после того, как волокносодержащие продукты подвергают чистке, смола, диспергированная или растворенная в растворителе, пропитывает указанные волокносодержащие продукты и сушится, а указанные волокносодержащие продукты затем измельчают с использованием измельчителя типа стригальной машины.
Путем пропитки смолой чистых волокносодержащих продуктов, их сушки и измельчения этих волокносодержащих продуктов с использованием измельчителя типа стригальной машины можно эффективно получать фрагменты, идеальные для применения в качестве упрочняющего материала в упрочненной волокнами смоле. В частности, отработанные волокносодержащие продукты загрязнены прилипшей к ним пылью и посторонними веществами, и если их измельчать как есть, возникнут проблемы в обрабатывающем оборудовании и будут подвергнуты неблагоприятному воздействию характеристики полученной упрочненной волокнами смолы. Однако этих недостатков можно избежать очисткой волокносодержащих продуктов.
В процессе измельчения с использованием измельчителя типа стригальной машины предпочтительно, чтобы длина фрагментов постепенно уменьшалась в результате нескольких многостадийных этапов, получая в итоге фрагменты, из которых 50 или более вес.% имеют длины 5 мм или менее. Например, предпочтительно, чтобы этап измельчения с использованием измельчителя типа стригальной машины включал, по меньшей мере, две стадии - стадию грубого измельчения с получением фрагментов, из которых 50 вес.% или более имеют длину от 5 до 20 мм, и стадию тонкого измельчения с получением фрагментов, из которых 50 вес.% или более имеют длину 5 мм или меньше.
Согласно настоящему изобретению, фрагменты, полученные, как описано выше, могут быть распределены внутри матрицы, содержащей термопластичную или термореактивную смолу, образуя упрочненные волокнами полимерные изделия.
Более предпочтительно, чтобы фрагменты, полученные, как описано выше, распределялись внутри матрицы, содержащей термопластичную или термореактивную смолу для получения теплостойких, устойчивых к трению деталей.
Кроме того, настоящее изобретение предлагает способ получения упрочненных волокнами полимерных изделий, в котором фрагменты, полученные, как описано выше, распределяют внутри матрицы, содержащей термопластичную или термореактивную смолу, а формованное изделие производят из композитного материала, состоящего из фрагментов и матрицы. Более предпочтительно, настоящее изобретение предлагает способ получения теплостойких, устойчивых к трению деталей, в котором фрагменты, полученные, как описано выше, распределяют внутри матрицы, содержащей термопластичную или термореактивную смолу, и формованное изделие производят из композитного материала, состоящего из фрагментов и матрицы.
Возвращаемые в оборот упрочненные волокнами смолы с упрочняющим материалом, содержащим фрагменты, полученные повторным использованием пригодных к повторному использованию волокносодержащих продуктов, как описано выше, могут применяться как промышленные материалы для деталей транспортного оборудования, деталей промышленного оборудования, деталей электрооборудования и тому подобных. В частности, эти смолы применимы для опор, втулок, тормозных колодок, фрикционных накладок и других устойчивых к трению деталей автомобилей и другого оборудования, где имеются высокие требования к термостойкости и характеристикам скольжения.
Согласно настоящему изобретению, фрагменты, полученные, как описано выше, могут быть распределены внутри матрицы, содержащей каучуковые смеси, для получения изделий из упрочненного волокнами каучука.
Далее, настоящее изобретение предлагает способ получения изделий из упрочненного волокнами каучука, в котором фрагменты, полученные, как описано выше, распределяют внутри матрицы, содержащей каучуковые композиции, а формованное изделие формуют из композитного материала, состоящего из фрагментов и матрицы.
Сущность изобретения поясняется на чертежах, где
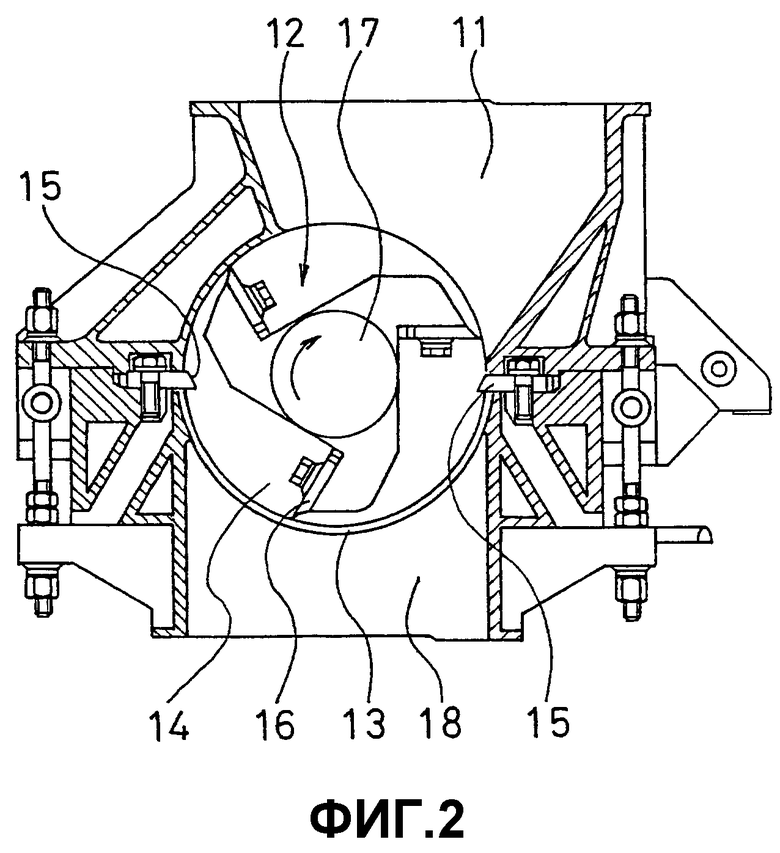
Фиг.1 является поперечным сечением, показывающим пример измельчителя типа стригальной машины (типа уничтожителя бумаг), используемого согласно настоящему изобретению.
