Изобретение относится к области металлообработки и может быть использовано в станкостроении, в частности в станках, имеющих вертикально расположенный шпиндель для операций сверления, фрезерования, развертывания и шлифования.
При изготовлении деталей необходимые отверстия в них получают, используя механическую и электроэрозионную обработки. Однако для некоторых деталей, например, лопаток газотурбинного двигателя (ГТД), отверстия в которых получают методом электроэрозионной обработки, появляется необходимость в проведении дополнительной обработки отверстий для снятия измененного слоя. Так, например, дополнительную обработку отверстий диаметром 1,2 мм в лопатках ГТД производят на ультразвуковом высокоскоростном сверлильном станке (с частотой вращения n=120000 об/мин) с использованием алмазной головки в качестве абразивного инструмента. Из-за небольшого диаметра отверстий (1,2 мм) и их расположения на криволинейной поверхности пера лопатки, а также свойств самого материала лопатки, изготовление данных отверстий связано с большой трудоемкостью. Неточность установки оси вращения абразивного инструмента по отношению к центру обрабатываемого отверстия (несоосность обрабатываемого отверстия и абразивного инструмента) может привести к быстрому износу, а в некоторых случаях и к поломке абразивного инструмента. Поэтому возникает необходимость центрирования абразивного инструмента перед дополнительной обработкой отверстий.
Известен способ центрирования абразивного инструмента относительно обрабатываемого отверстия детали, который приведен в а.с. SU 1553282 А1, 30.03.1990, В23В 49/00, включающий совмещение оси вращения абразивного инструмента с осью обрабатываемого отверстия детали. В данном способе центрирование абразивного инструмента (сверлильной головки) осуществляется визуально с помощью микроскопа (или оптического лазера), который предварительно устанавливают вместо сверлильной головки. Недостатками данного способа являются наличие погрешностей, связанных с неточностью визуального совмещения центра микроскопа (или точки лазера) с центром отверстия и неточностью базирования сверлильной головки после снятия микроскопа (оптического лазера). В результате суммарная погрешность может достигать 50 мкм.
Известен также способ центрирования абразивного инструмента относительно обрабатываемого отверстия детали, приведенный в а.с. SU 1166909 А, 15.07.1985, В23В 31/04 - прототип, включающий совмещение оси вращения абразивного инструмента с осью обрабатываемого отверстия детали. В этом способе центрирование абразивного (режущего) инструмента осуществляется непосредственно в процессе обработки за счет перемещения инструмента в радиальном направлении посредством подшипника и подпружиненных пластин. Недостатками данного способа является то, что на режущий инструмент постоянно действует радиальная сила, что может привести к уводу инструмента от центра обрабатываемого отверстия в процессе обработки, что в свою очередь может привести к неточности обработки и поломке инструмента, например, в случае, если диаметр инструмента составляет менее 1 мм, а частота вращения более 50000 об/мин.
Технический результат заявленного изобретения - повышение точности центрирования абразивного инструмента относительно обрабатываемого отверстия, что повышает качество обрабатываемой поверхности и позволяет увеличить ресурс работы абразивного инструмента.
Указанный технический результат достигается тем, что в способе центрирования абразивного инструмента относительно обрабатываемого отверстия детали, включающем совмещение оси вращения абразивного инструмента с осью обрабатываемого отверстия детали, предварительно ось вращения абразивного инструмента совмещают с осью вращения магнитного патрона при отключенном магнитном поле, далее на магнитный патрон устанавливают механизм крепления детали с закрепленной на нем деталью, совмещают ось вращения абразивного инструмента с осью обрабатываемого отверстия детали путем перемещения относительно магнитного патрона механизма крепления детали и фиксируют механизм крепления детали на магнитном патроне путем включения магнитного поля.
При этом перемещение механизма крепления детали осуществляют при помощи входящих в него подпружиненных шариков.
Совмещение оси вращения абразивного инструмента с осью обрабатываемого отверстия детали, а также совмещение оси вращения абразивного инструмента с осью вращения магнитного патрона можно осуществить с помощью оптического устройства.
В качестве абразивного инструмента можно использовать алмазную головку.
