Область изобретения
Данное изобретение относится к гидрогенизации олефинового сырья, в частности, оно относится к способу гидрогенизации олефинового сырья, содержащего множество различных ненасыщенных олефиновых углеводородных соединений.
Сущность изобретения
Согласно изобретению предложен способ гидрогенизации олефинсодержащего сырья, включающего множество различных ненасыщенных олефиновых углеводородных соединений, который включает: объемную гидрогенизацию олефинового сырья посредством каталитической дистилляции в каталитической дистилляционной зоне, содержащей катализатор гидрогенизации, и в присутствии водорода, в результате чего присутствующие в сырье ненасыщенные олефиновые углеводородные соединения гидрируются до соответствующих насыщенных соединений; и вывод насыщенных соединений из каталитической дистилляционной зоны.
Каталитическая дистилляция в каталитической дистилляционной зоне включает осуществление реакций гидрогенизации под воздействием катализатора гидрогенизации одновременно с или в сочетании с дистилляцией в той же самой зоне. Другими словами, гидрогенизация и разделение посредством дистилляции осуществляются одновременно в одной зоне.
Под «объемной» гидрогенизацией подразумевается, что гидрируется ряд различных ненасыщенных олефиновых углеводородных соединений, которые присутствуют в олефиновом сырье. В одном осуществлении изобретения могут быть гидрированы практически все ненасыщенные олефиновые углеводородные соединения сырья. Способ может затем включать подачу насыщенных соединений на стадию разделения и отделение более легких насыщенных соединений или парафинов от более тяжелых насыщенных соединений или парафинов.
В другом осуществлении изобретения, однако, число различных ненасыщенных олефиновых углеводородных соединений, которые гидрируются, может быть меньше общего числа различных ненасыщенных олефиновых углеводородных соединений, которые присутствуют в сырье. Способ может затем включать вывод по меньшей мере одного непрореагировавшего ненасыщенного олефинового углеводородного соединения из каталитической реакционной зоны.
Краткое описание чертежей
Фиг.1 показывает упрощенную принципиальную схему процесса гидрогенизации олефинового сырья соответственно первому осуществлению изобретения.
Фиг.2 показывает упрощенную принципиальную схему процесса гидрогенизации олефинового сырья соответственно второму осуществлению изобретения.
Подробное описание изобретения
Изобретение отличается тем, что при объемной гидрогенизации гидрируется ряд различных углеводородных соединений, а не только гидрируется одно единственное ненасыщенное углеводородное соединение или одна единственная категория ненасыщенных углеводородных соединений, таких как диены и/или ацетиленовые соединения.
Сырье может включать от 60 мас.% до 100 мас.% ненасыщенных олефиновых углеводородных соединений, обычно от 80 до 100 мас.% таких соединений. Если сырье включает менее 100 мас.% ненасыщенных олефиновых углеводородных соединений, то остальная часть сырья может состоять из разветвленных и нормальных парафинов, таких как октан и/или 2-метилгептан; оксигенатов, таких как спирты; ароматических углеводородов, таких как бензол; и насыщенных и ненасыщенных циклических соединений, отличных от ароматических углеводородов, таких как циклогексан. Любые ароматические соединения, присутствующие в сырье, будут гидрироваться в соответствующие насыщенные циклические соединения, однако любые оксигенированные соединения, присутствующие в сырье, обычно не будут гидрироваться при объемной гидрогенизации сырья.
В одном осуществлении изобретения сырье может представлять собой фракцию нафты С7-С13, т.е. оно может содержать ряд различных ненасыщенных олефиновых углеводородных соединений, имеющих от 7 до 13 атомов углерода. Однако в другом осуществлении изобретения сырье может включать олигомеры, полученные из ненасыщенных олефиновых углеводородов С3-С7, т.е. оно может содержать ряд различных ненасыщенных олефиновых олигомеров.
Сырье может быть производным процесса Фишера-Тропша, т.е. оно может быть получено в так называемом процессе Фишера-Тропша. Другими словами, оно может быть получено реакцией синтез-газа, включающего монооксид углерода и водород, в присутствии подходящего катализатора Фишера-Тропша, обычно кобальтового, железного или кобальт-железного катализатора Фишера-Тропша, при повышенных температурах и в подходящем реакторе, каким обычно является реактор с неподвижным или взвешенным слоем, в результате чего получают ряд продуктов, включающий ряд олефиновых ненасыщенных углеводородных соединений, подходящих для использования в качестве сырья в данном изобретении. Продукты процесса Фишера-Тропша обычно должны затем перерабатываться для получения олефиновой фракции. Таким образом, как описано здесь выше, сырье будет затем содержать, в дополнение к ненасыщенным олефиновым углеводородным соединениям, также разветвленные и нормальные парафины, такие как октан и/или 2-метилгептан; оксигенаты, такие как спирты; ароматические углеводороды, такие как бензол; и насыщенные и ненасыщенные циклические соединения, отличные от ароматических углеводородов, таких как циклогексан.