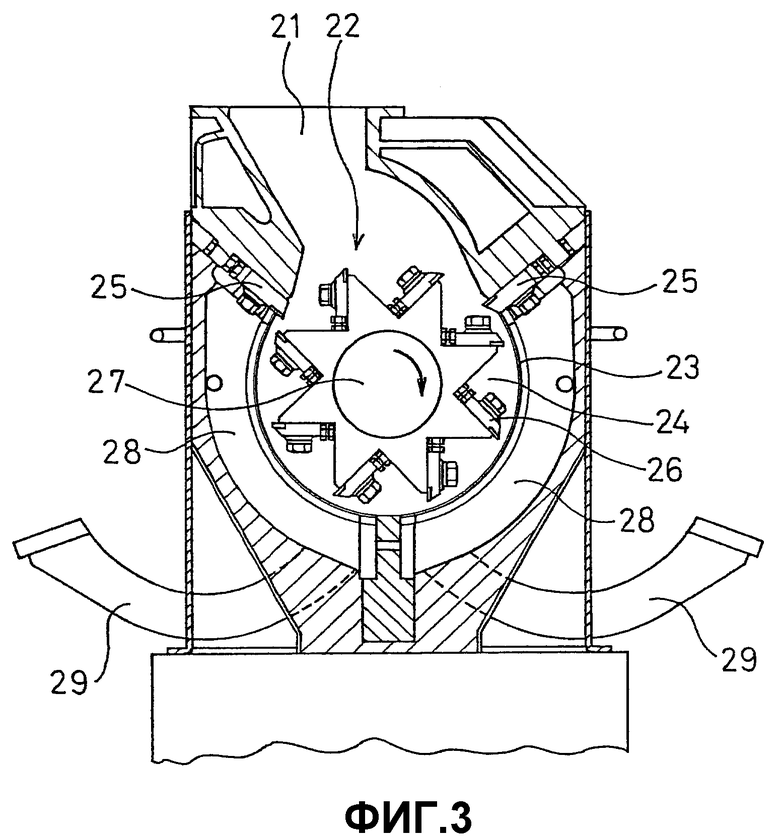
Фиг.2 является поперечным сечением, показывающим пример измельчителя типа стригальной машины (ротационного типа), используемого согласно настоящему изобретению.
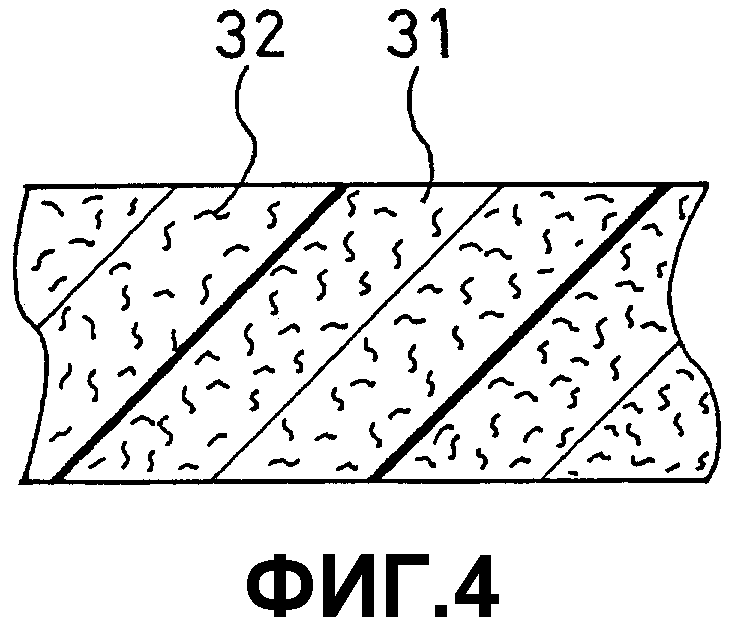
Фиг.3 является поперечным сечением, показывающим другой пример измельчителя типа стригальной машины (ротационного типа), используемого согласно настоящему изобретению.
