Данное техническое решение относится к области станкостроения, а точнее к приводным механизмам литьевых машин, в частности термопластавтоматов, и может быть использовано для перемещения подвижной плиты в положение сомкнутых полуформ с их запиранием во время формования изделий.
Известно устройство смыкания полуформ литьевой машины, содержащее установленный в полом корпусе, смонтированном на подвижной плите, приводной ходовой винт быстрого ее перемещения с находящейся на нем ходовой гайкой, связанной с силовой втулкой с выполненными на ней кольцевыми выступами, в рабочем положении полуформ взаимодействующими с поршнем гидроцилиндра запирания полуформ (см. заявку №2004/0091570 США, опубликованную 13.05.04 г.).
Обеспечивая надежное запирание полуформ при минимальном времени их смыкания, такое устройство, особенно при больших усилиях запирания, имеет повышенный износ и, соответственно, невысокую долговечность. Связано это с тем, что ввиду действия на шток гидроцилиндра при запирании полуформ, растягивающих усилий, вызывающих неравномерность распределения нагрузки по виткам (1-й виток воспринимает 34%, 2-й - 22%, а 3-й - 16%), происходит их неравномерный износ. При значительной длине штока и необходимости работы литьевой машины при разных закрытых высотах пресс-форм, учитывая, что винтовая поверхность одна для ходовой и силовой гаек, это приводит к рывкообразному движению подвижной плиты при ее быстром перемещении, а значит, к динамическим нагрузкам и, как следствие, отрицательному воздействию на остальные узлы литьевой машины в целом.
Наиболее близким к заявленному техническому решению является гидромеханическое устройство смыкания полуформ литьевой машины по международной заявке № WO 00/10792, опубликованной 02.03.00 г., которое и выбрано в качестве прототипа. Состоит оно из установленного в полом корпусе, смонтированном на неподвижной плите, ходового винта, соединенного с расположенным на крышке полого корпуса приводом быстрого перемещения подвижной плиты и резьбовым соединением связанного с установленной на нем ходовой гайкой, вмонтированной в закрепленную на подвижной плите силовую втулку с кольцевыми выступами на наружной поверхности, в рабочем положении полуформ взаимодействующими посредством выступов замка с поршнем гидроцилиндра запирания полуформ, установленного в неподвижной плите.
К недостаткам указанного устройства смыкания полуформ литьевой машины можно отнести наличие дополнительного привода двух сухарей замка, а также специальных датчиков контроля положения торцевой поверхности кольцевых выступов. Кроме того, необходимость регулировочной подналадки положения поршня гидроцилиндра запирания для установки согласованного положения канавок сухарей и кольцевых выступов силовой втулки значительно усложняет конструкцию и увеличивает время технологического цикла, т.е. снижает производительность литьевой машины в целом.
Технической задачей данного изобретения является упрощение конструкции и уменьшение времени технологического цикла смыкания полуформ.
Решение состоит в том, что в гидромеханическом устройстве смыкания полуформ литьевой машины, например термопластавтомате, содержащем установленный в полом корпусе, смонтированном на неподвижной плите, ходовой винт, соединенный с расположенным на крышке полого корпуса приводом быстрого перемещения подвижной плиты и с ходовой гайкой, связанной с закрепленной на подвижной плите силовой втулкой с кольцевыми выступами на наружной поверхности, в рабочем положении полуформ взаимодействующими посредством выступов замка с поршнем гидроцилиндра запирания полуформ, вмонтированного в неподвижную плиту, замок выполнен в виде силовой гайки, резьбовым соединением связанной с силовой втулкой и жестко соединенной с зубчатым колесом внутреннего зацепления через шестерню, закрепленную на торцевой поверхности крышки полого корпуса, связанного с зубчатым колесом наружного зацепления, установленным на ходовом винте, имеющем резьбу с шагом S, определяемым из выражения
S/S1=Z/Z1,
где S1 - шаг резьбы силовой гайки;
Z - число зубьев зубчатого колеса наружного зацепления;
Z1 - число зубьев зубчатого колеса внутреннего зацепления.
