Область техники, к которой относится изобретение
Изобретение относится к полуфабрикату литейного чугуна с отличной обрабатываемостью и способу его получения.
Уровень техники
В качестве вязкого чугуна известен пластичный чугун, полученный путем добавления Mg, Ca, Се и других элементов агента сфероидализации графита, вызывающих сфероидализацию графита, и чугун с компактным червеобразным графитом (в последующем называется "литейный чугун C/V". Кроме того, существует ковкий чугун, полученный путем термической обработки белого чугуна, произведенного путем литья чугуна.
В этом литейном чугуне C/V графит не становится сфероидальным и присутствует в виде промежуточной формы графитной массы и т.п. Кроме того, после термической обработки ковкий чугун обладает хорошей жидкотекучестью, пластичностью и вязкостью, подобно стали, поэтому он является существенным материалом для машиностроения. Этот ковкий чугун классифицируется как ковкий чугун с белой сердцевиной, ковкий чугун с черной сердцевиной, ковкий чугун, имеющий конкретный основной материал, и др.
Среди этих материалов в ковком чугуне с черной сердцевиной, если отложить отливки ковкого чугуна, полученные после литься, в них проявляется структура белого чушкового чугуна. Этот материал является твердым и хрупким, и поэтому в процессе производства его отжигают с целью графитизации.
Условия продолжительности и температуры отжига определяются на основе других многочисленных факторов литья, но обычно этот отжиг включает две стадии отжига. Первую стадию отжига проводят при температуре от 900 до 980°С в течение от 10 до 20 часов. При такой обработке свободный цементит полностью разлагается. Вторую стадию отжига проводят путем сочетания постепенного охлаждения в диапазоне температур от 700 до 760°С с целью непосредственной графитизации и длительной обработки в диапазоне от 700 до 730°С для графитизации цементита в перлит. Таким образом, для процесса полного отжига обычно требуется время от 20 до 100 часов или около того, как описано в работе Iron and Steel Institute of Japan, (3е издание), Tekko Binran, т.5. "Casting, Forging, and Powder Metallurgy", c.115-116, 1982.
Пластичный чугун и ковкий чугун можно подвергать прокатке в некоторой степени. Можно ожидать, что прокатка полуфабриката литейного чугуна с целью получения пластин литейного чугуна, листов литейного чугуна, полосового проката литейного чугуна и другого проката литейного чугуна может найти широкое применение в различных отраслях. Однако такой литейный чугун имеет узкие условия прокатки и имеет ограниченные области применения.
Кроме того, поскольку в способе получения полуфабрикатов литейного чугуна, используемых в качестве материала для прокатки, обычно применяется метод литья расплава в песок или другую форму для того, чтобы получить полуфабрикат литейного чугуна, иногда с целью повышения производительности осуществляется непрерывное литье.
Однако в способе, описанном в указанной выше ссылке, существует следующая проблема: при литье ковкого чугуна требуется длительный период графитизации, и поэтому производительность является весьма низкой, и, кроме того, длительный нагрев приводит к окислению и декарбидизации поверхности, поэтому для подавления этих процессов требуется нагревание в неокисляющей атмосфере, и возрастают затраты на обработку. Кроме того, несмотря на соответствующий цикл отжига после этой обработки осаждающийся графит не является сфероидальным. Поэтому нельзя сказать, что эта графитизация обеспечивает достаточно хорошие характеристики материала. В частности, в терминах баланса прочности и пластичности и усталостной прочности ковкий чугун получается не лучше, чем обычная чугунная отливка с наростом. Поэтому желательно дальнейшее усовершенствование указанных характеристик.
В противоположность этому, в публикации патента Японии (А) 7-138636 не описан способ обработки для краткосрочной графитизации, и графит, осаждающийся после обработки, не является сфероидальным. Более того, в литейном чугуне, полученном путем прокатки пластичного чугуна и ковкого чугуна, графит образует тонкие пластины, распределенные в слоистой форме во время прокатки, поэтому окончательная обрабатываемость материала становится плохой.
Кроме того, при непрерывной разливке обычного литейного чугуна используются графитовые литейные формы с целью предотвращения охлаждения, однако белый литейный чугун трудно разливать непрерывно из-за широкой области сосуществования твердой и жидкой фаз. Поэтому, как показано в патенте Японии №4074747, такая разливка почти совсем не проводится.
Таким образом, как показано в патенте Японии № 3130670, использование двухвалковой разливочной машины для литья белого чугуна в листы и термической обработки продукта с целью получения чугунных листов, состоящих из ковкого чугуна, также возможно в качестве способа получения прочных листов чугуна, однако в этом случае, также как и в случае получения ковкого чугуна, в результате образуется графитовая масса, то есть сфероидализация графита является недостаточной, поэтому существует проблема неудовлетворительной обрабатываемости.
Раскрытие изобретения
Настоящее изобретение было выполнено с учетом этой ситуации и его целью является предоставление прочного литейного чугуна и полуфабриката литейного чугуна с отличной обрабатываемостью без термической обработки, для которой требуется много тепловой энергии и значительное время, и способа получения продуктов, обеспечивающего эффективное производство этих продуктов. Отмечается, что термин "литейный чугун и полуфабрикат литейного чугуна", используемый в настоящем изобретении, включает собственно чугун после литья, полуфабрикат литейного чугуна, полученный путем литья с зачисткой поверхности и др., и прокатанный полуфабрикат литейного чугуна, полученный путем прокатки литейного чугуна или полуфабриката литейного чугуна. В этом изобретении поставлены следующие цели:
1. Литейный чугун и полуфабрикат литейного чугуна с отличной обрабатываемостью, характеризующиеся тем, что включают в себя литейный чугун композиционной системы белого чугуна, внутри которого независимо или комплексно диспергированы сфероидальные или сплющенные частицы графита, внешняя поверхность которых частично или полностью покрыта ферритом.
2. Литейный чугун и полуфабрикат литейного чугуна с отличной обрабатываемостью по пункту 1, отличающиеся тем, что сфероидальные частицы графита или сплющенные частицы графита диспергированы с плотностью 50 частиц/мм2 или больше.
3. Литейный чугун и полуфабрикат литейного чугуна с отличной обрабатываемостью по пункту 1, отличающиеся тем, что сфероидальные частицы графита или сплющенные частицы графита имеют ширину 0,4 мм или меньше и длину 50 мм или меньше.
4. Литейный чугун и полуфабрикат литейного чугуна с отличной обрабатываемостью по пункту 1, отличающиеся тем, что доля феррита в литейном чугуне составляет 70% или больше.
5. Литейный чугун и полуфабрикат литейного чугуна с отличной обрабатываемостью по любому из пунктов 1-4, отличающиеся тем, что компоненты, составляющие белый чугун, имеют состав, удовлетворяющий условиям:
(% С)≤4,3-(% Si)÷3 и С≥1,7%.
6. Литейный чугун и полуфабрикат литейного чугуна с отличной обрабатываемостью по пункту 5, отличающиеся тем, что дополнительно включают в качестве компонентов белого чугуна, по меньшей мере, один из Cr≥0,1 мас.% и Ni≥0,1 мас.%.
7. Литейный чугун и полуфабрикат литейного чугуна с отличной обрабатываемостью по любому из пунктов 1-4, отличающиеся тем, что сфероидальные или сплющенные частицы графита комплексно связаны, по меньшей мере, с одним типом частиц оксидов, сульфидов, нитридов или их комплексных соединений, содержащих, по меньшей мере, один из Mg, Са и редкоземельных металлов (РЗМ).
8. Литейный чугун и полуфабрикат литейного чугуна с отличной обрабатываемостью по пункту 7, отличающиеся тем, что, по меньшей мере, один тип частиц оксидов, сульфидов, нитридов или их комплексных соединений имеет диаметр от 0,05 до 5 мкм.
9. Литейный чугун и полуфабрикат литейного чугуна с отличной обрабатываемостью по любому из пунктов 1-4, отличающиеся тем, что указанный полуфабрикат белого литейного чугуна представляет собой листовой литейный чугун пластинчатый литейный чугун или брусковый литейный чугун.
10. Литейный чугун и полуфабрикат литейного чугуна с отличной обрабатываемостью по пункту 9, отличающиеся тем, что указанный полуфабрикат литейного чугуна имеет толщину от 1 до 400 мм.
11. Способ производства полуфабриката литейного чугуна с отличной обрабатываемостью, полученного путем литья компонентов, составляющих белый чугун, к которым добавлен агент сфероидализации, и прокатки полученного полуфабрикатного продукта.
12. Способ производства полуфабриката литейного чугуна с отличной обрабатываемостью по пункту 11, отличающийся тем, что указанный агент сфероидализации включает, по меньшей мере, один из Mg, Са и РЗМ.
13. Способ производства полуфабриката литейного чугуна с отличной обрабатываемостью по пункту 11, отличающийся тем, что прокатанный полуфабрикатами продукт подвергают дополнительной термической обработке.