Фиг.4 является поперечным сечением, показывающим в увеличении часть упрочненного волокнами полимерного продукта, полученного согласно настоящему изобретению.
Ниже настоящее изобретение описывается в деталях.
В настоящем изобретении термин "волокносодержащие продукты" относится не только к первично обработанным продуктам, таким, как трощеная нить, крученая нить, вязаные изделия и одежда, но также к рабочим перчаткам, защитной спецодежде, промышленным материалам и другим вторично обработанным продуктам, в которых использованы первично обработанные продукты. Хотя "пригодные к повторному использованию волокносодержащие продукты" в основном представляют собой отработанные волокносодержащие продукты, сюда относятся также дефектные предметы, отбракованные предметы, отходы и другие продукты процесса производства волокносодержащих продуктов.
В качестве волокон для повторного использования могут быть перечислены полностью ароматические полиамидные волокна, углеродное волокно, стекловолокно, волокно поли-p-фениленбензобисоксазола (ПБО), волокна ароматических полиэфиров, волокна поливинилового спирта и тому подобные. Как полностью ароматические полиамидные волокна предпочтительны полипарафенилентерефталат (ПФТА) и другие полностью ароматические паразамещенные полиамидные волокна.
Кроме того, что касается отработанных волокносодержащих изделий, предпочтительно, чтобы сначала был проведен процесс чистки. Кроме удаления грязи, прилипшей к волокносодержащим изделиям, эта чистка удаляет также масла и захваченные вещества, такие, как смола и металлическая пыль, что гарантирует, что измельчение пройдет эффективно без возникновения механических проблем. В этом отношении чистка чрезвычайно важна для улучшения качества фрагментов и упрочненных волокнами изделий, в которых они используются.
Смола, смешанная с волокносодержащими продуктами, может быть термопластичной или термореактивной смолой. Предпочтительно, чтобы эти смолы соединялись с волокносодержащими изделиями в условиях диспергирования или растворения в воде, органическом растворителе или других растворителях.
Нейлоновая, полиэфирная смолы, полиацеталевые пластики, поликарбонатная, полиуретановая смолы, полимочевина, эпоксидная смола, силиконовая смола, фенольная смола, фторполимеры, полиимидная смола и другие смолы могут быть диспергированы или растворены в растворителях. Что касается этих смол, является решающим, чтобы выбиралась смола того же типа, что и матрица, или смола с подходящей растворимостью в матрице. Если бы была выбрана смола с плохой растворимостью в матрице, дисперсность волокон в полученной упрочненной волокнами смоле и адгезия между волокном и смолой была бы ухудшена и, следовательно, было бы невозможно получить продукты с однородными выгодными свойствами.
Если в качестве матрицы используется термопластик, предпочтительно, чтобы в качестве смолы использовалась нейлоновая, полиэфирная смолы, полиацеталевый пластик, поликарбонатная, полиуретановая смолы, полимочевина, эпоксидная смола, силиконовая смола или им подобные для прилипания к волокносодержащему продукту. Например, если в качестве матрицы используется нейлон, благоприятно как смолу для адгезии с волокносодержащим продуктом выбирать растворимую в воде или метаноле нейлоновую или полиуретановую смолу, полимочевину или другую смолу, проявляющую диспергируемость или растворимость в воде. Из органических растворителей могут быть выбраны растворители на основе спирта, кетона или этилацетата.
Когда в качестве матрицы применяют термореактивную смолу, предпочтительно, чтобы смолой для адгезии с волокносодержащим продуктом была эпоксидная смола, фенольная смола, полиуретановая смола, фторполимер, полиимидная смола, силиконовая смола или тому подобные. Предпочтительно, чтобы эти термореактивные смолы были диспергированы в воде или растворены в органическом растворителе для пропитывания волокносодержащего продукта и сушки. По причинам, относящимся к производству и обработке, предпочтительно, чтобы термореактивные смолы были диспергированы в воде.
Для волокносодержащего изделия в сухом состоянии предпочтительно, чтобы сцепной вес смолы составлял от 2% до 30 вес.% полного веса, более предпочтительно, чтобы сцепной вес смолы составлял от 5% до 20 вес.% от полного веса. Если сцепной вес смолы меньше 2 вес.%, сцепление между волокнами будет недостаточным во время измельчения и фрагменты будут принимать объемную, подобную вате, форму; соответственно, трудно будет достичь однородного распределения этих фрагментов по матрице. Наоборот, если сцепной вес смолы превышает 30 вес.%, волокна будут образовывать крепкое твердое тело, соответственно эта ситуация также отличается плохой диспергируемостью фрагментов, содержащих слипшиеся волокна, в матрице.
