Изобретение относится к автомобилестроению, а именно к вспомогательным устройствам и способам сварки рам для автомобилей карт, установки и крепления изделий в положении для сварки.
Уровень техники.
В настоящее время большинством производителей микроавтомобилей карт сварка рам осуществляется с применением плоских стапелей в виде плиты с закрепленными на ней ложементами для укладки труб будущей рамы.
Производится сварка стыков труб с верхней стороны, как правило, ручной полуавтоматической сваркой, затем, после остывания, рама снимается со стапеля и в незакрепленном положении производится сварка обратных сторон стыков труб.
Недостатками данного вида технологии сварки являются:
- необходимость снятия рамы для проварки швов с обратной стороны рамы, что в итоге сказывается на геометрических показателях рамы - вследствие сварки нежестко закрепленной рамы базовые точки креплений задний оси и передних кулаков ведет из-за утяжки металла в сварочных швах. Машина, собранная на такой раме, хуже управляется, оказывает большее сопротивление качению на прямых участках и в поворотах;
- увеличенное время изготовления рамы, вследствие необходимости выдержки по времени для остывания рамы до сварки с обратной стороны;
- низкие механические характеристики сварных швов при сварке рам из высокоуглеродистых сталей, вследствие, невозможности предварительного прогрева стыков труб перед наложением сварочного шва, что приводит к быстрому разрушению рамы в местах сварки;
- невозможность провести термообработку рамы (отпуск) в закрепленном положении в стапеле, а также, в случае проведения отпуска рамы в печи в свободном (незакрепленном) положении - увод геометрических параметров вследствие нагрева.
Из уровня техники известно «Устройство для сборки и сварки», патент на изобретение RU 2141394 (МПК B23K 37/04 опубликован 20.11.1999).
Изобретение относится преимущественно к машиностроению и может быть применено при сборке и дуговой сварке рамных или форменных конструкций. Устройство содержит раму с ложементами и фиксаторами и с двумя цапфами. Цапфы установлены в опорах на стойках с возможностью поворота вокруг горизонтальной оси. В опорах размещены втулки, соединенные между собой шиной. В средней части шины установлена клемма для подключения к источнику питания дуги. Втулки и шины выполнены из материала с высокой электропроводностью. Это уменьшает потери мощности в сварочной цепи и снижает магнитное дутье, что повышает качество швов. Поперек оси рамы закреплен стержень, на котором установлены два или более противовеса с фиксаторами их положения на стержне. Это сокращает время балансировки устройства, что повышает производительность его наладки. Устройство для сборки и сварки, содержащее стойки с опорами, в которых с возможностью поворота вокруг горизонтальной оси установлены две цапфы, жесткозакрепленные на торцах рамы, отличающееся тем, что оно снабжено смонтированными на раме ложементами с фиксаторами свариваемых деталей, стержнем, закрепленным своими концами на раме и расположенным перпендикулярно ее продольной оси, и по крайней мере, двумя противовесами для балансировки рамы с установленным на ней свариваемым узлом с выполненными в них отверстиями, через которые пропущен стержень, причем противовесы смонтированы на стержне с возможностью свободного перемещения вдоль него и имеют фиксаторы их положения на нем.
Из уровня техники известно решение, представляющее собой способ и сварочный стапель для сварки листовых конструкций FI 20065535 (МПК B23K 37/04 опуб. 01.03.2008). Изобретения могут быть использованы при сварке корпусных конструкций, состоящих из листовых компонентов, в частности конструкций, устанавливаемых в открытом море. Листовые компоненты в виде нижних и привариваемых к ним боковых плит прикрепляют к сварочному стапелю, который выполнен с возможностью вращения вокруг продольной оси и свободно оперт цилиндрами на отдельные концевые опоры. Ось, проходящая через общий центр тяжести листовых компонентов, лежит вблизи оси вращения сварочного стапеля. Листовые компоненты предпочтительно располагают, по существу, симметрично относительно оси вращения сварочного стапеля. Нижние плиты закреплены съемным образом на противоположных сторонах от оси вращения сварочного стапеля при помощи первых поддерживающих элементов. Боковые плиты прикреплены съемным образом к сварочному стапелю при помощи вторых и третьих поддерживающих элементов. Сварочный стапель имеет нагревательные резисторы для нагрева до необходимой температуры свариваемых компонентов. Предпочтительно используют механизированный способ сварки, такой как дуговая сварка под флюсом. Конструкция стапеля не требует больших усилий для поворота и поддержания листовых компонентов в процессе их сварки, при этом стапель имеет возможность легкого перемещения от одной рабочей станции до другой.
