Изобретение относится к нанесению защитно-декоративных (в т.ч. цинкового и цинк-алюминиевого) покрытий металлизацией напылением электродуговым или газотермическим способами и может быть использовано для защиты от коррозии, атмосферной и почвенной эрозии труб из литейною чугуна, в т.ч. из высокопрочного чугуна с шаровидным графитом (ВЧШГ), сталей и сплавов, а также бетонных, пластбетонных и асбоцементных, имеющих переменную геометрию наружной поверхности трубы, включающую наличие формовочного уклона по длине трубы, фланец и/или раструб на одном или двух концах трубы.
Известна линия металлизации цилиндрических изделий, содержащая стеллажи для укладки и выгрузки труб, рольганг, последовательно установленные вдоль него камеры сушки, щеточной очистки, дробеструйной очистки, металлизации, узел уплотнения покрытия, механизм разгрузки, позволяющая наносить покрытия металлизацией распылением [1].
Недостатком данной линии является сложная схема технологического процесса (см. а.с. SU 1819910 А1).
Известна линия металлизации цилиндрических изделий диаметром до 168 мм, содержащая последовательно установленные устройства загрузки, очистки труб, металлизации и разгрузки, рольганги, механизм задачи рабочей скорости вращения и продольной подачи труб, два механизма досылки труб (загрузка и выгрузка труб) и устройство разгрузки [2]. Принят в качестве прототипа.
Однако данная технологическая линия обрабатывает только гладкие цилиндрические изделия и не позволяет производить металлизацию трубы с переменной геометрией наружной поверхности, включающую наличие формовочного уклона по длине трубы, фланец и/или раструб на одном или двух концах трубы.
Задачей, на решение которой направлено настоящее изобретение, является достижение технического результата путем создания линии металлизации труб, не имеющей недостатков выше названных линии металлизации [1] и прототипа [2], позволяющей выполнять управляемое нанесение металлических покрытий на трубу диаметром до 300-400 мм, имеющую на концах фланец и/или раструб и формовочный уклон по всей длине, при упрощении конструкции линии, обладающей свойством универсальности применения как встраиваемой в состав передаточного конвейера существующего технологического процесса производства труб, так и автономно устанавливаемой в технологическом помещении.
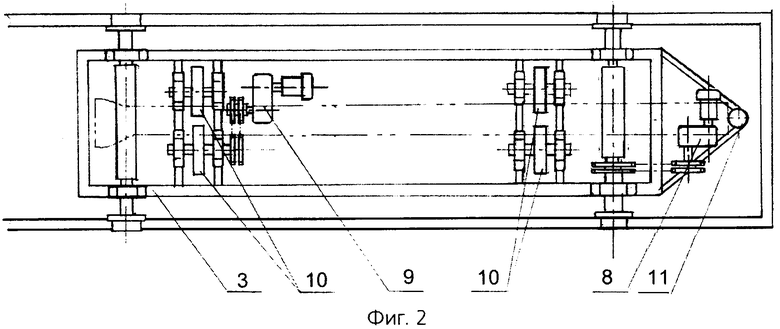
Предлагаемая линия (фиг.1) содержит последовательно установленные накопитель труб с загрузочным рольгангом 1, механизм подачи трубы 2, подвижную каретку 3, устройство металлизации 5, механизм сталкивания 6, наклонный стеллаж готовой продукции 7.
Подвижная каретка 3 (фиг.2) содержит автономный управляемый привод ее линейного перемещения 8, управляемый привод вращения трубы 9, передающий вращение посредством четырех опорных роликов 10 - ведущего, ведомого и двух холостых, гуммированных полиуретаном или другим аналогичным материалом, с которыми труба своим весом обеспечивает фрикционный контакт и роликовый упор 11, установленный у торца трубы и исключающий осевое смещение при вращении. Каретка с автономным приводом ее перемещения и привод вращения трубы выполнены с возможностью обеспечения управляемых соответственно линейной и угловой скоростей относительно напыляющих головок устройства металлизации 5 и шага витка в зависимости от формовочного уклона поверхности трубы, фланца и/или раструба, диаметра трубы и времени металлизации, что позволяет обеспечить изменение количества наносимого покрытия с необходимыми параметрами металлизации.
Линия работает следующим образом.
Трубы с существующего передаточного технологического конвейера цеха или из штабеля (склада) грузозахватным механизмом подаются на накопитель с загрузочным рольгангом 1. Подвижная каретка 3 по двум рельсам или по другой направляющей поверхности транспортной скоростью подводится к механизму подачи трубы 2, которым труба 4 укладывается на опорные ролики 10 каретки 3. Каретка 3 ускоренно (транспортной скоростью) перемещается к устройству металлизации 5. При входе фланца или раструба в зону напыления устройства металлизации 5 линейная скорость каретки 3 и скорость вращения трубы 4 устанавливаются в соответствии с диаметром трубы, количеством покрытия, наносимого на единицу площади трубы, и в процессе металлизации меняются путем ручного или автоматического управления автономным приводом линейного перемещения 8 каретки 3 и приводом вращения трубы 9 согласно профилю обрабатываемой трубы 4. При полном выходе трубы из участка металлизации 5 вращение трубы прекращается, линейная скорость каретки 3 увеличивается до транспортной, она подается к механизму сталкивания 6, которым готовая труба перемещается на наклонный стеллаж готовой продукции 7, выполненный с наклоном в сторону отгрузки.