При измельчении волокносодержащих изделий предпочтительно использовать измельчающее устройство стригального типа. Самые обычные формы этого типа стригальных измельчающих устройств - это устройства типа гильотины, уничтожителя бумаги и ротационных измельчителей, которые одновременно имеют вращающиеся ножи и неподвижные ножи; кроме того, допустимо использование комбинации этих устройств.
На фиг.1 показан пример измельчителя типа стригальной машины (уничтожитель бумаги). В этом измельчителе типа стригальной машины волокносодержащие изделия, введенные через входное отверстие 1, измельчаются в зоне измельчения 2 и выводятся из выходного отверстия 3. Зона измельчения 2 содержит комплект взаимно зацепляющихся вращающихся лезвий 5a, 5b и прокладок 6a, 6b, установленных альтернативно на двух вращающихся валах 4a, 4b. Вращающиеся валы 4a, 4b вращаются в противоположных направлениях для захвата волокносодержащих изделий. Далее, скребок 7 расположен таким образом, чтобы он контактировал с разделителем 6b между соседними вращающимися ножами 5a, 5b. Кроме того, перед выходным отверстием 3 размещено устройство тонкого измельчения, содержащее вращающийся нож 8 и неподвижный нож 9.
В измельчителе типа стригальной машины, описанном выше, волокносодержащие изделия, поступившие через входное отверстие 1, разрываются в результате режущего действия вращающихся ножей 5a, 5b в зоне измельчения 2 и измельчаются далее в результате режущего действия вращающегося ножа 8 и неподвижного ножа 9, становясь фрагментами.
На фиг.2 показан пример измельчителя типа стригальной машины (ротационного типа). В этом измельчителе типа стригальной машины волокносодержащие изделия, введенные через входное отверстие 11, измельчаются при прохождении через зону измельчения 12. Зона измельчения 12 имеет цилиндрический удерживающий объем 14, заключенный в экранирующую сетку типа сита 13, дополнительно к предусмотренной паре неподвижных ножей 15, заходящих внутрь удерживающего объема 14, она включает также вращающийся вал 17, расположенный внутри удерживающего объема 14, на котором радиально установлено несколько вращающихся ножей 16. При вращении вращающегося вала 17 между неподвижными ножами 15 и вращающимися ножами 16 возникает режущее действие. Фрагменты, которые прошли через сито 13, могут быть удалены через выходное отверстие 18.
В измельчителе типа стригальной машины, описанном выше, волокносодержащие изделия, поступившие через входное отверстие 11, разрываются в результате режущего действия неподвижных ножей 15 и вращающихся ножей 16 в зоне измельчения 12, становясь фрагментами. В этот момент длина фрагментов определяется размером отверстий в ячейках сита 13.
На фиг.3 показан другой пример измельчителя типа стригальной машины (ротационного типа). В этом измельчителе типа стригальной машины волокносодержащие изделия, поступившие через входное отверстие 21, измельчаются при прохождении через зону измельчения 22. Зона измельчения 22 включает цилиндрический удерживающий объем 24, заключенный в экранирующую сетку 23 типа сита, предусмотрена пара неподвижных ножей 25, заходящая внутрь удерживающего объема 24, а также имеется вращающийся вал 27, расположенный внутри удерживающего объема 24, на котором радиально установлено большое число вращающихся ножей 26. При вращении вращающегося вала 27 между неподвижными ножами 25 и вращающимися ножами 26 возникает режущее действие. Зона сбора 28 расположена на внешней стороне сита 23, там собираются фрагменты, прошедшие сквозь сито 23. Выпускные трубы 29 соединены с нижней частью зоны сбора 28, и таким образом фрагменты удаляются наружу.
В измельчителе типа стригальной машины, описанном выше, волокносодержащие изделия, поступившие через входное отверстие 21, разрываются в результате режущего действия неподвижных ножей 25 и вращающихся ножей 26 в зоне измельчения 22, становясь фрагментами. В этом случае распределение фрагментов по длине определяется размером отверстий в ячейках сита 23.
Согласно настоящему изобретению, в соответствии с соотношением между диспергированностью в матрице и длиной волокон, требующейся для упрочнения, предпочтительно, чтобы размер фрагментов, использующихся как упрочняющий материал, был 10 мм или менее. Для эффективного получения таких фрагментов процесс измельчения, использующий измельчитель типа стригальной машины, может быть проведен по меньшей мере в две стадии, одна из которых является стадией грубого измельчения, в результате которой получают фрагменты, из которых как минимум 50 вес.% имеет длину от 5 до 20 мм, а вторая стадия является стадией тонкого измельчения, когда получают фрагменты, из которых минимум 50 вес.% имеют длину 5 мм или менее.