Недостатками данный технических решений является невозможность провести термообработку рамы (отпуск) в закрепленном положении в стапеле.
Из уровня техники известен «Агрегат для сварки продольных балок», патент SU 673158 (МПК B23K 37/04 опуб. 05.11.1975). Заявлен агрегат для сварки продольных балок преимущественно из легированных сталей коробчатого сечения, содержащий смонтированные на основании кантователь свариваемой балки вокруг ее продольной оси и перемещаемый от привода по рельсам вдоль балки портал с двумя сварочными головками, каждая из которых выполнена в виде приводной каретки для поперечного перемещения электрода относительно свариваемой балки и выдвижной штанги для перемещения электрода в направлении, перпендикулярном основанию, а также снабжена стабилизаторами направления электродов вдоль свариваемых кромок балок, отличающийся тем, что с целью уменьшения в них остаточных деформаций, он снабжен устройством для подогрева балки в процессе сварки, выполненным в виде последовательно установленных нагревателя газа, вентилятора и трубопроводов, подсоединенных к концам свариваемой балки, и размещенным в основании сбоку от рельс для перемещения портала и ниже их уровня.
Недостатками данного решения являются относительно сложные способы нагрева, что повышает стоимость и время производства, а также невозможность необходимость снятия рамы для проварки швов.
Из уровня техники известно «Устройство для сборки под сварку и способ сварки с его применением», патент RU 2137579 (МПК B23K 37/04, МПК B23K 31/02). Изобретение относится к машиностроению и может быть применено при сборке и дуговой сварке, например, ферм и каркасов. Устройство состоит из рамы с ложементами в виде уголков и с фиксаторами. В середине одной из полок каждого ложемента закреплен перпендикулярно ей стержень с резьбой. Он вставлен в отверстие в раме и закреплен на ней контргайками. Фиксаторы выполнены в виде эластичной, например резиновой, ленты с петлями на концах. На полках ложементов установлены захваты в виде штырей или крючков для зацепления с петлями фиксаторов. Это уменьшает номенклатуру деталей, что упрощает конструкцию и уменьшает трудоемкость наладки устройства. При сварке каждый стык деталей разделяют на четыре участка. Вначале сваривают участок со стороны фиксатора, затем со стороны противоположной ему полки ложемента. После этого сваривают участок с другой стороны фиксатора и завершают сварку стыка швом со стороны второй полки ложемента. Каждый шов со стороны полок ложемента начинают накладывать в течение времени, при котором металл шва, наложенного со стороны фиксатора, находится в интервале температур пластической деформации свариваемого металла. Это уменьшает остаточные напряжения в зоне сварки, что повышает качество соединений.
Способ сварки преимущественно пространственных ферменных конструкций из труб или сортового проката, при котором осуществляют сварку стыка свариваемых деталей, собранного посредством ложементов с фиксаторами, расположенных на раме, отличающийся тем, что ложементы выполняют в виде уголков с закрепленными в средней части полок перпендикулярно их плоскости стержнями с резьбой и фиксаторы выполняют в виде эластичной ленты с закрепленными на ее концах металлическими петлями, стержни вставляют в отверстия, которые выполняют в раме, и закрепляют в ней с возможностью вертикального перемещения и поворота вокруг своей оси, а на внешних поверхностях горизонтальной и вертикальной полок уголков устанавливают захваты для зацепления с петлями фиксаторов, которые выполняют в виде штырей или крюков, при этом каждый стык свариваемых деталей разделяют на четыре участка, вначале выполняют шов на участке, расположенном со стороны эластичной ленты, затем на участке со стороны противоположной ему полки ложемента, после чего выполняют шов на участке с другой стороны эластичной ленты и завершают сварку стыка швом со стороны второй полки ложемента.