Краткое описание чертежей
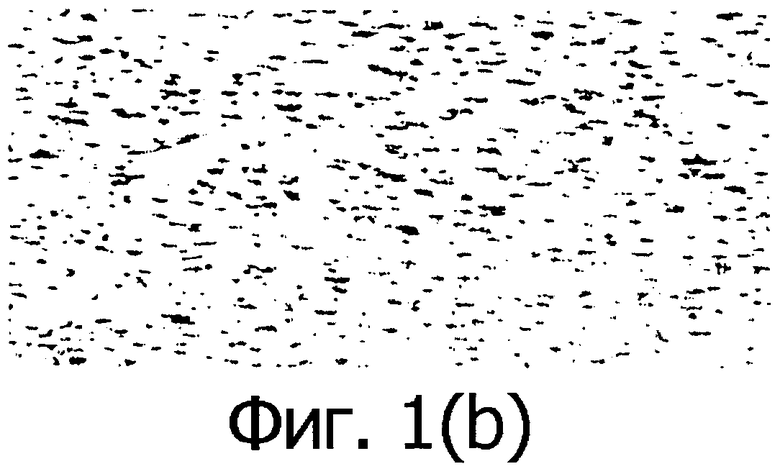
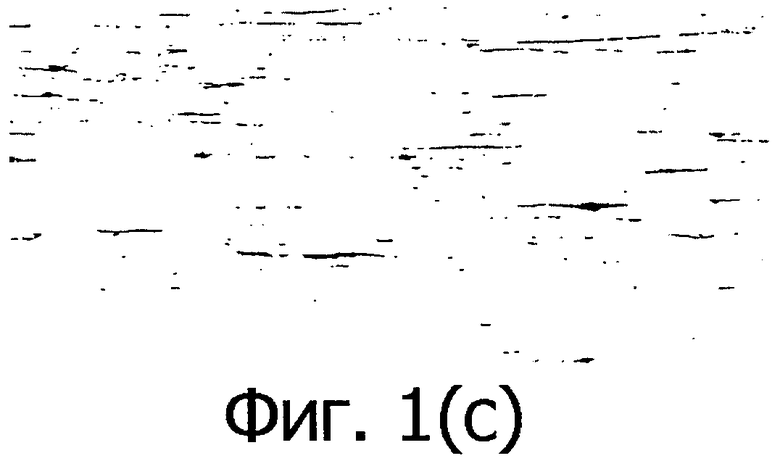
На фиг.1 приведены фотографии металлических структур листовых продуктов, соответствующих варианту воплощения настоящего изобретения. Фигура 1 (а) представляет собой фотографию структуры металла, демонстрирующую структуру согласно примеру № 1а изобретения; фигура 1 (b) представляет структуру согласно примеру № 1b изобретения и фигура 1 (с) представляет структуру согласно сравнительному примеру № 1.
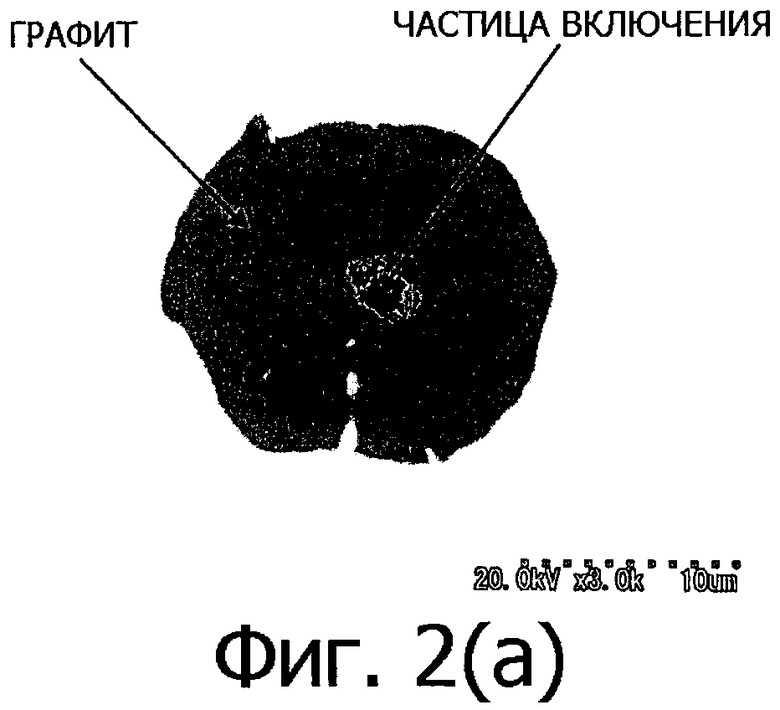
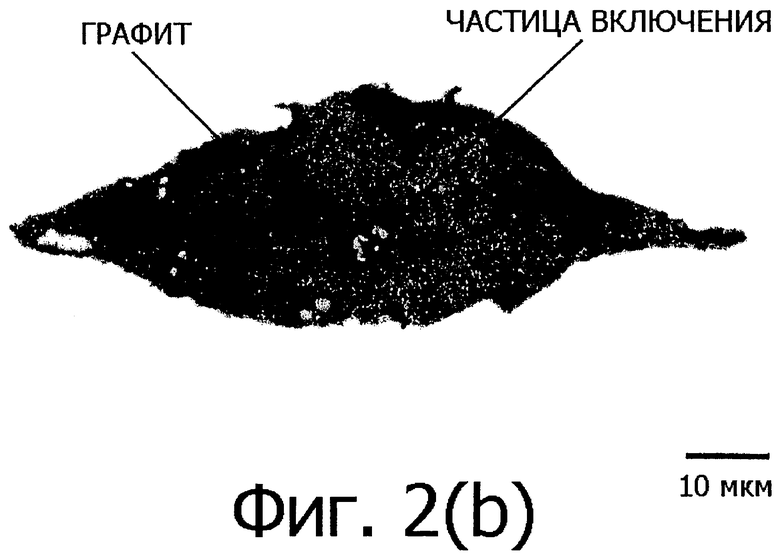
На фиг.2 приведены увеличенные фотографии графита в листовых продуктах, соответствующих примерам настоящего изобретения, на которой фиг.2 (а) представляет собой увеличенную фотографию графита по примеру № 1a изобретения, а фиг.2 (b) соответствует графиту примера № 1b изобретения.
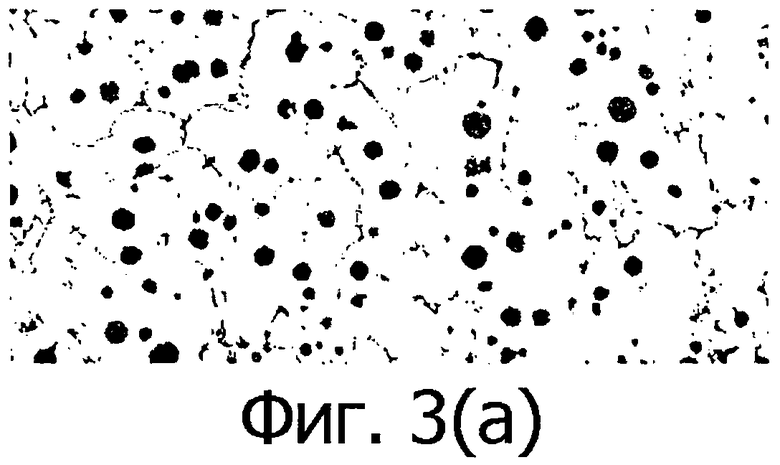
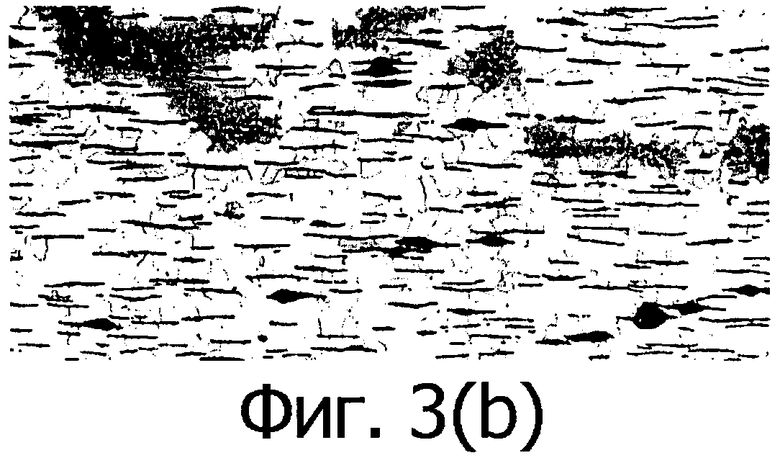
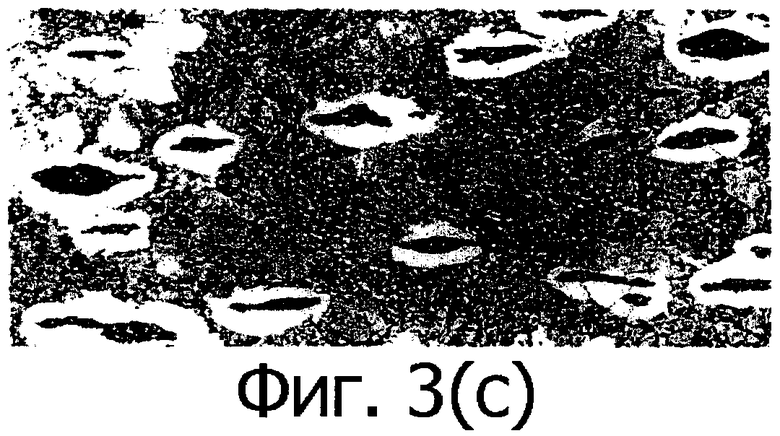
На фиг.3 приведены фотографии металлических структур листовых продуктов, соответствующих примерам настоящего изобретения после коррозии Nytal, на которой фиг.3 (а) представляет собой фотографию структуры металла по примеру № 1а изобретения, фиг.3 (b) соответствует структуре металла по примеру № 1b изобретения и фиг.3 (с) соответствует структуре металла по примеру №2b изобретения.
