Изобретение относится к области обработки труб, а именно к способам герметизации их полости, например, перед химической обработкой в жидкости.
Известен способ герметизации металлических труб пластмассовыми пробками, который предусматривает предварительное изготовление пробки, введение ее в полость трубы и последующее обжатие конца трубы путем его заковки до вдавливания металла в пластмассу, предопределяющий использование пробок такого размера, чтобы между поверхностями пробки и трубы оставался зазор в один-три миллиметра [1].
Необходимость предварительного изготовления пробок и обязательное наличие соответствующего оборудования для деформации концов труб, например ротационно-ковочной машиной, характеризующейся высокими вибрациями и шумом при работе, усложняют технологический процесс и делают его опасным для здоровья персонала (виброболезнь), осуществляющего герметизацию труб данным способом, что и является его основными недостатками.
Известен также способ герметизации металлических труб посредством пластмассовых пробок, торцы которых, выступающие из труб, оплавляют газовой горелкой в процессе вращения трубы [2].
Этот способ позволяет устранить возможность профессионального заболевания, свойственного вышеуказанному способу, но не избавляет от необходимости предварительного изготовления пробок, что и является его основным недостатком. К другим недостаткам этого способа следует отнести сложность его осуществления, которая обусловлена большим числом технологических операций (изготовление конусных пробок, подготовка торцев труб, установка пробки в трубе таким образом, чтобы она выступала из нее не менее чем на пять миллиметров, вращение трубы и оплавление пробки) и недостаточная надежность герметизации труб в случаях отклонений в геометрии торцов труб и в качестве их подготовки.
Кроме того, известен способ герметизации металлических труб, который предусматривает, последовательно осуществляемые нагрев конца трубы до температуры не ниже температуры плавления пластмассы, например до 200 градусов, и прошивку этим концом трубы двух слоев пластмассы [3].
Данный способ герметизации труб более эффективен, нежели вышеуказанный, т.к. не требует предварительного изготовления пробок, позволяет объединить две технологические операции (заполнение концов труб пластмассой и ее оплавление) в одну, а при переходе на другой типоразмер герметизируемых труб не требует замены пробок одного диаметра на пробки другого диаметра и, в случаях отклонений как в геометрии концов труб, так и в качестве их подготовки, все же обеспечивает вполне удовлетворительную герметизацию труб.
Однако и этот способ, который по технической сущности и достигаемому результату является наиболее близким к предлагаемому и принят в качестве прототипа, имеет значительное количество недостатков, большинство из которых обусловлено нагревом конца трубы до достаточно высоких температур.
Во-первых, этот способ не позволяет достичь высокого качества герметизации трубы, поскольку зазор между изготовленной («выжженной» из пластмассы) пробкой и герметизируемой трубой, образовавшийся вследствие значительного оплавления пробки как в момент прошивки пластмассы, так и продолжающегося при последующем остывании конца трубы, не устраняется, т.е. конец трубы не «обжимает» пробку и она своей оплавленной поверхностью к внутренней поверхности трубы плотно не прилегает.
Во-вторых, для реализации этого способа необходим ряд приспособлений, исключающих дрожание (вибрацию) конца трубы, т.к. в противном случае нагретый конец трубы будет «выжигать» пробку (постоянно оплавляя ее поверхность) значительно меньшего диаметра, в сравнении с необходимым, в результате чего труба вообще не будет загерметизирована.
В-третьих, нагрев трубы приводит к изменению свойств ее материала, в результате чего обрезку концов трубы после ее обработки нужно производить не на длину (толщину) пробки, а на длину несколько большую и обеспечивающую готовой трубе одинаковые механические свойства на всей ее длине, что, в свою очередь, приводит к снижению выхода годного.
В-четвертых, при прошивке пластмассы нагретым концом трубы образуется большое количество токсичного дыма (продукты сгорания пластмассы), что в значительной степени осложняет условия работы обслуживающего персонала.
В-пятых, нагрев герметизируемого конца трубы, при определенной невнимательности или неопытности обслуживающего персонала, может привести к производственной травме в виде ожога.