Недостатком способа является отсутствие возможности проведения термообработки изделия в закрепленном положении.
Раскрытие изобретения.
Задача, на решение которой направлено изобретение, заключается в совершенствовании процесса сварки рамы микроавтомобилей карт, максимально возможному понижению негативных эффектов, возникающих в процессе сварки рамы, а также гарантирует отсутствие остаточных напряжений в сварочных швах.
Технический результат заявляемого изобретения заключается в повышение механических свойств сварочных швов рамы, надежности соединений, а также увеличение надежности и безопасности рамы при ее эксплуатации и уменьшению времени изготовления рамы и количества необходимых операций.
Технический результат достигается тем, что заявлен способ сварки рамы микроавтомобиля карт, включающий в себя этапы:
- укладывают и фиксируют в ложементы стапеля-кондуктора трубные элементы рамы, при этом стапель-кондуктор представляет собой решетчатую плиту из профиля прямоугольного сечения, а решетчатая плита содержит ось, концы которой закреплены на опоре-основании стапеля-кондуктора;
- опускают подвижную рампу, расположенную над стапелем-кондуктором, на которой расположены нагревательные инфракрасные лампы, к стыкам трубных элементов вышеупомянутой рамы и проводят предварительный прогрев стыков трубных элементов перед сваркой рамы;
- поднимают подвижную рампу;