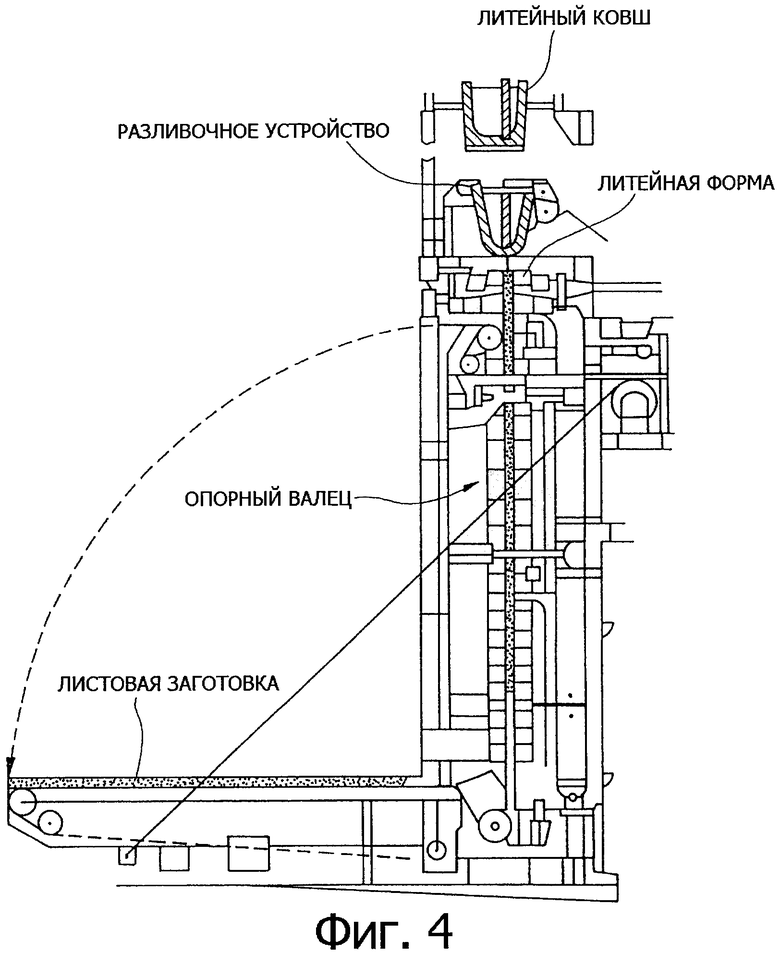
На фиг.4 приведен общий вид литейной машины, соответствующей варианту воплощения настоящего изобретения.
Наилучший способ осуществления изобретения
Авторы изобретения недавно обнаружили, что путем литья расплава компонентов белого чугуна, к которым добавлен агент сфероидализации для того, чтобы получить полуфабрикат литейного чугуна, прокатки этого отлитого полуфабрикатного продукта с последующей его термической обработкой можно получить литейный чугун с сфероидальным графитом с отличной обрабатываемостью, содержащий прокатанный литейный чугун, в котором диспергированы сфероидальные частицы графита.
Конкретно, авторы изобретения добавили агент сфероидализации в расплав компонентов литейного белого чугуна и затем разливали расплав. В структуре полученного после литья полуфабрикатного продукта не удалось обнаружить какие-либо частицы графита. Затем авторы подвергли прокатке этот отлитый полуфабрикатный продукт при относительно низкой температуре с последующей его термической обработкой при относительно высокой температуре. В структуре полученного литейного чугуна были обнаружены сфероидальные частицы графита. При изгибании литейного чугуна было установлено, что он обладает весьма хорошей обрабатываемостью. Авторы обнаружили, что внешняя поверхность сфероидальных частиц графита в литейном чугуне частично или полностью покрыта ферритом и что литейный чугун с большим содержанием фазы феррита обладает хорошей обрабатываемостью. Аналогичные результаты были получены для литейного чугуна в форме листов, пластин, брусков и др.
Кроме того, авторы изобретения недавно обнаружили, что в случае литейного чугуна, в котором частицы диспергированного графита являются не сфероидальными, а сплющенными, получается хорошая обрабатываемость, а также превосходная способность к гашению вибрации и поглощения звука и что возможно получение литейного чугуна, в котором сплющенные частицы графита диспергированы путем литья расплава компонентов белого чугуна, к которым добавлен агент сфероидализации, и прокатки полученного полуфабрикатного продукта.
Конкретно, авторы изобретения добавили агент сфероидализации в расплав компонентов литейного белого чугуна и затем разливали расплав. В структуре полученного после литья полуфабрикатного продукта не удалось обнаружить какие-либо частицы графита. Затем авторы подвергли горячей прокатке этот отлитый полуфабрикатный продукт при относительно высокой температуре. В структуре полученного литейного чугуна были обнаружены диспергированные сплющенные частицы графита. При изгибании литейного чугуна было установлено, что он обладает хорошей обрабатываемостью и превосходными характеристиками гашения вибрации и поглощения звука. Авторы обнаружили, что внешняя поверхность сплющенных частиц графита в литейном чугуне частично или полностью покрыта ферритом и что литейный чугун с большим содержанием фазы феррита обладает хорошей обрабатываемостью. Аналогичные результаты были получены для литейного чугуна в форме листов, пластин, брусков и др.
Авторы приостановили горячую прокатку в середине и обнаружили, что в прокатанной отливке полуфабрикатного продукта имеются сфероидальные частицы графита и графит, восстановленный из продукта такой же структуры, и установили, что сплющенные частицы графита, обнаруженные в пластинчатом чугуне, полученном путем прокатки, образуются в результате того, что сфероидальные частицы графита, осажденные в процессе нагревания или прокатки отливки полуфабрикатного продукта, сплющиваются за счет прокатки.
Настоящее изобретение было выполнено на основе этих открытий. В последующем настоящее изобретение будет объяснено подробно.
Прежде всего, будет разъяснен термин "литейный чугун" компонентов белого чугуна, в котором диспергировано большое количество сфероидальных частиц графита согласно настоящему изобретению. В этой связи в качестве упомянутого выше "литейного чугуна" может быть упомянут прокат литейного чугуна, такой как листовой чугун, пластинчатый чугун и брусковый чугун. Термин "брусковый чугун" означает полосовой прокат, проволочные прутки, рельсы, уголки, I-профили, Н-профили и другие профили, листы и др. Кроме того, термин листовой литейный чугун также может включать чугун, полученный без прокатки, с использованием машины непрерывного литья со стенками литейной формы, движущимися синхронно с отливкой полуфабрикатного продукта. В уровне техники не был известен литейный чугун, обладающий такими свойствами. За счет получения литейного чугуна, обладающего свойствами согласно изобретению, может быть обеспечена очень хорошая обрабатываемость.
В последующем листовой литейный чугун будет использован в качестве примера для объяснения изобретения.
Листовой литейный чугун получают путем добавления агента сфероидализации к расплаву белого литейного чугуна и литья образовавшейся смеси для того, чтобы получить литейный полуфабрикатный продукт прокатки и термической обработки этого литейного полуфабрикатного продукта. Подробности способа получения будут разъяснены в последующем.
В сфероидальных частицах графита настоящего изобретения термин "сфероидальный" не обязательно означает идеальную сферу. Поверхность частиц может быть грубой, кроме того, отдельные ее части могут быть плоскими.
Затем будет разъяснен термин "компоненты" белого чугуна. Наиболее важными элементами для получения белого чугуна являются С и Si, которые существенно влияют на скорость графитизации. Если содержание С и Si в мас.% составляет (% С)≤4,3-(% Si)÷3 и С≥1,7%, предпочтительно (% С)≤4,3-1,3·(% Si) и С≥1,7%, то в результате получается белый чугун. Здесь (% С) означает мас.% углерода в белом чугуне, тогда как (% Si) означает мас.% кремния в белом чугуне. Если содержание С составляет меньше 1,7 мас.%, то белый чугун невозможно получить, поэтому граничное значение указано как 1,7 мас.% или больше.
Кроме того, для обеспечения обрабатываемости предпочтительно плотность сфероидальных частиц графита составляет 50 частиц/мм2 или больше. Если плотность сфероидальных частиц графита меньше 50 частиц/мм2, то обрабатываемость в некоторой степени ухудшается.
Размер сфероидальных частиц графита конкретно не ограничивается, но обычно он составляет, в виде диаметра эквивалентного круга, 0,4 мм или меньше.
Кроме того, для обеспечения обрабатываемости количество феррита, покрывающего внешнюю поверхность частиц графита, предпочтительно является повышенным. Доля феррита в литейном чугуне предпочтительно составляет 70% (по объему) или больше, более предпочтительно от 80 до 90% (по объему) или больше. Если доля феррита в литейном чугуне составляет меньше 70% (по объему), то обрабатываемость в некоторой степени ухудшается.
Здесь доля феррита в литейном чугуне находится путем определения относительной площади феррита в поперечном сечении литейного чугуна. Это значение относительной площади феррита может быть найдено путем анализа изображения и др.
Кроме того, в качестве компонентов литейного чугуна предпочтительно вводится, по меньшей мере, один из Cr≥0,1 мас.% и Ni≥0,1 мас.%. Эти добавки Cr и Ni вводятся с целью обеспечения контроля образования частиц графита в процессе производства чугуна: а именно Cr подавляет графитизацию в процессе литья, в то время как Ni играет роль промотора графитизации во время термической обработки. Однако, если содержание Cr или Ni меньше, чем 0,1 мас.%, то этот контроль трудно осуществить, поэтому содержание Cr или Ni, равное или больше 0,1 мас.%, является предпочтительным. Кроме того, верхний предел конкретно не ограничивается, но может быть установлен из соображений стоимости, требуемой обрабатываемости и др.
Диспергированный сфероидальный графит комплексно связан, по меньшей мере, с одним типом частиц оксидов, сульфидов, нитридов или комплексных соединений элементов агента сфероидализации. Здесь термин "агент сфероидализации" означает агенты сфероидализации Fe-Si-Mg, Fe-Si-Mg-Ca, Fe-Si-Mg-РЗМ, Ni-Mg и другие, которые применяются в производстве литейного чугуна со сфероидальным графитом, и конкретно не ограничивается.
Если присутствуют элементы агента сфероидализации, то эти элементы агента сфероидализации в литейном чугуне связываются с кислородом, серой и азотом с образованием частиц оксидов, сульфидов, нитридов и их комплексных соединений. Эти соединения служат зародышами при образовании сфероидального графита во время термической обработки после прокатки, в силу чего образуются сфероидальные частицы графита, которые комплексно связаны, по меньшей мере, с одним типом этих соединений.
