ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для прецизионной обработки и способу прецизионной обработки, используемым для обработки предмета, который должен быть обработан так, чтобы точность формы/размеров и плоскостность обработанной начисто поверхности была высокой, например, кремниевой пластины или подложки магнитного диска. Более точно, настоящее изобретение относится к устройству для прецизионной обработки и способу прецизионной обработки, способным обеспечить выполнение шлифования с высокой точностью посредством выполнения управления переключением, например, устройства для приведения во вращение шлифовального круга в соответствии со стадиями шлифования за счет величины перемещения и ступенчатого изменения постоянного давления.
Предшествующий уровень техники
В последнее время существует возрастающая потребность в сокращении потерь энергии в устройствах подачи питания следующего поколения, при одновременном уменьшении размера устройств. Данная потребность "включает" в себя требование увеличения числа слоев в полупроводниковой многослойной структуре электронных устройств и увеличении плотности размещения полупроводниковых устройств. К примерам способов, возможных в качестве мер для удовлетворения подобной потребности, относится способ уменьшения толщины полупроводниковых пластин, типичным примером которых является кремниевая пластина, до чрезвычайно малой величины, способ обработки, который предотвращает дислокацию и деформацию кристаллической решетки на обработанной поверхности и участке под обработанной поверхностью, и способ обработки, который позволяет уменьшить шероховатость (Ra) поверхности до величины, находящейся в интервале от уровня, составляющего доли нанометра (нм), до уровня, составляющего нанометры (нм), и уменьшает неплоскостность обработанной поверхности до величины, находящейся в интервале от уровня, составляющего доли микрона (мкм), до микронного (мкм) уровня, или до меньшего интервала.
В автомобильной промышленности интегральный биполярный транзистор, который представляет собой устройство для подачи питания для автомобилей, образует существенную часть инверторных систем. Ожидается дополнительное улучшение реализуемости гибридных транспортных средств, обеспечиваемое за счет улучшения эксплуатационных характеристик инвертора, в котором используется интегральный биполярный транзистор, и за счет уменьшения размера инвертора. Уменьшение толщины кремниевой пластины, образующей интегральный биполярный транзистор, до чрезвычайно малой величины, составляющей приблизительно - от 50 до 150 мкм, предпочтительно от 80 до 140 мкм, более предпочтительно - от 90 до 120 мкм, для уменьшения потерь при переключении, потерь в устойчивом состоянии и тепловых потерь необходимо для усовершенствования инвертора. Кроме того, увеличение выхода годных изделий на технологической операции образования электродов на полупроводнике и увеличение числа слоев в полупроводниковой многослойной структуре могут быть достигнуты за счет образования идеальной поверхности при отсутствии дислокации и отсутствии деформации кристаллической решетки на обработанной поверхности круглой кремниевой пластины, имеющей диаметр от 200 до 400 мм, или на внутреннем участке вблизи обработанной поверхности и за счет уменьшения шероховатости (Ra) поверхности до значения, находящегося в интервале от уровня, составляющего доли нанометра, до уровня, составляющего нанометр, и неплоскостности до значения, находящегося в интервале от уровня, составляющего доли микрона, до микронного уровня.
В обычных случаях при современном положении дел многооперационный технологический процесс, включающий в себя черновое шлифование с использованием алмазного шлифовального круга, притирку, травление и мокрое химико-механическое полирование с использованием несвязанного абразива, необходим для процесса обработки вышеописанных полупроводников. Чрезвычайно трудно получить идеальную поверхность с помощью традиционного способа обработки, предусматривающего использование подобных технологических операций, поскольку на обработанной поверхности образуются слой оксида, дислокация и возникает деформация кристаллической решетки. Кроме того, плоскостность пластины, обработанной традиционным способом, является низкой, и во время обработки или после образования электродов в пластине может возникнуть трещина, которая ведет к уменьшению выхода годных изделий. Кроме того, при обычной технологии обработки трудности при уменьшении толщины пластины до чрезвычайно малой величины увеличиваются с увеличением диаметра пластины до 200 мм, до 300 мм и до 400 мм. В настоящее время проводятся исследования для уменьшения толщины пластины, имеющей диаметр 200 мм, до уровня 100 мкм.
С учетом описанной выше проблемы, характерной для традиционного уровня техники, авторы настоящего изобретения предложили станок для прецизионной обработки поверхностей, способный последовательно выполнять технологические операции от черновой обработки до сверхпрецизионной обработки поверхностей, включая эффективную финишную обработку в состоянии пластичности, за счет использования только алмазного шлифовального круга (публикация патента Японии (Kokai) No.2000-141207 А).
