Изобретение относится к машиностроению, в частности к технологии получения защитных покрытий, а именно к способу получения высокотемпературных покрытий из вольфрама или тантала.
Известны различные технологии нанесения защитных покрытий. Например, способ получения коррозионно-стойкого покрытия, включающий ионно-плазменное распыление мишени из тантала и осаждение его на поверхность подложки [1], когда одновременно распыляют мишень из меди для получения твердого раствора меди в тантале.
Такой способ получения покрытия не обеспечивает адгезионной прочности, так как отсутствует (или слабо выражено) взаимодействие на границе раздела - твердый раствор меди в тантале - подложка, а механические свойства нанесенного слоя недостаточны для работы в условиях сложного термомеханического воздействия.
Известна также технология нанесения покрытия путем создания в жидкости электрического разряда между поверхностью металлического материала и электродом, сформированным из смеси порошков карбида вольфрама (WC) и кобальта (Со) [2]. После нанесения вещества покрытия осуществляют электроразрядный переплав материала электрода на поверхности заготовки с помощью медного или графитового электрода.
Недостатком этого способа является низкая адгезионная прочность. При взаимодействии с подложкой не образуются химические связи (этот аспект повышения адгезионной прочности даже не обсуждается), не образуется и твердый раствор. Кроме того, для такого покрытия характерна также неоднородность прочности покрытия из-за неоднородности наносимого слоя карбида вольфрама (WC) и кобальта (Со).
При получении покрытия на алюминии и его сплавах [3] на подложку из алюминия или его сплавов наносят никелевый слой детонационным методом, затем осуществляют электронно-лучевую обработку поверхности при ускоряющем напряжении 30 кВ, скорости сканирования 200 мм/мин, токе пучка 15-30 мА. В результате в зоне расплава происходит интенсивное взаимодействие никеля и алюминия подложки с образованием интерметаллических соединений системы никель-алюминий, распределенных в поверхностном слое подложки в виде обширной диффузионной зоны, в которой концентрация интерметаллидов плавно снижается при удалении от поверхности подложки. Материал подложки в качестве активного компонента синтезируемых интерметаллических соединений системы никель-алюминий является основным фактором формирования обширной (макроскопической) диффузионной зоны, обеспечивающей высокие адгезионные свойства интерметаллического покрытия.
При нанесении упрочняющего вещества на поверхность подложки формируется граница раздела. Граница раздела между наносимым упрочняющим веществом покрытия и подложкой фактически представляет макродефект, на котором неизбежно генерируются растягивающие или сжимающие напряжения первого рода, особенно в условиях сложного термомеханического нагружения, что является основной причиной низкой адгезионной прочности. Если вещество покрытия синтезируется в ходе реакции между веществом подложки и нанесенным на подложку материалом под воздействием потока энергии, то нанесенный исходный материал является одним из компонентов химической реакции и исчезает при ее проведении.
Задача нашего изобретения состоит в том, что необходимо сохранить исходный упрочняющий материал покрытия на стальной подложке и одновременно решить проблему адгезионной прочности.
Способ получения жаропрочного покрытия из вольфрама или тантала на стальной подложке позволяет получить покрытие с зоной упрочнения и переходной диффузионной зоны, содержащей интерметаллические системы W-Fe и (или) Та-Fe, что и обеспечивает высокие адгезионные свойства.
Настоящее изобретение позволяет решить данную проблему.
Способ получения жаропрочного покрытия из вольфрама или тантала на стальной подложке включает в себя предварительное нанесение порошкового вольфрама или тантала на стальную подложку с помощью детонационной установки Катунь-М при комнатной температуре или фольги, толщиной 0,2-0,8 мм. После нанесения тантала или вольфрама на стальную подложку на покрытие воздействуют дугой в среде аргона при токе 40 А и расходе аргона 5-6 литров/минуту или путем воздействия импульсами тока высокой плотности в режиме контактной сварки при напряжении от 3,6 до 4 В, при этом расплавляют материал покрытия с получением зоны упрочнения и переходной диффузионной зоны шириной от 40 до 500 мкм, содержащей интерметаллические фазы, с постепенным уменьшением концентрации фаз от зоны упрочнения к подложке.
