Данное техническое решение относится к области станкостроения, а именно к приводным механизмам литьевых машин, в частности термопластавтоматов, и может быть использовано для перемещения подвижной плиты в положение сомкнутых полуформ и их запирания во время формования изделий.
Известен механизм запирания полуформ литьевой машины, содержащий два одноплечих рычага, соединенных с помощью промежуточных шарнирно-рычажных звеньев с подвижной плитой и приводом ее перемещения (см. заявку № DE 19950534 Германии, опубликованную 27 апреля 2000 г.).
Обеспечивая перемещение подвижной плиты и ее механическое запирание в рабочем положении полуформ, при свободном доступе в зону их эксплуатационно-технического обслуживания - отсутствие рычагов, данный механизм требует специальной консоли на станине с противоположной неподвижной плите стороне, что является причиной увеличенных габаритов и металлоемкости машины в целом.
Прототипом заявленного технического решения является шарнирно-рычажный механизм в заявке № DE 10226332 Германии, опубликованной 16 января 2003 г., содержащий по два одноплечих рычага, шарнирно установленных на боковых сторонах неподвижной плиты, посредством промежуточных кинематических звеньев соединенных с приводом, связанным с подвижной плитой, упомянутый механизм значительно затрудняет доступ в зону расположения полуформ при их замене и обслуживании. Кроме того, использование винтовой пары с приводом ее вращения, расположенным на стяжках, соединяющих одноплечие рычаги - это усложнение конструкции и снижение ее жесткости. Для литьевых же машин, работающих на высоких давлениях впрыска, таких как термопластавтоматы, жесткость элементов механизма запирания - это, прежде всего, надежность работы машины в целом.
Технической задачей заявленного технического решения является упрощение конструкции и повышение надежности работы механизма запирания полуформ, а также улучшение условий эксплуатационно-технического обслуживания полуформ.