В качестве конкретных элементов агента сфероидализации предпочтительными являются Mg, Ca и редкоземельные металлы (РЗМ) с точки зрения эффекта ускорения сфероидализации. Среди этих металлов магний обладает особенно сильным эффектом и поэтому является более предпочтительным. Следовательно, в качестве агента сфероидализации предпочтительным является соединение, содержащее Mg, Ca или редкоземельные металлы (РЗМ).
Агент сфероидализации может быть индивидуальным элементом или представляет собой смесь множества элементов. В любом случае проявляется эффект агента.
Затем в настоящем изобретении термин "лист" включает в себя лист литейного чугуна с компонентами белого чугуна, в котором диспергированы частицы, по меньшей мере, одного типа из оксидов, сульфидов, нитридов или комплексных соединений элементов агента сфероидализации.
Листовой литейный чугун получается путем добавления агента сфероидализации к расплаву компонентов белого чугуна и литья расплава для того, чтобы получить полуфабрикат литейного чугуна, с последующей прокаткой этого отлитого полуфабрикатного продукта, то есть листовой литейный чугун подвергается какой-либо термической обработке после его прокатки. Подробности способа получения такого чугуна будут пояснены в дальнейшем.
Поскольку этот листовой литейный чугун не подвергается термической обработке, то в нем не осаждаются сфероидальные частицы графита. Поэтому он представляет собой лист литейного чугуна с компонентами белого чугуна, в котором диспергированы частицы, по меньшей мере, одного типа из оксидов, сульфидов, нитридов или комплексных соединений элементов агента сфероидализации. Компоненты белого чугуна, элементы агента сфероидализации и влияние добавок Cr и Ni, такие как указано выше.
Кроме того, если плотность частиц составляет меньше, чем 50 частиц/мм, то сфероидальные частицы графита формируются достаточно медленно в процессе термической обработки, плотность образовавшихся сфероидальных частиц графита становится довольно низкой и частицы сфероидального графита становятся грубыми, и таким образом сильно ухудшаются обрабатываемость и др. показатели. Поэтому плотность частиц предпочтительно составляет 50 частиц/мм2 или больше.
Кроме того, если эти частицы имеют размер меньше, чем 0,05 мкм, то они становятся не эффективными в качестве зародышей для образования сфероидальных частиц графита, в то же время если частицы крупнее 5 мкм, то образовавшиеся сфероидальные частицы графита могут стать грубыми и будут сильно ухудшаться обрабатываемость и др. показатели. Поэтому размер частиц предпочтительно составляет от 0,05 до 5 мкм. Здесь термин "размер частиц" означает диаметр эквивалентного круга для частиц.
Кроме того, отлитый полуфабрикатный продукт настоящего изобретения таким же образом, как и лист, не подвергнутый термической обработке после прокатки, представляет собой отлитый полуфабрикатный продукт литейного чугуна, содержащий компоненты белого чугуна, в котором диспергированы частицы, по меньшей мере, одного типа из оксидов, сульфидов, нитридов или комплексных соединений элементов агента сфероидализации.
Отлитый полуфабрикатный продукт получают путем добавления агента сфероидализации к расплаву компонентов белого чугуна и литья смеси с образованием отлитого полуфабрикатного продукта. Подробности способа получения продукта будут приведены в последующем. Этот отлитый полуфабрикатный продукт также как и лист, не подвергнутый термической обработке после прокатки, не содержит сфероидальных частиц графита, осажденных в продукте.
Следовательно, этот отлитый полуфабрикатный продукт представляет собой литейный чугун с компонентами белого чугуна, в котором диспергированы частицы, по меньшей мере, одного типа из оксидов, сульфидов, нитридов или комплексных соединений элементов агента сфероидализации. Компоненты белого чугуна, элементы агента сфероидализации, эффект от Cr и Ni, плотность частиц, размер частиц и др. характеристики являются такими, как указано выше.
Отлитый полуфабрикатный продукт может быть получен путем литья болванки или при непрерывном литье, однако имеется тенденция более легкого образования графита при пониженной скорости охлаждения во время литья. Поэтому предпочтительно продукт получают путем непрерывного литья, используя медную литейную форму, охлаждаемую водой. При непрерывном литье, когда толщина слитка становится больше, скорость охлаждения в центре слитка снижается, поэтому предпочтительная толщина отлитого полуфабрикатного продукта, полученного при непрерывном литье, составляет от 1 до 400 мм.
Конкретно, при производстве листа из плоской заготовки с использованием машины непрерывного литья получают отлитый полуфабрикатный продукт, имеющий толщину приблизительно от 30 до 120 мм. Кроме того, если литье проводится с помощью сдвоенного ленточного конвейера, короткого конвейера, сдвоенного барабана или литейной машины с коротким барабаном, с использованием лент, валков или других подвижных литейных форм, то получают отлитый полуфабрикатный продукт, имеющий толщину приблизительно от 1 до 30 мм (который может именоваться как "лист").
Затем будет объяснен способ получения отлитого полуфабрикатного продукта настоящего изобретения.
Сначала добавляют агент сфероидализации к расплаву компонентов белого чугуна отлитого полуфабрикатного продукта. Компоненты белого чугуна являются такими, как указано выше. Добавление агента сфероидализации, предпочтительно, по меньшей мере, одного из Mg, Ca и редкоземельных металлов, является эффективным в связи с ускорением сфероидизации. Обычно агент сфероидализации добавляют в литейный ковш, литейное устройство и др. Кроме того, добавленное количество агента сфероидализации конкретно не ограничивается, пока может быть обеспечена хорошая обрабатываемость конечного листового продукта. Целесообразно, оно может быть установлено в предварительном исследовании, но обычно оно составляет около 0,02 мас.% в расчете на расплавленное железо.
Кроме того, предпочтительно это расплавленное железо содержит добавки, по меньшей мере, одного из Cr≥0,1 мас.% и Ni≥0,1 мас.%. Обычно эти добавки Cr или Ni вводят в литейный ковш, литейное устройство и др.
Отлитый полуфабрикатный продукт настоящего изобретения получают путем литья образовавшегося таким образом расплавленного железа. Способ литья конкретно не ограничивается, пока в нем обеспечивается скорость охлаждения, приводящая к белому чугуну во всем материале после литья. Кроме того, скорость охлаждения конкретно не ограничивается, поскольку на нее также влияют условия литья, и она может быть целесообразно отрегулирована. Однако чем выше скорость охлаждения, тем легче образуется белый чугун, что является предпочтительным.
Следовательно, при получении этого отлитого полуфабрикатного продукта в процессе литья могут быть использованы обычные песчаные или другие литейные формы, однако существует тенденция более легкого формирования частиц графита с уменьшением скорости охлаждения, поэтому предпочтительным является производство с использованием машин непрерывного литья с относительно более высокой скоростью охлаждения. Кроме того, использование машин непрерывного литья приводит к повышению производительности и обеспечивает снижение затрат производства продукта.
Отмечается, что настоящее изобретение основывается на получении структуры белого чугуна после литья. Это необходимо для предотвращения процесса укрупнения частиц графита, образовавшихся из первичных кристаллов и эвтектических кристаллов в ходе затвердевания, и для устранения препятствий образования кристаллов. Кроме того, для частиц графита, образовавшихся во время литья, состояние формирования частиц графита изменяется в зависимости от скорости охлаждения, поэтому иногда в направлении толщины продукта появляется неоднородность размеров и концентрации частиц графита. В частности, вблизи центра (по толщине) существует высокая вероятность формирования крупных частиц графита.
Кроме того, если отлитый полуфабрикатный продукт уже содержит частицы графита, в процессе прокатки этого отлитого полуфабрикатного продукта с целью получения листового чугуна может инициироваться образование частиц графита в виде тонких пластин (флокены). Эти частицы графита в виде тонких пластин будут распределяться слоями, поэтому могут ухудшиться обрабатываемость и другие показатели. Следовательно, необходимо, чтобы в отлитом полуфабрикатом продукте не формировались частицы графита.
В противоположность этому, в способе согласно изобретению в расплав добавляют агент сфероидализации, включающий такие элементы, как Mg, Ca и РЗМ. Путем литья этого расплава в полученном отлитом полуфабрикатном продукте не содержатся частицы осажденного графита, однако в нем содержатся частицы оксидов, сульфидов, нитридов и комплексных соединений элементов агента сфероидализации, связанные с кислородом, серой и азотом, которые диспергированы в чугуне.
Кроме того, в процессе непрерывного литья чугуна обычно используются графитовые или тугоплавкие литейные формы, однако в этом случае скорость охлаждения является низкой, поэтому легко образуются частицы графита. Скорость роста затвердевшей оболочки также мала, поэтому литье белого чугуна становится затруднительным.
К тому же, если белый чугун отливают, применяя графитовую литейную форму, использованную при непрерывном литье обычного литейного чугуна, углерод растворяется в расплаве, поэтому литейная форма существенно повреждается и длительное литье становится невозможным. Кроме того, для белого чугуна характерна широкая область сосуществования твердой и жидкой фаз, поэтому с графитовой литейной формой затвердевшая оболочка обладает низкой прочностью, легко происходят ее разрывы и, следовательно, литье становится затруднительным.
Поэтому за счет использования медной литейной формы, охлаждаемой водой, появляется возможность увеличить скорость охлаждения и предотвратить образование частиц графита в отлитом полуфабрикатном продукте. Кроме того, за счет облегчения образования затвердевшей оболочки становится возможным стабильное непрерывное литье в течение длительного периода времени. Скорость литья также может быть увеличена по сравнению с вариантом, где применяются графитовые или тугоплавкие литейные формы, поэтому улучшается производительность процесса.
В процессе литья существует тенденция к более трудному формированию частиц графита с увеличением скорости охлаждения. Следовательно, для предотвращения образования частиц графита применение машины непрерывного литья с высокой скоростью охлаждения является предпочтительным. Конкретно, предпочтительно применение машины непрерывного литья с использованием медной литейной формы, охлаждаемой водой, которая эксплуатируется при обычном непрерывном литье стали, предпочтительно машины непрерывного литья тонких листовых заготовок (слябов) или машины непрерывного литья со стенками литейной формы, движущимися синхронно с отливкой полуфабрикатного продукта.
