Задачей настоящего изобретения является уменьшение стоимости регенерации изделий из тугоплавких металлов и, в частности, обновляющихся мишеней для распыления, имеющих покрытые соединенные пластинчатые структуры.
В частности, мишени для распыления высокотемпературных материалов, таких как тантал и другие тугоплавкие металлы (металлические Та, Nb, Ti, Мо, Zr и их сплавы, а также их гидриды, нитриды и другие их соединения), использующиеся при изготовлении интегральных схем и других электрических, магнитных и оптических изделий, во время распыления подвергаются неравномерной эрозии, что приводит к образованию на использовавшейся для распыления стороне мишени канавок, обладающих дугообразной формой. Для предотвращения какого-либо загрязнения подложек и резкого прорыва охлаждающих жидкостей, находящихся за мишенью, мишени обычно перестают использовать задолго до сквозного износа тугоплавкого металла и новая мишень требуется после израсходования лишь небольшой части тугоплавкого металла. Большую часть мишени для распыления можно продать только по цене металлолома или восстановить с большим трудом, и, кроме того, подложку мишени необходимо отделить и ее с целью повторного использования можно повторно присоединить к новой металлической пластине для распыления.
Основным объектом настоящего изобретения является замена такого использующегося в настоящее время способа регенерации на обновление мишеней для распыления с помощью описанного ниже способа.
Объектом настоящего изобретения является снижение стоимости и ускорение повторного использования мишеней для распыления.
Еще одним объектом настоящего изобретения является создание микроструктуры зоны заполнения, так чтобы она являлась хотя бы такой же хорошей, как и у остальной части мишени.
Настоящее изобретение является способом обновления поверхностей использованных изделий из тугоплавких металлов путем заполнения израсходованных участков уплотненным порошкообразным металлом. Например, после многократной неравномерной бомбардировки атомами аргона на поверхности мишени для распыления образуется канавка, обладающая дугообразной формой, или другая зона эрозии. Израсходованный участок поверхности обновляется путем помещения или осаждения распыляемого металла и соединения путем спекания, осуществляющегося с помощью нагрева лазером или электронным пучком (ЭП), или с помощью плазменного разряда, совмещенного с осаждением. Применение этих способов приведет к совершенно плотному покрытию. При этом исключается необходимость отделения тантала от меди, заполнения зоны эрозии танталовой пластинки порошкообразным танталом и связывания с помощью ГИП (горячее изостатическое прессование) и повторной сборки. В случае спекания с помощью лазера или сканирования посредством ЭП или применения плазменного разряда, совмещенного с осаждением, мишень можно обновить, не отделяя пластину-подложку от мишени. Различные способы обновления приводят к заполнению зоны эрозии, которое обладает микроструктурой, сходной с микроструктурой остальной части мишени.
Настоящее изобретение обычно можно использовать для изделий, изготовленных из тугоплавких металлов (незакрепленных или закрепленных на подложке, изготовленной не из тугоплавкого металла), которые подвергаются неравномерной эрозии, травлению, скалыванию или из которых металл удаляется другими способами. Такие изделия, изготовленные из тугоплавких металлов, могут обладать формой пластины, стержня, цилиндра, блока или другой формой, не считая формы мишени для распыления. Способ можно использовать, например, для антикатодов и мишеней рентгеновских трубок (молибденовых пластин на углеродной подложке).
Обновление изделия, изготовленного из тугоплавкого металла (например, танталовой мишени) исключает необходимость регенерации всего изделия после израсходования лишь небольшой части изделия. Такое обновление может оказаться более экономичным, чем регенерация всей мишени. Отделение присоединенной пластины-подложки (например, медной), если она имеется, может не потребоваться. Это обновление можно проводить повторно, столько раз, сколько потребуется.
Другие объекты, особенности и преимущества станут понятны из последующего подробного описания предпочтительных вариантов осуществления, рассматриваемых совместно с прилагаемыми фигурами.
На Фиг.1 приведено сечение типичной мишени и пластины-подложки.
