Изобретение относится к технологии машиностроения, в частности к способам отделочно-упрочняющей обработки заготовок из сталей и сплавов поверхностным пластическим деформированием инструментом с деформирующими элементми в виде витков кольцевой пружины.
Известен способ и реализующий его инструмент для центробежной обработки, деформирующие элементы (шарики или ролики) которого размещают в радиальных пазах диска с возможностью смещаться в радиальном направлении [1].
Недостатками известного способа являются низкая производительность из-за малого точечного пятна контакта деформирующих элементов, например шариков, с обрабатываемой поверхностью, сложность сборки и настройки, заключающаяся в том, что из-за большого количества деформирующих элементов и малого расстояния между ними невозможно установить и отрегулировать их на одном диаметре, поэтому непостоянный натяг каждого деформирующего элемента ведет к не стабильному и низкому качеству обработанной поверхности.
Задачей изобретения является расширение технологических возможностей, заключающееся в том, что предлагаемый способ повышает параметр шероховатости обработанной поверхности, увеличивает ее твердость на значительную глубину благодаря не только ударному, но и выглаживающему действиям, повышает производительность за счет увеличения пятна контакта деформирующих элементов с обрабатываемой поверхностью, а также снижает себестоимость процесса и удешевляет изготовление инструмента.
Поставленная задача решается предлагаемым способом поверхностной пластической обработки, включающим сообщение вращательного движения заготовке и движения подачи вдоль обрабатываемой заготовки инструменту с диском, на котором размещены деформирующие элементы, причем используют деформирующие элементы в виде витков свернутой в кольцо стальной винтовой