Отлитый полуфабрикатный продукт, полученный путем литья с помощью машины непрерывного литья листовых или квадратных заготовок с использованием медной литейной формы, охлаждаемой водой, которая эксплуатируется при обычном непрерывном литье стали, имеет толщину приблизительно от 120 до 400 мм; отлитый полуфабрикатный продукт, полученный с использованием машины непрерывного литья тонких листовых заготовок, имеет толщину приблизительно от 30 до 120 мм; и отлитый полуфабрикатный продукт, полученный путем литья с использованием сдвоенного ленточного конвейера, короткого конвейера, сдвоенного барабана или литейной машины с коротким барабаном, с использованием лент, валков или других подвижных литейных форм, имеет толщину приблизительно от 1 до 30 мм (который может именоваться как "лист").
Кроме того, при производстве продуктов, имеющих форму прутка, могут быть использованы машины непрерывного литья заготовок, имеющих квадратное или круглое поперечное сечение. При этом линейный размер одной стороны сечения или диаметр круглого сечения отлитого полуфабрикатного продукта составляет приблизительно от 75 до 250 мм.
Как поясняется выше, в отлитом полуфабрикатном продукте, полученном по способу настоящего изобретения, отсутствуют какие-либо сформировавшиеся частицы графита. Поэтому можно увеличить скорость восстановления в процессе горячей прокатки, а в некоторых случаях при холодной прокатке отлитого полуфабрикатного продукта.
В этом случае во время прокатки при производстве листового чугуна отлитый полуфабрикатный продукт, полученный путем непрерывного литья или разливкой в литейную форму, нагревается в печи или фактически получают горячий отлитый полуфабрикатный продукт и подвергают горячей прокатке с образованием полосы на машинах грубого проката и окончательного проката. Затем его свертывают в намоточном устройстве с образованием листа горячей прокатки. В некоторых случаях свернутый лист горячей прокатки разматывают, протравливают, затем подвергают холодной прокатке в машине холодного проката и снова свертывают для того, чтобы получить полосу холодной прокатки.
Кроме того, таким же образом, когда производят пластинчатый чугун, отлитый полуфабрикатный продукт, полученный путем непрерывного литья, или при нагревании литейной формы в печи, тогда в соответствии с потребностью продукт подвергается непрерывной прокатке в машине для проката пластин в направлении длины и в направлении ширины для того, чтобы получить пластину заданных размеров, которую затем охлаждают.
Кроме того, когда производят брусковый чугун, отлитый полуфабрикатный продукт, полученный путем непрерывного литья, или при нагревании литейной формы и др. в печи, тогда продукт подвергается прокатке в машине грубого проката, машине промежуточного проката и машине окончательного проката, имеющей вальцы заданной формы для того, чтобы получить полосовой прокат, проволочные прутки, бруски, уголки, I-профили, Н-профили и другие профили, которые затем нарезают с определенной длиной или свертывают.
Прокатанный литейный чугун также не содержит каких-либо частиц графита. В агенте сфероидализации поддерживается состояние элементов, связанных с кислородом, серой и азотом в железе, с образованием диспергированных частиц оксидов, сульфидов, нитридов и их комплексных соединений.
Кроме того, за счет термической обработки литейного чугуна после прокатки, полученного путем прокатки и не содержащего частиц графита для того, чтобы сформировались сфероидальные частицы графита, появляется возможность производства чугуна со сфероидальным графитом, без частиц графита в виде тонких пластин, распределенных в чугуне слоями.
В литейном чугуне, термически обработанном после прокатки, диспергированные частицы оксидов, сульфидов, нитридов и комплексных соединений элементов агента сфероидализации, связанные с кислородом, серой и азотом в железе, образуют ядра для формирования сфероидальных частиц графита в ходе термической обработки, поэтому частицы графита распределены равномерно, причем этих частиц много и они имеют малые размеры. Таким образом, за счет тонкого диспергирования сфероидальных частиц графита получается литейный чугун с отличной обрабатываемостью. Процессы горячей прокатки и холодной прокатки могут быть целесообразно выбраны в соответствии с толщиной или материалом выбранного продукта.
В случае отсутствия элементов агента сфероидализации в чугуне, даже при термической обработке после прокатки, частицы графита будут представлять собой не сфероидальный графит, а графитовую массу или отработанный графит. Для графитизации также потребуется много времени. В отличие от этого случая кратковременная термическая обработка обеспечивает сфероидальную графитизацию.
Кроме того, выше был объяснен способ термической обработки чугуна после литья, однако, например, когда отлитый полуфабрикатный продукт, полученный с помощью сдвоенного ленточного конвейера, короткого конвейера, сдвоенного барабана или литейной машины с коротким барабаном, с использованием лент, валков или других подвижных литейных форм, имеющий толщину приблизительно от 1 до 30 мм (который может именоваться как "лист"), не должен подвергаться прокатке, продукт можно термически обрабатывать без прокатки.
В ходе горячей прокатки, если задана температура прокатки выше 900°С, то образование частиц графита будет облегчаться, поэтому предпочтительной является температура 900°С или ниже. Задавая температуру прокатки 900°С или ниже, можно повысить вероятность получения литейного чугуна без частиц графита, образовавшихся после прокатки листа. Кроме того, эта процедура применима для термической обработки до прокатки, то есть, если задана температура нагрева выше 900°С, образование частиц графита будет облегчаться, поэтому предпочтительной является температура 900°С или ниже.
Затем будет обсуждена температура термической обработки после прокатки литейного чугуна. Здесь целью этой термической обработки является облегчение сфероидальной графитизации. При температуре термической обработки 900°С или ниже для протекания сфероидальной графитизации требуется значительное время, поэтому предпочтительной является температура выше 900°С. Верхний предел температуры термической обработки конкретно не ограничивается, однако, если эта температура выше 1150°С, то прочность снижается и может существенно увеличиться напряженность термической обработки, поэтому предпочтительной является термическая обработка при 1150°С или ниже.
Далее будет обсуждено время термической обработки после прокатки литейного чугуна. Поскольку в настоящем изобретении добавляется агент сфероидализации, становится возможным протекание сфероидальной графитизации за малое время. Если время нагревания превышает 60 минут, иногда происходит укрупнение частиц графита. Когда это может произойти, предпочтительно задают время термической обработки после прокатки 60 минут или меньше. В соответствии со способом настоящего изобретения, даже при времени термической обработки равном 60 минут или меньше, возможно получение литейного чугуна с равномерно распределенными в нем мелкими частицами графита.
В настоящем изобретении внешняя поверхность частиц графита после термической обработки прокатанного литейного чугуна или тонкого отлитого полуфабрикатного продукта и др. частично или полностью покрыта ферритом. Если скорость охлаждения при этой термической обработке является высокой, то литейный чугун в итоге будет охлажден до существенного формирования феррита и количество феррита будет незначительным.
Следовательно, для увеличения доли феррита в литейном чугуне важно выдержать время для образования фазы феррита. Предпочтительно литейный чугун выдерживают при температуре от 730 до 650°С в процессе охлаждения после термической обработки, например предпочтительное время выдерживания в этих условиях составляет приблизительно от 30 минут до 1 часа. Кроме того, в качестве другого способа предпочтительно постепенно охлаждают литейный чугун от 730 до 300°С в процессе охлаждения. Предпочтительно скорость охлаждения поддерживают равной 10°С/мин или меньше. Также могут быть использованы оба этих способа.
При температуре выше 730°С состояние феррита становится нестабильным, тогда как ниже 300°С феррит трудно образуется. Кроме того, при скорости охлаждения выше 10°С/мин количество феррита быстро уменьшается.
Затем будет рассмотрен литейный чугун с компонентами белого чугуна, в котором диспергировано большое количество сплющенных частиц графита согласно настоящему изобретению.
Множество диспергированных сплющенных частиц графита состоит из частиц сфероидального графита, сплющенных за счет прокатки, поэтому поверхность раздела между частицами графита и базовым железом является гладкой, причем каждая частица присутствует независимо от других.
В уровне техники не был известен литейный чугун, проявляющий такие свойства. В результате получения литейного чугуна с такими свойствами, как в настоящем изобретении, может быть обеспечена хорошая обрабатываемость, а также хорошие характеристики гашения вибрации и поглощения звука.
Если сплющенные частицы графита становятся крупными, то обрабатываемость чугуна ухудшается, поэтому ширина частиц графита предпочтительно составляет 0,4 мм или меньше, а длина - 50 мм или меньше.
За счет присутствия сплющенных частиц графита в литейном чугуне, внешняя поверхность которых частично или полностью покрыта ферритом, дополнительно улучшается обрабатываемость. Кроме того, для обеспечения обрабатываемости количество феррита, покрывающего внешнюю поверхность частиц графита, предпочтительно является повышенным. Доля феррита в литейном чугуне предпочтительно составляет 70% (по объему) или больше, более предпочтительно от 80 до 90% (по объему) или больше. Если доля феррита в литейном чугуне составляет меньше 70% (по объему), то обрабатываемость в некоторой степени ухудшается. Здесь доля феррита в литейном чугуне находится путем определения относительной площади феррита в поперечном сечении литейного чугуна. Это значение относительной площади феррита также может быть найдено путем анализа изображения и др.
В уровне техники не был известен литейный чугун, проявляющий такие свойства. В результате получения литейного чугуна с такими свойствами, как в настоящем изобретении, может быть обеспечена хорошая обрабатываемость.
Указанный выше литейный чугун получают путем добавления агента сфероидализации в расплав компонентов белого чугуна, литья расплава с целью получения отлитого полуфабрикатного продукта и горячей прокатки этого отлитого полуфабрикатного продукта. Подробности способа производства будут рассмотрены позднее.