Поставленная задача решается за счет того, что механизм запирания полуформ литьевой машины, например термопластавтомата, содержит как минимум два одноплечих рычага, шарнирно установленных на неподвижной плите и кинематически соединенных с приводом, связанным с подвижной плитой. При этом одноплечие рычаги соединены с двуплечими, вторым плечом связанными посредством промежуточных звеньев с приводом, при этом двуплечие рычаги зеркально установлены в опорах на подвижной плите, причем с осью вращения в каждой, лежащей в одной плоскости с осью вращения соответствующего одноплечего рычага, в положении запертых полуформ расположенной между его осями.
Заявленное техническое решение поясняется чертежами, где:
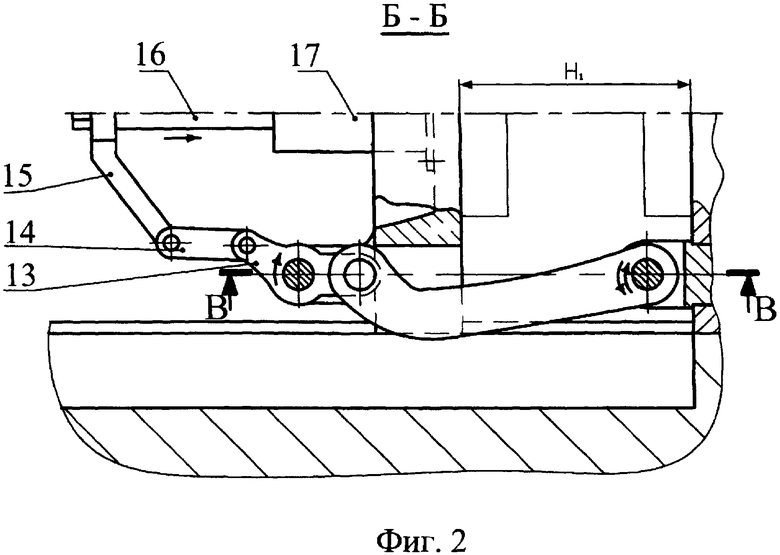
- на фиг.1 изображен общий вид механизма запирания полуформ в их рабочем положении, разрез Б-Б на фиг.4;
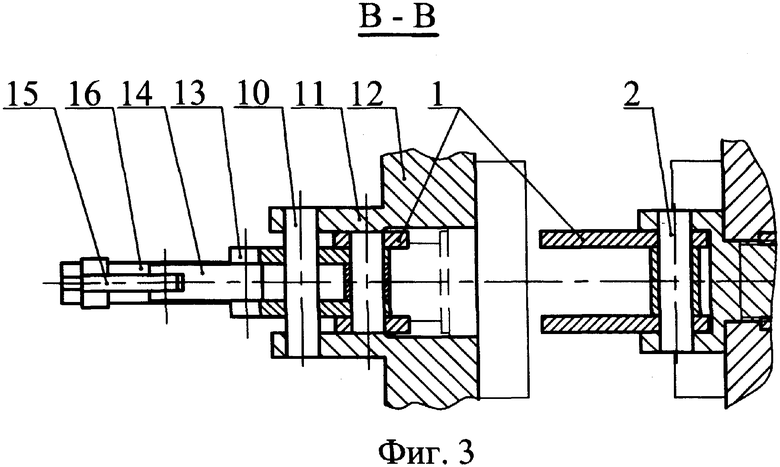
- на фиг.2 - то же, но с максимально отведенной подвижной плитой;
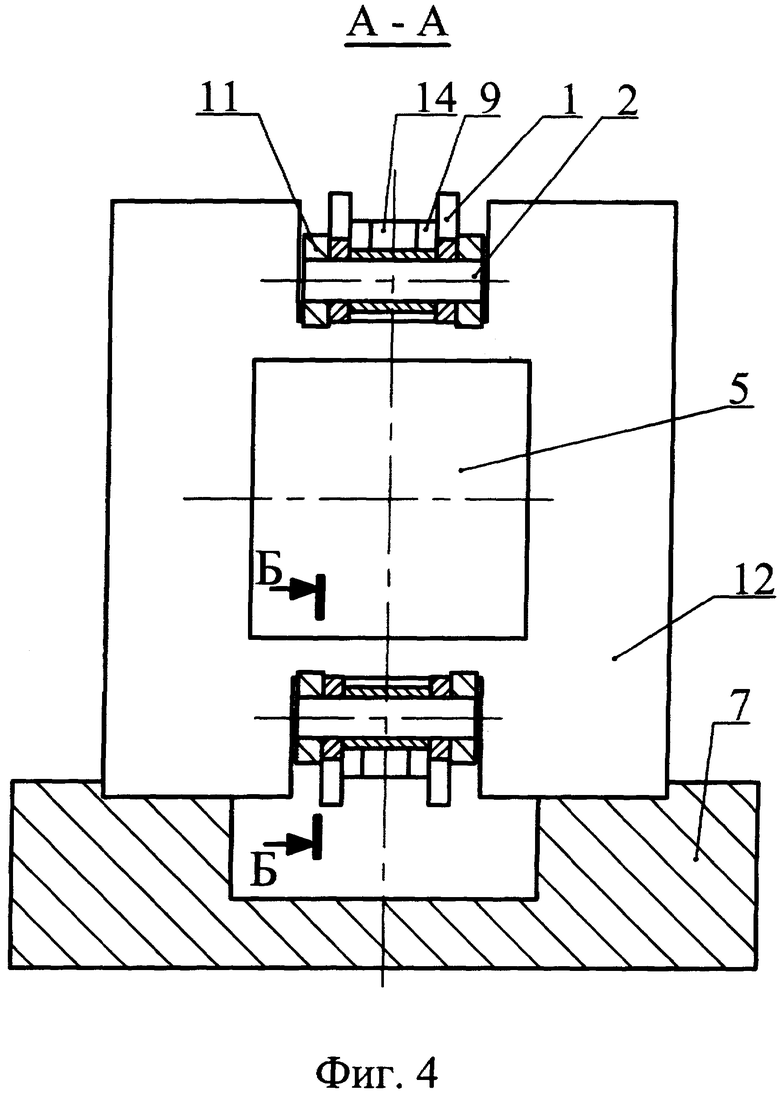
- на фиг.3 - продольный разрез шарнирно-рычажной системы механизма запирания полуформ в положении максимально отведенной подвижной плиты, разрез В-В на фиг.2;
- на фиг.4 - поперечный разрез шарнирной пары механизма запирания полуформ в месте его соединения с неподвижной плитой, разрез А-А на фиг.1.
Механизм запирания полуформ литьевой машины, например термопластавтомата, содержит одноплечие рычаги 1 (фиг.1), осями 2 соединенные с винтовыми опорами 3 механизмов 4 установки необходимой высоты полуформ 5. Механизмы 4 установки высоты полуформ 5 вмонтированы в неподвижную плиту 6, расположенную на станине 7. Одноплечие рычаги 1 соединены осями 8 с двуплечими рычагами 9, зеркально расположенными на осях 10 в опорах 11 подвижной плиты 12 и вторыми плечами 13 связанными с промежуточными звеньями 14, шарнирно соединенными с рычагами 15, жестко смонтированными на штоке 16 гидроцилиндра 17, установленного на подвижной плите 12. Оси 10 в опорах 11 находятся в одной плоскости с осями 2 соответствующих одноплечих рычагов 1.