В каталитической дистилляционной зоне может быть прогидрировано от 30 до примерно 100% ненасыщенных олефиновых углеводородных соединений.
Когда индивидуальное ненасыщенное олефиновое соединение может, по меньшей мере в принципе, остаться непрогидрированным или непрореагировавшим в каталитической дистилляционной зоне, два или более различных ненасыщенных олефиновых углеводородных соединения будут обычно оставаться непрогидрированными или непрореагировавшими. Такие непрогидрированные или непрореагировавшие соединения обычно являются или самыми легкими соединениями в сырье или самыми тяжелыми соединениями в сырье, и в способе по изобретению, приводящем таким образом к данным соединениям, они отделяются в каталитической дистилляционной зоне от гидрированных соединений.
Зона каталитической дистилляции обычно является колонной. Катализатор может быть в виде частиц и может быть предоставлен в виде слоя насадки. Сырье и водород должны затем, разумеется, вводиться непрерывно в колонну, причем продукт непрерывно выводят из колонны как продуктовый поток. Сырье и водород могут входить в колонну на одном и том же уровне или на разных уровнях. Предпочтительно, однако, водород может входить в колонну ниже уровня, на котором в колонну входит сырье. Подходящие дистилляционные устройства, например насыпная насадка, структурированная насадка, тарелки или любые другие дистилляционные аппараты или устройства, вводят в колонну ниже и/или выше каталитического слоя.
Катализатор гидрогенизации в виде частиц в слое насадки обеспечивает хороший контакт между ненасыщенными олефиновыми углеводородными соединениями и водородом, в то же время обеспечивая также требуемое разделение газовой и жидкой фаз. Катализатор гидрогенизации может быть предпочтительно гетерогенным катализатором. Обычно он имеет размер частиц от 0,79 до 6,35 мм и может быть в любой желаемой форме, например, сферическим, удлиненным или подобным. Обычно такие катализаторы содержат в качестве своего активного компонента один или несколько из металлов, таких как никель, медь, кобальт, хром, цинк, железо и металлы платиновой группы, т.е. платина, палладий, родий и рутений.
Хотя колонна может, по меньшей мере в принципе, работать при повышенном давлении до 1500 кПа (изб.), предусматривается, что она будет нормально работать при примерно атмосферном давлении или при давлении лишь ненамного выше атмосферного давления, что является преимуществом способа по изобретению. Так, рабочее давление в колонне обычно может быть в интервале от примерно 50 кПа (изб.) до примерно 200 кПа (изб.).
Температура в колонне будет зависеть, среди прочего, от состава сырья, давления в колонне и от ненасыщенных олефиновых углеводородных соединений, которые не прогидрировались, т.е. которые должны быть отделены от гидрированных углеводородных соединений. Так, если сырьем является фракция нафты С7-С13 и рабочее давление колонны составляет 100-200 кПа (изб.), температура слоя катализатора может быть около 120-140°C, причем продуктовый поток затем выводят в виде кубового потока, а непрореагировавшие олефиновые углеводородные соединения, являющиеся более легкими соединениями, выводят в виде дистиллятного потока. Если сырьем является фракция нафты С7-С13 и рабочее давление колонны составляет около 100 кПа (изб.), температура слоя катализатора может быть около 150°C, причем продуктовый поток выводят в виде дистиллятного потока, а непрореагировавшие олефиновые углеводородные соединения, являющиеся более тяжелыми соединениями, выводят в виде кубового потока. Если сырье включает ненасыщенные олефиновые олигомеры, полученные из олефинов С3-С7 и рабочее давление колонны составляет около 50-200 кПа (изб.), температура слоя катализатора может быть около 160°C-200°C, причем продуктовый поток выводят в виде дистиллятного потока, а непрореагировавшие олефиновые углеводородные соединения, являющиеся более тяжелыми соединениями, выводят в виде кубового потока.
Изобретение будет теперь описано на примерах со ссылкой на сопровождающие рисунки.
На фиг.1 численное обозначение 10 в целом обозначает процесс гидрогенизации олефинового сырья согласно первому осуществлению изобретения.
Процесс 10 включает каталитическую дистилляционную колонну 12, содержащую слой насадки 14 из катализатора гидрогенизации в виде частиц, а также множество дистилляционных тарелок 16 в дистилляционной зоне 20 выше слоя насадки катализатора 14.
Линия ввода сырья 20 ведет в дистилляционную зону 18, тогда как линия подачи водорода 22 ведет в колонну 12 ниже слоя насадки катализатора 14.
Линия вывода кубового продукта 24 ведет из куба колонны 12. Она делится на линию ребойла 26 и линию вывода продукта 28. Линия ребойла 26 соединяется с ребойлером 30 и возвращает часть кубового продукта в колонну 12.