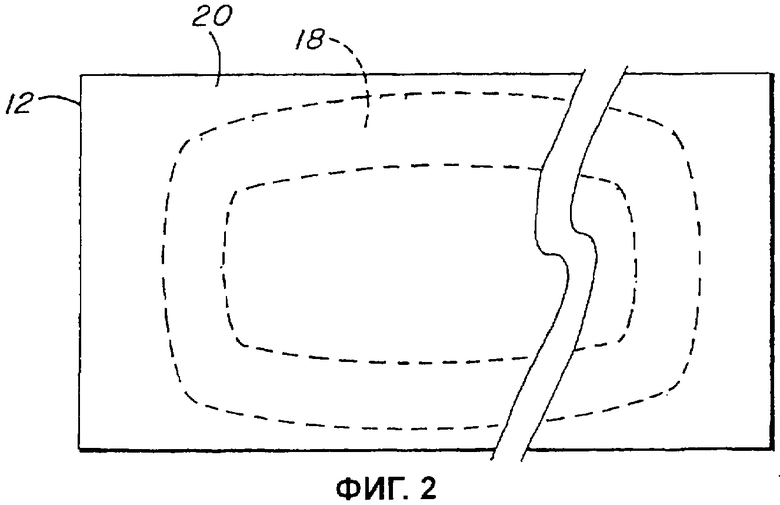
На Фиг.2 приведен вид сбоку, включая обычную зону эрозии.
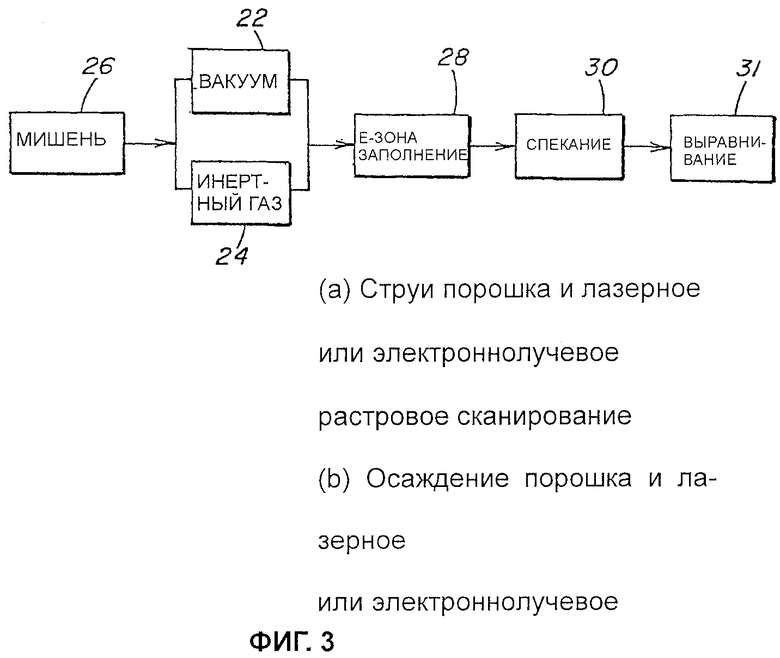
На Фиг.3 приведена блок-схема способа обновления.
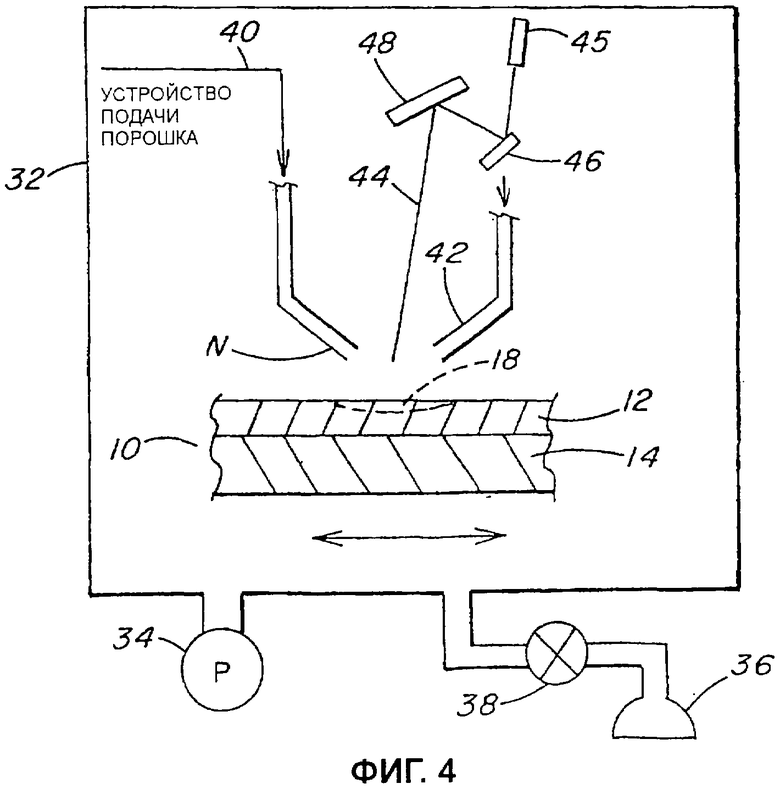
На Фиг.4 приведена схема вакуумной или заполненной инертным газом камеры, предназначенной для осуществления настоящего изобретения.