Материал подложки - представляющий собой сплав металлов (сталь) - является активным компонентом реакции с образованием интерметаллических соединений двух металлов, обеспечивая аномально высокие диффузионные потоки взаимодействующих атомов в поверхностном слое за счет не только термического, но и химического градиента.
Сущность изобретения раскрывается с помощью следующих примеров.
Пример 1.
На основание цилиндрической заготовки из стали типа 40ХН диаметром 34 мм и высотой 30 мм наносят полоску вольфрама (полоска вольфрама длиной 40 мм, шириной 2 мм, толщина 0,3 мм) с помощью аргонно-дуговой установки УДГУ - 302 (воздействуют дугой в среде аргона при токе 40 А и расходе газа 5-6 литров/минуту). Сканирование дугой при температуре 6000°С по поверхности образца формируют ванночку расплава, в которой происходит расплавление вольфрамовой полоски и химическое взаимодействие вольфрама со стальной подложкой. При тех же параметрах дуги наносят 2 и 3 полоски вольфрама. Затем образцы испытывают, т.е. разрезают электроискровым способом поперек линии теплового воздействия для проведения исследований границы раздела.
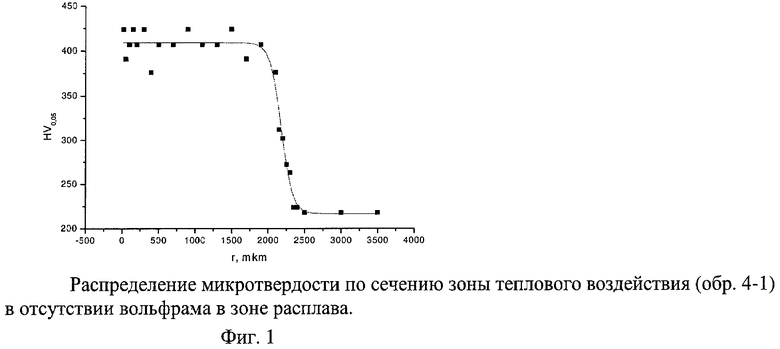
Как показано на фиг.1, зона термического влияния при воздействии дугой в среде аргона при токе 40 А и расходе газа 5-6 литров/минуту без вольфрама на стальную заготовку при тех же параметрах заготовки составляет область шириной около 2500 мкм. Эта зона состоит из двух частей: зона закалки из расплава шириной около 2000 мкм с микротвердостью 409+/-3,5 кг/мм2; переходная между зоной расплава и исходным состоянием материала стальной подложки шириной 500 мкм.
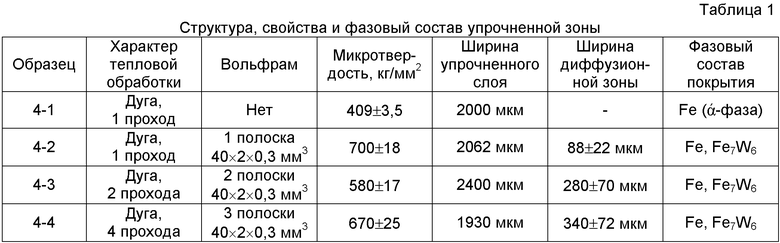
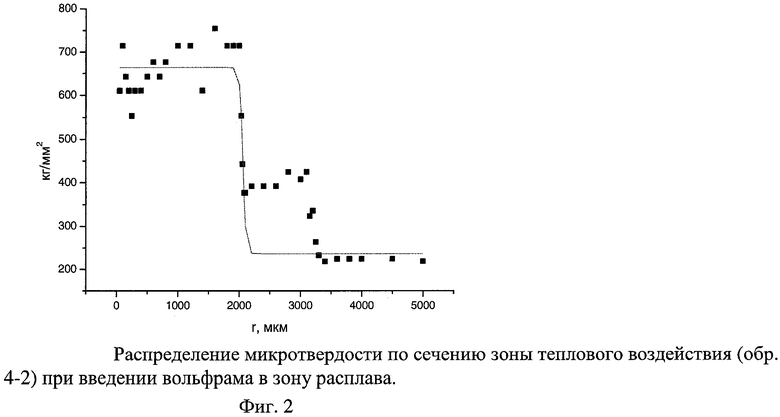
Введение в зону расплава полоски вольфрама толщиной 0,3 мм и массой 0,46 г существенно меняет структуру поверхностного слоя. На фиг.2 показано, что в присутствии вольфрама однократное тепловое воздействие дугой приводит к формированию области упрочнения микротвердостью 700+/-18 кг/мм2 и шириной 2062 мкм. Причем выделяется зона формирования интерметаллидов системы Fe-W, микротвердость которой 700+/-18 кг/мм2, и зона теплового воздействия с максимальной микротвердостью 400+/-3,5 кг/мм2 (данные табл.1, в которой приведены обобщенные результаты исследования структуры, свойств и фазового состава покрытия).
