Предполагаемые изобретения относятся к изготовлению заготовок деталей машин, например, штамповкой из отработавших свой ресурс крупногабаритных цилиндрических деталей, например осей колесных пар железнодорожного подвижного состава.
Известен способ утилизации бывших в эксплуатации осей колесных пар железнодорожного подвижного состава (РФ, п. №2320461, МПК B23D 31/00, В21К 7/00, от 03.05.2006 г., опубл. 27.03.2008 г.).
Способ представляет собой схему раскроя оси, которая предусматривает получение из нее различных заготовок под штамповку поковок для изготовления из них определенных деталей, в том числе пятника. В соответствии с данным способом у концевых участков оси отрезают торцы и оставшиеся части используют для изготовления определенной номенклатуры деталей. В соответствии с данным способом для изготовления поковки пятника используются концевые участки оси, у которых предварительно отрезаны торцы.
Из ступенчатого концевого участка раскроенной таким образом оси изготовить качественную поковку пятника традиционным способом, т.е. при ее предварительной осадке на плоских бойках, проблематично, т.к. образуются складки металла на резких переходах ступеней исходной заготовки, переходящие в зажимы при окончательной штамповке. Для того чтобы избежать указанных недостатков при осадке заготовки на плоских бойках, необходимо подготовить ступенчатую часть заготовки, например за счет обработки резанием сгладить острые углы ступенчатой части.
Технической задачей предлагаемых изобретений является улучшение качества поковки пятника.
Известен инструмент для осадки исходной заготовки верхним фасонным и нижним плоским бойками (А.П.Атрошенко и др. Ковка и штамповка. М.: Машиностроение, 1986 г., с.186; Е.И.Семенов. Технология и оборудование ковки и горячей штамповки. М.: Машиностроение, 1999 г., с.227).
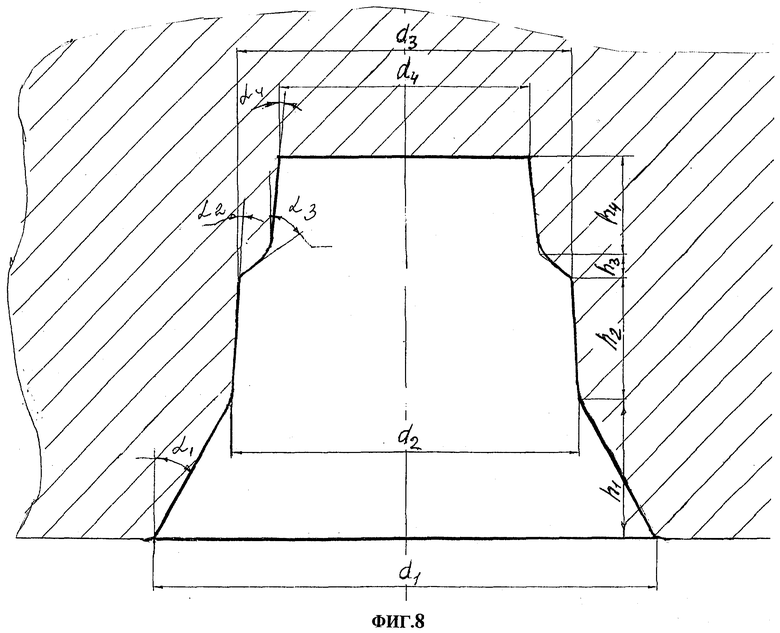
Поставленная задача достигается тем, что в способе штамповки поковки пятника для сцепки вагонов подвижного состава из ступенчатой цилиндрической заготовки, полученной из ступенчатых концевых участков бывших в эксплуатации осей колесных пар подвижного состава, включающем осадку исходной заготовки верхним фасонным бойком с рабочей полостью и нижним плоским бойком, окончательную штамповку и обрезку облоя, используют верхний фасонный боек с рабочей полостью, выполненной со ступенчатой конусообразной поверхностью, имеющей четыре ступени, конусность которых соответственно определена углами α1=30°, α2=3°, α3=55°, α4=5°, а высота и диаметр заданы в зависимости от высоты и диаметра соответствующих ступеней ступенчатой заготовки, при этом отношение высоты к диаметру каждой ступени составляет h1:d1=0,3; h2:d2=0,4; h3:d3=0,07; h4:d4=0,4.