Кроме того, фактическое количество компонентов белого чугуна, составляющих композицию, удовлетворяет условию (в мас.%): (% С)≤4,3-(% Si)÷3 и С≥1,7%, предпочтительно (% С)≤4,3-1,3·(% Si) и С≥1,7%, и является таким же, как в описании литейного чугуна со сфероидальным графитом.
Дополнительно является предпочтительным введение, по меньшей мере, одного из Cr≥0,1 мас.% и Ni≥0,1 мас.% в качестве компонентов литейного чугуна таким же образом, как в описании литейного чугуна со сфероидальным графитом.
Диспергированные сплющенные частицы графита комплексно связаны с частицами, по меньшей мере, одного типа из оксидов, сульфидов, нитридов или комплексных соединений элементов агента сфероидализации. Здесь термин "агент сфероидализации" означает агенты сфероидализации Fe-Si-Mg, Fe-Si-Mg-Ca, Fe-Si-Mg-РЗМ, Ni-Mg и другие, которые применяются в производстве литейного чугуна со сфероидальным графитом, и конкретно не ограничивается.
Если элементы агента сфероидализации присутствуют в литейном чугуне, эти элементы в диспергированном агенте сфероидализации связываются с кислородом, серой и азотом в железе с образованием частиц оксидов, сульфидов, нитридов и их комплексных соединений. Эти соединения служат зародышами для осаждения частиц графита во время термической обработки до прокатки и в процессе прокатки, в силу чего образуются частицы графита, которые комплексно связаны, по меньшей мере, с одним типом этих частиц. Частицы графита, которые комплексно связаны с этими частицами, сплющиваются в процессе прокатки.
В качестве конкретных элементов агента сфероидализации предпочтительными являются Mg, Ca и редкоземельные металлы (РЗМ) с точки зрения эффекта ускорения сфероидализации. Среди этих металлов магний обладает особенно сильным эффектом и поэтому является более предпочтительным. Следовательно, в качестве агента сфероидализации предпочтительным является соединение, содержащее Mg, Ca или редкоземельные металлы (РЗМ).
Агент сфероидализации может быть индивидуальным элементом или он представляет собой смесь множества элементов. В любом случае проявляется эффект агента.
Кроме того, даже для литейного чугуна с диспергированньми сплющенными частицами графита свойства отлитого полуфабрикатного продукта, полученного путем литья расплава, и способ получения отлитого полуфабрикатного продукта являются такими же, как и для литейного чугуна с диспергированными сфероидальными частицами графита.
Как рассмотрено выше, отлитый полуфабрикатный продукт, полученный по способу настоящего изобретения, не образуется с частицами графита внутри, а частицы графита образуются позже за счет соответствующего нагревания до прокатки или нагревания после прокатки, поэтому можно добиться прочности, с учетом ее снижения при прокатке, обеспечить горячую прокатку и получить различные типы литейного чугуна.
Иными словами, в ходе нагревания и горячей прокатки элементы в диспергированном агенте сфероидализации связываются с кислородом, серой и азотом в железе с образованием оксидов, сульфидов, нитридов и их комплексных соединений. Эти соединения служат зародышами для образования сфероидальных частиц графита, поэтому частицы графита распределены равномерно, причем этих частиц много и они имеют малые размеры. Поскольку сфероидальные частицы графита идеально диспергированы, таким образом облегчается процесс горячей прокатки.
Кроме того, прокатанный литейный чугун содержит диспергированные сплющенные частицы графита. Они не связаны между собой и присутствуют независимо друг от друга. Кроме того, поверхность раздела между частицами графита и базовым железом является гладкой. Таким образом, за счет диспергирования сплющенных частиц графита получается литейный чугун с отличной обрабатываемостью. Соответствующим образом может быть выбрана любая последующая холодная прокатка в соответствии с заданной толщиной и материалом продукта.
Если во время прокатки в чугуне отсутствуют элементы агента сфероидализации, то частицы графита представляют собой не сфероидальный графит, а образуют графитные массы или отработанный графит, причем поверхность раздела между частицами графита, сплющенными во время прокатки, и базовым железом становится шероховатой или сетчатой, поэтому во время прокатки могут образоваться трещины и, следовательно, будут ухудшаться обрабатываемость и другие показатели листа проката.
Во время горячей прокатки, когда температура нагрева до прокатки и в процессе прокатки составляют 900°С или ниже, образование частиц графита становится затрудненным, поэтому температура выше 900°С является предпочтительной. За счет осуществления нагрева до прокатки и процесса прокатки при температуре выше 900°C в ходе нагрева до прокатки и в процессе прокатки образование частиц графита становится легким, и сплющенные частицы графита идеально диспергируются в полученном литейном чугуне. Здесь верхний предел температуры нагрева до прокатки и в процессе прокатки конкретно не ограничивается, и она может быть целесообразно подобрана, однако обычно эти операции могут быть осуществлены при температуре плавления железа, то есть при 1150°С или ниже.
Тот факт, что внешняя поверхность сплющенных частиц графита в литейном чугуне частично или полностью покрыта ферритом, дополнительно улучшает обрабатываемость. Кроме того, для обеспечения обрабатываемости предпочтительно увеличивают количество феррита, покрывающего внешнюю поверхность частиц графита. Доля феррита в поперечном сечении чугуна предпочтительно составляет 70% или больше, как указано ранее.
Если скорость охлаждения после горячей прокатки является высокой, то литейный чугун в итоге охлаждается прежде, чем феррит образуется в достаточной степени, и поэтому количество феррита является недостаточным. Следовательно, для повышения доли феррита в литейном чугуне важно выдержать время для образования фазы феррита после горячей прокатки. Предпочтительно литейный чугун выдерживают один раз при температуре от 730 до 650°С в процессе охлаждения после горячей прокатки. Например, предпочтительное время выдерживания в этих условиях составляет приблизительно от 30 минут до 1 часа. Кроме того, в качестве другого способа предпочтительно в процессе охлаждения постепенно охлаждают литейный чугун в диапазоне между 730 и 300°С. Предпочтительно скорость охлаждения поддерживают равной 10°С/мин или меньше. Также могут быть использованы оба этих способа.
При температуре выше 730°С состояние феррита становится нестабильным, тогда как ниже 300°С феррит трудно образуется. Кроме того, при скорости охлаждения выше 10°С/мин количество феррита быстро уменьшается.
Когда литейный чугун после горячей прокатки представляет собой лист, его можно свернуть в рулон. Для повышения количества феррита в этот момент предпочтительно свертывание проводят при температуре от 750 до 550°С, поскольку при этом обеспечивается постепенное охлаждение. В этом случае обычно скорость охлаждения поддерживают равной 10°С/мин или меньше.
При температуре выше 750°С завершение прокатки и свертывания становится затруднительным. С другой стороны, если свертывание проводят при температуре ниже 550°С, количество феррита быстро уменьшается.
Кроме того, литейный чугун, содержащий диспергированные сплющенные частицы графита, полученный путем горячей прокатки, как описано выше, в случае необходимости может быть подвергнут дополнительно холодной прокатке.
Сплющенные частицы графита легко поглощают вибрацию по сравнению с литейным чугуном со сфероидальным графитом, поэтому появляется возможность получать литейный чугун с улучшенными показателями гашения вибрации и поглощения звука.
Примеры
Пример 1
Расплавляют в плавильной печи химические компоненты каждого из литейных чугунов, указанных в таблице 1, добавляют агент сфероидализации, затем расплав отливают в квадратную литейную форму (со стороной 100 мм). Белый чугун подвергают горячей прокатке для того, чтобы получить лист горячей прокатки толщиной 3,5 мм. Части листа горячей прокатки и полосу холодной прокатки, полученную путем прокатки белого чугуна, подвергают термической обработке в нагревательной печи. После завершения нагрева образцы охлаждают до комнатной температуры в заданном температурном режиме.
С другой стороны, в сравнительных примерах получены образцы с использованием традиционной технологии. Конкретно, в Сравнительном примере 1 разливают традиционный расплав литейного чугуна со сфероидальным графитом, и полученный отлитый полуфабрикатный продукт подвергают горячей прокатке. Далее в Сравнительном примере 2 расплав литейного чугуна с системой компонентов белого чугуна разливают без добавления какого-либо агента сфероидализации, и полученный отлитый полуфабрикатный продукт подвергают горячей прокатке, холодной прокатке и затем термической обработке после прокатки.
Отбирают образцы полученных отлитых полуфабрикатных продуктов, листы горячей прокатки, полосы холодной прокатки и листы термической обработки и исследуют состав осажденных фаз с помощью сканирующего электронного микроскопа (СЭМ) с приставкой для рентгеновской дифракции и число осажденных фаз с помощью СЭМ. Далее исследуют форму и число частиц графита с помощью оптического микроскопа. Кроме того, каждый листовой продукт подвергают коррозии под действием коррозионного раствора Nytal для того, чтобы выявить структуру металла, которую затем исследуют под оптическим микроскопом с целью определения относительной площади феррита (иногда называется "доля феррита"). Эти результаты обобщены в таблицах 2 и 3. В примерах №№ от 1а до 17а охарактеризованы образцы листов литейного чугуна, содержащих белый чугун, в котором диспергированы сфероидальные частицы графита, в то время как в примерах №№ от 1b до 17b охарактеризованы образцы листов литейного чугуна, содержащих белый чугун, в котором диспергированы сплющенные частицы графита.
Из результатов указанных выше примеров выяснено, что в примерах по изобретению могут быть получены листы литейного чугуна, в котором диспергированы мелкие сфероидальные или сплющенные частицы графита. Эти листы литейного чугуна могут быть обработаны путем сгибания без образования трещин. В частности, для листов с долей феррита 60% или больше обеспечивается обрабатываемость путем сгибания, в то время как листы с долей феррита 70% или больше обладают отличной обрабатываемостью.
С другой стороны, в Сравнительном примере 1 происходит краевое растрескивание листа во время горячей прокатки, и форма листа является неудовлетворительной. Полученный лист в итоге растрескивается при сгибании. В Сравнительном примере 2 при сгибании происходит растрескивание.