Шлемовая линия 32 ведет с верха колонны 12 в конденсатор 34 и из него в рефлюксную емкость 36. Линия жидкости 38 ведет из рефлюксной емкости 36 и делится на линию возврата 40 на верх колонны 12 и линию вывода дистиллятного продукта 42. Линия вывода водорода 44 ведет из рефлюксной емкости 36 к компрессору рецикла водорода 46 с линией 48, ведущей от компрессора 46 в линию подачи водорода 22. Линия подпитки водорода 50 также ведет в линию подачи водорода 22.
При использовании олефиновое сырье, такое как фракция нафты, полученная в процессе Фишера-Тропша, подают в дистилляционную зону 18 по линии подачи сырья 20, тогда как водород одновременно вводят в куб колонны по линии 22. Колонну 12 поддерживают под давлением немного выше атмосферного давления, обычно при 100-200 кПа (изб.), причем температуру слоя катализатора обычно поддерживают на уровне 120-165°C. Более тяжелые ненасыщенные олефиновые углеводородные соединения фракции нафты процесса Фишера-Тропша гидрируют до парафинов, причем данные парафины выводят по линии 24 в виде кубового потока или продукта. Часть кубового продукта возвращают на испарение через линию 26 и ребойлер 30, а остаток его выводят по линии 28. Более легкие непрореагировавшие или непрогидрированные ненасыщенные олефиновые углеводородные продукты выводят по линии 32 и конденсируют в конденсаторе 34 перед проходом в рефлюксную емкость 36. Их жидкий компонент выводят по линии 38, причем часть его подают на орошение по линии 40 в верх колонны 12, тогда как остаток выводят в качестве дистиллятного продукта или потока по линии 42. Водород подают в рецикл как питание в колонну с помощью линии 44, ведущей из рефлюксной емкости 36, компрессора 46 и линии 48.
Таким образом, посредством процесса 10 может быть проведена объемная гидрогенизация фракции нафты, полученной в процессе Фишера-Тропша. При такой объемной гидрогенизации более тяжелые ненасыщенные олефиновые углеводородные соединения гидрируются до парафинов, которые выводят по линии 28 как кубовый продукт. Нежелательные более легкие ненасыщенные олефиновые углеводородные соединения выводят по линии 42 как дистиллятный продукт.
Должно быть ясно, что другие виды сырья могут быть переработаны в процессе, имеющем такую же конфигурацию, как на фиг.1.
Так, в другом варианте данного осуществления изобретения процесс 10 может быть использован для объемной гидрогенизации олефинового сырья, включающего ненасыщенные олефиновые олигомеры (т.е. полимеры, полученные из 2, 3 или 4 мономерных звеньев), полученные из олефинов С3-С7. Ненасыщенные олигомеры гидрируются до парафинов, причем парафины выводят в виде кубового продукта, а нежелательные легкие непрогидрированные или ненасыщенные олефиновые олигомеры и олефины выводят в виде дистиллятного продукта.
В процессе 10 степень гидрогенизации определяется подачей водорода по линии 22 и рабочими условиями в колонне 12. Гидрогенизация необязательно должна быть полной. Компрессор рецикла водорода 46 обеспечивает требуемое парциальное давление водорода в каталитическом слое 14.
Процесс 10 представлен в примерах 1 и 2 здесь далее. В примерах 1 и 2, а также в примерах 3 и 4, также описанных здесь далее, использовали каталитическую дистилляционную колонну 12 высотой 10 м и диаметром 2 дюйма (приблизительно 5 см), состоящую из четырех 2,5 м секций. В каждом из примеров 1-4 колонну загружали доступным промышленным катализатором гидрогенизации, каковой указан. Частицы катализатора укладывали в пакеты, изготовленные из тканой сетки из нержавеющей стали, обернутые демистерной проволочной сеткой. Колонна имела точки ввода питания в верхних фланцах всех 2,5 м секций для того, чтобы сделать возможной оптимизацию процесса. Гидрированные компоненты могли быть удалены или как дистиллятный поток, или как кубовый поток.
В общем, в примерах 1 и 2 здесь далее конфигурация процесса была такой, которая показана на фиг.1, за исключением того, что линии рецикла водорода 44, 48 и компрессор водорода 46 опущены, вместо этого линия сдувки водорода ведет из рефлюксной емкости 36. Дистилляционные тарелки не предусмотрены ни выше, ни ниже слоя катализатора, и катализаторная насадка таким образом выполняет также роль дистилляционных тарелок.