цилиндрической пружины из проволоки круглого сечения, которое устанавливают с натягом на периферийной поверхности диска, витки пружины располагают и закрепляют в пазах, имеющих форму и размеры, ответные виткам пружины, глубину - не менее диаметра проволоки пружины и выполненных на периферийной поверхности диска под острым углом к продольной оси инструмента, который равен углу наклона витков пружины, при этом осуществляют установку инструмента с натягом относительно заготовки, обеспечивающим придание виткам, контактирующим с заготовкой, формы эллипса.
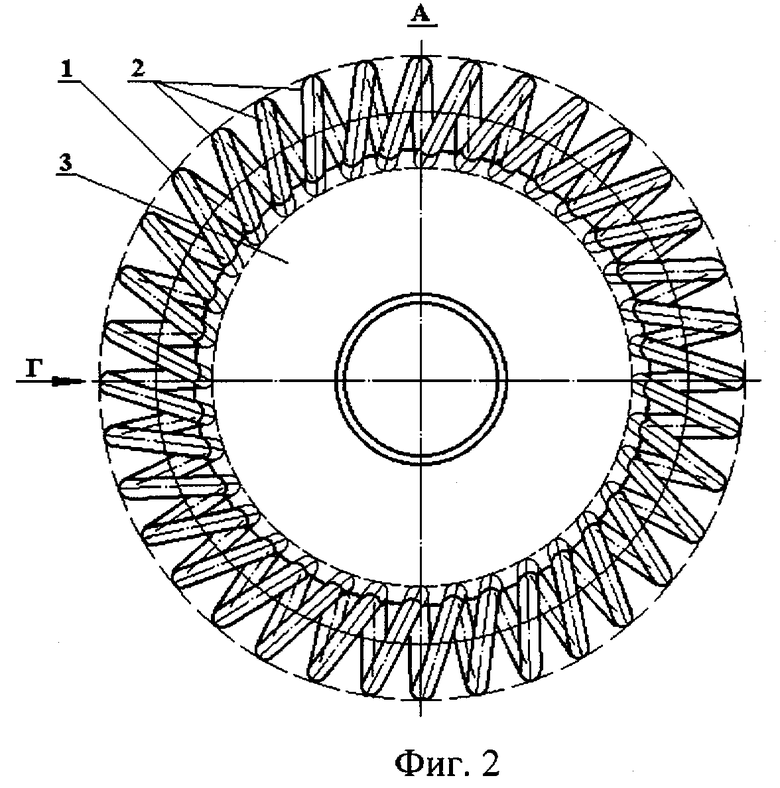
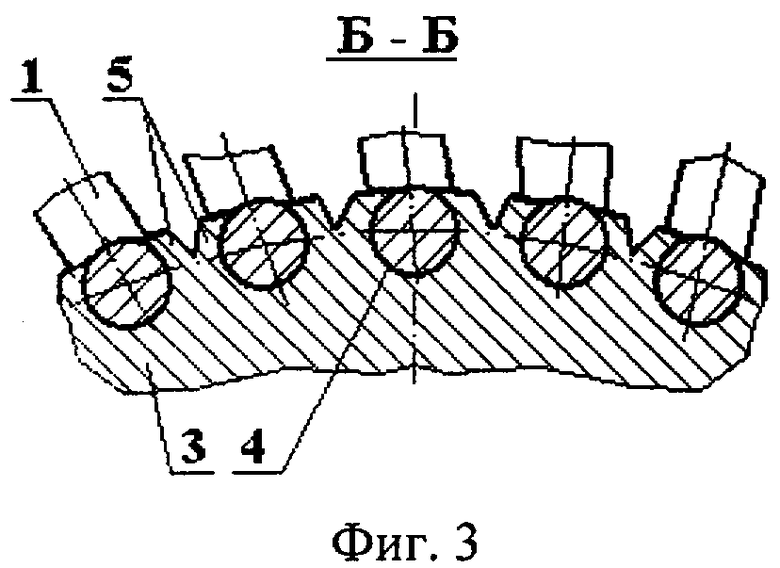
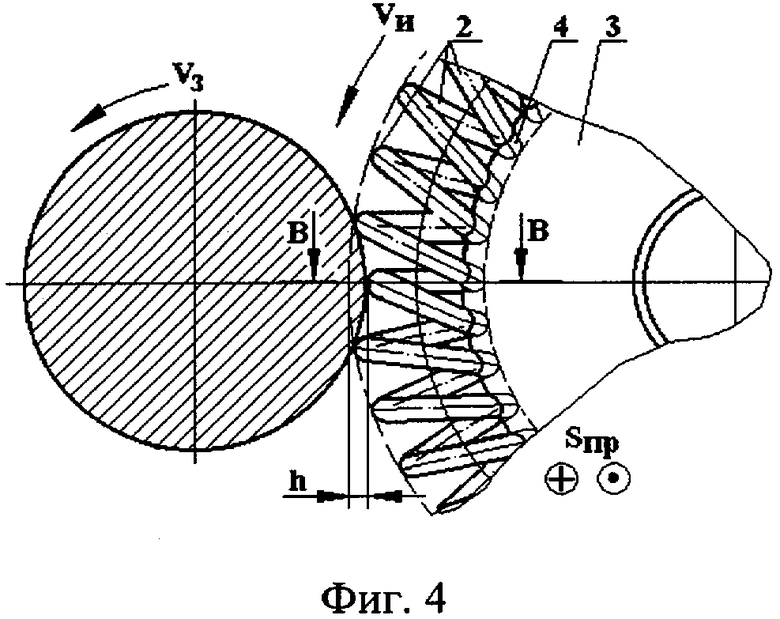
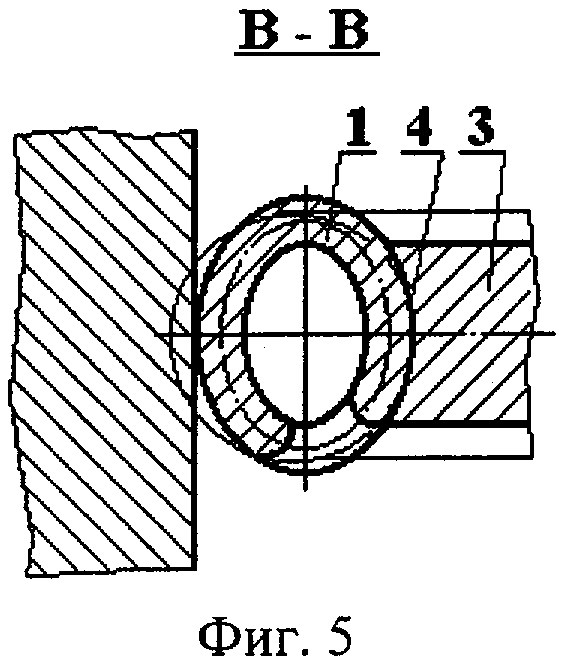
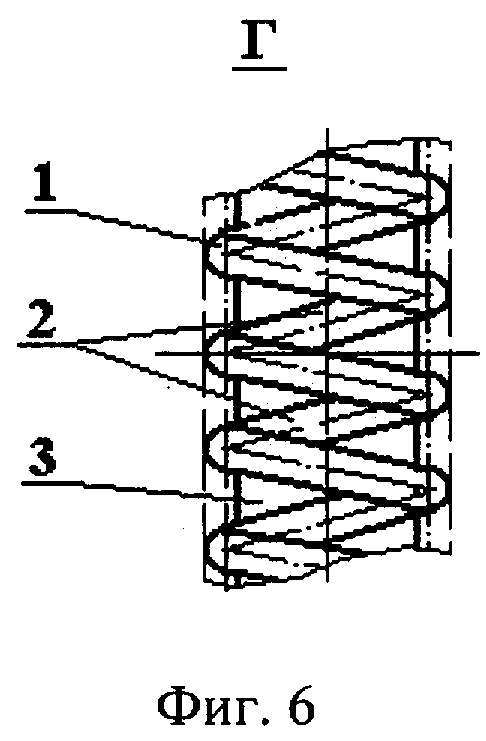
Особенности обработки по предлагаемому способу поясняются чертежами. На фиг.1 показан инструмент, реализующий предлагаемый способ, с деформирующими элементами в виде витков кольцевой пружины, продольный разрез; на фиг.2 - общий вид по А на фиг.1; на фиг.3 - сечение Б-Б на фиг.1; на фиг.4 - схема процесса обработки поверхностным пластическим деформированием наружной поверхности вала витками пружины предлагаемого инструмента; на фиг.5 - сечение В-В на фиг.4, на фиг.6 - вид по Г на фиг.2.
Предлагаемый способ относится к обработке поверхностным пластическим деформированием наружных и внутренних поверхностей вращения, плоскостей, а с применением копира - фасонных поверхностей, при котором заготовке и инструменту сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности. Можно также обрабатывать прерывистые поверхности и места сопряжений поверхностей.
Обработку выполняют на токарных, шлифовальных и фрезерных станках; при обработке, например, вала ему сообщают вращательное движение Vз, а инструменту - вращательное Vи и движение продольной подачи Sпр.