Кроме того, с целью обеспечения при быстром перемещении подвижной плиты равностороннего зазора в резьбовом соединении силовой гайки с силовой втулкой между зубчатым колесом внутреннего зацепления и буртиком на внутренней поверхности полого корпуса установлена пружина сжатия.
Конструкция изобретения поясняется чертежами, где:
- на фиг.1 показан продольный разрез устройства в исходной позиции подвижной плиты;
- на фиг.2 изображено то же, но в рабочей позиции;
- на фиг.3 показан продольный разрез устройства в исходной позиции подвижной плиты для случая подпружиненной силовой гайки;
- на фиг.4 изображено то же, но в рабочей позиции подвижной плиты;
- на фиг.5 показано профильное сечение резьбы силовой втулки и подпружиненной силовой гайки в исходной позиции подвижной плиты и во время ее перемещения, сечение I на фиг.3;
- на фиг.6 показано сечение II на фиг.3 - в рабочей позиции подвижной плиты (с запертыми полуформами) для случая подпружиненной силовой гайки.
Гидромеханическое устройство смыкания полуформ литьевой машины, например термопластавтомата, состоит из полого корпуса 1 (фиг.1), закрепленного на неподвижной плите 2, в которой расположен гидроцилиндр 3 запирания полуформ 4. Гидроцилиндр 3 с полостями 5 и 6 имеет поршень 7, который при запирании полуформ 4 взаимодействует с силовой гайкой 8. Силовая гайка 8 установлена на силовой втулке 9, соединенной с ходовой гайкой 10, резьбовым соединением с шагом S связанной с ходовым винтом 11. Резьба на силовой втулке 9 выполнена крупнопрофильной с шагом S1, обеспечивающим передачу больших осевых усилий подвижной плите 12, на которой силовая втулка 9 жестко закреплена. Ходовой винт 11 установлен в крышке 13 полого корпуса 1, на которой расположен привод 14 быстрого перемещения подвижной плиты 12 и установлена шестерня 15, соединяющая зубчатое колесо 16 внутреннего зацепления с зубчатым колесом 17 наружного зацепления, установленным на ходовом винте 11. Зубчатое колесо 16 внутреннего зацепления обечайкой 18 жестко соединено с силовой гайкой 8. При этом зубчатое колесо 17 наружного зацепления имеет Z зубьев, а зубчатое колесо 16 внутреннего зацепления - Z1, которые выбираются из условия обеспечения силовой втулке 9 одной линейной скорости V как за счет вращения ходового винта 11, так и ее синхронного сопровождения силовой гайкой 8. Таким образом, исходя из равенства n1×S1=n×S, где n и n1 соответственно - число оборотов ходового винта 11 и силовой гайки 8, зависимость Z, Z1, S и S1 имеет следующий вид: S/S1=Z/Z1.
Для обеспечения гарантированного равностороннего зазора ΔS1 (фиг.5) в резьбовом соединении силовой втулки 9 с силовой гайкой 8 во время ее вращения в двух направлениях зубчатое колесо 16 внутреннего зацепления выполнено с буртиком 19 (фиг.3), между которым и буртиком 20 на внутренней поверхности полого корпуса 1 установлена пружина 21 сжатия.
Работает гидромеханическое устройство смыкания полуформ литьевой машины следующим образом.