Механизм запирания полуформ литьевой машины работает следующим образом.
Посредством механизмов 4 установки необходимой высоты сомкнутых полуформ 5 винтовые опоры 3 выводятся в положение, относительно неподвижной плиты 6, обеспечивающее требуемую величину Н между ней и подвижной плитой 12 (фиг.1). После ее установки механизм запирания полуформ в пусконаладочном (ручном) режиме приводится в исходное положение, при котором расстояние между подвижной плитой 12 и неподвижной плитой 6 составляет для данного типоразмера литьевых машин определенную, эксплуатационно обоснованную величину H1 (фиг.2). При этом для обеспечения жесткой фиксации подвижной плиты 12 в этом положении во время эксплуатационно-технического обслуживания полуформ 5 оси 2, 8 и 10 при максимально выдвинутом штоке 16 располагаются в одной плоскости. Это обеспечивает запирание подвижной плиты 12, так как векторы силы, приложенной к подвижной плите 12 и направленной внутрь (например, при съеме полуформы 5), проходят через оси 10, 8 и 2, т.е. уравновешиваются реактивной силой со стороны неподвижной плиты 6. При включении гидропривода литьевой машины шток 16 гидроцилиндра 17 из исходного выдвинутого положения (фиг.2) начинает двигаться вправо. Жестко установленные на штоке 16 рычаги 15, воздействуя на промежуточные звенья 14, поворачивают двуплетие рычаги 9, которые, вначале разводя, а затем, в конце хода штока 16, сводя одноплечие рычаги 1, начинают относительно них двигаться в осевом направлении, перемещая подвижную плиту 12 по направляющим станины 7 в рабочее положение полуформ 5. В этом положении ось 10 находится между осями 2 и 8 одноплечих рычагов 1 и располагается в одной плоскости с ними. Результирующая сила давления впрыскиваемого в полость сомкнутых полуформ 5 материала, направленная вдоль направляющих станины 7 в сторону подвижной плиты 12, воздействуя на нее, через опоры 11, оси 10, двуплечие рычаги 9, оси 8, одноплечие рычаги 1, передается на оси 2, т.е. на неподвижную плиту 6, жестко установленную на станине 7, и уравновешивается ее реактивной силой. «Запертая» таким образом плита гарантированно обеспечивает формообразование отливаемого изделия. После завершения цикла формования шток 16 гидроцилиндра 17 переводится в выдвинутое положение, а перечисленные выше шарнирно-рычажные элементы механизма запирания полуформ - в исходное.
Как видно из описания, введение двуплечих рычагов, одним плечом соединенных с одноплечими, расположенными на неподвижной плите, а вторым связанных посредством промежуточных звеньев с приводом, и их зеркальная установка в опорах на подвижной плите, причем с осью вращения в каждой, лежащей в одной плоскости с осью вращения соответствующего одноплечего рычага, в положении запертых полуформ расположенной между его осями, позволяет при упрощении конструкции значительно увеличить ее жесткость, а значит, повысить надежность запирания полуформ литьевой машины, т.е. повысить стабильность ее работы в целом. Кроме того, ввиду отсутствия одноплечих рычагов перед полуформами, улучшены и условия их эксплуатационно-технического обслуживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАМКОВОЕ УСТРОЙСТВО МЕХАНИЗМА ЗАПИРАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР, ТЕРМОПЛАСТАВТОМАТА (ВАРИАНТЫ) | 2003 |