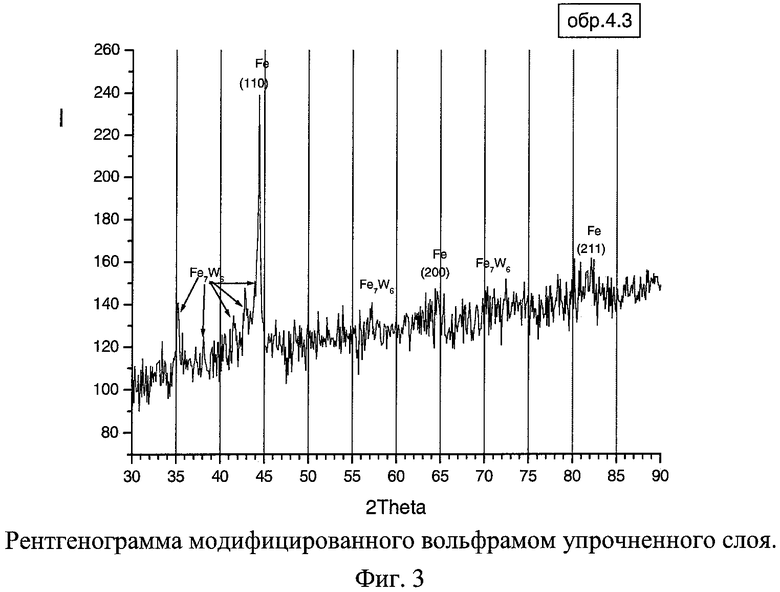
Как следует из проведенного рентгенофазового анализа, основная фаза в модифицированном вольфрамом упрочненном слое идентифицирована как интерметаллическое соединение Fе7W6. Кроме того, наблюдаются рефлексы железа. Таким образом, материал упрочненного слоя представляет собой интерметаллическое соединение системы железо - вольфрам, распределенное с переменной плотностью в стальной матрице. При увеличении содержания вольфрама (введение 2 и 3 полосок вольфрама толщиной 0,3 мм каждая и суммарной массой 0,92 и 1,38 г соответственно) наблюдают увеличение прочности модифицированного слоя до 600-800 кг/мм2, что свидетельствует об увеличении концентрации интерметаллической фазы в стальной матрице.
Пример 2.
Формирование упрочненной области и диффузионной зоны осуществляют введением тантала в зону расплава стальной подложки в виде узкой ванночки (менее 5 мм) вдоль диаметра цилиндрического основания воздействуют дугой в среде аргона при токе 40 А и расходе газа 5-6 литров/минуту с такими же параметрами, как в примере 1. Стальную подложку разрезают поперек линий теплового воздействия, на каждой половинке подготавливают шлифы, измеряют микротвердость, исследуют микроструктуру диффузионной зоны каждого образца, проводят рентгенофазовый анализ образцов.