Включением привода 14 быстрого перемещения подвижной плиты 12 приводится во вращение ходовой винт 11 и, соответственно, зубчатое колесо 17 наружного зацепления. За счет резьбового соединения ходового винта 11 с ходовой гайкой 10, жестко закрепленной в силовой втулке 9, последняя начинает по ходовому винту 11 быстро перемещаться со скоростью V, переводя тем самым подвижную плиту 12 из исходной позиции в рабочую. При этом зубчатое колесо 17 наружного зацепления через шестерню 15 передает вращение зубчатому колесу 16 внутреннего зацепления, а значит, и силовой гайке 8, которая своим вращением с числом оборотов n1, заданным соотношением S/S1=Z/Z1, и обеспечивает силовой втулке 9 свободный из нее выход со скоростью V. При соприкосновении полуформ 4 в полость 5 гидроцилиндра 3 их запирания подается рабочая жидкость. Поршень 7 начинает при этом перемещаться до контакта с торцевой поверхностью силовой гайки 8 и последующей выборки зазора, существовавшего в ее резьбовом соединении с силовой втулкой 9 во время ее свободного из силовой гайки 8 выдвижения. Цикл смыкания полуформ таким образом завершается их силовым запиранием (фиг.2). Возвращение подвижной плиты 12 происходит при подаче рабочей жидкости в полость 6 и, соответственно, разгрузке силовой гайки 8 с последующим включением привода 14 быстрого перемещения подвижной плиты 12 в обратном вышеописанному направлении.
В случае установки между буртиками 19 и 20 пружины 21 силовая гайка 8 во время ее вращения (в двух направления) находится в крайнем левом положении, обеспечивающем равносторонний зазор ΔS1 в ее резьбовом соединении с силовой втулкой 9, благодаря которому достигаются одинаковые условия их взаимодействия независимо от направления вращения силовой гайки 8.
Таким образом, выполнение в гидромеханическом устройстве смыкания полуформ литьевой машины замка в виде резьбовой пары, состоящей из силовой втулки и силовой гайки, установленной в неподвижной плите с возможностью ограниченного осевого перемещения и жестко соединенной с зубчатым колесом внутреннего зацепления через шестерню, закрепленную на торцевой поверхности крышки полого корпуса, связанного с зубчатым колесом наружного зацепления, расположенным на ходовом винте, имеющем резьбу с шагом S, определяемым из выражения S/S1=Z/Z1, где S1 - шаг резьбы силовой гайки, Z - число зубьев зубчатого колеса наружного зацепления и Z1 - число зубьев зубчатого колеса внутреннего зацепления, позволяет, упростив конструкцию, значительно снизить время цикла смыкания полуформ, т.е. в конечном итоге повысить производительность литейной машины. При этом за счет подпружинивания силовой гайки относительно полого корпуса достигаются одинаковые условия взаимодействия силовой втулки с силовой гайкой, независимо от направления ее вращения, т.е. гарантируется свободное, без соприкосновения их боковых резьбовых поверхностей, перемещение силовой втулки при быстром подводе и отводе подвижной плиты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Механизм запирания полуформ литьевой машины | 1977 |
|
SU668178A1 |
| Механизм запирания форм литьевой машины для полимеров | 1978 |
|
SU770822A1 |
| Литьевая машина | 1973 |
|
SU729079A1 |
| Устройство запирания форм литьевойМАшиНы для пОлиМЕРОВ | 1979 |
|
SU793795A1 |
| МЕХАНИЗМ СМЫКАНИЯ ПОЛУФОРМ ЛИТЬЕВОЙ МАШИНЫ, НАПРИМЕР ТЕРМОПЛАСТАВТОМАТА | 2004 |
|
RU2255863C1 |
| Механизм запирания вертикальной литьевой машины | 1990 |
|
SU1761529A1 |
| Механизм замыкания форм литьевой машины для пластмасс | 1975 |