- сваривают стыки трубных элементов рамы вкруговую;
- повторно опускают подвижную рампу, на которой расположены нагревательные инфракрасные лампы, и проводят нагрев сварочных швов до температуры отпуска 500-600°C с выдержкой по времени и дальнейшим остыванием;
Кроме того, подвижная рампа разделена на две равные части таким образом, что каждая часть имеет возможность приходить в движение независимо от второй части рамы.
Кроме того, ложементы стапеля-кондуктора содержат керамические полукольца.
Кроме того, нагревательные инфракрасные лампы выполнены из керамики.
Кроме того, опора стапеля-кондуктора содержит круг для фиксации стапеля и фиксатор положения решетчатой плиты.
Изобретение поясняется чертежами:
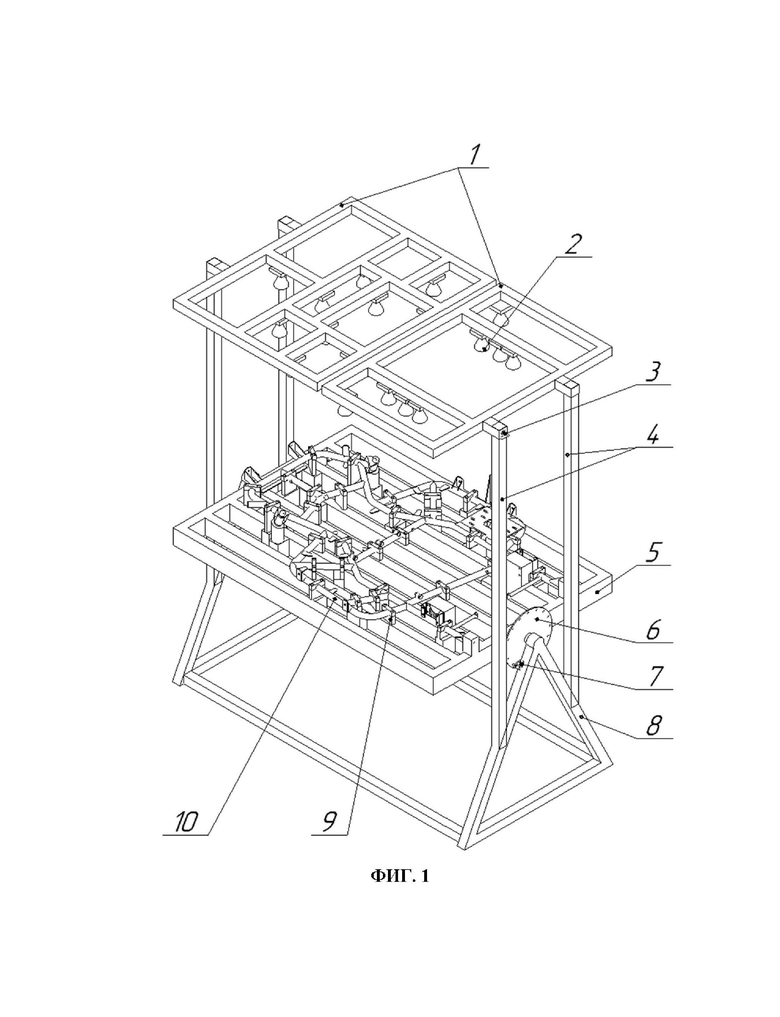
Фиг. 1 - Общий вид стапеля-кондуктора для сварки рам микроавтомобилей карт;
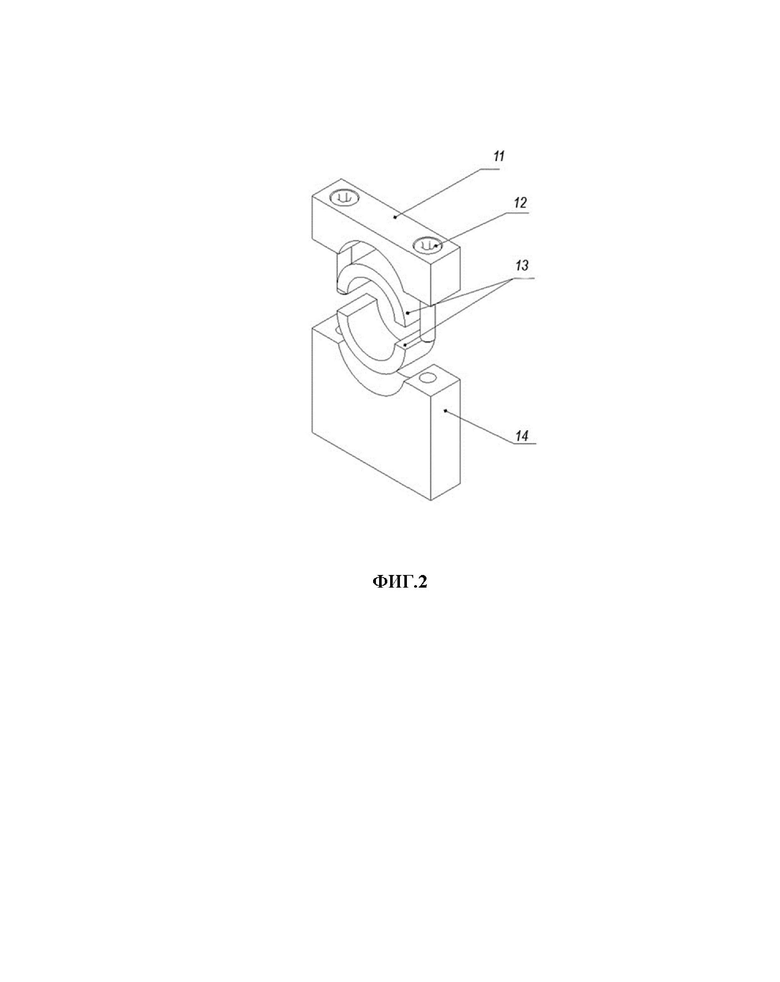
Фиг. 2 -Ложемент стапеля кондуктора;
На фигурах цифрами обозначены следующие конструктивные элементы:
1 - Подвижная рампа для крепления ламп;
2 - Керамическая инфракрасная лампа;
3 - Фиксатор рампы для крепления ламп;
4 - Направляющие рампы для крепления ламп;
5 - Решетчатая плита стапеля;
6 - Круг для фиксации плиты стапеля;
7 - Фиксатор плиты;
8 - Опора - основание;
9 - Ложемент;
10 - Трубные элементы свариваемой рамы;
11 - Верхнее крепление ложемента;
12 - Крепежный болт;
13 - Керамические полукольца;
14 - Нижняя часть ложемента.