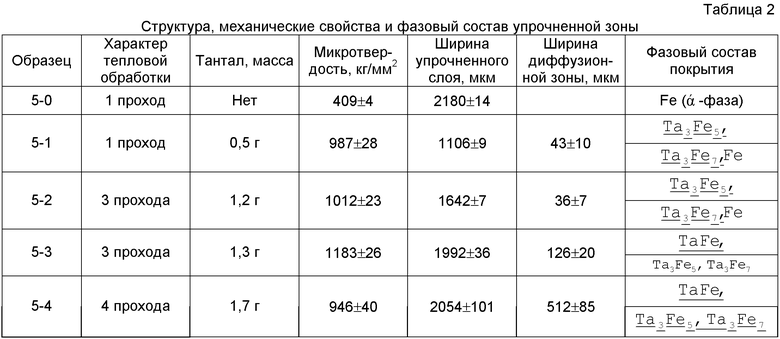
На фиг.3 показано, что при введении в зону расплава 0,5 г тантала происходит формирование упрочненного слоя шириной 1105+/-9 мкм, прочностью 987+/-28 кг/мм2 и диффузионной зоны шириной 43+/-10 мкм, в которой прочность постепенно снижается до прочности матрицы. При увеличении массы тантала, вводимого в расплав с 0,5 г до 1,7 г, ширина упрочненного слоя увеличивается с 1105+/-9 мкм до 2054+/-101 мкм, а ширина диффузионной зоны увеличивается с 43+/-10 мкм до 512+/-85 мкм.
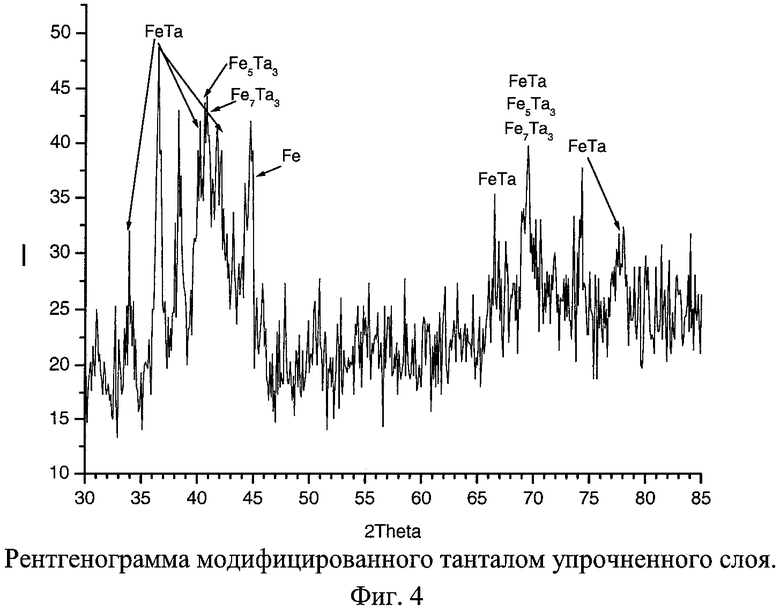
В таблице 2 приведены обобщенные результаты исследования структуры, свойств и фазового состава упрочненного слоя. Упрочненный слой представляет собой совокупность интерметаллических соединений системы Fe-Ta, TaFe, Та3Fе5, Та3Fе7, распределенных в стальной матрице так, что они образуют переходную область, зону упрочнения и переходную диффузионную зону между покрытием и стальной подложкой, в которой содержание интерметаллических фаз снижается до нуля, согласно рентгеновским данным, полученным из анализа рентгенограмм, фиг.4.
Пример 3.
Формирование упрочненной области и переходной диффузионной зоны осуществляют путем воздействия импульсами тока высокой плотности в режиме контактной сварки при напряжении от 3,6 до 4,0 В на установке МТ12-12, танталовую фольгу размером 10×10 и толщиной 0,2 мм сопрягают с основанием поверхности стальной подложки (40ХНМА) толщиной 10 мм. Как известно, при напряжении 3,6-4,0 В в связи с низким электрическим сопротивлением в зоне контакта (десятые и даже сотые доли Ома) ток может достигать десятки килоампер. Воздействие такого тока вызывает в зоне контакта выделение большого количества тепла, вследствие чего температура возрастает до 1000°С, при этом расплавляют материал покрытия с получением зоны упрочнения и переходной диффузионной зоны. При такой температуре повышается подвижность атомов, а в условиях химического взаимодействия диффузионная подвижность возрастает еще более в связи с действием химического градиента.