|
RU2229380C1 |
| ЗАМКОВОЕ УСТРОЙСТВО МЕХАНИЗМА ЗАПИРАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2009 |
|
RU2410239C1 |
| МЕХАНИЗМ СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2004 |
|
RU2255863C1 |
| ГИДРОМЕХАНИЧЕСКОЕ УСТРОЙСТВО СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2007 |
|
RU2353517C1 |
| ГИДРАВЛИЧЕСКИЙ МЕХАНИЗМ ЗАПИРАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ | 2002 |
|
RU2236349C2 |
| Литьевая многопозиционная машина для переработки пластмасс | 1981 |
|
SU1016189A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Механизм запирания форм литьевой машины для полимеров | 1978 |
|
SU770822A1 |
| Литьевая машина | 1973 |
|
SU729079A1 |
| Литьевой термопластавтомат для изготовления изделий из пластмасс | 1980 |
|
SU939263A1 |
Изобретение относится к области станкостроения, а именно к приводным механизмам литьевых машин, в частности термопластавтоматов. Оно может быть использовано для перемещения подвижной плиты в положение сомкнутых полуформ. При упрощении конструкции повышается надежность запирания полуформ во время формования изделий, повышается стабильность работы литьевой машины в целом. Данный механизм запирания полуформ литьевой машины содержит одноплечие рычаги, установленные на неподвижной плите, кинематически связанные с приводом. Одноплечие рычаги соединены с двуплечими, вторым плечом связанными посредством промежуточных звеньев с приводом, при этом двуплечие рычаги зеркально установлены в опорах на подвижной плите, причем с осью вращения в каждой, лежащей в одной плоскости с осью вращения соответствующего одноплечего рычага, в положении запертых полуформ расположенной между его осями. Кроме того, ввиду отсутствия одноплечих рычагов перед полуформами улучшены и условия их эксплуатационно-технического обслуживания. 4 ил.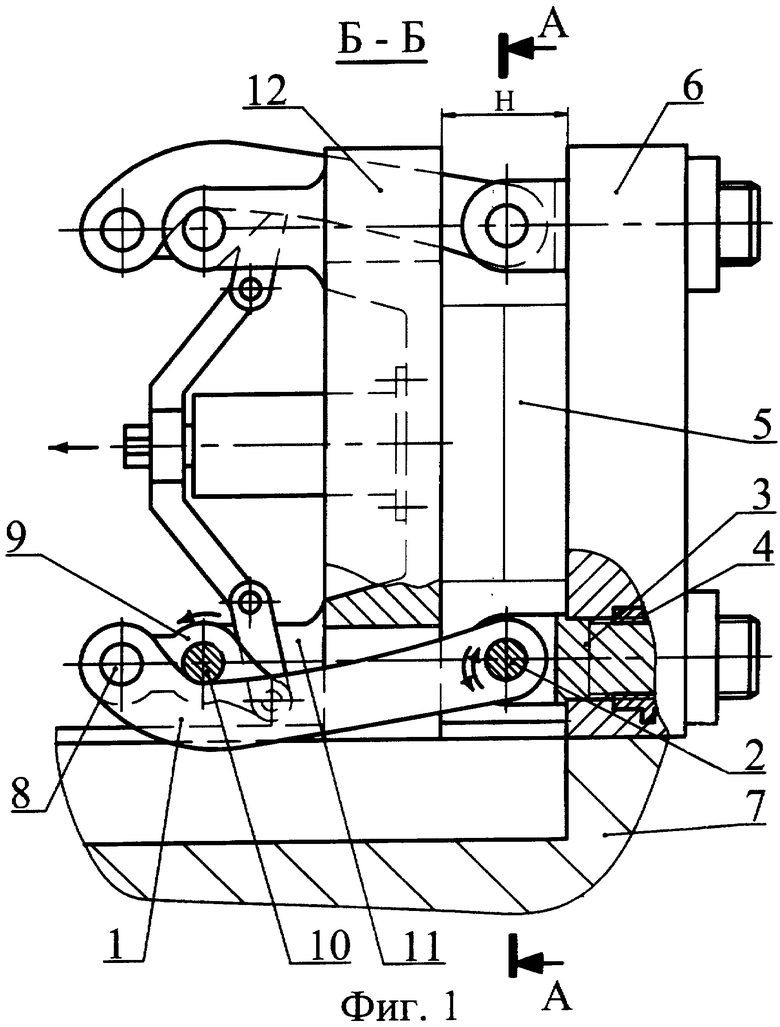
Механизм запирания полуформ литьевой машины, например термопластавтомата, содержащий как минимум два одноплечих рычага, шарнирно установленных на неподвижной плите и кинематически соединенных с приводом, связанным с подвижной плитой, отличающийся тем, что одноплечие рычаги соединены с двуплечими, вторым плечом связанными посредством промежуточных звеньев с приводом и зеркально расположенными на подвижной плите в опорах с осью вращения в каждой, лежащей в одной плоскости с осью вращения соответствующего одноплечего рычага, в положении запертых полуформ, расположенных между его осями.
| DE 10226332, 16.01.2003 | |||
| DE 19950534, 27.04.2000 | |||
| Механизм запирания машины литья под давлением | 1990 |
|
SU1740129A1 |
| Устройство для запирания прессформы машины для литья под давлением | 1972 |
|
SU504464A3 |
| US 5971743 A, 26.10.1999 | |||
| JP 4025410, 29.01.1992 | |||
| JP 2000280308, 10.10.2000 | |||
| JP 11156906, 15.06.1999. | |||