В-шестых, этот способ предусматривает большой расход пластмассы, т.к. герметизацию труб, вследствие оплавления поверхности пробки, необходимо проводить с использованием не одного, а двух слоев пластмассы.
В-седьмых, он характеризуется низкой производительностью, т.к. герметизация труб осуществляется поштучно и причем сначала с одного конца трубы, а затем - с другого ее конца.
И в-восьмых, по своим технологическим возможностям он несколько ограничен, т.к. может быть применен только для герметизации тех труб, концы которых можно нагреть, и только тех труб, нагретые концы которых в процессе прошивки пластмассы не будут деформироваться.
Технической задачей, на решение которой направлено изобретение, является повышение надежности герметизации труб и производительности процесса при увеличении выхода годного и расширении технологических возможностей.
Поставленная задача в способе герметизации металлической трубы, включающем прошивку концом трубы, по меньшей мере одного, слоя пластмассы, достигается за счет того, что прошивку осуществляют воздействуя на пластмассу и/или на герметизируемую трубу энергией ультразвуковых колебаний, при этом амплитуду колебаний устанавливают в интервале 60-2 микрон, а ее величину во время прошивки изменяют плавно или скачкообразно от максимальных до минимальных значений.
Этому же способствует и то, что при наложении ультразвуковых колебаний на пластмассу направление их распространения ориентируют вдоль оси трубы, а при наложении на трубу - на ее торце, прошивающем пластмассу, создают пучность смещений ультразвуковой волны.
Сущность изобретения заключается в том, что пластмасса под воздействием ультразвуковых (далее УЗ) колебаний, поглощая их энергию, очень интенсивно разупрочняется, приобретая в течение нескольких секунд вязкопластичное состояние, в результате чего ее прошивка концом трубы становится возможной без его нагрева.
