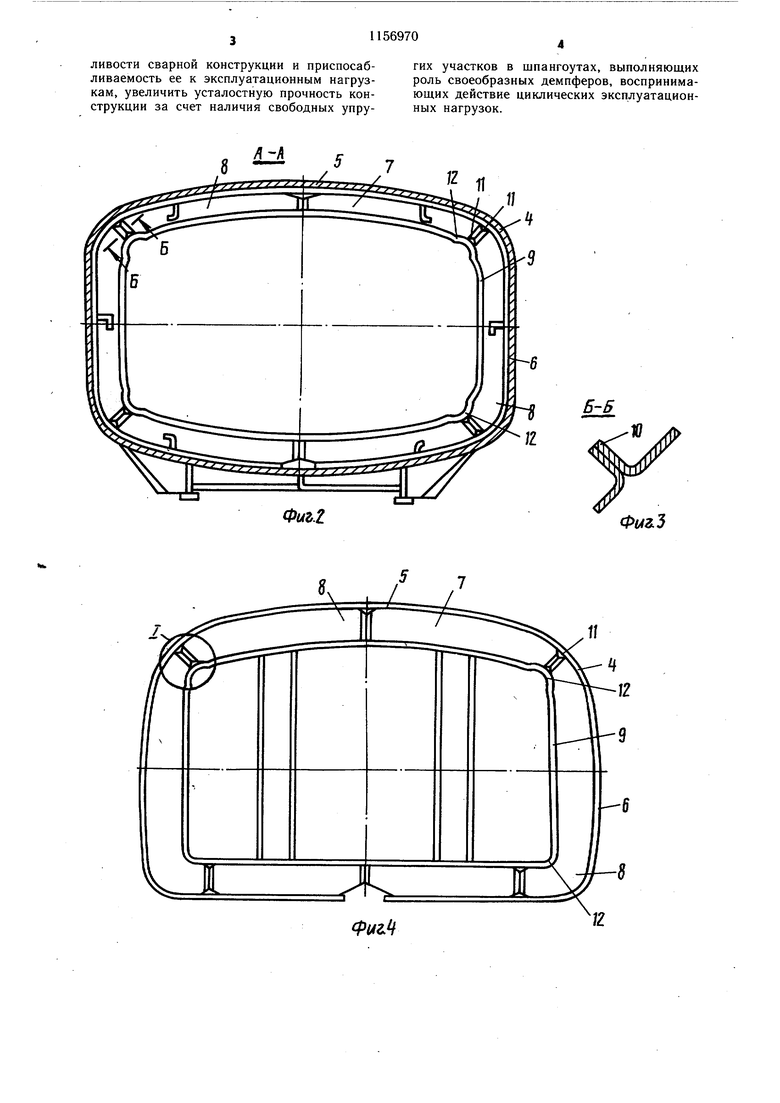
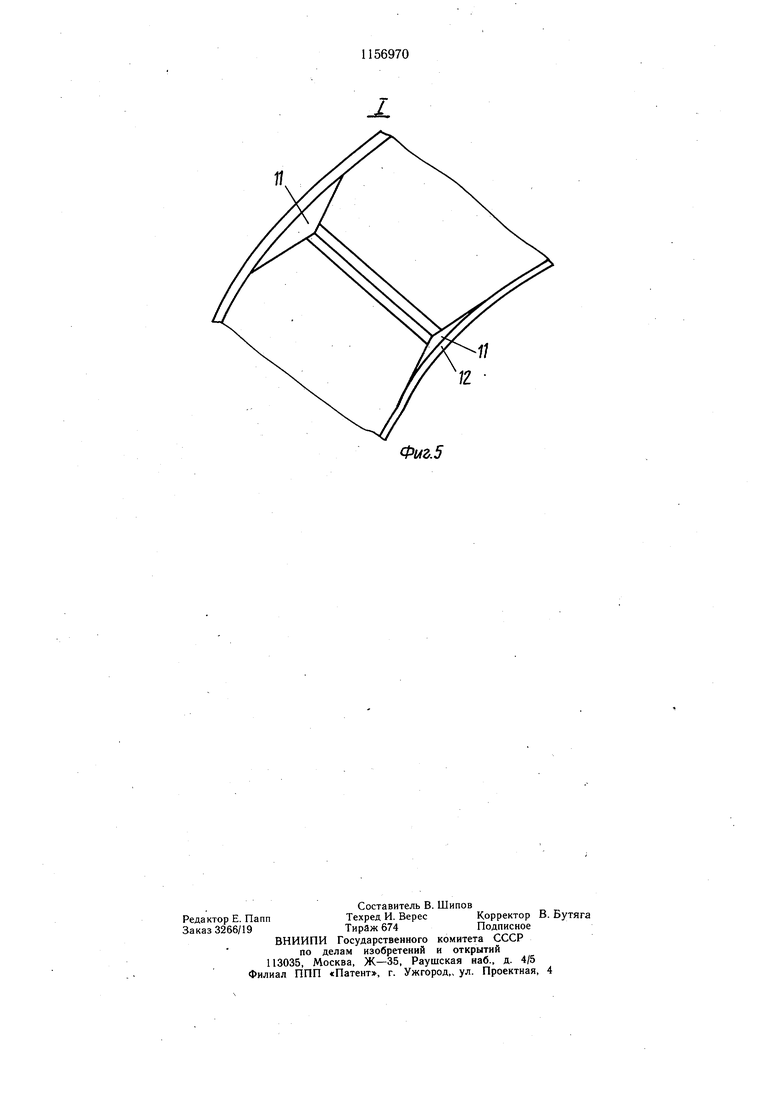
Изобретение относится к автомобилестроению. Известна автоцистерна, включающая обо лочку, связанную со шпангоутами и стрингерами 1. Во время сварки оболочки и приварки к ней шпангоутов и стрингеров вследствие продольной и поперечной усадки металла в сварных швах, а также деформации околошовных зон в элементах конструкции цистерны возникают напряжения от усадочных сил, которые могут превысить пределы текучести материала и вызвать в местах коцентрации напряжений очаги пластических деформаций. Цистерны, элементы конструкции которых претерпели во время сварки такие пластические деформации, ие могут в полной мере воспринимать нагрузки и преждевременно разрушаются при эксплуатации. Наиболее суш,ественно указанный недостаток проявляет себя в цистернах, выполненных из алюминиевых деформируемых сплавов. Известен резервуар, в котором шпангоут представляет жесткую конструкцию и не имеет компенсационных элементов, а соединение изогнутых элементов оболочки функционирует только в процессе сварки и не работает при остывании и усадке, так как оно полностью заплавлено. Увеличение массы наплавленного и остываюш,его металла увеличивает многократно сварочные напряжения, .повышая тем самым напряженное состояние шпангоута, приводящее к потере им устойчивости, и, как следствие, снижение прочности резервуара 2. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является цистерна, представляющая собой обечайку, соединенную с окантованными внутренней и наружной полками шпангоутами, каждый из которых выполнен из соединенных между собой сегментов с местными вырезами в месте соединения 3. Ему также присущ недостаток, описанный выше. Цель изобретения - повышение прочности путем предотвращения потери устойчивости щпангоутов от усадочных сварных сил. Поставленная цель достигается тем, что в цистерне, имеющей корпус, выполненный в виде обечайки, соединенной с окантованными внутренней и наружной полками шпангоутами, каждый из которых состоит из соединенных между собой сегментов с местными вырезами в месте соединения, сегменты в месте соединения отогнуты в одну сторону в плоскости, перпендикулярной плоскости шпангоутов, а внутренние окантовочные полки в указанных местах выполнены выпуклыми. На фиг. 1 изображена цистерна, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - вариант исполнения шпангоута; на фиг. 5 - узел I на фиг. 4. и,истерна 1, установленная на шасси автомобиля 2, состоит из обечайки 3 цилиндрической или конической формы, собранной и сваренной из изогнутых стальных или алюминиевых пластин. В поперечном сечении корпус цистерны имеет некруглуЮ форму, вследствие чего на обечайке 3 имеются участки 4 наибольшей кривизны и участки 5 и 6 со сравнительно меньшей кривизной. Внутри обечайки 3 на некотором расстоянии один от другого и торцовых стенок днищ установлены шпангоуты 7, состоящие из дугообразных сегментов 8, окантованных по внутреннему периметру бесконечной полкой 9. В местах соединения сопряженные концы 10 сегментов изогнуты попарно в одну плоскость и перпендикулярны плоскости шпангоута 7. По высоте эти концы меньше остальной высоты сегмента 8 и с обечайкой 3 и полкой 9 создают зазоры 11, обеспечивающие при