Когда стадия грубого измельчения и стадия тонкого измельчения осуществляются при использовании измельчителя ротационного типа, скорость вращения ножей и диаметр ячеек сита, расположенного перед выходом, через который фрагменты удаляются, может регулироваться для каждой из стадий. В таком случае допустимо использовать комбинацию нескольких измельчителей ротационного типа, имеющих различные режущие способности, или, альтернативно, повторять стадию измельчения два или три раза, используя один и тот же режущий прибор. Здесь предпочтительно, чтобы число вращающихся ножей на стадии тонкого измельчения было выше числа вращающихся ножей на стадии грубого измельчения. Предпочтительно также, чтобы скорость вращения на стадии тонкого измельчения превосходила скорость вращения на стадии грубого измельчения. Далее, допустимо производить грубое измельчение измельчителем типа уничтожителя бумаг, а тонкое измельчение - измельчителем ротационного типа.
Фрагменты, обработанные смолой, полученные, как описано выше, не могут легко принимать объемную, подобную вате, форму, и снижается различие в их качестве, что делает их пригодными в качестве упрочняющего материала в упрочненной волокнами смоле. Кроме того, описанные выше фрагменты способствуют благоприятному прохождению через сито и т.д.
В качестве матрицы для образования упрочненных волокнами полимерных изделий может быть использована термопластичная или термореактивная смола.
Как термопластик в матрице могут применяться нейлоновая, полиэфирная, поликарбонатная смолы, полиацеталевый пластик, полифениленсульфидная (ПФС) смола, полимеры полиэфир-эфиркетона (PEEK), полиэфир-кетонкетона (PEKK), полиамидимидные смолы или им подобные. Термопластичный полиэфир-эфирный эластомер и другие термопластичные эластомеры также могут использоваться как один из видов термопластичных смол.
Эпоксидная смола, фенольная смола, полиимидная смола, фурановая смола, кетоновая смола, сульфонамидная смола, смола ненасыщенная полиэфирная, полимочевина, винилэфирная смола, полиуретановая, силиконовая смола, алкидная смола или им подобные могут применяться в качестве термореактивной смолы, используемой в матрице, и благоприятно использовать ту же смолу или смолу с хорошей растворимостью в качестве смолы для прилипания к волокносодержащим изделиям.
В частности, в качестве матрицы устойчивых к трению деталей предпочтительны термопластик, выбранный из нейлоновой, полиэфирной, поликарбонатной смол, полиацеталевого пластика, ПФС, PEEK, PEKK и полиамидимидной смол, термореактивная смола, выбранная из эпоксидной смолы, фенольной смолы, полиимидной смолы и алкидной смолы, или термопластичный эластомер.
Поскольку матрица упрочненных волокнами полимерных изделий должна содержать смолу, в качестве других ее компонентов может добавляться наполнитель (или наполняющий агент), такой, как стеклянный порошок, карбонат кальция, сульфат бария или частички кешью, или добавки, обычно применяемые для упрочненных волокнами полимерных изделий, такие, как графит и другие замасливатели. Однако предпочтительно, чтобы доля смолы в упрочненных волокнами полимерных изделиях составляла от 5% до 95 вес.%. Далее, хотя доля волокна в упрочненных волокнами полимерных изделиях зависит от намечаемого использования, обычно она устанавливается на уровне от 5% до 50 вес.%, предпочтительно от 10% до 45 вес.%.
Фрагменты, предлагаемые настоящим изобретением, пригодны не только как упрочняющий материал для упрочненных волокнами полимерных изделий, но также как упрочняющий материал для изделий из упрочненного волокнами каучука. В таком случае допустимо, чтобы фрагменты были диспергированы в матрице, содержащей композиции из каучука.
Эти композиции из каучуков не ограничиваются каучуковыми компонентами, но могут также быть натуральным каучуком, изопреновым каучуком, бутадиеновым каучуком, бутадиен-стирольным каучуком, хлоропреновым каучуком, нитрильным каучуком, этилен-пропиленовым каучуком, акриловым каучуком, силиконовым каучуком, фтор-каучуком или уретановым каучуком. Естественно, эти каучуковые композиции могут содержать любой тип обычных добавок.
Когда фрагменты, предлагаемые настоящим изобретением, распределяются внутри матрицы и получают упрочненные волокнами изделия, особых ограничений на методы формирования смеси фрагментов и вещества матрицы не накладывается. Например, хотя возможно соединение и перемешивание посредством смесителя, еще более улучшает степень распределения в матрице соединение, в частности, посредством шнекового экструдера. Далее, если проведено шнековое литье под давлением, будет достигнуто более эффективное и экономичное производство вместе с улучшенной диспергированностью, и это предпочтительно с точки зрения стимулирования повторного использования. Кроме того, для определенных изделий эффективно устройство, в котором формирование проводится в пуансоне потоком под постоянным давлением, благодаря улучшению диспергированности смешением фрагментов и матрицы. В том случае, когда матрицы содержат термопластик, смешение может быть проведено с использованием экструдера для получения гранулы, а формование может быть проведено с использованием аппарата для литья под давлением.