Под магнитным патроном в данном случае понимается устройство, включающее плиту с установленной в ней магнитом, выполненным с возможностью перемещения посредством поворота ключа, меняя тем самым магнитное поле.
Под осью обрабатываемого отверстия детали понимается ось, проходящая через центр обрабатываемого отверстия.
Совмещение оси вращения абразивного инструмента с осью вращения магнитного патрона, на который устанавливают закрепленную с помощью механизма крепления детали, и с осью обрабатываемого отверстия детали позволяет повысить точность центрирования абразивного инструмента относительно обрабатываемого отверстия детали. Фиксация механизма крепления детали на магнитном патроне путем включения магнитного поля (т.е. осуществление примагничивания механизма крепления детали к магнитному патрону) позволяет предотвратить смещение детали относительно магнитного патрона, а следовательно, и относительно самого абразивного инструмента. Благодаря этому повышается качество обрабатываемой поверхности и увеличивается ресурс работы абразивного инструмента.
Перемещение механизма крепления детали относительно магнитного патрона позволяет, к тому же, оперативно осуществить совмещение оси вращения абразивного инструмента с осью вращения магнитного патрона и с осью обрабатываемого отверстия детали.
Предложенное изобретение поясняется схематичными чертежами.
На фиг.1 показано устройство, реализующее способ центрирования абразивного инструмента относительно обрабатываемого отверстия детали;
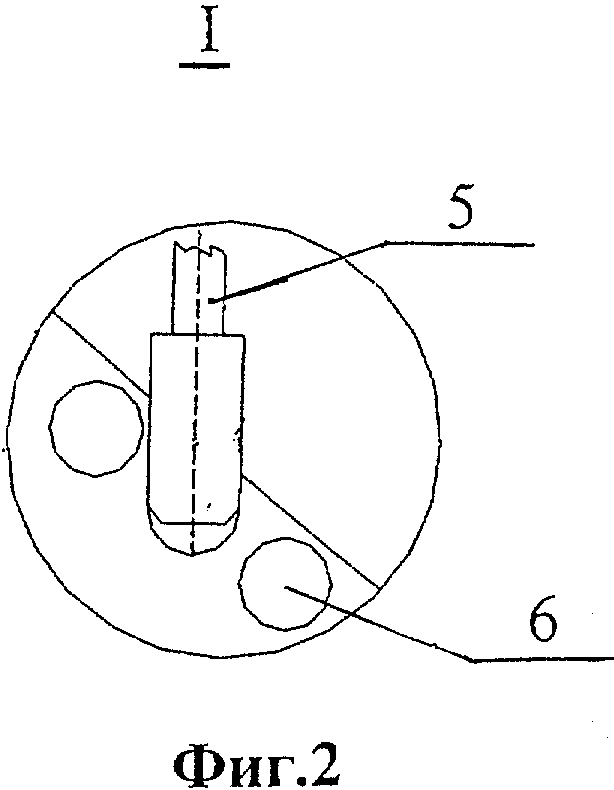
на фиг.2 показан фрагмент I детали с введенным абразивным инструментом в обрабатываемое отверстие.
Устройство для реализации способа центрирования абразивного инструмента относительно обрабатываемого отверстия детали (фиг.1) содержит магнитный патрон 1, механизм крепления 2 детали 3, который включает подпружиненные шарики 4.
Способ центрирования абразивного инструмента относительно обрабатываемого отверстия детали осуществляется следующим образом (реализация способа показана на примере использования устройства для центрирования абразивного инструмента в ультразвуковом сверлильном станке).