При данном шлифовании с использованием алмазного шлифовального круга важное значение имеют три существенных действия: вращение шлифовального круга, подача посредством основного шпинделя, служащего опорой шлифовальному кругу, и позиционирование предмета, подлежащего обработке. Управление данными действиями осуществляется с точностью, необходимой для обеспечения возможности прецизионной обработки. Технологический процесс от черновой обработки до сверхпрецизионной обработки, выполняемый последовательно посредством использования одного устройства во время всего технологического процесса, в частности, требует точного управления подачей посредством основного шпинделя в широком диапазоне при вышеописанных существенных действиях. Например, система, в которой используется серводвигатель, обычно используется для управления основным шпинделем при обычном шлифовании. Однако нельзя утверждать, что данная система подходит для точного регулирования в областях низкого давления и высокого давления. В частности, данная система не подходит для обработки в области низкого давления, в которой выполняется сверхпрецизионная обработка.
Впоследствии авторы настоящего изобретения предложили станок для прецизионной обработки, в котором регулирование давления выполняется посредством комбинации серводвигателя и магнитострикционного привода со сверхвысокой магнитострикцией. Регулирование выполняется посредством серводвигателя и пьезоэлектрического привода в диапазоне давлений от 10 грамм-сила/см2 или выше и выполняется посредством магнитострикционного привода со сверхвысокой магнитострикцией в диапазоне давлений от 0,01 до 10 грамм-сила/см2. Таким образом, технологический процесс от черновой обработки до сверхпрецизионной обработки может выполняться последовательно посредством использования одного устройства в течение всего процесса. В данном станке для прецизионной обработки используется алмазный шлифовальный круг чашеобразного типа, имеющий размер абразивного шлифовального зерна менее No. 3000.
В станке для прецизионной обработки, раскрытом в публикации патента Японии (Kokai) No.2000-141207 А, технологический процесс от чернового шлифования до сверхпрецизионной обработки может последовательно выполняться посредством использования одного устройства в течение всего процесса, и может быть достигнута чрезвычайно высокая точность, с которой будет обработана поверхность, подлежащая чистовой обработке. Однако существовала проблема, заключающаяся в том, что при выполнении сверхпрецизионной обработки посредством только магнитострикционного привода со сверхвысокой магнитострикцией тепло, выделяемое магнитострикционным приводом со сверхвысокой магнитострикцией, воздействует на другие компоненты станка для прецизионной обработки и другие компоненты, и тепло может вызвать их повреждение.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
С учетом описанных выше проблем цель настоящего изобретения состоит в создании устройства для прецизионной обработки и способа прецизионной обработки, в которых обеспечивается сочетание регулирования на основе величины перемещения шлифовального круга или предмета, подлежащего шлифованию, и регулирования на основе давления (постоянного давления) для осуществления эффективного и высокоточного шлифования.
Другая цель настоящего изобретения состоит в создании устройства для прецизионной обработки и способа прецизионной обработки, при которых выполняют многостадийное регулирование давление в соответствии со стадиями обработки без использования магнитострикционного привода со сверхвысокой магнитострикцией для регулирования давления, и которые, следовательно, обеспечивают возможность повышения точности обработки при одновременном устранении необходимости учитывать проблему тепловыделения на каждой стадии обработки.
Для достижения описанных выше целей в соответствии с настоящим изобретением разработано устройство для прецизионной обработки, включающее в себя вращательное устройство для вращения предмета, подлежащего шлифованию, первую опору, несущую вращательное устройство, вращательное устройство для вращения шлифовального круга, вторую опору, несущую вращательное устройство для вращения шлифовального круга, и средство для регулирования перемещения, предусмотренное у первой опоры и/или второй опоры, причем средство для регулирования перемещения способно обеспечить перемещение одной из опор по направлению к другой, при этом средство для регулирования перемещения включает в себя первую часть для регулирования перемещения, которая физически перемещает опору, и вторую часть для регулирования перемещения, которая обеспечивает приложение давления к опоре, чтобы заставить опору скользить в направлении перемещения, и при этом величину перемещения опоры и вращательного устройства можно регулировать посредством избирательного использования первой части для регулирования перемещения и второй части для регулирования перемещения.
Настоящее изобретение относится к устройству для прецизионной обработки, способному последовательно выполнять технологический процесс от чернового шлифования до сверхпрецизионного шлифования предмета, подлежащего шлифованию, посредством использования одного устройства для прецизионной обработки в течение всего процесса. Вращательное устройство для вращения предмета, подлежащего шлифованию, при одновременном удерживании предмета и вращательное устройство для вращения шлифовального круга установлены на опорах, при этом обрабатываемая поверхность предмета, подлежащего шлифованию, и поверхность шлифовального круга обращены друг к другу. Предмет, подлежащий шлифованию, и шлифовальный круг расположены так, что их оси совмещены друг с другом. Например, первая опора, несущая вращательное устройство, предназначенное для вращения предмета, подлежащего шлифованию, является неподвижной, и шлифование выполняют при одновременном регулировании величины перемещения второй опоры, несущей вращательное устройство, предназначенное для вращения шлифовального круга, в соответствии со стадиями обработки посредством первой части для регулирования перемещения и второй части для регулирования перемещения.