На Фиг.1 и 2 представлена танталовая (Та) пластина для распыления 12, соединенная с медной (Cu) пластиной-подложкой 14, иллюстрирующая способ обновления, соответствующий настоящему изобретению. Кроме пластины-подложки мишень для распыления может включать дополнительные детали, такие как присоединенные спирали водяного охлаждения 16 или даже часть большого жидкостного охлаждающего резервуара и/или может включать сложные фланцы и присоединенные механические и электрические устройства. Число 18 обозначает зону эрозии типичной дугообразной формы или израсходованный участок использовавшейся для распыления поверхности 20 пластины для распыления 12, образовавшуюся вследствие распыления.
На Фиг.3 представлена блок-схема предпочтительного варианта осуществления настоящего изобретения. Вакуумная 22 или заполненная инертным газом 24 зона предназначена для использованного блока Та-Cu 26. Зона эрозии 18 или израсходованный участок пластины для распыления 12, показанный на Фиг.2, заполнен порошком распыляемого металла. Порошок связывается или спекается 30 с пластиной для распыления 12 с помощью лазерного или проводимого с помощью электронного пучка растрового сканирования для плавления поверхности порошка, но не частиц целиком или всей частицы, которая выступает в качестве зародыша для роста зерна. Плавление можно осуществлять во время осаждения порошка или после осаждения послойно. Также можно предварительно изготовить фольгу из порошка и уложить ее в канавку. Во всех случаях заполняющий материал спекается для самосвязывания и адгезии к мишени и выравнивается 31 путем механической обработки, шлифования наждачной бумагой или другого травления с абразивной обработкой и/или термообработки с распылением.
Ниже приведен один из нескольких примеров того, как можно осуществить настоящее изобретение.
Как показано на Фиг.4, мишень для распыления 10 можно поместить в вакуумную камеру 32, из которой откачан атмосферный воздух или подан под атмосферным давлением инертный газ (аргон), для чего использован обычный насос 34 и аппарат для заполнения газом 36 с клапаном 38. Устройство подачи порошка 40, представляющее собой несколько сопел 42, может с высокой скоростью подавать несколько потоков порошка Та дисперсностью от 10 до 325 меш в зону эрозии 18 или на участок, на котором израсходован материал. Устройство подачи порошка 40 может сканировать по зоне эрозии 18 или мишень можно перемещать относительно неподвижного устройства подачи порошка. Лазерный пучок 44 мощностью 15-20 кВт (предпочтительно, 20-25), сформированный лазером 45 и обычным сканирующим оптическим устройством 46, 48, которое может полностью располагаться в камере или частично за пределами камеры 32 с использованием окошка для прохождения пучка, можно перемещать в режиме растрового сканирования по зоне эрозии 18 по мере подачи порошка для плавления поверхностей частиц порошка, что обеспечивает непрерывное и повторяющееся связывание частиц порошка друг с другом и с основанием зоны эрозии, происходящее по зоне 18, пока она не заполнится. Для определения момента заполнения и прекращения наполнения можно проводить расчеты массы порошка и/или использовать оптические мониторы.
Одним видом оборудования, пригодного для такой обработки, является система по процессу Lasform прямого осаждения металла компании aeroMet Corp., описанная, например, в работах Abbott et al., "Laser Forming Titanium Components" in May 1998 г. issue of Advanced Metals & Processes, и Arcella et al., "Producing Titanium Aerospace Components From Powder Using Laser Forming", Journal of Metals (May 2000), pp.28-30.
Лазер может обеспечить происходящий после заполнения нагрев, необходимый для осуществления спекания. Для предварительного нагрева мишени или для дополнительного нагрева во время обновления можно использовать отдельные нагреватели мишеней.
Различные варианты обновления приводят к заполнению зоны эрозии или участка израсходованного материала, микроструктура которого сходна с микроструктурой остальной части мишени. В частности, образец заполненной зоны эрозии мишени для распыления анализировали с помощью электронно-лучевой методики растрового сканирования. В пределах обычных колебаний значение твердости было типичным для прокатанной и отожженной танталовой пластины. Заполненные зоны эрозии практически не содержали пор и включений. Значения предела текучести и предела прочности на растяжение соответствовали требованиям ASTM (Американское общество по испытаниям материалов).
В другом варианте осуществления настоящего изобретения для совмещения стадий нанесения порошка и плавления можно использовать хорошо известный способ плазменного осаждения.