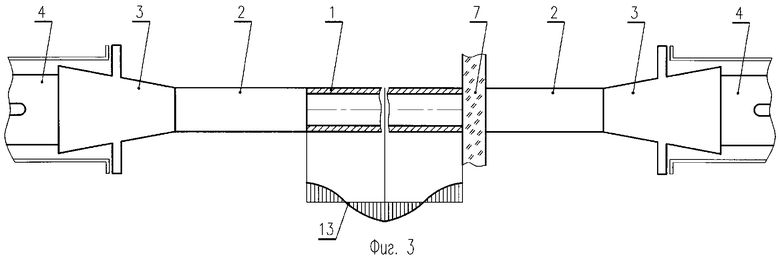
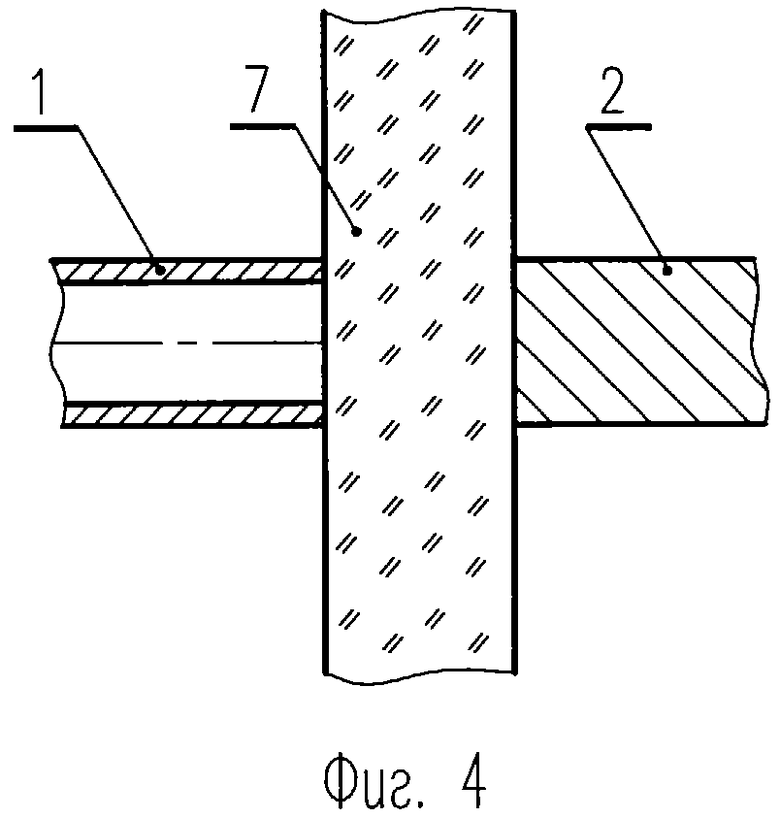
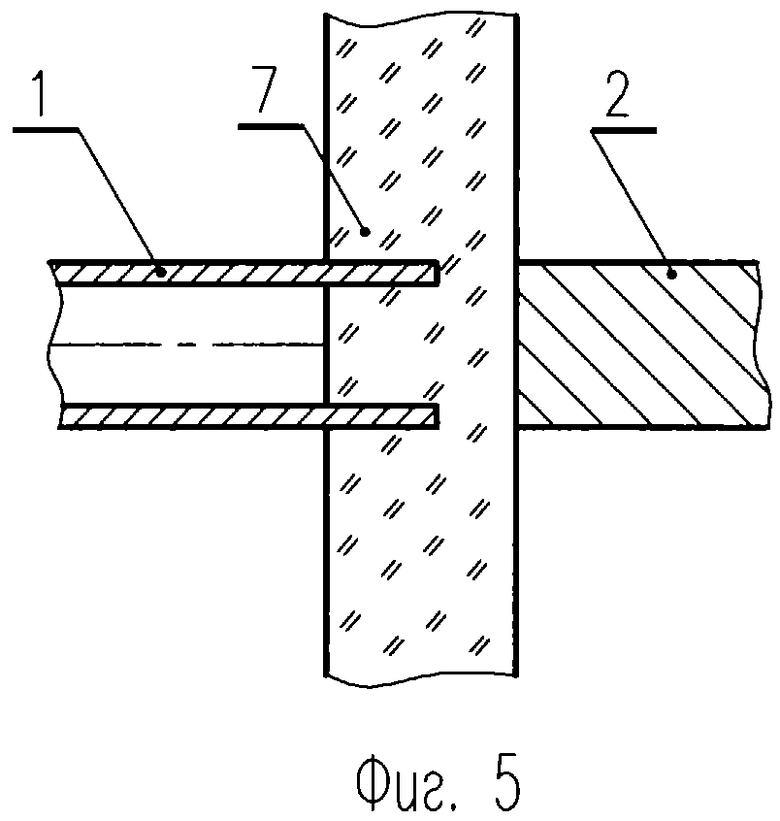
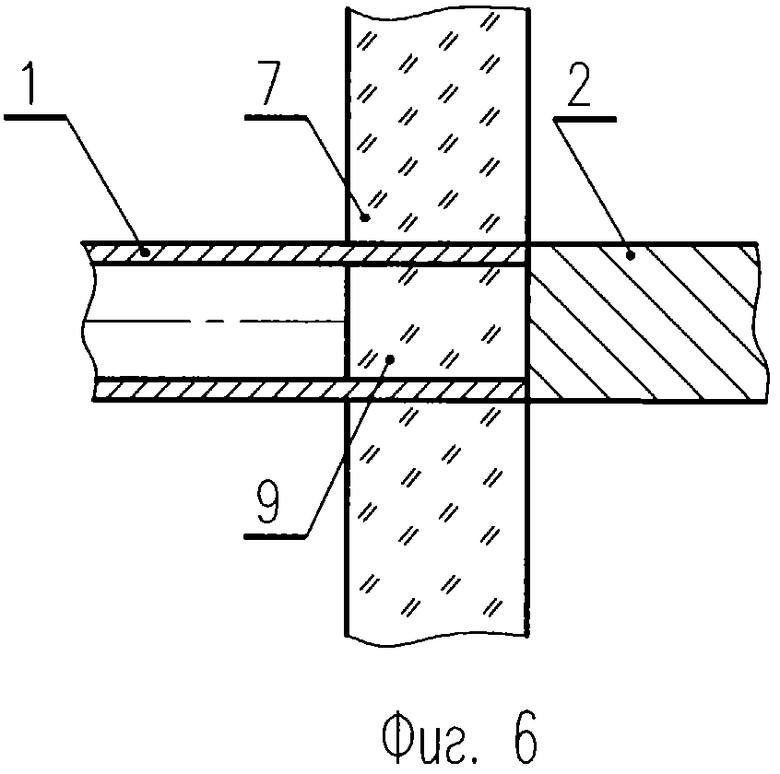
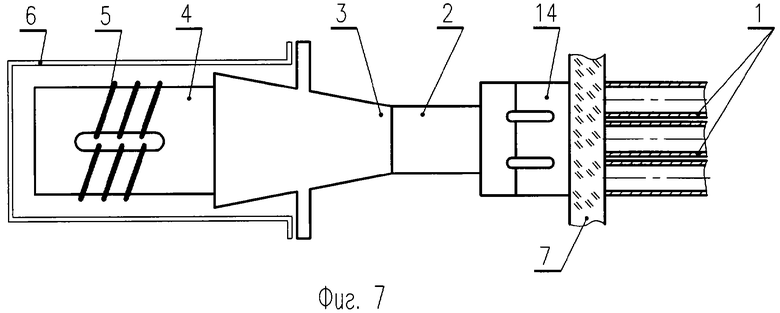
Изобретение поясняется чертежами, на которых схематично показаны варианты введения УЗ колебаний в очаг прошивки, при подведении колебаний к пластмассе (фиг.1), к трубе (фиг.2) и одновременно к пластмассе и к трубе (фиг.3), а также представлены последовательность образования пробки (Фиг.4, 5, 6) и вариант герметизации (фиг.7) нескольких труб одновременно.
Ниже приводится пример конкретного выполнения предлагаемого способа, не исключающий других вариантов его осуществления в объеме формулы изобретения.
Предлагаемый способ осуществляется следующим образом.
Герметизируемую трубу 1 и источник УЗ колебаний (см. фиг.1 и 4), состоящий из жестко соединенных между собой волновода 2, концентратора 3 УЗ энергии и магнитострикционного преобразователя 4, снабженного обмоткой возбуждения 5 и помещенного в герметичный корпус 6, устанавливают по одной оси. Затем в корпус 6, для обеспечения стабильности работы преобразователя 4, подают охладитель (техническую воду), а обмотку возбуждения 5 присоединяют к УЗ генератору (на чертежах не показан), например к УЗГ-2-10. При этом до включения генератора ручку регулятора его выходной мощности, определяющей (регулирующей) величину амплитуды колебательного смещения, устанавливают в такое положение, которое при включении генератора обеспечивает ей величину, равную, например, 60 микронам, т.е. максимальную из выбранного для нее диапазона. После этого между торцом трубы 1 и торцом волновода 2 располагают (фиг.4) пластмассовую пластину 7 и слегка прижимают ее волноводом, например, с помощью механизма возвратно-поступательного перемещения (на чертежах не показан) к торцу трубы, жестко закрепленной