В примерах 1 и 2 одинаково фракцию нафты С7-С13 процесса Фишера-Тропша с содержанием олефинов 84 мас.% вводили выше каталитического слоя 14 со скоростью 0,5-1 кг/час. Водород вводили в куб колонны 12 по линии 22, т.е. ниже каталитического слоя 14, со скоростью 1,0-2,5 нм3/час. Давление в колонне варьировали в интервале 100-200 кПа (изб), что давало температуру слоя катализатора в интервале 120-140°C. Конверсия олефинов сырья составляла 60-80%. Гидрированные соединения выводили в виде кубового потока.
Было найдено, что результаты, подобные результатам, полученным в примерах 1 и 2, могут также быть достигнуты при использовании колонны каталитической дистилляции 12 большего масштаба, также имеющей длину 10 м, но имеющей диаметр 4 дюйма (приблизительно 100 мм), и при использовании того же доступного промышленного катализатора гидрогенизации.
Пример 1
Колонну 10 м и 2 дюйма загружали доступным в продаже катализатором гидрогенизации, полученным от Kats Leuna GmbH Catalyst из Am-Hauptor, Geb. 8322, D-06237, Leuna, Germany под обозначением Leuna Catalyst 6564TL 1.2. Фракцию нафты С7-С13, полученную по процессу Фишера-Тропша, с содержанием олефинов между 42 и 72 мас.% подавали выше слоя катализатора со скоростью 1 кг/час. Состав сырья приведен в табл.1.1.
Состав углеводородного сырья и характеристика сырья
Водород подавали ниже слоя катализатора со скоростью 89 г/час. Давление в колонне составляло 100 кПа (изб.), что давало в результате температуру слоя катализатора 117°C. Температура ребойлера была 164°C. Гидрированные соединения выводили в виде кубового потока. Отбирали 798 г/час кубового продукта и 200 г/час дистиллятного продукта. Конверсия олефинов сырья составила 57%. Анализ дистиллятного и кубового продуктов приведен в табл.1.2 ниже.
Анализ продукта
продукт)
Пример 2
Колонну 10 м и 2 дюйма загружали таким же доступным в продаже катализатором гидрогенизации, какой был использован в примере 1. Такое же полученное по процессу Фишера-Тропша сырье, как использовано в примере 1, подавали выше слоя катализатора со скоростью 748 г/час. Водород подавали ниже слоя катализатора со скоростью 224 г/час. Давление в колонне составляло 212 кПа (изб.), что давало в результате температуру слоя катализатора 140°C. Температура ребойлера была 197°C. Гидрированные продукты выводили в виде кубового потока. Отбирали 544 г/час кубового продукта и 216 г/час дистиллятного продукта. Конверсия олефинов сырья составила 78%. Анализы дистиллятного и кубового продуктов приведены в табл.2.1 ниже.
Анализ продукта
(гидрированный продукт)
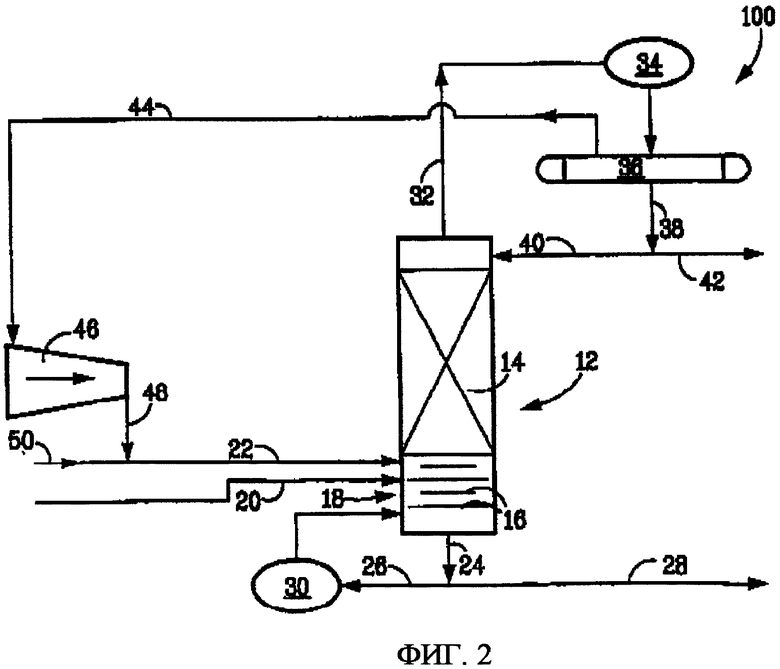
На фиг.2 численное обозначение 100 в целом обозначает процесс гидрогенизации олефинового сырья согласно второму осуществлению изобретения.
В процессе 100 компоненты, которые являются такими же или подобными компонентам процесса 10 на фиг.1, обозначены теми же численными обозначениями.
Каталитическая дистилляционная колонна 12 процесса 100 подобна колонне процесса 10, за исключением того, что дистилляционная зона 18 предусмотрена ниже слоя насадки из катализатора 14. Линия подачи сырья 20 по-прежнему ведет в дистилляционную зону 18 и таким образом также расположена ниже слоя насадки из катализатора 14.