На фиг.4. показана в увеличенном масштабе часть упрочненного волокнами изделия, полученного согласно настоящему изобретению. Как показано на фиг.4, упрочненное волокнами изделие согласно настоящему изобретению включает фрагменты 32, диспергированные в матрице 31, причем фрагменты 32 получены измельчением волокносодержащих изделий в условиях, когда к ним прилипла смола.
Варианты осуществления
Далее настоящее изобретение будет описано со ссылкой на предпочтительные варианты его осуществления. Прежде всего, настоящее изобретение будет описано для случая использования термореактивной смолы как матрицы. Способы измерения физических свойств были следующими.
A. Механические свойства
Образцы для испытаний шириной 15 мм, длиной 95 мм и толщиной 2,5 мм были сделаны из типовых форм, полученных путем формования, испытание на изгиб проводилось в соответствии со стандартом JIS K 7171, были определены прочность на изгиб (МПа) и модуль упругости при изгибе (МПа).
B. Фрикционные характеристики
Испытание на износ было проведено согласно стандарту JIS D 4411 и на основе Метода A из стандарта JIS K 7218, были определены коэффициент динамического трения и доля износа (мг). Как контрольный материал использовалась сталь марки FC25. Кроме того, давление 0,98 МПа и скорость 4 м/с были приняты как условия для износа.
Вариант осуществления 1
Отработанные рабочие перчатки, произведенные из арамидного волокна, промывали 15 минут с нейтральным моющим средством, после чего их подвергали удалению воды на центрифуге и сушке. Затем эти чистые перчатки погрузили в водно-дисперсную, резольного типа эмульсию фенольной смолы (PE-201L производства Dainippon Ink & Chemicals) при концентрации 20%, сцепной вес смолы регулировали удалением воды на центрифуге в течение 3 минут, сушку проводили в течение 20 минут при 180°С. В результате получили перчатки со сцепным весом смолы около 10 вес.%.
Затем перчатки подвергли двум циклам процесса измельчения, используя измельчитель типа уничтожителя бумаг, показанный на фиг.1. На первом цикле измельчения получили фрагменты в виде пучков длиной от 3 до 10 мм и фрагменты в виде волокон длиной от 1 до 5 мм. Небольшое количество этих фрагментов было сплетено в пучки. После второго процесса измельчения длина пучков становилась меньше, доля пучков стала менее половины, а доля фрагментов в виде волокон увеличилась. Скорость обработки измельчителем типа уничтожителя бумаг была примерно 100 граммов в минуту для первого цикла, причем второй цикл шел быстрее при скорости примерно 200 граммов в минуту. Это происходило благодаря тому, что после того, как в результате резки фрагменты уменьшились до определенного размера, они проходили на процесс тонкой резки ножами тонкой резки, не проходя снова через измельчитель; следовательно, скорость обработки зависит от производительности ножей тонкой резки.
Полученные таким путем образцы для испытаний смешивали при концентрации 20 вес.% с новолачной фенольной смолой (J-375 производства Dainippon Ink & Chemicals) в виде порошка, и их объединение проводилось в течение 1 минуты с использованием универсального смесителя, был получен составной материал из смолы и волокна. Затем добавляли стеклянный порошок и смешивали как наполнитель, смесь подавали в пуансон, получение заготовки проводилось при температуре 150°С, а отверждение проводилось при температуре 180°С с получением упрочненного волокнами формованного полимерного изделия, содержащего 6 вес.% фрагментов и 24 вес.% смолы. Физические свойства формованного таким образом изделия показаны в Таблице 1.
Вариант осуществления 2
Отработанные рабочие перчатки, произведенные из арамидного волокна, промывали 15 минут с нейтральным моющим средством, после чего их подвергли удалению воды на центрифуге и сушке. Затем чистые перчатки погрузили в водно-дисперсную, резольного типа эмульсию фенольной смолы (PE-201L производства Dainippon Ink & Chemicals) при концентрации 20%, сцепной вес смолы регулировали удалением воды на центрифуге в течение 3 минут, а сушку проводили в течение 20 минут при 180°С. В результате получили перчатки со сцепным весом смолы около 10 вес.%.