Воздействие при осадке на ступенчатую часть заготовки ступенчатыми конусообразными поверхностями рабочей полости верхнего бойка с относительной высотой, диаметром и конусностью каждой ступени, которые заданы в зависимости от высоты и диаметра каждой ступени исходной заготовки, позволяет исключить складкообразование металла на осаживаемой ступенчатой части заготовки и появление при окончательной штамповке зажимов на этом участке, что улучшает качество поковки за счет исключения этого вида брака. Кроме того, применение данного способа устраняет трудоемкий и металлоотходный процесс обработки резанием, что экономично.
Поставленная задача достигается тем, что устройство для осадки ступенчатой цилиндрической заготовки, полученной из ступенчатых концевых участков бывших в эксплуатации осей колесных пар подвижного состава, при штамповке из нее поковки пятника для сцепки вагонов подвижного состава содержит верхний фасонный боек с рабочей полостью и нижний плоский боек, при этом рабочая полость верхнего фасонного бойка выполнена со ступенчатой конусообразной поверхностью, имеющей четыре ступени, поверхности которых плавно сопряжены между собой, конусность упомянутых поверхностей ступеней определена соответственно углами α1=30°, α2=3°, α3=55°, α4=5°, а отношение высоты к диаметру каждой ступени составляет h1:d1=0,3; h2:d2=0,4; h3:d3=0,07; h4:d4=0,4.
Выполнение рабочей полости верхнего бойка в устройстве для осадки ступенчатой части заготовки со ступенчатыми конусообразными поверхностями с заданными конусностью, относительной высотой и диаметром каждой ступени позволяет исключить при осадке указанной части заготовки складок металла в зонах переходов ступеней, исключить, в связи с этим, образование зажимов при окончательной штамповке, т.е. улучшить качество поковки.
Выполнение между ступенчатыми поверхностями рабочей полости плавных сопряжений, позволяет устранить резкие переходы между ступенями заготовки при ее осадке и, тем самым, обеспечить подготовку заготовки к окончательной штамповке.
Выполнение отношения относительной высоты к диаметру каждой ступени заявляемым соотношением, т.