В процессе 100 может быть осуществлена массовая гидрогенизация олефинового сырья, такого как фракция нафты, полученная в процессе Фишера-Тропша, где ненасыщенные углеводородные соединения сырья превращаются в парафины. Гидрированные соединения, т.е. парафины, выводят по линии 42 в виде дистиллятного продукта, а нежелательные более тяжелые ненасыщенные углеводородные соединения, т.е. олигомеры сырья, выводят по линии 28 в виде кубового продукта.
Должно быть ясно, что другие виды сырья могут быть переработаны в процессе, имеющем такую же конфигурацию, как на фиг.2.
Так, в другом варианте данного осуществления изобретения гидрогенизация смеси олигомеров, полученных из ненасыщенных или олефиновых углеводородных соединений С3-С7, может быть осуществлена в процессе 100. Ненасыщенные олигомеры гидрируются до парафинов. Парафины выводят в виде дистиллятного продукта, а нежелательные ненасыщенные более тяжелые компоненты в виде более тяжелых олефинов и/или олигомеров выводят в виде кубового продукта. Как и ранее, степень гидрогенизации определяется подачей водорода и рабочими условиями в каталитической дистилляционной колонне 12, и гидрогенизация необязательно должна быть полной. Компрессор рецикла водорода 46 обеспечивает требуемое парциальное давление водорода в каталитическом слое 14 каталитической дистилляционной колонны 12.
Как и на фиг.1, степень гидрогенизации определяется подачей водорода и рабочими условиями в колонне 12; гидрогенизация необязательно должна быть полной; и компрессор рецикла водорода 46 обеспечивает требуемое парциальное давление водорода в каталитическом слое 14.
В примерах 3-9 здесь далее был использован процесс 100, за исключением того, что вместо рецикла водорода через линию 44, компрессор 46 и линию 48 была использована сдувка водорода из рефлюксной емкости 36.
В примерах 3 и 4 одинаково фракцию нафты С7-С13, полученную по процессу Фишера-Тропша, с содержанием олефинов 84 мас.% вводили в каталитическую дистилляционную колонну 12 ниже каталитического слоя 14 со скоростью 2 кг/час. Водород вводили в колонну 12 со скоростью 2 нм3/час ниже каталитического слоя 14. Давление в колонне поддерживали на уровне 100 кПа (изб.), что давало температуру слоя катализатора около 150°C. Конверсия олефинов сырья составляла 80-85%.
Пример 3
Колонну 10 м и 2 дюйма загружали таким же доступным в продаже катализатором гидрогенизации, какой был использован в примере 1. Фракцию нафты С7-С13, полученную по процессу Фишеру-Тропшу, с содержанием олефинов между 42 и 72 мас.% подавали ниже слоя катализатора со скоростью 2 кг/час. Состав сырья приведен в табл.3.1.
Состав углеводородного сырья и характеристика сырья
Водород подавали ниже слоя катализатора со скоростью 179 г/час. Давление в колонне составляло 100 кПа (изб.), что давало в результате температуру слоя катализатора 143°C. Температура ребойлера была 219°C. Поддерживали флегмовое число, равное 2. Гидрированные соединения выводили в виде дистиллятного потока. Отбирали 486 г/час кубового продукта и 1497 г/час дистиллятного продукта. Избыток водорода сбрасывали на факел. Конверсия олефинов сырья составила 83%. Анализы дистиллятного и кубового продуктов приведены в табл.3.2 ниже.
Анализ продукта
Пример 4
Колонну 10 м и 2 дюйма загружали таким же доступным в продаже катализатором гидрогенизации, какой был использован в примере 1. Такое же полученное по процессу Фишера-Тропша сырье, как использованное в примере 3, подавали ниже слоя катализатора со скоростью 2 кг/час.
Водород подавали ниже слоя катализатора со скоростью 179 г/час. Давление в колонне составляло 100 кПа (изб.), что давало в результате температуру слоя катализатора 148°C. Температура ребойлера была 236°C. Поддерживали флегмовое число, равное 2. Гидрированные соединения выводили в виде дистиллятного потока. Отбирали 102 г/час кубового продукта и 1897 г/час дистиллятного продукта. Избыток водорода сбрасывали на факел. Конверсия олефинов сырья составила 75%. Анализы дистиллятного и кубового продуктов приведены в табл.4.1 ниже.
Анализ продукта
В примерах 5-9 использовали 10 м каталитическую дистилляционную колонну 12 диаметром 4 дюйма (приблизительно 100 мм), состоящую из десяти 1 м секций. В каждом из примеров ее загружали насадочным слоем 14 доступного в продаже катализатора гидрогенизации, какой был задан. Катализатор загружали в виде фирменной каталитической насадки, получаемой от Catalytic Distillation Technologies 10100 Bay Area Boulevard, Pasadena, Texaz 77507, USA, описанной в патенте США 5942456. Колонна имела точки ввода на верхних фланцах всех 1 м секций для того, чтобы сделать возможной оптимизацию процесса. Гидрированные соединения выводили в виде кубового потока.