Затем эти перчатки подвергли резке, используя измельчитель ротационного типа (грубый измельчитель A), как показанный на фиг.2, и измельчитель роторного типа (тонкий измельчитель B), как показанный на фиг.3, причем тонкий измельчитель B имеет большее число ножей и большую нормативную скорость, чем грубый измельчитель A. Более точно, перчатки вводились в заранее определенном объеме в грубый измельчитель A, в котором было установлено сито с ячейками диаметром 12 мм, подвергались измельчению и проходили через отверстия в сите, захватывались и удалялись циклонным сепаратором. Это измельчение давало фрагменты в виде пучков длинами около 10 мм и фрагменты в виде волокон длинами 5 мм или менее. Из этих фрагментов 50 или более вес.% были фрагментами в виде пучков. Далее, фрагменты переводили в тонкий измельчитель B, в котором было установлено сито с ячейками диаметром 2 мм, и подвергали высокоскоростному измельчению при 2000 об/мин, получая короткие фрагменты в виде волокон с длинами от 1 до 3 мм. Среди этих фрагментов почти не было фрагментов типа пучков. Скорость обработки грубого измельчителя A составляла примерно 500 граммов в минуту, а скорость обработки в тонком измельчителе B была примерно 300 граммов в минуту.
Полученные таким путем образцы для испытаний смешивали при концентрации 20 вес.% с новолачной фенольной смолой (J-375 производства Dainippon Ink & Chemicals) в виде порошка, и их объединение проводилось в течение 10 секунд с использованием универсального смесителя, в результате получали составной материал из смолы и волокна. Затем добавляли стеклянный порошок и смешивали как наполнитель, смесь подавали в пуансон, получение заготовки проводилось при температуре 150°С, а отверждение проводилось при температуре 180°С с получением упрочненного волокнами формованного полимерного изделия, содержащего 8,5 вес.% фрагментов и 21,5 вес.% смолы. Физические свойства формованного таким образом изделия показаны в Таблице 1.
Вариант осуществления 3
Фрагменты волоконного типа, полученные по тому же способу, который описан в варианте осуществления 2, смешивали при концентрации 25 вес.% с новолачной фенольной смолой (J-375 производства Dainippon Ink & Chemicals) в виде порошка, и их объединение проводили в течение 10 секунд с использованием универсального смесителя, в результате получали составной материал из смолы и волокна. Затем добавляли стеклянный порошок и смешивали как наполнитель, смесь подавали в пуансон, получение заготовки проводили при температуре 150°С, а отверждение проводили при температуре 180°С, получая упрочненное волокнами формованное полимерное изделие, содержащее 10 вес.% фрагментов и 20 вес.% смолы. Физические свойства формованного таким образом изделия показаны в Таблице 1.
Как показано в Таблице 1, каждое из упрочненных волокнами полимерных изделий согласно вариантам осуществления 1-3 проявляет физические свойства, пригодные для использования в теплостойких устойчивых к трению деталях.
Далее настоящее изобретение будет описано с точки зрения использования термопластика как матрицы. Методы измерения физических свойств следующие.
C. Механические свойства
Тестирование было проведено в соответствии со стандартом ASTM D-638 на гантелеобразном образце, полученным литьем под давлением, были определены прочность (МПа) и модуль (МПа).
D. Характеристики фрикционного изнашивания
Коэффициент трения измеряли, используя образцы для испытаний, полученные литьем под давлением, и применяя сталь (S45C) как контрольный материал. Более низкие значения коэффициента трения соответствуют лучшему сопротивлению на износ.
Вариант осуществления 4
Отработанные рабочие перчатки, произведенные из арамидного волокна, промывали с нейтральным моющим средством, после чего их подвергали удалению воды на центрифуге. Эти чистые перчатки погружали в водную эмульсию полиуретана при концентрации 20%, подвергали удалению воды на центрифуге и сушили 1 час при 150°С. В результате получили перчатки со сцепным весом смолы около 10 вес.%.
Эти перчатки измельчали, используя уничтожитель бумаг, получали фрагменты длиной около 3 мм. Эти фрагменты смешивали в концентрации 25 вес.% с гранулами нейлона 66 при концентрации 75 вес.%, смесь перемешивали и выдавливали через экструдер, экструдат разрезали на длины примерно от 3 до 5 мм, получая гранулы, содержащие 22,5 вес.% арамидного волокна. Эти гранулы снова подавали на аппарат литья под давлением, и расплавленную массу выдавливали в пуансон для получения формованного изделия. Физические свойства этого формованного изделия показаны в Таблице 2.
Вариант осуществления 5
Отработанные рабочие перчатки, произведенные из арамидного волокна, промывали с нейтральным моющим средством, после чего их подвергали удалению воды на центрифуге. Эти чистые перчатки погружали в водный раствор, содержащий растворенную нейлоновую смолу в концентрации 20%, затем подвергали удалению воды на центрифуге и сушили 1 час при 120°С. В результате получали перчатки со сцепным весом смолы около 10 вес.%.
Эти перчатки измельчали, используя измельчитель, получали фрагменты длиной около 3 мм. Используя эти фрагменты и гранулы нейлона-66 как сырье, получали формованное изделие по тому же способу литья под давлением, который описан в варианте осуществления 4. Физические свойства этого формованного изделия показаны в Таблице 2.
Сравнительный пример
Формованное изделие получали литьем под давлением, используя гранулы нейлона-66 как сырье. Физические свойства этого формованного изделия показаны в Таблице 2.