на рабочем столе (на чертежах не показан). После завершения подготовительных операций включают УЗ генератор и одновременно с этим механизмом перемещения источника УЗ колебаний с небольшим усилием (2-5 кг) прижимают пластину 7 к торцу трубы 1. Переменное напряжение резонансной частоты, поступая с генератора на обмотку возбуждения 5 преобразователя 4, создает в нем магнитный поток. Под действием магнитных сил преобразователь совершает колебания (эпюра 8), амплитуда которых увеличивается концентратором 3. От концентратора колебания передаются волноводу 2, а от него - пластмассовой пластине 7, акустически с ним контактирующей. Подвергаясь воздействию УЗ колебаний, пластмассовая пластина 7 поглощает их энергию и разупрочняется, приобретая вязкопластичное состояние, в результате чего конец трубы начинает прошивать (фиг.5) эту пластину. С началом прошивки пластмассы амплитуду колебательного смещения плавно (скачкообразно) уменьшают, снижая ее посредством уменьшения выходной мощности УЗ генератора, и устанавливают ее равной, например, 2 микронам в момент времени, соответствующей окончанию прошивки пластины (фиг.6), т.е. образованию пластмассовой пробки. Об окончании процесса образования пробки может сообщать, например, сигнальная лампочка 10, соединенная электрической цепью с источником питания 11, герметизируемой трубой и с волноводом. По сигналу лампочки (загорание) выключают УЗ генератор, ручку регулятора его выходной мощности и источник УЗ колебаний возвращают в исходное положение, герметизируемую трубу переворачивают и приступают к подготовительным работам по герметизации ее другого конца. Затем процесс прошивки пластмассовой пластины повторяют. После завершения герметизации всей партии труб выключают УЗ генератор, отсоединяют от него обмотку возбуждения преобразователя и прекращают подачу охладителя на поверхность преобразователя.