Пример 5
Колонну 10 м и 4 дюйма загружали доступным в продаже катализатором гидрогенизации, полученным от Kats Leuna GmbH Catalyst из Am-Hauptor, Geb. 8322, D-06237, Leuna, Germany под обозначением Leuna Catalyst 7762К. Фракцию нафты С7-С13, полученную по Фишеру-Тропшу, с содержанием олефинов между 45 и 80 мас.% подавали ниже слоя катализатора со скоростью 14,251 кг/час. Состав сырья приведен в табл.5.1.
Состав углеводородного сырья и характеристика сырья
Водород подавали ниже слоя катализатора со скоростью 396 г/час. Давление в колонне составляло 102 кПа (изб.), что давало в результате температуру слоя катализатора 172°C. Температура ребойлера была 203°C. Поддерживали флегмовое число, равное 6. Гидрированные соединения выводили в виде дистиллятного потока. Отбирали 2,789 кг/час кубовых продуктов и 11,463 кг/час дистиллятных продуктов. Избыток водорода сбрасывали на факел. Конверсия олефинов сырья составила 87%. Анализы дистиллятного и кубового продуктов приведены в табл.5.2 ниже.
Анализ продукта
Пример 6
Колонну 10 м и 4 дюйма загружали таким же доступным в продаже катализатором гидрогенизации, какой был использован в примере 5. Такое же полученное по Фишеру-Тропшу сырье, как использованное в примере 5, подавали ниже слоя катализатора со скоростью 18,016 кг/час.
Водород подавали ниже слоя катализатора со скоростью 434 г/час. Давление в колонне составляло 300 кПа (изб.), что давало в результате температуру слоя катализатора 208°C. Температура ребойлера была 244°C. Поддерживали флегмовое число, равное 4. Гидрированные соединения, т.е. парафины, выводили в виде дистиллятного потока. Отбирали 2,727 кг/час кубового продукта и 15,648 кг/час дистиллята. Избыток водорода сбрасывали на факел. Конверсия олефинов сырья составила 95%. Анализы дистиллятного и кубового продуктов приведены в табл.6.1 ниже.
Анализ продукта
В общем, в примерах 7-9 олефиновое сырье, включающее смесь ненасыщенных олигомеров, вводили ниже слоя катализатора со скоростью между 5-15 кг/час. Водород подавали со скоростью 1-9 нм3/час ниже слоя катализатора. Давление в колонне варьировали между 50-200 кПа (изб.), что приводило к температурам слоя катализатора в интервале 160-200°C. Конверсия олефинов сырья составляла 60-99%.
Пример 7
Колонну 10 м и 4 дюйма загружали таким же доступным в продаже катализатором гидрогенизации, какой был использован в примере 5. Смесь олигомеров с содержанием олефинов между 45 и 80 мас.% подавали в качестве олефинового сырья ниже слоя катализатора со скоростью 15,02 кг/час. Состав сырья приведен в табл.7.1 ниже.
Состав углеводородного сырья и характеристика сырья
Водород подавали ниже слоя катализатора со скоростью 0,79 кг/час. Давление в колонне составляло 163 кПа (изб.), что давало в результате температуру слоя катализатора 193°C. Температура ребойлера была 234°C. Поток флегмы поддерживали на уровне 55 кг/час. Гидрированный продукт выводили в виде дистиллятного потока. Отбирали 14,62 кг/час дистиллята. Избыток водорода сбрасывали на факел. Конверсия олефинов сырья составила 99,9%. Бромное число дистиллятного (гидрированного) продукта было 0,05.
Пример 8
Колонну 10 м и 4 дюйма загружали таким же доступным в продаже катализатором гидрогенизации, какой был использован в примере 5. Такое же сырье, которое было использовано в примере 7, подавали ниже слоя катализатора со скоростью 15,00 кг/час.
Водород подавали ниже слоя катализатора со скоростью 0,18 кг/час. Давление в колонне составляло 133 кПа (изб.), что давало в результате температуру слоя катализатора 202°C. Температура ребойлера была 229°C. Поток флегмы поддерживали на уровне 40 кг/час. Гидрированные соединения выводили в виде дистиллятного потока. Отбирали 14,80 кг/час дистиллята. Избыток водорода сбрасывали на факел. Конверсия олефинов сырья составила 39,0 %. Бромное число дистиллятного (гидрированного) продукта было 54,92.
Пример 9
Колонну 10 м и 4 дюйма загружали таким же доступным в продаже катализатором гидрогенизации, какой был использован в примере 5. Такое же сырье, которое было использовано в примере 7, подавали ниже слоя катализатора со скоростью 10,02 кг/час.