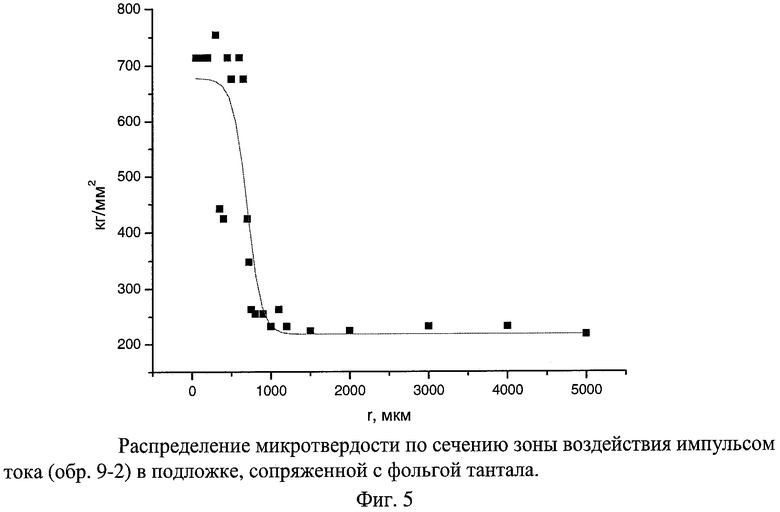
На фиг.5 показано распределение микротвердости по поперечному сечению зоны путем воздействия импульсами тока высокой плотности в режиме контактной сварки при напряжении от 3,6 до 4,0 В. Наблюдают фактически зону упрочнения и переходную диффузионную зону - характерный переход от танталовой поверхности (на фиг.5, лежит левее нуля) к стальной подложке.
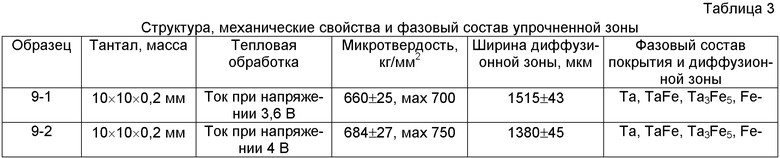
В таблице 3 приведены параметры диффузионной зоны в зоне теплового воздействия при прохождении импульса тока. Как следует из приведенных данных между танталовой фольгой и собственно материалом подложки расположена переходная (обширная) диффузионная зона шириной 1380-1515 мкм, представляющая собой область подложки, в которой распределены интерметаллические фазы системы TaFe, Та3Fе5, тантал - железо. Данная структура свидетельствует о существенном диффузионном переносе тантала в стальную подложку при воздействии импульсами тока при напряжении 3,6-4,0 В. Такая структура переходной диффузионной зоны обеспечивает высокую адгезионную прочность на границе раздела тантал - стальная подложка, которая фактически определяется прочностью композита величиной 660-684 кг/мм2.
Пример 4.
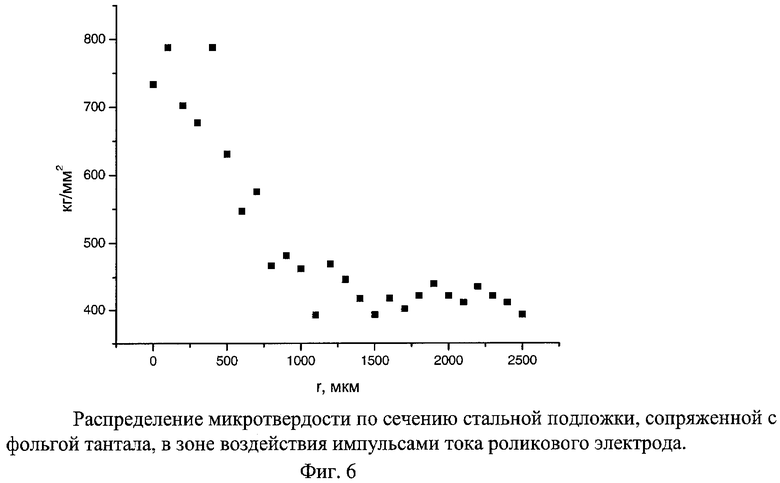
Формирование переходной диффузионной зоны (шириной от 40 до 500 мкм) на границе раздела тантал - стальная подложка под воздействием импульсами тока высокой плотности в режиме контактной сварки с помощью вращающегося роликового электрода на установке МШП-150-13.