е. h1:d1; h2:d2; h3:d3; h4:d4, соответствующим 0,3; 0,4; 0,07; 0,4, а конусности каждой ступени углами α1, α1, α3, α4, соответствующими для каждой ступени 30°; 3°; 55°; 5°, позволяет обеспечить плавную, равномерную деформацию заготовки на ее ступенчатом участке без образования в местах перехода ступеней складок металла, исключить, в связи с этим, зажимы на этих участках при окончательной штамповке.
В результате проведенных патентных исследований не выявлено известных из уровня техники аналогичных технических решений, характеризуемых заявляемой совокупностью признаков, что позволяет сделать вывод, что заявляемые технические решения обладают «новизной» и «изобретательским уровнем», могут найти применение в промышленности при изготовлении поковок пятника для сцепки вагонов подвижного состава, т.е. являются «промышленно применимыми».
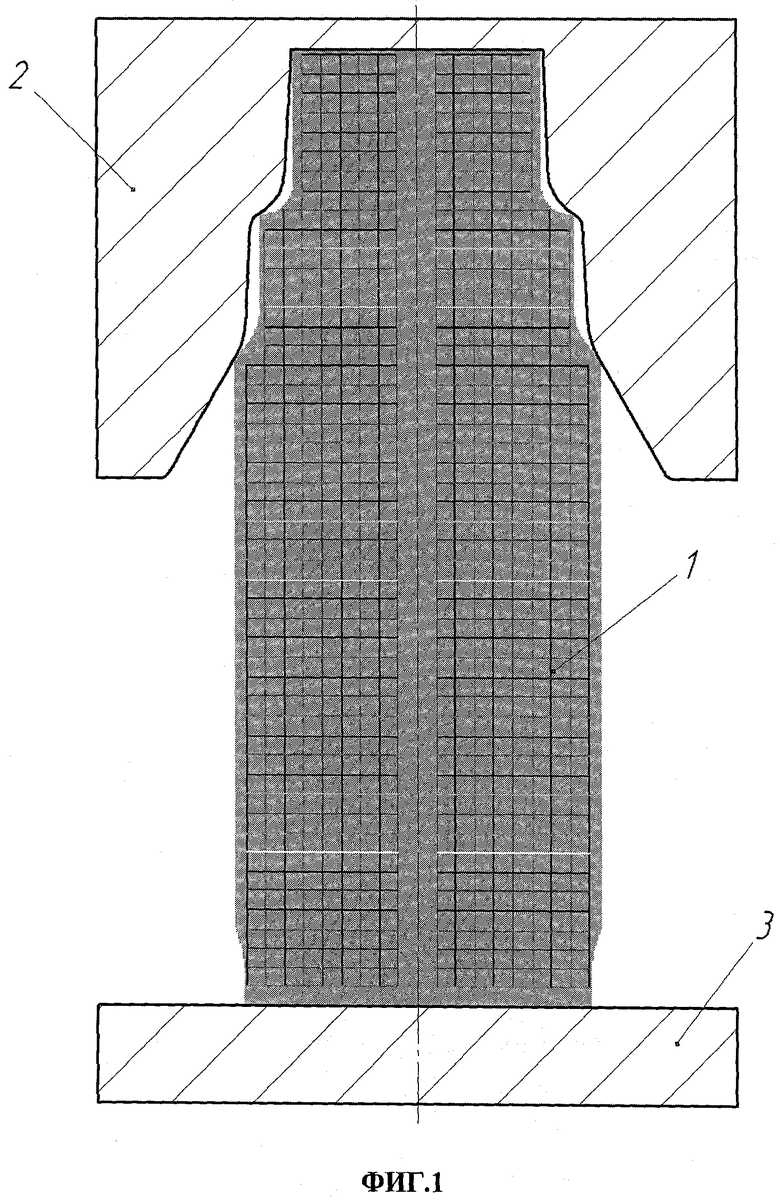
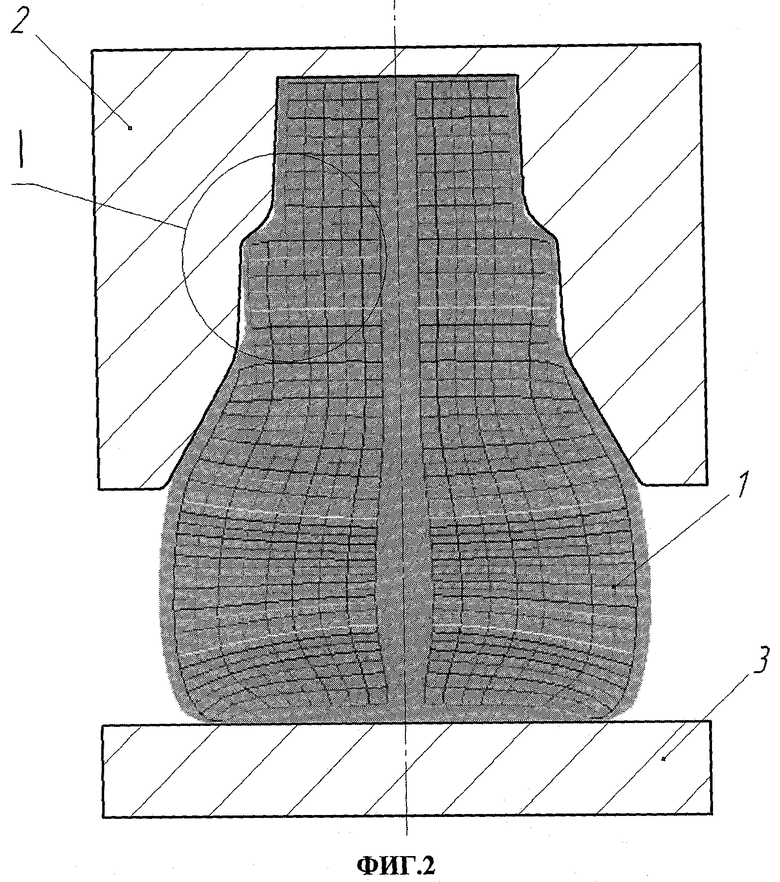
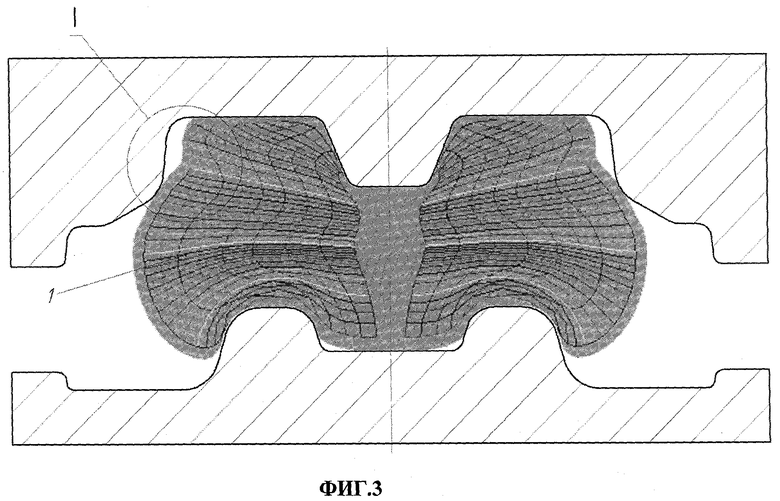
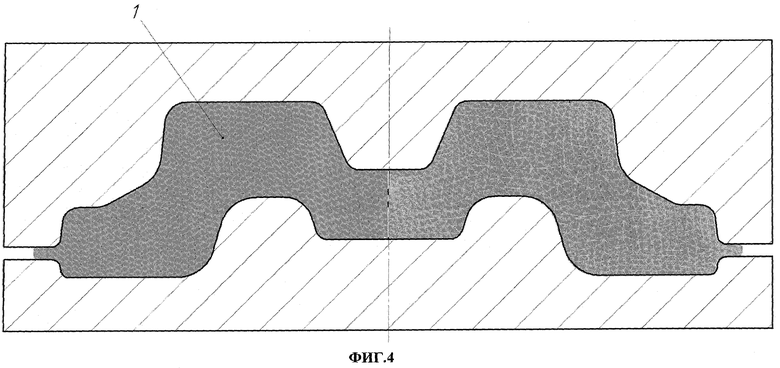
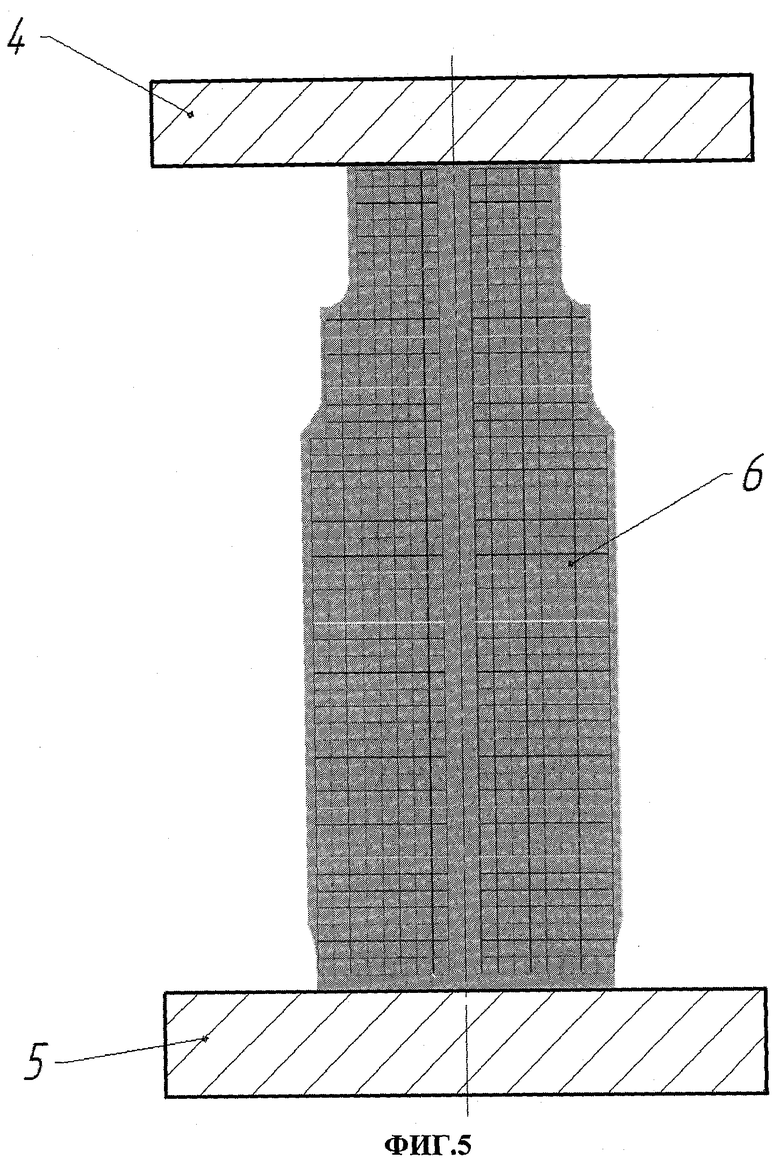
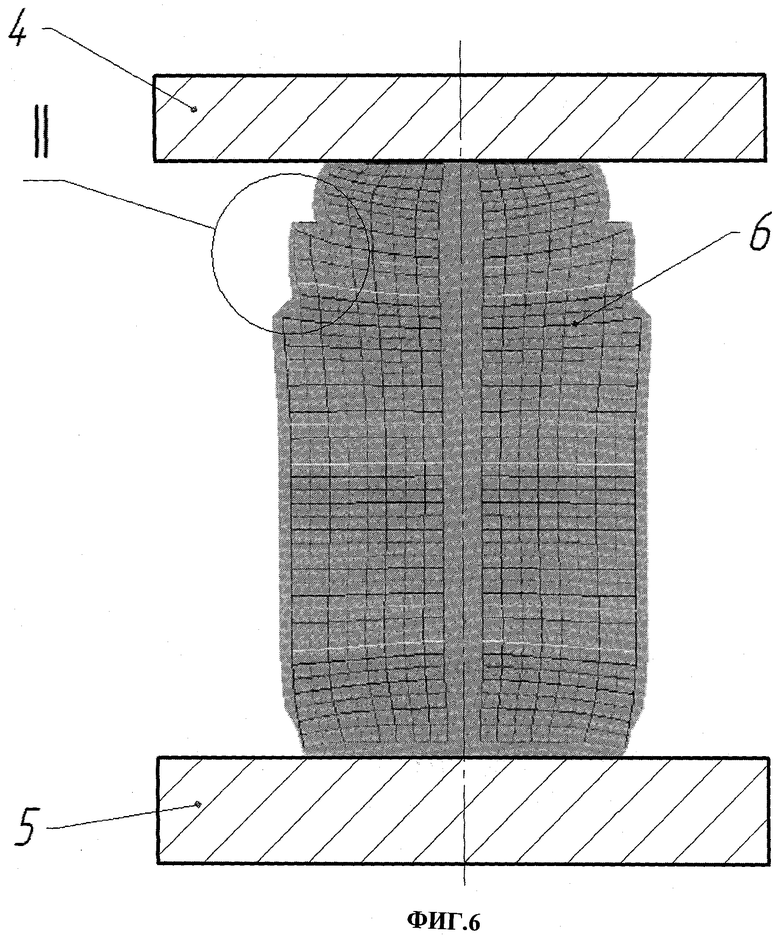
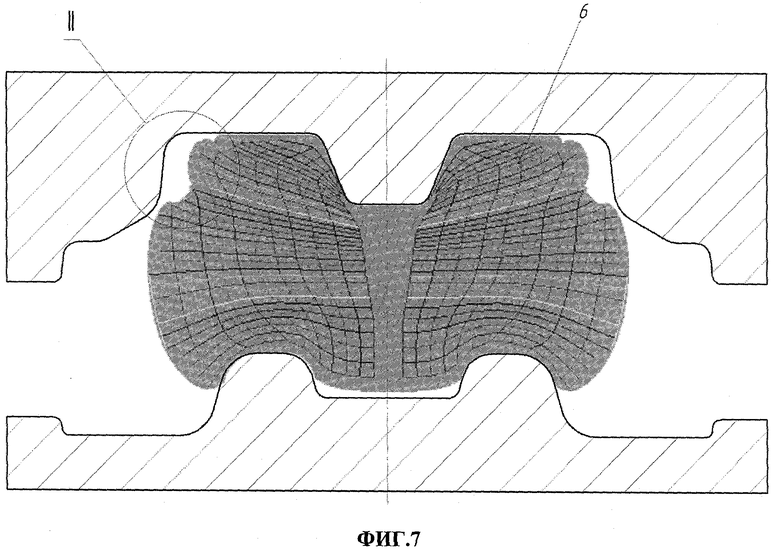
Сущность изобретений поясняется чертежами, где на фиг.1 представлено сечение исходной ступенчатой заготовки с координатной сеткой для компьютерного моделирования осадки верхним фасонным и нижним плоскими бойками; на фиг.2 представлены результаты компьютерного моделирования формоизменения исходной заготовки верхним фасонным и нижним плоским бойками после осадки; на фиг.3 представлены результаты компьютерного моделирования формоизменения осаженной заготовки на промежуточной стадии окончательной штамповки; на фиг.4 представлены результаты компьютерного моделирования формоизменения заготовки в конечный момент штамповки поковки пятника; на фиг.5 представлено сечение исходной ступенчатой заготовки с координатной сеткой для компьютерного моделирования осадки плоскими верхним и нижним бойками; на фиг.6 представлены результаты компьютерного моделирования формоизменения исходной заготовки верхним и нижним плоскими бойками после осадки; на фиг.7 представлены результаты компьютерного моделирования формоизменения осаженной заготовки на промежуточной стадии окончательной штамповки; на фиг.8 - поперечный разрез рабочей полости верхнего бойка устройства для осадки.