Водород подавали ниже слоя катализатора со скоростью 0,33 кг/час. Давление в колонне составляло 52 кПа (изб.), что давало в результате температуру слоя катализатора 177°C. Температура ребойлера была 214°C. Поток флегмы поддерживали на уровне 35 кг/час. Гидрированный продукт выводили в виде дистиллятного потока. Отбирали 10,22 кг/час дистиллята. Избыток водорода сбрасывали на факел. Конверсия олефинов сырья составила 99,4%. Бромное число дистиллятного (гидрированного) продукта было 0,56.
Примеры 10-13
Примеры 10-13 осуществляли идентично примерам 7-9, используя такие же сырье, катализатор и т.д., но имея различные скорости подачи сырья, скорости подачи водорода и другие рабочие параметры. Расходы потоков, рабочие параметры, анализы продуктов и результаты приведены в табл.8.1. Для полноты примеры 7-9 включены в табл.8.1.
Авторы считают, что способ согласно изобретению имеет, среди прочих, следующие преимущества.
В каталитической дистилляционной колонне 12 может быть использовано более низкое давление по сравнению с технологиями гидрогенизации неподвижный слой/текучий слой для достижения такого же потенциала конверсия/производительность, в результате чего требуется менее дорогостоящее оборудование.
Гидрогенизация является экзотермической реакцией, так что продуцируется значительное количество тепла. По процессу 10 можно достичь удаления таких значительных количеств тепла реакции in situ. Большие рециклы жидкости или применение промежуточных холодильников не требуется, что потенциально приводит к упрощению процесса.
Благодаря превосходному отводу тепла реакции, т.е. отсутствию «горячих пятен», происходит меньшее отравление катализатора из-за образования олигомеров, что приводит в результате к увеличенной продолжительности службы катализатора по сравнению с тем же катализатором, используемым в реакторе гидрогенизации с неподвижным слоем.
Кислотность сырья, которая может приводить к образованию тяжелых компонентов/олигомеров, не оказывает отрицательного влияния на активность катализатора, так как тяжелые компоненты непрерывно смываются с поверхности частиц катализатора.
Дополнительно, способ согласно изобретению имеет общие преимущества над обычными способами гидрогенизации олефинового сырья, включающими реактор гидрогенизации с последующей дистилляционной колонной, такие как:
- ожидается, что будет преодолен равновесный порог, поскольку продукты непрерывно выводятся из зоны реакции, что приведет к повышенной производительности;
- ожидается увеличенный срок службы катализатора благодаря удалению продуктов с поверхности катализатора в результате моющего действия орошения в каталитической дистилляционной колонне;
- ожидаются повышенные селективности, поскольку ограничены местные высокие температуры, которые могут приводить к образованию побочных продуктов;
- разумный выбор расположения точек ввода сырья в каталитическую дистилляционную колонну может ограничить вредное влияние ядов и/или ингибиторов в сырье;
- способ может быть применен к азеотропным системам;
- способ дает возможность отводить большие количества тепла реакции, поддерживая в то же время стабильную температуру катализатора, поскольку температура в колонне задается давлением в колонне, при условии, что колонна работает в режиме выше минимально требуемой нагрузки;