сварке перемещение концов сегjMeHTOB относительно обечайки 3 и полки 9. Этот зазор выполняется не меньше толщины металла для обеспечения возможной свободной усадки кромок. Полка 9 в районе участков 4 наибольшей кривизны имеет местную выпуклость 12, компенсирующую усадочные напряжения при сварке. Местная выпуклость выполняется подгибкой на величину стрелы прогиба, соответствующей толщине металла. Между собой шпангоуты соединяются стрингерами 13, образуя внутри обечайки каркас конструкции. При сварке цистерны и последующем остывании ее в сварных щвах и околошовных зонах возникают усилия от усадки материала. Поскольку усилия усадки направлены вдоль контура обечайки вследствие ее кривизны в ней возникают касательные напряжения, которые на участках 4 вызывают перемещение контура и деформации в пределах упругости материала. При остывании замкнутая обечайка 3 стремится сжать находящиеся внутри шпангоуты 7. Изогнутые перпендикулярно к плоскости шпангоута 7 концы 10, свободные от связи с обечайкой наличием зазоров 11, наряду с повышением устойчивости сегментов щпангоута позволяют организованно направить деформацию по линии изгиба, благодаря чему сохраняется устойчивость остальной части щпангоута. Этому же способствуют и местные компенсационные изгибы 12 окантовочной полки 9. Изобретение позволяет умеиьщить непредвиденные остаточные деформации в элементах конструкции корпуса - обечайке, щпангоутах, - вызываемые усадочными сварочными силами, увеличить степень податливости сварной конструкции и приспосабливаемость ее к эксплуатационным нагрузкам, увеличить усталостную прочность конструкции за счет наличия свободных упругих участков в шпангоутах, выполняющих роль своеобразных демпферов, воспринимающих действие циклических эксплуатационных нагрузок.
Фиг.г
It
11
Б-В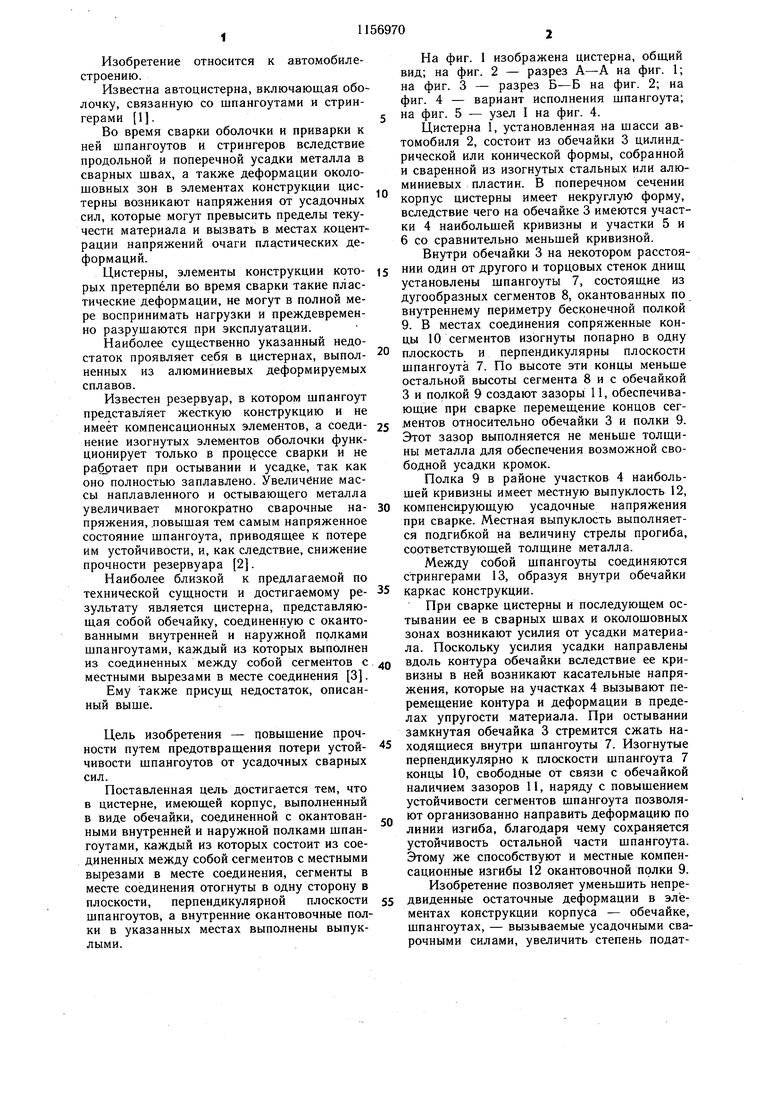
| название | год | авторы | номер документа |
|---|---|---|---|
| Цистерна для транспортирования жидкости | 1982 |
|
SU1055692A1 |
| Прибор для вычерчивания, построения и разметки деталей | 1930 |
|
SU49528A1 |
| ТОПЛИВНЫЙ БАК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763410C1 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| ГРУЗОВОЙ КОНТЕЙНЕР | 1991 |
|
RU2017673C1 |
| ЦИСТЕРНА ДЛЯ ТРАНСПОРТИРОВАНИЯ ЖИДКОСТИ | 1995 |
|
RU2077462C1 |
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ СВАРНЫХ РЕБЕР ЖЕСТКОСТИ | 2011 |
|
RU2479397C1 |
| СУДОВОЙ КОРПУС | 1992 |
|
RU2068366C1 |
| КОРПУС СУДНА НА ВОЗДУШНОЙ ПОДУШКЕ | 2000 |
|
RU2191712C2 |
ЦИСТЕРНА, имеющая корпус выполненный в виде обечайки, соединенной с окантованными внутренней и наружной полками шпангоутами, каждый из которых состоит из соединенных между собой сегментов с местными вырезами в месте соединения, отличающаяся тем, что, с целью повышения прочности путем предотвращения потери устойчивости шпангоутов от усадочных сварных сил, сегменты в месте соединения отогнуты в одну сторону в плоскости, перпендикулярной плоскости шпангоутов, а внутренние окантовочные полки в указанных местах выполнены выпуклыми. СП (X со 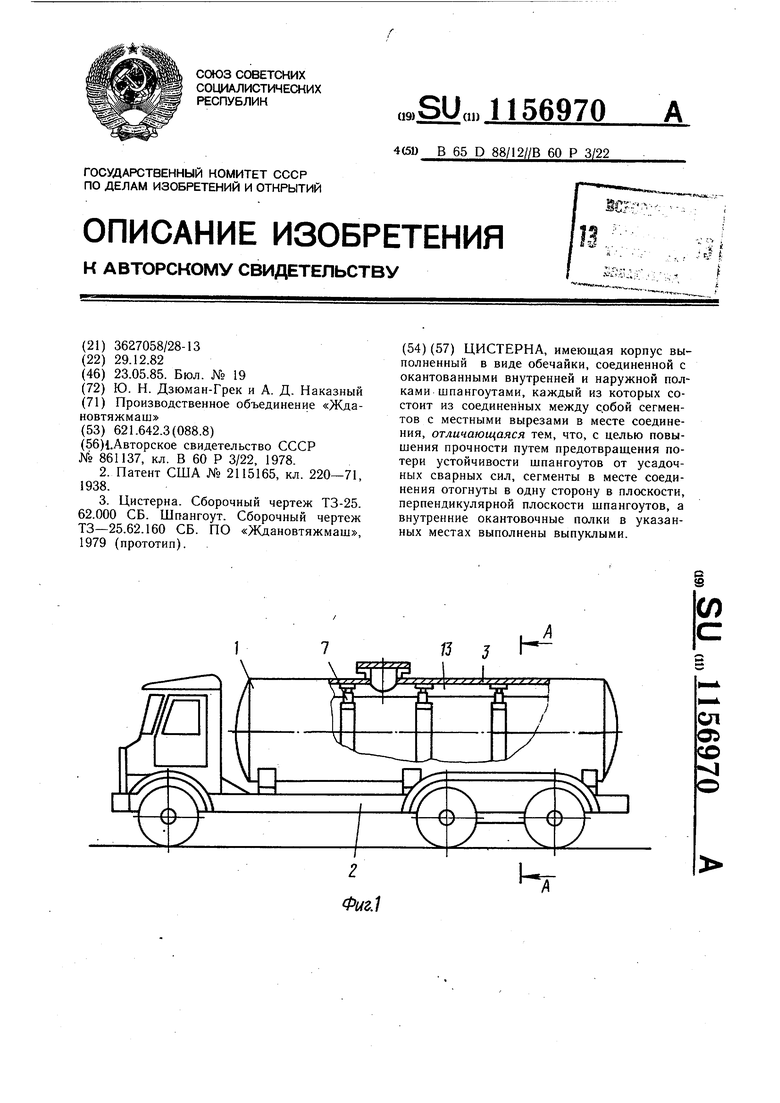
/г
fl
Фиг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Шпангоут | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| ПО «Ждановтяжмаш, 1979 (прототип). | |||