|
SU606541A3 |
| Литьевая многопозиционная машина для переработки пластмасс | 1981 |
|
SU1016189A1 |
| Механизм смыкания форм литьевой машины | 1981 |
|
SU1028521A2 |
Изобретение относится к области приводных механизмов литьевых машин, в частности термопластавтоматов, и может быть использовано для перемещения подвижной плиты в положение сомкнутых полуформ с их запиранием во время формования изделий. Техническим результатом является упрощение конструкции, снижение времени смыкания полуформ и обеспечение равных условий работы устройства при прямом и обратном ходе подвижной плиты. Технический результат достигается в гидромеханическом устройстве смыкания полуформ литьевой машины, содержащем полый корпус на неподвижной плите с ходовым винтом внутри, соединенным с приводом его вращения и ходовой гайкой. Ходовая гайка связана с закрепленной на подвижной плите силовой втулкой с кольцевыми выступами на наружной поверхности для взаимодействия через замок с поршнем гидроцилиндра запирания полуформ. При этом замок выполнен в виде резьбовой пары силовой втулки и силовой гайки, установленной в неподвижной плите с возможностью ограниченного осевого перемещения и жестко соединенной с зубчатым колесом внутреннего зацепления через шестерню. Шестерня закреплена на торцевой поверхности крышки полого корпуса, связанного с зубчатым колесом наружного зацепления, расположенным на ходовом винте с шагом S. Шаг определяется из выражения S/S1=Z/Z1, где S1 - шаг резьбы силовой гайки, Z - число зубьев зубчатого колеса наружного зацепления, Z1 - число зубьев зубчатого колеса внутреннего зацепления. При этом силовая гайка относительно полого корпуса подпружинена. 1 з.п. ф-лы, 6 ил.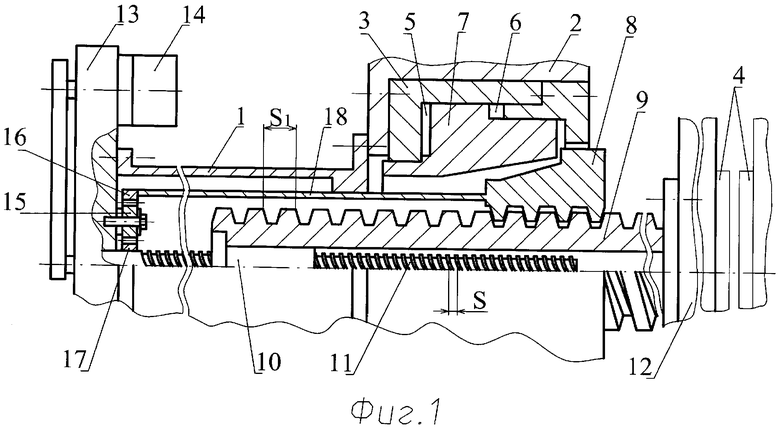
1. Гидромеханическое устройство смыкания полуформ литьевой машины, например термопластавтомата, содержащее установленный в полом корпусе, смонтированном на неподвижной плите, ходовой винт, соединенный с расположенным на крышке полого корпуса приводом быстрого перемещения подвижной плиты и ходовой гайкой, связанной с закрепленной на подвижной плите силовой втулкой с кольцевыми выступами на наружной поверхности, в рабочем положении полуформ взаимодействующими посредством выступов замка с поршнем гидроцилиндра запирания полуформ, вмонтированного в неподвижную плиту, отличающееся тем, что замок выполнен в виде резьбовой пары, состоящей из силовой втулки и силовой гайки, установленной в неподвижной плите с возможностью ограниченного осевого перемещения и жестко соединенной с зубчатым колесом внутреннего зацепления через шестерню, закрепленную на торцевой поверхности крышки полого корпуса, связанного с зубчатым колесом наружного зацепления, расположенным на ходовом винте, имеющем резьбу с шагом S, определяемым из выражения
S/S1=Z/Z1,
где S1 - шаг резьбы силовой гайки;
Z - число зубьев зубчатого колеса наружного зацепления;
Z1 - число зубьев зубчатого колеса внутреннего зацепления.
2. Устройство по п.1, отличающееся тем, что между зубчатым колесом внутреннего зацепления и буртиком на внутренней поверхности полого корпуса установлена пружина сжатия.
| Прибор для вычерчивания, так называемых, кривых Жуковского, напр. профилей аэропланных крыльев, пропеллеров и т.п. | 1927 |
|
SU10792A1 |
| US 2004091570 A, 15.08.2002 | |||
| ФОРМОЗАМЫКАЮЩЕЕ УСТРОЙСТВО ДЛЯ МАШИНЫ ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1994 |
|
RU2141402C1 |
| JP 4259522 A, 16.09.1992 | |||
| JP 60132709 A, 15.07.1985 | |||
| DE 10146800 A1, 26.09.2002. | |||