Деформирующими элементами инструмента, реализующего способ, являются витки 1 из стали круглого сечения винтовой цилиндрической пружины 2, свернутой в кольцо, которое размещено на диске 3.
На периферийной цилиндрической поверхности диска 3, высота которого не более диаметра витка, выполнены пазы 4, расположенные под острым углом к продольной оси инструмента, равным углу наклона витков пружины 2. Форма и размеры пазов 4 являются ответными форме и размерам витков 1 пружины 2, свернутой в кольцо, а глубина пазов выполнена не менее диаметра проволоки пружины.
Винтовая цилиндрическая пружина 2, свернутая в кольцо, установлена с натягом на периферийной поверхности диска 3, при этом витки расположены и закреплены в пазах 4.
Закрепление витков может быть осуществлено чеканкой 5, как показано на фиг.3. В этом случае возможен поворот витка, находящегося в контакте с обрабатываемой заготовкой (см. фиг.4), относительно точки закрепления, который вызывает соударение витков и ведет к нестабильной обработке.
Жесткое закрепление витков в пазах диска, например, с помощью сварки предпочтительнее и позволяет получать стабильное качество обработки.
Сущность процесса заключается в том, что при работе инструмента он устанавливается с некоторым натягом h относительно обрабатываемой заготовки, благодаря которому часть витка, контактирующего с заготовкой, смещается в радиальном направлении, а виток из цилиндрического превращается в эллипс (см. фиг.5). Инструмент с деформирующими элементами в виде витков кольцевой пружины вращается с высокой скоростью. Элементы при этом наносят на поверхности заготовки многочисленные удары, пластически деформируя поверхность, и мгновенно отскакивают от нее. Помимо удара элементы за все время контакта производят также и выглаживающее действие.