Параметры воздействия такие же, как в примере 3, - величина тока варьируется путем изменения напряжения в пределах 3,6-4,0 В. При напряжении ниже 3,6 В энергии тока недостаточно для повышения температуры, в результате нет взаимодействия в зоне контакта электрод -подложка, а при напряжении выше 4,0 В происходит полное расплавление подложки в зоне контакта, что нарушает целостность стальной подложки. Роликовый электрод прокатывают по плоской поверхности танталовой полоски размером 10×40 мм и толщиной 0,2 мм, сопряженной со стальной подложкой толщиной 10 мм. На фиг.6 приведено распределение микротвердости по сечению упрочненной и переходной диффузионной зоны.
Как следует из приведенного распределения микротвердости между танталовой поверхностью (фиг.6, область левее нуля) и стальной подложкой расположена зона упрочнения и переходная диффузионная зона, шириной около 1500 мкм, представляющая собой смесь интерметаллических фаз системы тантал - железо распределенных с постепенно уменьшающейся концентрацией в стальной подложке. Согласно данным, приведенным в примере 3, интерметаллические фазы представлены соединениями TaFe, Та3Fе5. Переходная диффузионная зона обеспечивает высокую адгезионную прочность, которая определяется прочностью интерметаллического композита системы тантал - железо величиной 750 кг/мм2.
Пример 5.
Используя результаты, полученные в примерах 3 и 4, осуществляют соединение танталовой фольги с внутренней поверхностью стальной трубы. Для этого танталовый цилиндрический чехол, размер которого определяется геометрией внутренней полости стальной трубы, фиксируют внутри с помощью двойного роликового агрегата. Способ осуществляют пропусканием импульсов тока с помощью роликового электрода на установке для контактной сварки МШП-150-13, при этом расплавляют материал покрытия с получением зоны упрочнения и переходной диффузионной зоны.
Область воздействия представляет собой винтовую линию, сформированную при вращательном и поступательном движении трубы с зафиксированным танталовым чехлом. Как показано в примерах 3-4, полученная зона удовлетворяет требованиям адгезионной прочности композита танталовая фольга - стальная подложка, если осуществляется путем воздействия импульсами тока высокой плотности в режиме контактной сварки при напряжении от 3,6 до 4,0 В, при нанесении вольфрама или тантала на стальную поверхность материал покрытия расплавляют, в результате образуется зона упрочнения и переходная диффузионная зона, содержащие интерметаллические компоненты, значение которых изменяется от максимального значения до нуля.
Способ получения жаропрочного покрытия из вольфрама или тантала на стальной подложке требует предварительного нанесения тантала или вольфрама в виде порошка или фольги на стальную подложку и последующую обработку полученного покрытия путем воздействия дугой в среде аргона при токе 40 А и расходе аргона 5-6 литров/минуту или путем воздействия импульсами тока высокой плотности в режиме контактной сварки при напряжении в интервале от 3,6 до 4,0 В. При этом расплавляют материал покрытия с получением зоны упрочнения и переходной диффузионной зоны шириной от 40 до 500 мкм. Переходная диффузионная зона создает максимально возможную для данной системы металлов адгезионную прочность за счет расширения исходной границы от зоны упрочнения к подложке с изменяющимся соотношением между концентрацией интерметаллических фаз и фазой железа (сплава). Изменяя соотношение концентрации интерметаллида и железа в диффузионной зоне путем варьирования массы наносимого вещества или суммарной величиной вводимой энергии, получают благоприятное сочетание прочности и пластичности, где прочность обеспечивает интерметаллическая фаза, а пластичность - α-фаза железа. Материал подложки является активным компонентом реакции, обеспечивая аномально высокие диффузионные потоки взаимодействующих атомов в поверхностном слое за счет не только термического, но и химического градиента.