Следует отметить, что предлагаемый способ герметизации труб пластмассовыми пробками может быть осуществлен также и при наложении УЗ колебаний на трубу (фиг.2) или же при одновременном наложении УЗ колебаний как на пластмассу, так и на трубу (фиг.3). При этом предлагаемый способ в любом из трех возможных вариантов его осуществления может быть легко автоматизирован и за счет использования специального инструмента 14 позволяет герметизировать сразу несколько труб (фиг.7) и одновременно с двух концов (фиг.2). Наиболее же эффективным из указанных вариантов герметизации труб является последний, т.к. предусматривает введение УЗ колебаний в очаг прошивки одновременно от двух источников колебаний и с разных сторон прошиваемой пластмассы, вследствие чего и характеризуется наименьшей продолжительностью процесса герметизации.
Частотный диапазон предлагаемого способа (16-44 КГц) в большей степени ограничен тем, что в настоящее время все УЗ оборудование (генераторы, источники колебаний), серийно изготавливаемое отечественной промышленностью, рассчитано именно на эти частоты. Однако, вместе с этим можно отметить, что применение низких частот звукового диапазона, т.е. ниже 16 КГц, нецелесообразно, т.к. уровень шумов, создаваемый технологическими установками на этих частотах, значительно превышает санитарные нормы.
Диапазон величины амплитуды колебательного смещения предлагаемого способа ограничен интервалом в 2-60 микрон. Это обусловлено тем, что при амплитудах менее 2 микрон не все виды пластмассы приобретают вязкопластичное состояние или приобретают его не в той степени, которая обеспечила бы необходимую скорость осуществления процесса герметизации, в то время как при амплитудах свыше 60 микрон становится возможным усталостное разрушение волновода источника УЗ колебаний, а также и герметизируемой трубы, в случае непосредственного подведения УЗ колебаний к ее поверхности.
Наложение УЗ колебаний необходимо начинать с большими амплитудами, например в 40-60 микрон, т.к. в первый момент прошивки пластмассы в нее нужно ввести большее количество энергии для того, чтобы в кратчайший срок разупрочнить ее, т.е. обеспечить вязкопластичное состояние и тем самым сократить продолжительность процесса герметизации трубы. Причем наложение УЗ колебаний с амплитудами менее 40 микрон в начальный момент прошивки пластмассы не представляется целесообразным, поскольку способствует увеличению продолжительности процесса герметизации трубы. Для поддержания же вязкопластичного состояния пластмассы после его создания требуется гораздо меньшее количество акустической энергии, нежели передаваемое в пластмассу при амплитуде колебательного смещения в 40-60 микрон. Поэтому ее величину в процессе прошивки пластмассы можно и необходимо уменьшать плавно или же скачкообразно, т.е. в несколько этапов, доводя ее до значений в 2-8 микрон в тот момент времени, соответствующий полному образованию пробки, что позволяет устранить непроизводительные потери акустической энергии. Заканчивать же наложение УЗ колебаний при амплитуде колебательного смещения более 8 микрон представляется нецелесообразным, т.к. уже при этой амплитуде все виды пластмасс приобретают вязкопластичное состояние, обеспечивающее высокую скорость процесса герметизации.