Литература
1. Авторское свидетельство SU 1819910 А1, Кл. С23С 4/00.
2. Авторское свидетельство SU 1139767 А, Кл. С23С 4/00; В05В 13/02.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА МЕТАЛЛИЗАЦИИ ТРУБ | 2005 |
|
RU2313618C2 |
| УСТРОЙСТВО ДЛЯ ВРАЩЕНИЯ И ПЕРЕМЕЩЕНИЯ ТРУБЫ | 2016 |
|
RU2632308C2 |
| Линия металлизации цилиндрических изделий | 1983 |
|
SU1139767A1 |
| Устройство для напыления покрытия на длинномерные цилиндрические изделия типа труб | 1989 |
|
SU1727925A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОРОШКОВЫЕ МАТЕРИАЛЫ | 2021 |
|
RU2767099C1 |
| ПОТОЧНАЯ, АВТОНОМНАЯ, МОБИЛЬНАЯ ЛИНИЯ ДЛЯ МОНТАЖА ТРУБОПРОВОДОВ | 1999 |
|
RU2164635C1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА КАМНЕЙ БЕТОННЫХ | 2017 |
|
RU2661484C1 |
| ЛИНИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЛИННОМЕРНЫЕ ЦИЛИНДРИЧЕСКИЕ ИЗДЕЛИЯ | 1992 |
|
RU2048602C1 |
Изобретение относится к линии металлизации труб и может быть использовано для защиты от коррозии, атмосферной и почвенной эррозии труб из чугуна, в т.ч. из высокопрочного с шаровидным графитом, стали, сплавов, бетонных, пластбетонных и асбоцементных путем нанесения защитно-декоративных покрытий металлизацией электродуговым или газотермическим напылением. Линия металлизации содержит накопитель с загрузочным рольгангом, механизм подачи трубы, подвижную каретку, устройство металлизации, механизм сталкивания, наклонный стеллаж для готовой продукции. Подвижная каретка имеет автономный привод ее перемещения и привод вращения трубы. Эти приводы выполнены с возможностью обеспечения управляемых линейной и угловой скоростей относительно напыляющих головок устройства металлизации и шага витка в зависимости от формовочного уклона поверхности трубы, фланца и/или раструба, диаметра трубы и времени металлизации. В результате обеспечена возможность нанесения металлического декоративно-защитного покрытия на поверхность труб, имеющих на торцах фланец или формовочный уклон по всей длине, а также на трубы до 300-400 мм в диаметре. 2 ил.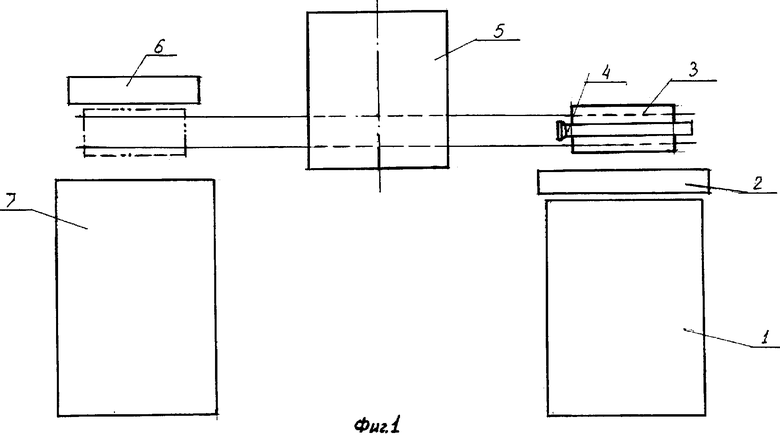
Линия металлизации труб, содержащая последовательно установленные накопитель труб с загрузочным рольгангом, механизм подачи трубы, подвижную каретку, устройство металлизации, механизм сталкивания, наклонный стеллаж готовой продукции, отличающаяся тем, что подвижная каретка имеет автономный привод ее перемещения и привод вращения трубы, которые выполнены с возможностью обеспечения управляемых линейной и угловой скоростей относительно напыляющих головок устройства металлизации и шага витка в зависимости от формовочного уклона поверхности трубы, фланца и/или раструба, диаметра трубы и времени металлизации.
| Линия металлизации цилиндрических изделий | 1983 |
|
SU1139767A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА НАПЛАВКИ ДЕТАЛИ ВРАЩЕНИЯ | 2000 |
|
RU2169649C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПЛАВЛЕННОГО НА ИЗДЕЛИЕ ПОКРЫТИЯ | 1998 |
|
RU2133652C1 |
| СПОСОБ ДУГОВОЙ ОБРАБОТКИ | 1984 |
|
RU1302560C |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБЫ | 1995 |
|
RU2075535C1 |