В результате пластической деформации микронеровностей и поверхностного слоя параметр шероховатости поверхности повышается до Ra=0,1...0,4 мкм при исходном значении Ra=0,8...3,2 мкм. Твердость поверхности увеличивается на 30...80% при глубине наклепанного слоя 0,3...3 мм. Остаточные напряжения сжатия достигают на поверхности 400...800 МПа.
Предварительная обработка детали: шлифование до значения параметра шероховатости Ra=0,4...1,6 мкм, а также чистовое точение или растачивание поверхностей с шероховатостью Ra=3,2 мкм.
Выглаживающе-ударную обработку по предлагаемому способу применяют при изготовлении заготовок из цветных металлов и сплавов, чугуна и стали твердостью до HRC 58...64.
Деформирующие элементы инструмента, т.е. витки пружины изготовляют из сталей: легированных ШХ15, ХВГ, 9Х, 5ХНМ, углеродистых инструментальных У10А, У12А, быстрорежущих Р6М5, Р9. Твердость рабочей поверхности витков из сталей - HRC 62...65. Параметр шероховатости рабочего профиля витков пружины Ra=0,32 мкм.
Условия обработки, такие как твердость поверхностного слоя, глубина наклепа и шероховатость поверхности, зависят от силы удара и числа ударов, приходящихся на 1 мм2 поверхности. Эти параметры, в свою очередь, зависят от окружной скорости диска, натяга h, размера витков, их числа в диске, частоты вращения, величины подачи на один оборот заготовки и числа проходов.
Пример. Проводилась обработка поверхностей инструментом с деформирующими элементами в виде витков диаметром 8...10 мм кольцевой пружины из проволоки диаметром 2...2,5 мм из стали ШХ15 с режимами, приведенными в табл.1.
1. Режимы обработки поверхностей инструментом с деформирующими элементами в виде витков кольцевой пружины
При неправильно выбранном режиме может возникнуть перенаклеп поверхности с растягивающими остаточными напряжениями в поверхностном слое, которые ведут к трещинам и отслаиванию поверхностного слоя.
Для получения высокого качества поверхности необходимо соблюдать следующие условия обработки:
- обеспечение постоянной величины натяга h;
- допускаемое радиальное биение витков кольцевой пружины, отклонения формы и радиальное биение заготовки не должны превышать 0,04...0,05 мм.
Обработка с большими натягами приводит к увеличению шероховатости поверхности, но при этом несколько увеличивается эффект упрочнения. Для получения поверхности заготовки высокого качества перед обработкой заготовки очищают от следов коррозии и обезжиривают. Обработку ведут с использованием смазочно-охлаждающего технологического средства. Деформирующие витки смазывают смесью индустриального масла (60%) и керосина (40%), поверхность заготовки - керосином.
Оставлять припуск под обработку не следует, так как изменение размера весьма незначительно (2...5 мкм). После обработки этим инструментом точность заготовок соответствует 7...9-му квалитетам.
Предлагаемый способ расширяет технологические возможности процесса поверхностного пластического деформирования, повышает параметр шероховатости обработанной поверхности, увеличивает ее твердость на значительную глубину благодаря не только ударному, но и выглаживающему действиям, повышает производительность за счет увеличения пятна контакта деформирующих элементов с обрабатываемой поверхностью, а также снижает себестоимость процесса и сокращает расходы на изготовление инструмента.