В случае наложения УЗ колебаний на трубу, на ее торце, прошивающем пластмассу, обязательно должна быть пучность смещений УЗ волны (эпюры 12 и 13), возбуждаемой в этой трубе, поскольку в противном случае продолжительность процесса герметизации увеличивается.
При наложении же УЗ колебаний на пластмассу направление их расспространения следует ориентировать вдоль оси герметизируемой трубы. Для эффекта разупрочнения пластмассы это не играет никакой роли, но позволяет создать компактную установку для осуществления предлагаемого способа, значительно упростив ее конструкцию за счет использования источника ультразвуковых колебаний в качестве упора для пластмассы или в качестве механизма, вдавливающего пластмассу в герметизируемую трубу.
Следует также отметить, что источник УЗ колебаний для осуществления предлагаемого способа может быть создан на базе как магнитострикционного, так и пьезокерамического преобразователей. Причем применение последнего более целесообразно, т.к. эти преобразователи, в сравнении с магнитострикционными, имеют меньшие габариты и не требуют водяного охлаждения.
Предлагаемый способ герметизации труб был опробован в лабораторных условиях. Герметизации подвергались образцы труб из стали Х18H10Т длинной 100-120 мм с внутренним диаметром от 4 до 18 мм и толщиной стенки в 0,97 мм. В качестве материала для изготовления пробок использовали листовые винипласт, органическое стекло и полистирол с толщиной 5-10 мм. Источники УЗ колебаний, созданные на базе магнитострикционных преобразователей, возбуждались от УЗ генераторов УЗГ - 2-10 на частоте 19,5 КГц и УЗГ - 3-0,4 на частоте 41 КГц и обеспечивали на свободном торце ступенчатых волноводов амплитуду колебаний в интервале 2-60 микрон. Величина амплитуды колебаний изменялась плавно и скачкообразно через 5 и 10 микрон с помощью регулятора выходного напряжения генератора. УЗ воздействие начинали с амплитуд 55, 50 и 40 мкм, а заканчивали, соответственно, при 8, 5 и 2 мкм. УЗ колебания накладывали на пластмассу, на трубу и одновременно от двух идентичных источников колебаний на пластмассу и на трубу. Образцы труб герметизировали с одного конца с целью дальнейшего подключения к водопроводной магистрали с давлением в две атмосферы.
Для проведения сопоставительного анализа известного и предлагаемого способов герметизации труб, образцы труб вышеуказанных размеров были загерметизированы и известным способом. Для этого концы труб нагревали с помощью индукционной катушки до 200-210 градусов. К образцам труб при прошивке пластмассы как по известному, так и по предлагаемому способам прикладывали усилие в 10 килограммов.
Проведенные эксперименты показали, что более 80% труб загерметизированных по известному способу при давлении воды 0,9-1,5 атмосферы полностью разгерметизировались, а остальные сильно фонтанировали, в то время как при давлении в 1,5 атмосферы трубы, загерметизированные по предлагаемому способу, сохранили свои пробки и лишь их минимальная часть (менее 2%) - фонтанировала, причем незначительно. Кроме этого, проведенные эксперименты позволили определить оптимальные параметры предлагаемого способа герметизации труб и показали возможность его реализации при использовании для создания пробки нескольких, в том числе и разных по своим свойствам, слоев пластмассы.
Сопоставительный анализ известного и предлагаемого способов герметизации труб показывает, что использование последнего позволяет:
- исключить одну и достаточно энергоемкую технологическую операцию, т.е. нагрев конца трубы, и тем самым упростить процесс, повысить его производительность и увеличить выход годного;
- исключить оплавление поверхности изготавливаемой пробки и за счет этого в значительной степени повысить надежность герметизации труб;
- исключить образование токсичного дыма и возможность травмирования обслуживающего персонала;
- сократить расход пластмассы, используя для герметизации только один слой пластмассы;
- герметизировать одновременно несколько труб и с двух концов каждую и тем самым повысить производительность процесса;
- герметизировать трубы из различных по своим свойствам материалов и за счет этого расширить технологические возможности процесса герметизации труб.