Сущность способа изготовления поковки пятника, предназначенного для сцепки вагонов подвижного состава, заключается в следующем.
Для изготовления поковки пятника, предназначенного для сцепки вагонов подвижного состава из ступенчатой цилиндрической заготовки, в качестве которой используют, например, ступенчатые концевые участки бывших в эксплуатации осей колесных пар подвижного состава, осуществляют осадку исходной заготовки, при этом на ступенчатую часть заготовки воздействуют ступенчатыми конусообразными поверхностями рабочей полости верхнего бойка с относительной высотой, диаметром и конусностью каждой ступени, заданными в зависимости от высоты и диаметра каждой ступени исходной заготовки.
Способ осуществляют следующим образом.
Осадку по заявляемому способу осуществляют на бойках ковочного молота, а окончательную штамповку - в молотовом штампе.
Для этого нагретые до ковочной температуры концевые участки предварительно разрезанных бывших в эксплуатации осей подвижного состава устанавливают соосно рабочей полости верхнего бойка 3 на плоский нижний боек 1 и производят осадку. Далее осаженная заготовка передается на штамповочный молот, где в открытом ручье осуществляют окончательную штамповку поковки пятника, а затем на обрезном прессе в обрезном штампе удаляют облой.
Для подтверждения улучшения качества поковки за счет заявляемого способа было проведено компьютерное моделирование формоизменения на предлагаемых переходах штамповки с помощью САЕ - программы РАПИД - 2D, методом конечных элементов.
Сущность устройства для осадки заключается в следующем.
Устройство содержит верхний фасонный боек 3 и плоский нижний боек 2, которые устанавливают в ковочном молоте (не показан).
Рабочая полость верхнего бойка 3 выполнена со ступенчатыми конусообразными поверхностями с заданными конусностью, относительной высотой и диаметром каждой ступени.
В рабочей полости бойка 3 поверхности каждой ступени плавно сопряжены между собой.
Отношение относительной высоты к диаметру каждой ступени рабочей поверхности бойка 2 h1:d1; h2:d2, h3:d3; h4:d4 составляет соответственно 0,3; 0,4; 0,07; 0,4. Конусность каждой ступени определяется углами α1, α2, α3, α4, которые выполнены 30°; 3°; 55°; 5° соответственно.
Воздействие на ступенчатую часть заготовки 1 верхним бойком 2 с заявленными параметрами поверхностей рабочей полости позволяет производить осадку заготовки без предварительной ее механической обработки и осуществлять осадку без опасности образования складок металла на каждой ступени заготовки, что позволяет исключить зажимы при штамповке, т.е. улучшить качество поковки.
Как видно из фиг.6, 7, использование для осадки заготовки 6 плоских верхнего 4 и нижнего бойков 5 в процессе осадки на ее ступенчатом участке образуются складки, а впоследствии зажимы металла (вид II), чего не происходит при осуществлении заявляемого способа заявляемым устройством (вид I, фиг.2, 3).