- общая схема процесса может быть упрощена, поскольку две операции известных процессов проводятся теперь в одном аппарате.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИДРОДЕСУЛЬФУРИЗАЦИИ С ВЫБРАННЫМ ЖИДКИМ РЕЦИРКУЛЯТОМ ДЛЯ УМЕНЬШЕНИЯ ОБРАЗОВАНИЯ РЕКОМБИНАНТНЫХ МЕРКАПТАНОВ | 2011 |
|
RU2539600C2 |
| СПОСОБ УДАЛЕНИЯ МЕРКАПТАНОВ | 2000 |
|
RU2229499C2 |
| ОБРАБОТКА ЛИГРОИНА ФЛЮИД-КАТАЛИТИЧЕСКОГО КРЕКИНГА (FCC) | 2006 |
|
RU2387696C2 |
| СПОСОБ ГИДРООЧИСТКИ (ВАРИАНТЫ) | 2000 |
|
RU2233311C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ГИДРОГЕНИЗАЦИИ | 2000 |
|
RU2220126C2 |
| СПОСОБ ГИДРОДЕСУЛЬФУРИЗАЦИИ НЕФТЯНОГО СЫРЬЯ, СПОСОБ ГИДРОДЕСУЛЬФУРИЗАЦИИ КРЕКИРОВАННОЙ НАФТЫ(ВАРИАНТЫ) | 2000 |
|
RU2241021C2 |
| СПОСОБ ОЛИГОМЕРИЗАЦИИ БЕНЗИНА БЕЗ ДОПОЛНИТЕЛЬНОГО ОБЛАГОРАЖИВАНИЯ | 2013 |
|
RU2639160C2 |
| СПОСОБ ОБЕССЕРИВАНИЯ БЕНЗИНА | 1996 |
|
RU2149172C1 |
| УСТРОЙСТВА И СПОСОБЫ ДЛЯ РАЗДЕЛЕНИЯ ИЗОМЕРОВ КСИЛОЛА С ИСПОЛЬЗОВАНИЕМ СЕЛЕКТИВНОЙ АДСОРБЦИИ | 2014 |
|
RU2656470C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИНЕЙНЫХ ПЕРВИЧНЫХ МОНОСПИРТОВ | 2002 |
|
RU2291848C2 |
Изобретение относится к способу гидрогенизации олефинсодержащего сырья, состоящего из множества различных ненасыщенных олефиновых углеводородных соединений. Способ включает: объемную гидрогенизацию олефинового сырья путем каталитической дистилляции в каталитической дистилляционной зоне, содержащей катализатор гидрогенизации, и в присутствии водорода, в результате чего осуществляют гидрогенизацию от примерно 30 до примерно 100% ненасыщенных олефиновых углеводородных соединений, присутствующих в сырье, до их соответствующих насыщенных соединений; и вывод насыщенных соединений из каталитической дистилляционной зоны; извлечение непрогидрогенизированных олефиновых углеводородных соединений, включающих наиболее легкие олефиновые углеводородные соединения сырья, из указанного гидрогенизата; и извлечение непрогидрогенизированных олефиновых углеводородных соединений, включающих наиболее тяжелые олефиновые углеводородные соединения сырья, из указанного гидрогенизата. 7 з.п. ф-лы, 11 табл., 2 ил.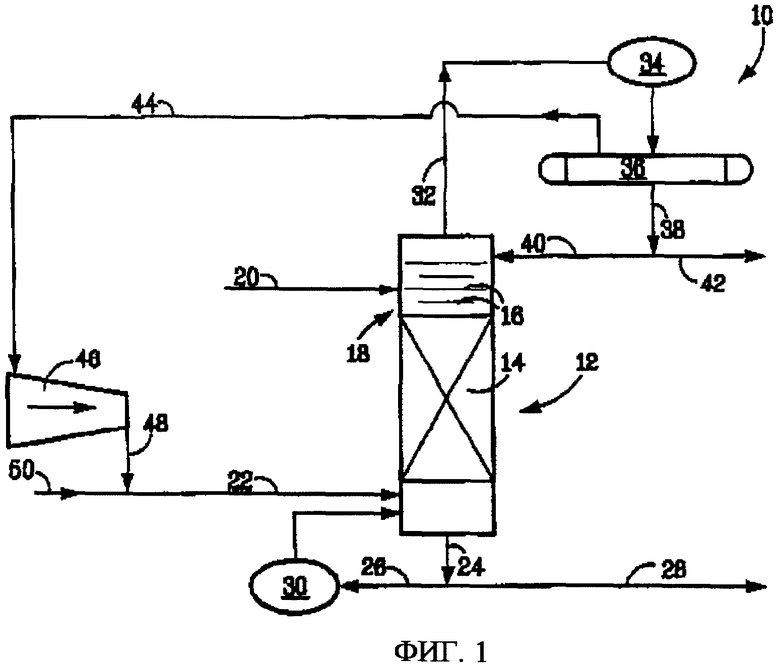
объемную гидрогенизацию олефинового сырья путем каталитической дистилляции в каталитической дистилляционной зоне, содержащей катализатор гидрогенизации, и в присутствии водорода, в результате чего осуществляют гидрогенизацию от примерно 30 до примерно 100% ненасыщенных олефиновых углеводородных соединений, присутствующих в сырье, до их соответствующих насыщенных соединений; и
вывод насыщенных соединений из каталитической дистилляционной зоны;
извлечение непрогидрогенизированных олефиновых углеводородных соединений, включающих наиболее легкие олефиновые углеводородные соединения сырья, из указанного гидрогенизата; и
извлечение непрогидрогенизированных олефиновых углеводородных соединений, включающих наиболее тяжелые олефиновые углеводородные соединения сырья, из указанного гидрогенизата.
| Установка для нагрева бандажей при демонтаже и монтаже | 1975 |
|
SU556025A1 |
| US 5449501 А1, 12.09.1995 | |||
| US 6407300 B2, 18.06.2002 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| МНОГОЦЕЛЕВАЯ КАТАЛИТИЧЕСКАЯ ДИСТИЛЛЯЦИОННАЯ КОЛОННА И СПОСОБ ЭТЕРИФИКАЦИИ С ИСПОЛЬЗОВАНИЕМ ЭТОЙ КОЛОННЫ | 1994 |
|
RU2151624C1 |