Источники информации
1. Авторское свидетельство СССР №423894, МПК С23G 3/04, 1971.
2. Авторское свидетельство СССР №387043, МПК С25D 3/04, 1970.
3. Авторское свидетельство СССР №751838, МПК С23G 3/04, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ ТРУБЫ | 2011 |
|
RU2476756C1 |
| Способ герметизации внутренней полости труб | 1978 |
|
SU751838A1 |
| Установка для ультразвуковой очистки лент | 1990 |
|
SU1780878A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2007 |
|
RU2347645C1 |
| Устройство для плющения проволоки с использованием ультразвуковой энергии | 1991 |
|
SU1780906A1 |
| Устройство для волочения металла через две волоки,колеблющиеся с ультразвуковой частотой вдоль оси волочения в противоположных фазах | 1977 |
|
SU753515A1 |
| Способ формования длинномерных изделий из порошковых материалов и устройство для его осуществления | 1990 |
|
SU1780923A1 |
| Устройство для получения ленты из проволоки с наложением ультразвуковых колебаний на инструмент | 1978 |
|
SU778852A1 |
| Устройство для волочения металла | 1990 |
|
SU1801645A1 |
| Устройство для ультразвуковой обработки поверхности изделий | 1991 |
|
SU1794637A1 |

Изобретение относится к строительству трубопроводного транспорта и используется для герметизации металлической трубы перед ее химической обработкой в жидкости. Для герметизации металлической трубы ее концом осуществляют прошивку, по меньшей мере, одного слоя пластмассы. Прошивку осуществляют с воздействием на пластмассу и/или на герметизируемую трубу энергией ультразвуковых колебаний. Амплитуду колебаний устанавливают в интервале 60-2 микрон, а ее величину во время прошивки изменяют плавно или скачкообразно от максимальных до минимальных значений. При наложении ультразвуковых колебаний на пластмассу направление их распространения ориентируют вдоль оси трубы. При наложении колебаний на трубу на ее прошивающем пластмассу торце создают пучность смещений ультразвуковой волны. Повышает надежность герметизации труб. 2 з.п. ф-лы. 7 ил.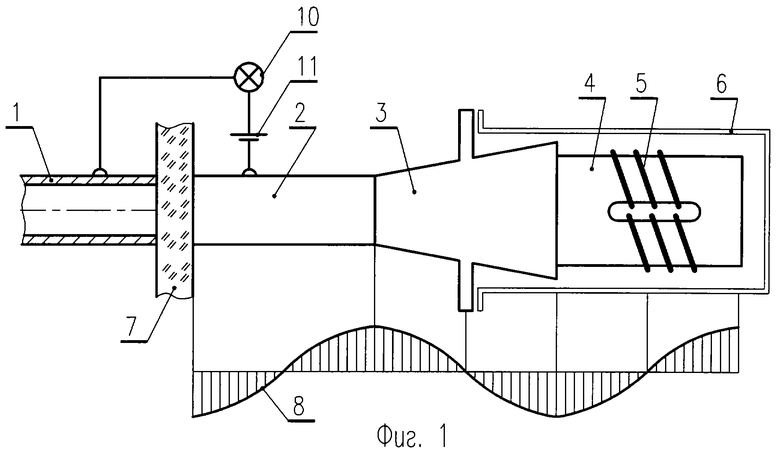
| Способ герметизации внутренней полости труб | 1978 |
|
SU751838A1 |
| еСь:СОЮЗНАЯ'r:\~r-uf'^ 5 f л f jлш | 0 |
|
SU387043A1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ | 1971 |
|
SU423894A1 |
| RU 2062390 C1, 20.06.1996 | |||
| ЗАГЛУШКА ДЛЯ ГЕРМЕТИЗАЦИИ ПОЛЫХ ИЗДЕЛИЙ | 2000 |
|
RU2186355C2 |
| Заглушка для герметизации изделий типа труб | 1983 |
|
SU1146563A1 |