Осуществление изобретения.
Предложенный способ сварки рам для микроавтомобилей карт представляет из себя использование разработанного стапеля-кондуктора, благодаря конструкции которого, а также проведенным операциям, готовое изделие лишается описанных выше недостатков.
Заявленный в способе стапель-кондуктор для сварки рам микроавтомобилей карт состоит из рампы для крепления ламп 1, разделенной на две части; керамических инфракрасных ламп 2; фиксатора рампы для ламп 3; направляющих рампы для ламп 4; решетчатой плиты из профиля прямоугольного сечения 5; круга для фиксации стапеля 6; фиксатора плиты стапеля 7; опоры-основания 8; ложементов 9 для трубных элементов 10. Предложенная технология сварки с использованием стапеля-кондуктора предназначена для сварки любого типа рам микроавтомобилей карт (прокатных из трубы с большой толщиной стенки и спортивных с малой толщиной стенки трубы).
Подготовленные трубные элементы рамы 10 укладываются в ложементы 9 и фиксируются. Рампа 1 с закрепленными на ней керамическими инфракрасными лампами 2 опускается на минимальное расстояние к стыкам трубных элементов, подается электрический ток и происходит предварительный прогрев стыков трубных элементов перед сваркой рамы. После нагрева до 100°C рампу 1 поднимают, инфракрасные керамические лампы выключаются, осуществляется сварка стыков трубных элементов рамы вкруговую, т.е. со всех сторон. Данная операция возможна благодаря тому, что решетчатая плита содержит ось, концы которой закреплены на опоре-основании с помощью, например, цапф (не показаны на чертежах). Также опора содержит круг и фиксатор положения данной плиты для упрощения сварки стыков труб рамы вкруговую. После сварки рампа 1 с инфракрасными керамическими лампами повторно опускается, происходит нагрев сварочных швов до температуры отпуска 500-600°C с выдержкой по времени и медленное остывание.
Использование дополнительной рампы с инфракрасными нагревательными лампами, позволяет убрать такой этап из процесса сварки рамы, как погрузка в печь для нагрева рамы перед сваркой.
Рама 1 может быть разделена на две части для возможности попеременного предварительного нагрева и поддержания двух частей рамы микроавтомобиля карт до требуемой температуры.
Дополнительно повышения энергоэффективности процесса нагрева, уменьшения времени изготовления рамы и минимизации передачи тепла от рамы карта к частям стапеля в ложемент 9 включены керамические полукольца, снижающие передачу тепла от трубных элементов рамы, рисунок 2.
Предложенный способ сварки с использованием описанного стапеля-кондуктора, заключается в сварке и термообработке рамы микроавтомобиля карт до готового состояния в жестко закрепленном положении в стапеле-кондукторе в виде решетчатой плиты из профиля прямоугольного сечения, позволяющую производить сварку рамы "вкруговую" без снятия со стапеля с непроваренными стыками трубных элементов и термообработку.
Таким образом, сварка до готового состояния и термообработка (отпуск) рамы выполняются на жестко закрепленной раме в стапеле, без ее снятия, что в конечном итоге гарантирует отсутствие остаточных напряжений в сварочных швах и их высокие механические свойства, а также полное отсутствие уводов геометрических размеров после снятия рамы со стапеля.
Предложенный способ варки рамы микроавтомобиля карт решает поставленную техническую задачу.