Источники информации
1. Справочник технолога-машиностроителя. В 2-х т. Т.2 / Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1985. С.412-414.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАКЛЕПЫВАЮЩИЙ ИНСТРУМЕНТ С ДЕФОРМИРУЮЩЕЙ ПРУЖИНОЙ | 2005 |
|
RU2294824C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347669C1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
| СПОСОБ УПРОЧНЕНИЯ КРУПНЫХ РЕЗЬБ | 2007 |
|
RU2355552C1 |
| ИНСТРУМЕНТ ДЛЯ ИМПУЛЬСНОГО УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347668C1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2347660C1 |
| СПОСОБ ИГЛОФРЕЗЕРНОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2010 |
|
RU2434732C2 |
| КОМБИНИРОВАННЫЙ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2010 |
|
RU2438850C2 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2005 |
|
RU2303516C1 |
Изобретение относится к технологии машиностроения, а именно к способам отделочно-упрочняющей обработки заготовок из сталей и сплавов поверхностным пластическим деформированием. Сообщают вращательное движение заготовке и движение подачи вдоль обрабатываемой заготовки инструменту с диском, на котором размещены деформирующие элементы. Деформирующие элементы выполнены в виде витков свернутой в кольцо стальной винтовой цилиндрической пружины из проволоки круглого сечения. Упомянутое кольцо устанавливают с натягом на периферийной поверхности диска, витки пружины располагают и закрепляют в пазах. Пазы имеют форму и размеры ответные виткам пружины, глубину - не менее диаметра проволоки пружины. Пазы выполнены на периферийной поверхности диска под острым углом к продольной оси инструмента, который равен углу наклона витков пружины. При этом инструмент устанавливают с натягом относительно заготовки, обеспечивающим придание виткам, контактирующим с заготовкой, формы эллипса. В результате расширяются технологические возможности и снижается себестоимость процесса обработки. 1 табл., 6 ил.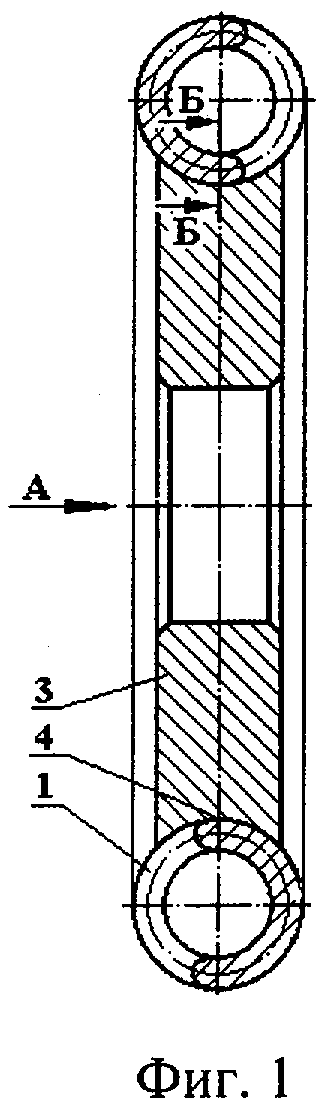
Способ поверхностной пластической обработки, включающий сообщение вращательного движения заготовке и движения подачи вдоль обрабатываемой заготовки инструменту с диском, на котором размещены деформирующие элементы, отличающийся тем, что используют деформирующие элементы в виде витков свернутой в кольцо стальной винтовой цилиндрической пружины из проволоки круглого сечения, которое устанавливают с натягом на периферийной поверхности диска, витки пружины располагают и закрепляют в пазах, имеющих форму и размеры, ответные виткам пружины, глубину - не менее диаметра проволоки пружины и выполненных на периферийной поверхности диска под острым углом к продольной оси инструмента, который равен углу наклона витков пружины, при этом осуществляют установку инструмента с натягом относительно заготовки, обеспечивающим придание виткам, контактирующим с заготовкой, формы эллипса.
| Справочник технолога-машиностроителя | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Под ред | |||
| А.Г | |||
| Косиловой и Р.К | |||
| Мещерякова | |||
| - М.: Машиностроение, 1985, т.2, с.412-414 | |||
| Деформирующая прошивка | 1988 |
|
SU1620276A1 |
| Инструмент для поверхностного упрочнения деталей | 1980 |
|
SU942967A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1991 |
|
RU2006361C1 |
| Устройство для чистовой и упрочняющей обработки цилиндрических отверстий | 1987 |
|
SU1504072A1 |
| Перфоратор | 1977 |
|
SU665083A1 |