Как показано в Таблице 2, каждый из упрочненных волокнами формованных полимерных изделий согласно варианту осуществления 4 и варианту осуществления 5 проявляет превосходные физические свойства по сравнению с изделием, не содержащим упрочняющего волокна.
Когда, в соответствии с настоящим изобретением, описанным выше, пригодные к повторному использованию волокносодержащие изделия очищены, их пропитывают смолой и сушат, затем волокносодержащие изделия измельчают с использованием измельчителя типа стригальной машины, полученные фрагменты могут вмешиваться в матрицу и формоваться для получения упрочненных волокнами изделий, в частности, могут быть получены упрочненные волокнами полимерные изделия для использования в теплостойких, устойчивых к трению деталях. В результате может быть значительно сокращено количество промышленных отходов, получаемых отбраковкой, или сжигание волокносодержащих изделий и уменьшена нагрузка на окружающую среду.
Изобретение относится к технологии повторного использования отходов волокносодержащих изделий и может быть использовано при производстве упрочненных волокнами изделий, в которых используются фрагменты переработанных волокносодержащих изделий. В способе получения фрагментов для упрочнения, в котором после проведения чистки отработанных волокносодержащих изделий таких, как рабочие перчатки или защитная спецодежда, выполненные с использованием трощеной нити, крученой нити, вязаные изделия или одежда, волокносодержащие изделия пропитывают смолой, диспергированной или растворенной в растворителе, и осуществляют их сушку. Затем волокносодержащие изделия измельчают с использованием измельчителя типа стригальной машины. Изобретение предусматривает способ получения упрочненных волокнами полимерных изделий. Изобретение предусматривает способ получения теплостойких устойчивых к трению компонентов, а также предусматривается способ получения упрочненных волокнами изделий из каучука. Изобретение обеспечивает сокращение промышленных отходов и уменьшает объем сжигаемых отходов за счет их переработки и дальнейшего использования, что позволяет улучшить экологию окружающей среды. 4 н. и 5 з.п. ф-лы, 4 ил., 2 табл.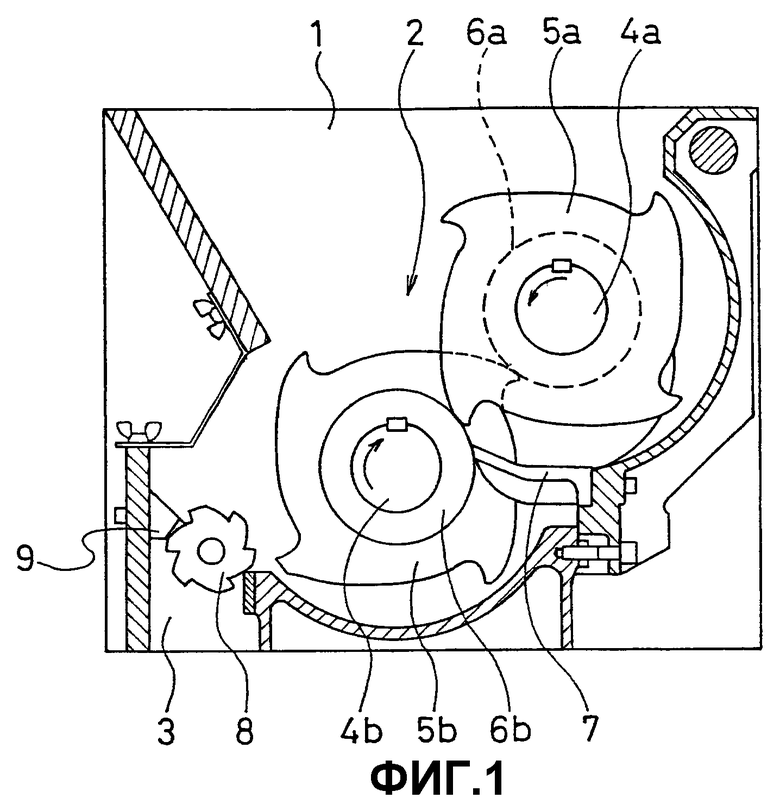
| US 5082605 А, 21.01.1992 | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2094229C1 |
| Способ получения многослойного волокнистого материала | 1981 |
|
SU988925A1 |
| RU 94025818 A1, 20.05.1996 | |||
| Способ изготовления гранулированных стеклонаполненных фенопластов с использованием отходов дозирующихся стеклоармированных материалов | 1989 |
|
SU1678640A1 |
| ЭКОЛОГИЧЕСКИ ЧИСТАЯ ДРЕВЕСНО-НАПОЛНЕННАЯ ПЛАСТМАССА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2081135C1 |
| JP 2001279115 А, 10.10.2001 | |||
| Кожухотрубный теплообменник | 1970 |
|
SU324910A1 |