Далее на фиг.1 показаны примеры фотографий структуры металла для испытанных образцов, при этом на фиг.1 (а) показана структура металла из примера изобретения № 1а, на фиг.1 (b) показана структура металла из примера изобретения № 1b и фиг.1 (с) показана структура металла из Сравнительного примера № 1. В примере изобретения № 1а, на фиг.1 частицы графита имеют сфероидальную форму, в то время как в примере изобретения № 1b частицы графита являются сплющенными. В противоположность этому, в Сравнительном примере № 1 частицы графита имеют форму тонких пластин, находящихся в слоях.
Кроме того, на фиг.2 показаны примеры увеличенных фотографий частиц графита из примеров согласно изобретению. На фиг.2 (а) показана сфероидальная частица графита из примера № 1а, в то время как на фиг.2 (b) показана сплющенная частица графита из примера № 1b. Вблизи центра каждой частицы графита имеется включение, которое играет роль зародыша при образовании частицы графита. Кроме того, методом СЭМ установлено, что включение вблизи центра частицы графита содержит Mg-O-S.
Кроме того, на фиг.3 показаны примеры фотографий структур металла испытанных образцов после коррозии под действием коррозионного раствора Nytal, причем на фиг.3 (а) показана структура металла из примера № 1а изобретения, на фиг.3 (b) показана структура металла из примера № 1b и на фиг.3 (с) показана структура металла из примера 2b. В примере изобретения № 1а, на фиг.3 сфероидальные частицы графита покрыты ферритом практически по всей их поверхности, в то время как в примере изобретения № 1b сплющенные частицы графита покрыты ферритом практически по всей их поверхности. Напротив, в образце примера 2b доля площади феррита является небольшой. Имеется смесь сплющенных частиц графита, покрытых ферритом по всей их поверхности, и сплющенных частиц графита, поверхность которых только частично покрыта ферритом. В каждом случае частицы графита покрыты ферритом по всей их поверхности и сохраняется обрабатываемость материала.
Пример 2
В расплав литейного чугуна, содержащего 3,4 мас.% С и 0,3 мас.% Si, добавляют агент сфероидализации Ni-Mg до содержания Mg 0,03 мас.% и затем непрерывно отливают с помощью вертикальной машины непрерывного литья с разливочным устройством, используя медную литейную форму, охлаждаемую водой, с образованием листовой заготовки толщиной 200 мм и шириной 1000 мм, для того чтобы получить отлитый полуфабрикатный продукт.
На фиг.4 показан общий вид машины непрерывного литья.
Часть этого отлитого полуфабрикатного продукта подвергают горячей прокатке при 850°С для того, чтобы получить лист горячего проката толщиной 3 мм. Далее часть листа горячего проката подвергают холодной прокатке для того, чтобы получить полосу холодного проката толщиной 1 мм. Полученные таким образом лист горячего проката и полосу холодного проката нагревают в печи при температуре 1000°С в течение 30 минут. По окончании нагрева листу и полосе дают охладиться до комнатной температуры. Из полученного отлитого полуфабрикатного продукта, листа горячего проката, полосы холодного проката и термически обработанных листов отбирают образцы для исследования формы и распределения частиц графита.
В результате в отлитом полуфабрикатом продукте и листе до термической обработки обнаружены частицы оксидов и сульфидов магния и их сочетания размером приблизительно от 0,1 до 3 мкм, однако частицы графита не обнаружены. С другой стороны, в листах после термической обработки обнаружены сфероидальные частицы графита, как в листе после горячей прокатки, так и в полосе холодного проката. Число этих сфероидальных частиц графита составляет приблизительно 100 частиц/мм2, что демонстрирует значительную концентрацию диспергированных мелких частиц. Кроме того, частицы, наблюдаемые до термической обработки, присутствовали внутри этих сфероидальных частиц графита.
Далее другую часть отлитого полуфабрикатного продукта подвергают горячей прокатке при 950°С для того, чтобы получить лист горячего проката толщиной 3 мм, который затем свертывают при температуре 600°С. Кроме того, часть листа горячего проката подвергают холодной прокатке до полосы холодного проката толщиной 1 мм. Отбирают образцы полученного отлитого полуфабрикатного продукта, листа горячего проката и полосы холодного проката для исследования формы и распределения частиц графита.
В отлитом полуфабрикатном продукте обнаружены частицы оксидов и сульфидов магния и их сочетания размером приблизительно от 0,1 до 3 мкм, однако частицы графита не обнаружены. В листах после прокатки может наблюдаться состояние сплющенных диспергированных частиц графита, как в листе после горячей прокатки, так и в полосе холодного проката. Число сфероидальных частиц графита составляет приблизительно 100 частиц/мм2, что демонстрирует значительную концентрацию диспергированных мелких частиц. Кроме того, частицы, наблюдаемые внутри отлитого полуфабрикатного продукта, присутствовали внутри частиц графита. К тому же поверхность частиц графита была покрыта ферритом. Доля площади феррита составляет 98%.
Пример 3
В расплав литейного чугуна, содержащего 2,4 мас.% С и 0,7 мас.% Si, добавляют агент сфероидализации Ca-Si до содержания Са 0,005 мас.% и Si до 1 мас.% и затем непрерывно отливают с помощью вертикальной машины литья слябов с разливочным устройством, используя медную литейную форму, охлаждаемую водой, с образованием листовой заготовки толщиной 50 мм и шириной 900 мм.
Часть этого отлитого полуфабрикатного продукта подвергают горячей прокатке при 800°С для того, чтобы получить лист горячего проката толщиной 3,5 мм, который затем свертывают. Далее часть листа горячего проката подвергают холодной прокатке для того, чтобы получить полосу холодного проката толщиной 1,5 мм. Полученные таким образом лист горячего проката и полосу холодного проката нагревают в печи при температуре 1000°С в течение 30 минут. По окончании нагрева листу и полосе дают охладиться от 700 до 300°С при скорости охлаждения 1°С/мин, затем дают охладиться до комнатной температуры. Из полученного отлитого полуфабрикатного продукта, листа горячего проката, полосы холодного проката и термически обработанных листов отбирают образцы для исследования формы и распределения частиц графита.
В результате в отлитом полуфабрикатном продукте и листе до термической обработки обнаружены частицы оксидов и сульфидов кальция и их сочетания размером приблизительно от 0,5 до 5 мкм, однако частицы графита не обнаружены. С другой стороны, в листах после термической обработки обнаружены сфероидальные частицы графита, как в листе после горячей прокатки, так и в полосе холодного проката. Число этих сфероидальных частиц графита составляет приблизительно 150 частиц/мм2, что указывает на значительную концентрацию диспергированных мелких частиц. Кроме того, частицы, наблюдаемые до термической обработки, присутствовали внутри этих сфероидальных частиц графита. К тому же поверхность частиц графита была покрыта ферритом. Доля площади феррита составляет 75%.
Далее другую часть отлитого полуфабрикатного продукта подвергают горячей прокатке при 1000°С для того, чтобы получить лист горячего проката толщиной 3,5 мм, который затем свертывают при температуре 730°С. Кроме того, часть листа горячего проката подвергают холодной прокатке до полосы холодного проката толщиной 1,5 мм. Отбирают образцы полученного отлитого полуфабрикатного продукта, листа горячего проката и полосы холодного проката для исследования формы и распределения частиц графита.
В отлитом полуфабрикатном продукте обнаружены частицы оксидов и сульфидов кальция и их сочетания размером приблизительно от 0,5 до 4 мкм, однако частицы графита не обнаружены. В листах после прокатки может наблюдаться состояние сплющенных диспергированных частиц графита, как в листе после горячей прокатки, так и в полосе холодного проката. Число сплющенных частиц графита составляет приблизительно 150 частиц/мм2, что указывает на значительную концентрацию диспергированных мелких частиц. Кроме того, частицы, наблюдаемые внутри отлитого полуфабрикатного продукта, присутствовали внутри частиц графита. К тому же поверхность частиц графита была покрыта ферритом. Доля площади феррита составляет 95%.
Пример 4
В расплав литейного чугуна, содержащего 3,0 мас.% С и 0,6 мас.% Si, добавляют агент сфероидализации на основе РЗМ до содержания РЗМ 0,01 мас.% и затем отливают с помощью непрерывной машины литья со сдвоенным барабаном (диаметр барабана 1000 мм) до листа толщиной 3 мм. Часть этого листа подвергают холодной прокатке для того, чтобы получить полосу холодного проката толщиной 1,0 мм. Полученные таким образом лист после литья и полосу холодного проката нагревают в печи при температуре 950°С в течение 45 минут. По окончании нагрева листу и полосе дают охладиться до комнатной температуры. Из полученного отлитого полуфабрикатного продукта, полосы холодного проката и термически обработанных листов отбирают образцы для исследования формы и распределения частиц графита.
В результате в отлитом полуфабрикатном продукте и листе до термической обработки обнаружены частицы оксидов и сульфидов РЗМ и их сочетаний размером приблизительно от 0,1 до 3 мкм, однако частицы графита не обнаружены. С другой стороны, в листах после термической обработки обнаружены сфероидальные частицы графита, как в листе после горячей прокатки, так и в полосе холодного проката. Число этих сфероидальных частиц графита составляет приблизительно 200 частиц/мм2, что демонстрирует значительную концентрацию диспергированных мелких частиц. Кроме того, частицы, наблюдаемые до термической обработки, присутствовали внутри этих сфероидальных частиц графита. К тому же поверхность частиц графита была покрыта ферритом.
Пример 5
В расплав литейного чугуна, содержащего 3,0 мас.% С и 0,6 мас.% Si, добавляют агент сфероидализации на основе РЗМ до содержания РЗМ 0,01 мас.% и затем отливают с помощью непрерывной машины литья со сдвоенным барабаном (диаметр барабана 1000 мм) до листа толщиной 3 мм. Этот лист прокатывают до толщины 2,4 мм в машине для прокатки, сопряженной в одной линии. Кроме того, температуру прокатки поддерживают равной 950°С. Часть этого листа подвергают холодной прокатке для того, чтобы получить полосу холодного проката толщиной 1,0 мм. Из полученного листа горячей прокатки и полосы холодного проката отбирают образцы для исследования формы и распределения частиц графита.