Таким образом, заявляемые способ штамповки для изготовления поковки пятника, в качестве исходной заготовки для которой используют, например, ступенчатые концевые участки бывших в эксплуатации осей колесных пар подвижного состава, а также устройство для осуществления способа позволяют улучшить качество поковки, исключить обработку резанием для предварительной подготовки исходной заготовки, что экономично.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Штамп для изготовления изделий типа низких толстостенных колец | 1991 |
|
SU1821285A1 |
| Штамп для объемной штамповки поковок | 1985 |
|
SU1368098A1 |
| Штамп для изготовления изделий типа колец с массивным ободом | 1989 |
|
SU1731390A2 |
| Штамп для изготовления изделий типа колец с массивным ободом | 1988 |
|
SU1569072A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК ДЛЯ ПОДШИПНИКОВ МЕТОДАМИ СВОБОДНОЙ КОВКИ | 2003 |
|
RU2247622C2 |
| Способ ковки поковок типа пластин | 1990 |
|
SU1761364A1 |
| Способ ковки слитка | 1985 |
|
SU1379003A1 |
Изобретения относятся к изготовлению заготовок деталей машин, например, штамповкой из отработавших свой ресурс крупногабаритных цилиндрических деталей, например осей колесных пар железнодорожного подвижного состава. Способ включает осадку ступенчатой заготовки, окончательную штамповку и обрезку облоя. Для осадки используют верхний фасонный боек с рабочей полостью, которая выполнена со ступенчатой конусообразной поверхностью. Устройство содержит верхний фасонный боек с рабочей полостью и нижний плоский боек. Конусообразная поверхность имеет четыре ступени, конусность которых определена соответственно углами α1=30°, α2=3°, α3=55°, α4=5°. Поверхности каждой ступени плавно сопряжены между собой. Отношение высоты к диаметру каждой ступени составляет h1:d1=0,3, h2:d2=0,4, h3:d3=0,07, h4:d4=0,4. В результате обеспечивается улучшение качества поковки пятника. 2 н.п. ф-лы, 8 ил.
1. Способ штамповки поковки пятника для сцепки вагонов подвижного состава из ступенчатой цилиндрической заготовки, полученной из ступенчатых концевых участков бывших в эксплуатации осей колесных пар подвижного состава, включающий осадку ступенчатой заготовки верхним фасонным бойком с рабочей полостью и нижним плоским бойком, окончательную штамповку и обрезку облоя, причем используют верхний фасонный боек с рабочей полостью, выполненной со ступенчатой конусообразной поверхностью, имеющей четыре ступени, конусность которых, соответственно, определена углами α1=30°, α2=3°, α3=55°, α4=5°, а высота и диаметр заданы в зависимости от высоты и диаметра соответствующих ступеней ступенчатой заготовки, при этом отношение высоты к диаметру каждой ступени составляет h1:d1=0,3, h2:d2=0,4, h3:d3=0,07, h4:d4=0,4.
2. Устройство для осадки ступенчатой цилиндрической заготовки, полученной из ступенчатых концевых участков бывших в эксплуатации осей колесных пар подвижного состава, при штамповке из нее поковки пятника для сцепки вагонов подвижного состава, содержащее верхний фасонный боек с рабочей полостью и нижний плоский боек, при этом рабочая полость верхнего фасонного бойка выполнена со ступенчатой конусообразной поверхностью, имеющей четыре ступени, поверхности которых плавно сопряжены между собой, конусность упомянутых поверхностей ступеней определена, соответственно, углами α1=30°, α2=3°, α3=55°, α4=5°, а отношение высоты к диаметру каждой ступени составляет h1:d1=0,3, h2:d2=0,4, h3:d3=0,07, h4:d4=0,4.
| Семенов Е.И | |||
| Технология и оборудование ковки и горячей штамповки | |||
| - М.: Машиностроение, 1999, с.227 | |||
| Устройство для осадки заготовок из труднодеформируемых материалов | 1981 |
|
SU1042864A1 |
| Устройство для осадки полой конической заготовки в плоское кольцо | 1983 |
|
SU1107929A1 |
| СПОСОБ УТИЛИЗАЦИИ БЫВШИХ В ЭКСПЛУАТАЦИИ ОСЕЙ КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА | 2006 |
|
RU2320461C2 |
| СПОСОБ ПРАВКИ КРУПНОГАБАРИТНЫХ ПОКОВОК ТИПА ДИСКОВ, КОЛЕЦ, ФЛАНЦЕВ, ПЯТНИКОВ | 2006 |
|
RU2311250C1 |
| US 4549679 A, 29.10.1985. | |||