Вышеперечисленные достоинства позволяют повысить механические свойств сварочных швов рамы, надежности соединений, а также повысить надежность и безопасности рамы при ее эксплуатации и уменьшить время изготовления рамы, что подтверждает достижение заявленного технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления рамы строительно-дорожных машин | 2023 |
|
RU2834097C1 |
| СПОСОБ И СВАРОЧНЫЙ СТАПЕЛЬ ДЛЯ СВАРКИ ЛИСТОВЫХ КОНСТРУКЦИЙ | 2007 |
|
RU2420381C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ И СПОСОБ СВАРКИ С ЕГО ПРИМЕНЕНИЕМ | 1998 |
|
RU2137579C1 |
| УНИВЕРСАЛЬНЫЙ СТЕНД ДЛЯ СБОРКИ ПОД СВАРКУ ПЛОСКИХ РЕШЕТЧАТЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 2004 |
|
RU2279958C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ | 1998 |
|
RU2141394C1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ ПЛЕНОК | 2011 |
|
RU2500592C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ СТАЛЬНЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2557041C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ОБЕЧАЙКИ С ПРОДОЛЬНЫМИ ГОФРАМИ | 2013 |
|
RU2541328C1 |
Изобретение относится к области автомобилестроения, а именно к сварке рам для автомобилей карт. В ложементы стапеля-кондуктора укладывают и фиксируют трубные элементы рамы, при этом стапель-кондуктор представляет собой решетчатую плиту из профиля прямоугольного сечения, а решетчатая плита содержит ось, концы которой закреплены на опоре-основании стапеля-кондуктора. Опускают подвижную рампу, расположенную над стапелем-кондуктором, на которой расположены нагревательные инфракрасные лампы, к стыкам трубных элементов вышеупомянутой рамы и проводят предварительный прогрев стыков трубных элементов перед сваркой рамы. Поднимают подвижную рампу. Сваривают стыки трубных элементов рамы вкруговую. Повторно опускают подвижную рампу, на которой расположены нагревательные инфракрасные лампы, и проводят нагрев сварочных швов до температуры отпуска 500-600°C с последующей выдержкой при данной температуре и последующим остыванием. Повышаются механические свойства сварочных швов рамы, надежности соединения, а также увеличивается надежность и безопасность рамы при ее эксплуатации и уменьшение времени изготовления рамы. 4 з.п. ф-лы, 2 ил.
1. Способ сварки рамы микроавтомобиля карт, включающий в себя этапы:
- укладывают и фиксируют в ложементы стапеля-кондуктора трубные элементы рамы, при этом стапель-кондуктор представляет собой решетчатую плиту из профиля прямоугольного сечения, а решетчатая плита содержит ось, концы которой закреплены на опоре-основании стапеля-кондуктора;
- опускают подвижную рампу, расположенную над стапелем-кондуктором, на которой расположены нагревательные инфракрасные лампы, к стыкам трубных элементов вышеупомянутой рамы и проводят предварительный прогрев стыков трубных элементов перед сваркой рамы;
- поднимают подвижную рампу;
- сваривают стыки трубных элементов рамы вкруговую;
- повторно опускают подвижную рампу, на которой расположены нагревательные инфракрасные лампы, и проводят нагрев сварочных швов до температуры отпуска 500-600°C с последующей выдержкой при данной температуре и последующим остыванием.
2. Способ по п.1, отличающийся тем, что подвижная рампа разделена на две равные части таким образом, что каждая часть имеет возможность приходить в движение независимо от второй части рамы.
3. Способ по п.1, отличающийся тем, что ложементы стапеля-кондуктора содержат керамические полукольца.
4. Способ по п.1, отличающийся тем, что нагревательные инфракрасные лампы выполнены из керамики.
5. Способ по п.1, отличающийся тем, что опора стапеля-кондуктора содержит круг для фиксации стапеля и фиксатор положения решетчатой плиты.
| УСТАНОВКА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛИЭТИЛЕНОВЫХ ТРУБ | 2001 |
|
RU2190530C1 |
| СТЕНД ДЛЯ СБОРКИ И СВАРКИ РАМЫ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2017 |
|
RU2680114C1 |
| УСТРОЙСТВО ВЕСОВОЙ БАЛАНСИРОВКИ ТРУБ И СПОСОБ ИХ СОЕДИНЕНИЯ | 2007 |
|
RU2393950C2 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| IT TO20080611 A1, 02.02.2010. | |||