В листе горячей прокатки, а также в полосе холодного проката обнаружены сплющенные частицы графита. Диспергировано большое число сплющенных частиц графита, которые к тому же имеют размеры: ширина от 0,01 до 0,3 мм и длина от 0,02 до 30 мм. Кроме того, внутри этих сплющенных частиц графита обнаружены частицы оксидов и сульфидов РЗМ и их сочетаний размером приблизительно от 0,05 до 3 мкм.
Пример 6
В расплав литейного чугуна, содержащего 3,4 мас.% С и 0,3 мас.% Si, добавляют агент сфероидализации Ni-Mg до содержания Mg 0,03 мас.% и затем непрерывно отливают с помощью вертикальной машины непрерывного литья с разливочным устройством, используя медную литейную форму, охлаждаемую водой, с образованием листовой заготовки толщиной 250 мм и шириной 1500 мм, для того чтобы получить отлитый полуфабрикатный продукт. На фиг.4 показан общий вид машины непрерывного литья.
Часть этого отлитого полуфабрикатного продукта подвергают горячей прокатке при 850°С для того, чтобы получить лист горячего проката толщиной 40 мм. Полученный таким образом лист горячего проката нагревают в печи при температуре 1000°С в течение 30 минут. По окончании нагрева листу дают охладиться до комнатной температуры. Из полученного отлитого полуфабрикатного продукта, листа горячего проката и термически обработанного листа отбирают образцы для исследования формы и распределения частиц графита.
В результате в отлитом полуфабрикатном продукте и листе до термической обработки обнаружены частицы оксидов и сульфидов магния и их сочетаний размером приблизительно от 0,1 до 3 мкм, однако частицы графита не обнаружены. С другой стороны, в листах после термической обработки обнаружены сфероидальные частицы графита. Число этих сфероидальных частиц графита составляет приблизительно 180 частиц/мм2, что демонстрирует значительную концентрацию диспергированных мелких частиц. Кроме того, частицы, наблюдаемые до термической обработки, присутствовали внутри этих сфероидальных частиц графита.
Далее другую часть отлитого полуфабрикатного продукта подвергают горячей прокатке при 950°С для того, чтобы получить лист горячего проката толщиной 40 мм. Отбирают образцы полученного отлитого полуфабрикатного продукта и листа горячего проката для исследования формы и распределения частиц графита.
В отлитом полуфабрикатном продукте обнаружены частицы оксидов и сульфидов магния и их сочетаний размером приблизительно от 0,1 до 3 мкм, однако частицы графита не обнаружены. В листе после прокатки может наблюдаться состояние сплющенных диспергированных частиц графита. Число сфероидальных частиц графита составляет приблизительно 180 частиц/мм2, что демонстрирует значительную концентрацию диспергированных мелких частиц. Кроме того, частицы, наблюдаемые внутри отлитого полуфабрикатного продукта, присутствовали внутри частиц графита.
Пример 7
В расплав литейного чугуна, содержащего 2,4 мас.% С и 1,0 мас.% Si, добавляют агент сфероидализации Ni-Mg до содержания Mg 0,03 мас.% и затем непрерывно отливают с помощью криволинейной машины непрерывного литья с разливочным устройством, используя медную литейную форму, охлаждаемую водой, с образованием квадратной заготовки со стороной 160 мм, для того чтобы получить отлитый полуфабрикатный продукт.
Часть этого отлитого полуфабрикатного продукта подвергают горячей прокатке при 850°С для того, чтобы получить пруток диаметром 20 мм. Полученный таким образом пруток литейного чугуна нагревают в печи при температуре 1000°С в течение 30 минут. По окончании нагрева прутку дают охладиться до комнатной температуры. Из полученного отлитого полуфабрикатного продукта, прутка чугуна и термически обработанного прутка чугуна отбирают образцы для исследования формы и распределения частиц графита.
В результате в отлитом полуфабрикатном продукте и прутке литейного чугуна до термической обработки обнаружены частицы оксидов и сульфидов магния и их сочетаний размером приблизительно от 0,1 до 3 мкм, однако частицы графита не обнаружены. С другой стороны, в прутке после термической обработки обнаружены сфероидальные частицы графита. Число этих сфероидальных частиц графита составляет приблизительно 180 частиц/мм, что демонстрирует значительную концентрацию диспергированных мелких частиц. Кроме того, частицы, наблюдаемые до термической обработки, присутствовали внутри этих сфероидальных частиц графита.
Далее другую часть отлитого полуфабрикатного продукта подвергают горячей прокатке при 950°С для того, чтобы получить лист горячего проката толщиной 15 мм. Отбирают образцы полученного отлитого полуфабрикатного продукта и прутка чугуна для исследования формы и распределения частиц графита.
В отлитом полуфабрикатном продукте, как указано выше, обнаружены частицы оксидов и сульфидов магния и их сочетаний размером приблизительно от 0,1 до 3 мкм, однако частицы графита не обнаружены. В прутке литейного чугуна может наблюдаться состояние сплющенных диспергированных частиц графита. Число сплющенных частиц графита составляет приблизительно 180 частиц/мм2, что демонстрирует значительную концентрацию диспергированных мелких частиц. Кроме того, частицы, наблюдаемые внутри отлитого полуфабрикатного продукта, присутствовали внутри частиц графита.
Промышленная применимость
В соответствии с прокатом литейного чугуна, листовым чугуном и со способом получения настоящего изобретения прокатанный литейный чугун может быть произведен без термической обработки, для которой требуется значительное количество энергии и длительное время. Благодаря изобретению появляется возможность получения пластинчатого чугуна, листового чугуна, брускового чугуна и др., обладающих отличной обрабатываемостью, и возможность получения из них различных продуктов. Иными словами, появляется возможность получения отлитого полуфабрикатного продукта из чугуна с низкими затратами энергии и малыми выбросами CO2, то есть с малым воздействием на окружающую среду.
гор. прокатки
(°С/мин)
Ca-O-S
Ca-O-S
РЗМ-O-S
Ca-O-S
РЗМ-O-S
РЗМ-O-S
Ca-O-S
Ca-O-S
горячей
прокатки (°С)
выдержки
(°С)
охлаждения
(°C/мин)
прокатка
Ca-O-S
РЗМ-O-S
Ca-O-S
РЗМ-O-S
РЗМ-O-S
Ca-O-S
Ca-O-S
диспергированные
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВНОЙ ВАЛОК | 1996 |
|
RU2158640C2 |
| Горячекатаный лист/полоса 30CrMo стали и способ их получения | 2020 |
|
RU2818814C1 |
| ЧУГУН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2432412C2 |
| МОДИФИКАТОР ЧУГУНА И СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ЧУГУНА | 1998 |
|
RU2172782C1 |
| Двухслойный прокатный валок | 1991 |
|
SU1780890A1 |
| Чугун | 1990 |
|
SU1749292A1 |
| СТАЛЬНОЙ ЛИСТ, ОБЛАДАЮЩИЙ ПРЕВОСХОДНОЙ ФОРМУЕМОСТЬЮ, И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2527506C2 |
| ЧУГУН | 1998 |
|
RU2138576C1 |
| ЛЕГИРОВАННЫЙ, ГАЛЬВАНИЗИРОВАННЫЙ ПОГРУЖЕНИЕМ СТАЛЬНОЙ ЛИСТ | 2012 |
|
RU2576567C2 |
| ДВУХФАЗНАЯ ФЕРРИТНО-МАРТЕНСИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2650470C2 |
Изобретение относится к металлургии, в частности к получению полуфабриката литейного чугуна с отличной обрабатываемостью. Полуфабрикат выполнен из чугуна композиционной системы белого чугуна. Структура содержит независимо или комплексно диспергированные сфероидальные или сплющенные частицы графита, внешняя поверхность которого частично или полностью покрыта ферритом. Частицы диспергированы с плотностью 50 частиц/мм2 или более. Чугун получен путем литья расплава компонентов белого чугуна, содержащего сфероидизирующий агент. После литья проводят прокатку и термообработку с получением сфероидальных частиц графита или нагрев и горячую прокатку с получением сплющенных частиц графита. Полученный чугун обладает высокой обрабатываемостью, а также хорошими характеристиками гашения вибрации и поглощения звука. 2 н. и 9 з.п. ф-лы, 4 ил., 3 табл.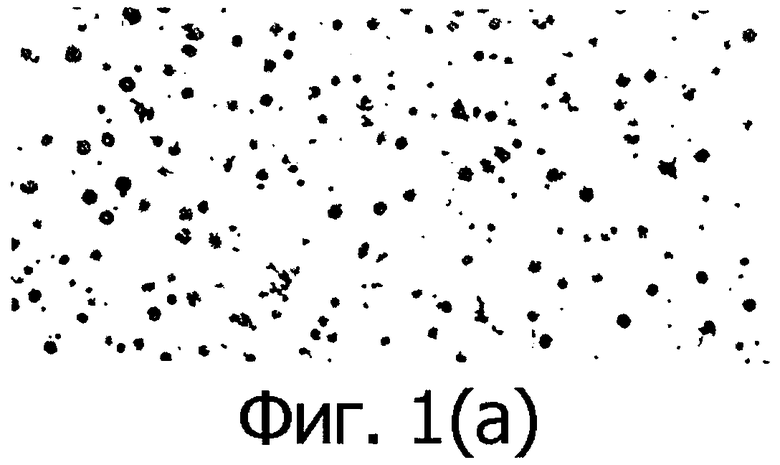
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ ЧУГУНА | 1998 |
|
RU2137560C1 |
| RU 2001961 C1, 30.10.1993 | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |

