Изобретение относится к обработке металлов давлением и может быть использовано для производства тонкостенных труб с треугольным поперечным сечением.
Для производства электросварных труб (в основном - с круглым поперечным сечением) используют непрерывные агрегаты, характеристики которых приведены, например, в книге А.А.Королева «Механическое оборудование прокатных и трубных цехов». М.: Металлургия, 1987, с.395-398. Собственно трубоформовочный стан содержит обычно 6…8 клетей дуо с горизонтальными калиброванными валками и расположенными между ними холостыми вертикальными роликами.
Известен трубоформовочный стан, содержащий клети с открытыми и закрытыми калибрами, образованными верхними и нижними валками, у которых верхние неприводные валки смонтированы на общей балке с возможностью перемещения по вертикали и горизонтали, а нижние приводные валки установлены в индивидуальных опорах (см. а.с. СССР №381443, кл. B21C 37/06, опубл. 23.10.73). Этот стан предназначен для изготовления только труб круглого поперечного сечения.
Наиболее близким аналогом к заявляемому объекту является трубоформовочный стан по а.с. СССР №1391754, кл. B21C 37/08, опубл. в БИ №16, 1988.
Этот стан содержит приводные клети дуо с калиброванными валками и вертикальными роликами в межклетевых промежутках и характеризуется тем, что пары валков образуют открытые и закрытые калибры, причем валки, образующие закрытые калибры, установлены так, что дно каждого последующего калибра по ходу формовки выше дна предыдущего на заданную величину. Известный стан также предназначен только для изготовления тонкостенных сварных круглых труб.
Технической задачей настоящего изобретения является изготовление из круглых сварных труб-заготовок труб с треугольным поперечным сечением.
Для решения этой задачи трубоформовочный стан содержит приводные клети дуо с калиброванными валками и вертикальные ролики в межклетевых промежутках, и для формовки труб треугольного поперечного сечения из сварных круглых верхние валки всех формующих клетей выполнены с угловым врезом на бочке, симметричным относительно средней линии калибра и с прямолинейными наклонными образующими с заданным углом между ними, величина которого зависит от местоположения калибра по ходу формовки, а бочки всех нижних валков выполнены с прямолинейной образующей, при этом расстояние между клетями зависит от параметров формуемых труб; величина этого расстояния может быть в пределах (5…6)·Hп, где Hп - максимальная высота вреза на верхнем валке последнего калибра стана.
Вышеприведенное соотношение получено опытным путем и является эмпирическим.
Сущность заявляемого технического решения заключается в оптимизации формы калибров трубоформовочного стана, а также величины межклетевых его расстояний, что обеспечивает получение тонкостенной трубы требуемой конфигурации.
Предлагаемый стан схематично представлен на фиг.1 (его привод и вспомогательное оборудование не показаны), а на фиг.2 - вид последнего калибра.
Стан содержит клети дуо 1 (например, 6 клетей - см. фиг.1), между которыми, а также за последней клетью установлены вертикальные ролики 2; римские цифры - порядковые номера клетей по ходу формовки, стрелкой показано направление движения трубы. Расстояние между клетями - l. Калибры всех клетей образованы бочками верхнего 3 и нижнего 4 валков (см. фиг.2 с диаметрами соответственно Dв и Dн. На бочке верхнего валка выполнен угловой врез 5, образованный прямолинейными образующими 6, угол между которыми в VI клети α=90°. Нижний валок - с гладкой бочкой (прямолинейная образующая 7). Калибр симметричен относительно его средней линии уу, а его высота H может изменяться на некоторую величину за счет изменения величины межвалкового зазора δ. Высота калибра для трубы максимальных размеров определяет величину межклетевого расстояния: l=(5…6)·Hп, где Hп - максимальная высота вреза на верхнем валке последнего калибра стана (для VI клети).
Стан работает следующим образом. Труба-заготовка круглого сечения, периметр которой равен периметру готовой треугольной трубы, задается в I калибр, имеющий максимальную величину угла α. По мере продвижения формуемой трубы через калибры угол α уменьшается с увеличением высоты Н′ формуемого сечения; при этом происходит и формирование радиусов закруглений сечения, которые в последнем проходе достигают минимальной заданной величины. Точное направление трубы в каждый калибр осуществляется вертикальными роликами, которые также фиксируют ее ширину.
Опытную проверку предлагаемого стана осуществляли в ОАО «Магнитогорский металлургический комбинат». С этой целью на одном из трубных станов комбината были установлены валки вышеописанной конфигурации, а за каждый клетью - вертикальные ролики. При формовке треугольных труб различной высоты Hт с α=90° в шести клетях варьировали величину межклетевого расстояния l путем перестановки клетей на фундаментальных балках. Результаты опытов оценивали по геометрии и размерам готовых труб.
Наилучшие результаты (выход треугольных труб с требуемыми параметрами в пределах 99,1…99,8%) получены с использованием предлагаемого варианта стана. Увеличение межклетевого расстояния (l>6Нп) снизило достигнутые показатели, а при l<5Нп затруднялась настройка вертикальных роликов, что отрицательно сказывалось на геометрии готовых труб. Формировались трубы с высотой от 30 до 100 мм и с толщиной стенок 1…4 мм.
Стан, взятый в качестве ближайшего аналога (см. выше), в опытах не использовался ввиду его заведомой непригодности для получения качественных треугольных труб. Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом.
Технико-экономические исследования показали, что использование настоящего изобретения позволяет получать качественные трубы треугольного поперечного сечения с минимальными производственными затратами, обусловленными простотой конструкции стана и его обслуживанием.
Пример конкретного выполнения
Трубоформовочный стан выполнен по схемам, показанным на фиг.1 и 2. Максимальная высота готовой трубы, формуемой в 6 клетях, - Нт=100 мм. Величина l=5,5·Нп=5,5×94=517 мм. Диаметры валков: Dв=350 мм, Dн=300 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ТРУБОФОРМОВОЧНОГО СТАНА | 2008 |
|
RU2360755C1 |
| ТРУБОФОРМОВОЧНЫЙ СТАН | 2002 |
|
RU2230619C1 |
| Стан для производства сварных прямошовных труб | 1976 |
|
SU599883A1 |
| СТАН ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2005 |
|
RU2295410C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
| ВАЛОК ТРУБОФОРМОВОЧНОГО СТАНА | 2002 |
|
RU2228811C1 |
| ОТКРЫТЫЙ ФОРМУЮЩИЙ КАЛИБР ТРУБОЭЛЕКТРОСВАРОЧНОГО СТАНА | 2001 |
|
RU2204452C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2003 |
|
RU2243841C1 |
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1995 |
|
RU2085314C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудованию для формовки труб треугольного поперечного сечения из сварных круглых. Стан содержит приводные клети дуо с калиброванными валками и вертикальными роликами в межклетевых промежутках. Верхние валки всех формующих клетей выполнены с угловым врезом на бочке, симметричным относительно средней линии калибра, и с прямолинейными наклонными образующими с заданным углом между ними. Величина угла зависит от местоположения калибра по ходу формовки. Бочки всех нижних валков выполнены с прямолинейной образующей. Расстояние между клетями зависит от параметров формуемых труб и может составлять 5…6 величин максимальной высоты вреза на верхнем валке последней клети. Изобретение позволяет получать качественные трубы треугольного поперечного сечения с минимальными производственными затратами, обусловленными простотой конструкции стана и его обслуживанием. 1 з.п. ф-лы, 2 ил.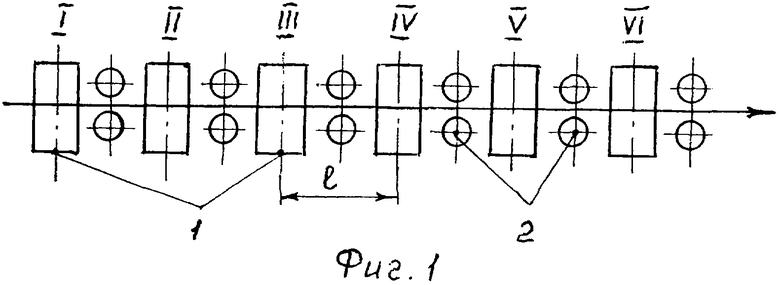
1. Стан для формовки труб треугольного поперечного сечения из круглых сварных труб-заготовок, содержащий приводные клети дуо с калиброванными валками и вертикальными роликами в межклетевых промежутках, отличающийся тем, что верхние валки всех формующих клетей выполнены с угловым врезом на бочке, симметричным относительно средней линии калибра и с прямолинейными наклонными образующими с заданным углом между ними, величина которого выбрана в зависимости от местоположения калибра по ходу формовки, а бочки всех нижних валков выполнены с прямолинейной образующей, при этом расстояние между клетями установлено в зависимости от параметров формуемых труб.
2. Стан по п.1, отличающийся тем, что величина межклетевого расстояния выбрана в пределах (5…6)·Hп, где Hп - максимальная высота вреза на верхнем валке последнего калибра стана.
| СПОСОБ ПИЛИГРИМОВОЙ ПРОКАТКИ ПРОФИЛЬНЫХ ТРУБ | 0 |
|
SU205791A1 |
| Клеть прокатного стана с двумя калибрами для производства сортовых профилей треугольного сечения | 1988 |
|
SU1754236A1 |
| Многовалковый калибр | 1986 |
|
SU1315045A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ ГАЗОВЫХ СРЕД | 2011 |
|
RU2495387C2 |