На крестовой стол ультразвукового сверлильного станка (на чертежах не показан), снабженного также электрошпинделем с абразивным инструментом, поворотным устройством, индикатором, устанавливают и закрепляют поворотное устройство в сборе с магнитным патроном 1. Совмещают ось вращения абразивного инструмента, например, алмазной головки 5, и ось вращения магнитного патрона 1, перемещая крестовой стол, и фиксируют «ноль» отметки на индикаторе. В качестве индикатора может быть использован, например, МИГ-1. На магнитный патрон 1 с «отключенным» магнитным полем устанавливается механизм крепления 2 детали с закрепленной на нем деталью 3, например, лопаткой ГТД. Совмещают ось вращения алмазной головки 5 и ось обрабатываемого отверстия 6 детали 3. Указанное совмещение осуществляют путем перемещения относительно магнитного патрона 1 механизма крепления 2 детали 3. Перемещение механизма крепления 2 детали 3 осуществляют, например, при помощи входящих в него подпружиненных шариков 4. При этом механизм крепления 2 детали 3 устанавливают на магнитный патрон 1 с зазором А. Величину А зазора можно регулировать винтами (на чертежах не показаны). В каждом конкретном случае величина зазора А может быть разной. Данную величину выбирают исходя из того, чтобы она была достаточной для свободного перемещения механизма крепления 2 детали 3 и в тоже время не настолько большой, чтобы при включении магнитного поля (осуществлении примагничивания магнитным патроном 1 механизма крепления 2 детали 3) центр обрабатываемого отверстия 6 мог сместиться относительно оси вращения магнитного патрона 1.
Совмещение оси вращения алмазной головки 5 и оси обрабатываемого отверстия 6 детали 3, а также совмещение оси вращения магнитного патрона 1 и оси вращения алмазной головки 5 можно осуществить с помощью оптического устройства, например, оптической системы «Электроника».
При помощи электрошпинделя сверлильного станка алмазную головку 5 приводят во вращение (например, с частотой вращения n≤100 об/мин) и вводят в обрабатываемое отверстие 6 детали 3. При вводе вращающегося заборного конуса инструмента 5 в обрабатываемое отверстие 6 (фиг.2) происходит самоцентрирование алмазной головки 5 относительно отверстия 6. Изменив («включив») магнитное поле патрона 1 с помощью поворота ключа (на чертежах не показан), фиксируют совмещенные ось вращения алмазной головки 5 и ось обрабатываемого отверстия 6 детали 3 путем примагничивания механизма крепления 2 детали к магнитному патрону 1.
После завершения центрирования алмазной головки 5 относительно обрабатываемого отверстия 6 включают поворотное устройство и электрошпиндель станка. Осуществляют обработку детали 3 в рабочем режиме (с частотой вращения n=120000 об/мин).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ НА УСТРОЙСТВЕ ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2007 |
|
RU2353500C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2003 |
|
RU2287420C2 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЛИНЗ | 1998 |
|
RU2127182C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 1996 |
|
RU2170165C2 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| СПОСОБ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 2016 |
|
RU2658769C2 |
| КОМБИНИРОВАННЫЙ АЛМАЗНО-АБРАЗИВНО-ВЫГЛАЖИВАЮЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2303512C1 |
Способ центрирования абразивного инструмента относительно обрабатываемого отверстия детали относится к области металлообработки и включает совмещение оси вращения абразивного инструмента с осью обрабатываемого отверстия детали. Предварительно ось вращения абразивного инструмента совмещают с осью вращения магнитного патрона при отключенном магнитном поле. Далее на магнитный патрон устанавливают механизм крепления детали с закрепленной на нем деталью, совмещают ось обрабатываемого отверстия с осью абразивного инструмента путем перемещения относительно магнитного патрона механизма крепления детали и фиксируют механизм крепления детали на магнитном патроне путем включения магнитного поля. Обеспечивается повышение точности центрирования абразивного инструмента относительно обрабатываемого отверстия, что повышает качество обрабатываемой поверхности и позволяет увеличить ресурс работы абразивного инструмента. 3 з.п. ф-лы, 2 ил.
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ КОВРОВО-УЗОРЧАТЫХ ПЛИТОК ИЗ ПОРОШКОВ | 0 |
|
SU356132A1 |
| Устройство для центрирования заготовки на планшайбе | 1987 |
|
SU1484442A1 |
| Способ установки заготовки при шлифовании цилиндрических поверхностей | 1991 |
|
SU1802788A3 |
| Способ изготовления гнутых профилей | 1978 |
|
SU679282A1 |
| ПОЛУАВТОМАТ ДЛЯ ДОВОДКИ ГЛУХИХ ОТВЕРСТИЙ | 0 |
|
SU300303A1 |