Таким образом, способ получения жаропрочного покрытия из вольфрама или тантала на стальной подложке при расплавлении материала покрытия с формированием в процессе обработки зоны упрочнения и переходной диффузионной зоны, содержащей интерметаллические фазы системы вольфрам - железо или тантал - железо. Способ обеспечивает максимальную адгезионную прочность и позволяет эксплуатировать интерметаллические композиты в сложных условиях термомеханического нагружения.
Библиографические данные
1. Патент РФ №2249061 от 27.03.2005 с приоритетом от 11.06.03 «Коррозионно-стойкое покрытие на основе тантала и способ его получения».
2. Японская открытая патентная публикация №5-148615.
3. Патент РФ №2002854 от 15.11.93, Бюл. №41-42, «Способ получения покрытий».
Примечание. В таблице приведена микротвердость не самого танталового слоя, а только упрочненной зоны подложки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного упрочнения изделий из стали и алюминия | 1988 |
|
SU1694692A1 |
| Способ формирования покрытия, содержащего интерметаллические соединения системы Ni-Al, на подложке из алюминия или его сплава | 2017 |
|
RU2685613C1 |
| Способ борирования поверхностных слоев углеродистой стали при помощи индукционного воздействия | 2018 |
|
RU2693416C1 |
| Борирование поверхностных слоев углеродистой стали при помощи микродуговой наплавки | 2022 |
|
RU2801101C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ СТАЛИ | 2017 |
|
RU2686397C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХПРОВОДЯЩИХ ИЗДЕЛИЙ | 2003 |
|
RU2247445C1 |
| ЭЛЕКТРОЛИТ ХРОМИРОВАНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2392356C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ СТАЛИ | 2004 |
|
RU2251594C1 |
| Способ изготовления переходника титан-сталь | 2015 |
|
RU2612331C2 |
| АМОРФНЫЙ ЛЕНТОЧНЫЙ ПРИПОЙ НА ОСНОВЕ МЕДИ | 2011 |
|
RU2464143C1 |
Изобретение может быть использовано при получении защитных покрытий из вольфрама или тантала на стальной детали. На стальную подложку наносят порошок или фольгу из вольфрама или тантала и обрабатывают путем воздействия дугой в среде аргона при токе 40 А или импульсами тока высокой плотности в режиме контактной сварки при напряжении от 3,6 до 4 В. При этом расплавляют материал покрытия с получением зоны упрочнения и переходной диффузионной зоны от 40 мкм до 500 мкм, содержащей интерметаллические фазы с постепенным уменьшением их концентрации от зоны упрочнения к подложке. Материал подложки является активным компонентом реакции и обеспечивает высокие диффузионные потоки взаимодействующих атомов в поверхностном слое за счет термического и химического градиента. Покрытие обладает высокими адгезионными свойствами и позволяет эксплуатировать детали в сложных условиях термомеханического нагружения. 6 ил., 3 табл.
Способ получения жаропрочного покрытия из вольфрама или тантала на стальной подложке, включающий нанесение вольфрама или тантала в виде порошка или фольги на стальную подложку и обработку полученного покрытия путем воздействия дугой в среде аргоне при токе 40 А и расходе аргона 5-6 л в минуту или путем воздействия импульсами тока высокой плотности в режиме контактной сварки при напряжении от 3,6 до 4,0 В, при этом расплавляют материал покрытия с получением зоны упрочнения и переходной диффузионной зоны шириной от 40 до 500 мкм, содержащей интерметаллические фазы, с постепенным уменьшением их концентрации от зоны упрочнения к подложке.
| КОРРОЗИОННО-СТОЙКОЕ ПОКРЫТИЕ НА ОСНОВЕ ТАНТАЛА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2003 |
|
RU2249061C2 |
| RU 2002854 C1, 15.11.1993 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ С ГРАДИЕНТОМ ПЛОТНОСТИ В ВАКУУМЕ | 1989 |
|
SU1737924A1 |
| EP 1842937 A2, 10.10.2007. | |||