Специалистам в данной области техники должно быть понятно, что можно предложить другие варианты осуществления, улучшения, особенности и способы применения, согласующиеся с буквой и духом приведенного раскрытия и с объемом настоящего патента, который ограничивается только приведенной ниже формулой изобретения, составленной в соответствии с патентным законодательством, включая понятие эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОЧИЩЕННЫЙ ЛАЗЕРНОЙ ОБРАБОТКОЙ И ПЛАВЛЕНИЕМ ТУГОПЛАВКИЙ МЕТАЛЛ И ЕГО СПЛАВ | 2003 |
|
RU2333086C2 |
| ВЫСОКОЧИСТЫЙ ТАНТАЛ И СОДЕРЖАЩИЕ ЕГО ИЗДЕЛИЯ, ПОДОБНЫЕ МИШЕНЯМ ДЛЯ РАСПЫЛЕНИЯ | 1999 |
|
RU2233899C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ДЛЯ ИЗГОТОВЛЕНИЯ ИЛИ ВОССТАНОВЛЕНИЯ МИШЕНЕЙ РАСПЫЛЕНИЯ И АНОДОВ РЕНТГЕНОВСКИХ ТРУБОК | 2006 |
|
RU2418886C2 |
| СФЕРИЧЕСКИЙ ПОРОШОК ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНЫХ ОБЪЕКТОВ | 2020 |
|
RU2828268C1 |
| СПОСОБ ФОРМИРОВАНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ТИТАНОВЫХ ИЗДЕЛИЯХ | 2010 |
|
RU2443800C1 |
| ПОЛАЯ КАТОДНАЯ МИШЕНЬ И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2261288C2 |
| Способ формирования танталсодержащего биосовместимого покрытия на поверхности цилиндрического титанового имплантата | 2023 |
|
RU2806687C1 |
| Способ функционализации поверхности медицинского изделия путем наклонного осаждения структурированного антибактериального покрытия на основе фосфатов кальция | 2022 |
|
RU2806506C1 |
| ИСТОЧНИК РЕНТГЕНОВСКОГО ИЗЛУЧЕНИЯ | 1993 |
|
RU2046558C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖАРОПРОЧНОГО ПОКРЫТИЯ ИЗ ВОЛЬФРАМА ИЛИ ТАНТАЛА | 2009 |
|
RU2437960C2 |
Изобретение относится к способу обновления израсходованной танталовой мишени для распыления и может найти применение в машиностроении при изготовлении изделий с покрытиями. Мишень из тантала обновляют после израсходования металла в некоторых зонах путем заполнения порошком этих зон и нагрева источником высокой энергии с высокой скоростью растрового сканирования для спекания порошка без полного плавления порошкообразного заполнителя. Процесс осуществляют без разделения подложки и танталовой пластины. В результате на обновленной пластине мишени получают микроструктуру, согласующуюся с микроструктурой остальной части обновляемой мишени. Технический результат заключается в простоте и удешевлении процесса восстановления мишеней из тантала. 7 з.п. ф-лы, 4 ил.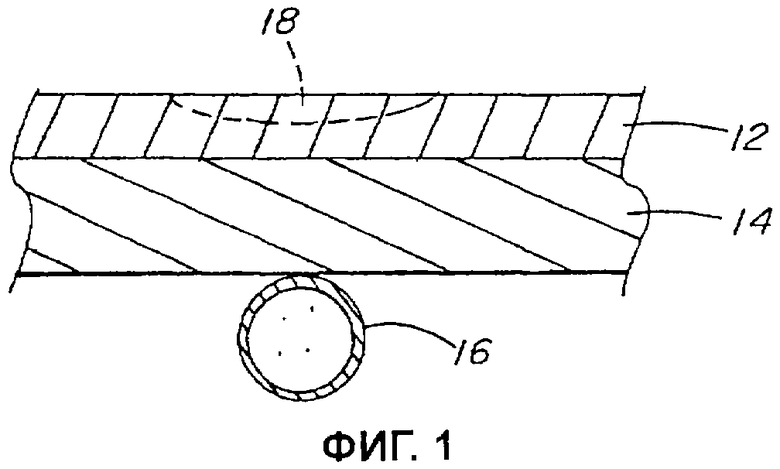
| DE 19925330 A, 07.12.2000 | |||
| Направленная антенна для коротких волн | 1931 |
|
SU31310A1 |
| SU 1494559 A1, 10.03.1996 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| DE 19626732 A, 08.01.1998 | |||
| ВЫБОРОЧНОЕ УДАЛЕНИЕ МАТЕРИАЛА ОБЛУЧЕНИЕМ | 1995 |
|
RU2141879C1 |
| ЛАПИДУС В., ПОПОВ А | |||
| Ремонт вагонов сваркой | |||
| - М.: Трансжелдориздат, 1935, с.135, с.186. | |||