Первая часть для регулирования перемещения представляет собой механизм для регулирования на основе величины перемещения физически перемещаемой опоры. Вторая часть для регулирования перемещения представляет собой механизм регулирования на основе постоянного давления, который обеспечивает приложение постоянного давления к опоре для перемещения опоры. Для эффективного выполнения сверхпрецизионного шлифования регулирование перемещения опоры на основе величины перемещения предпочтительно выполняют с учетом съема материала при шлифовании, производительности и качества шлифования и других факторов на начальной стадии чернового шлифования, и финишную обработку посредством регулирования на основе постоянного давления при изменении давления ступенчатым образом предпочтительно выполняют на конечной стадии чистовой обработки (стадии сверхпрецизионного шлифования). Следовательно, в соответствии с настоящим изобретением разработано устройство для прецизионной обработки, имеющее первую часть для регулирования перемещения и вторую часть для регулирования перемещения для выполнения последовательного шлифования посредством использования одного устройства, подобного описанному выше.
В другом варианте реализации устройства для прецизионной обработки по настоящему изобретению первая часть для регулирования перемещения включает в себя винтовой механизм подачи, в котором гайка, навинченная на винт подачи, перемещается за счет вращения винта подачи, и вторая часть для регулирования перемещения включает в себя пневмопривод или гидропривод.
Например, в варианте реализации, в котором вторая опора, служащая опорой вращательному устройству для вращения шлифовального круга, перемещается по направлению к предмету, подлежащему шлифованию, винт подачи и гайка, образующие так называемый винтовой механизм подачи (первую часть для регулирования перемещения), прикреплены ко второй опоре, и соответствующий пневмопривод или гидропривод (вторая часть для регулирования перемещения) прикреплен ко второй опоре. Гайка данного винтового механизма подачи навинчена с возможностью перемещения на винте подачи, присоединенном к выходному валу серводвигателя, и прикреплена ко второй опоре для обеспечения возможности регулируемого перемещения второй опоры. Данный винтовой механизм подачи и привод могут выбираться по мере надобности в соответствии со стадиями шлифования. Например, винтовой механизм подачи выбирают на начальной стадии чернового шлифования до того, как будет получена определенная степень шероховатости на поверхности предмета, подлежащего шлифованию. Черновое шлифование поверхности предмета, подлежащего шлифованию, выполняют посредством перемещения вращательного устройства (шлифовального круга) на второй опоре по направлению к предмету, подлежащему шлифованию, согласно соответствующей величине перемещения гайки. Когда черновое шлифование поверхности предмета, подлежащего шлифованию, будет завершено, режим регулирования изменяют, при этом переходят от регулирования на основе величины перемещения к регулированию на основе постоянного давления на стадии сверхпрецизионного шлифования. Во время данного изменения режима регулирования шлифовальный круг, подлежащий использованию, заменяют шлифовальным кругом для сверхпрецизионного шлифования. На стадии сверхпрецизионного шлифования поверхность предмета, подлежащего шлифованию, подвергают финишной обработке при чрезвычайно малом съеме материала при шлифовании. При данном шлифовании существует необходимость в поджиме шлифовального круга к поверхности предмета, подлежащего шлифованию, с постоянным усилием давления. В соответствии с настоящим изобретением пневмопривод или гидропривод используется для обеспечения регулирования на основе постоянного давления.
Устройство для прецизионной обработки по настоящему изобретению может обеспечить избирательное использование винтового механизма подачи и пневматического или гидравлического привода и, следовательно, может выполнять технологический процесс от чернового шлифования до сверхпрецизионного шлифования последовательно посредством использования одного устройства для прецизионной обработки в течение всего процесса. Поскольку хорошо известный пневматический или гидравлический привод используется на стадии сверхпрецизионного шлифования, на которой требуется регулирование на основе постоянного давления, отсутствует проблема, связанная с выделением тепла, и т.п. во время работы привода, и устройство может быть изготовлено с уменьшенными затратами.
В еще одном варианте реализации устройства для прецизионной обработки по настоящему изобретению вторая часть для регулирования перемещения включает в себя множество пневмоприводов или гидроприводов, отличающихся по эксплуатационным показателям давления друг от друга, и перемещение опоры и вращательного устройства посредством второй части для регулирования перемещения можно регулировать за счет избирательно изменяемого давления.
На стадии сверхпрецизионного шлифования существует необходимость в выполнении многостадийного шлифования при постоянном давлении посредством выполнения регулирования для обеспечения возможности обработки предмета, подлежащего шлифованию, чтобы он перешел в состояние пластичности, и посредством постепенного снижения давления.
В настоящем изобретении вышеописанное многостадийное шлифование при постоянном давлении выполняют посредством приводов, имеющих эксплуатационные показатели давления, соответствующие стадиям шлифования при постоянном давлении. Например, в том случае, когда требуется регулирование давления в диапазоне от 10 миллиграмм-сила/см2 до 5000 грамм-сила/см2, процесс шлифования разделяют на шлифование на двух стадиях: шлифование в области низких давлений от 10 миллиграмм-сила/см2 до 300 грамм-сила/см2 и шлифование в области высоких давлений от 300 грамм-сила/см2 до 5000 грамм-сила/см2, и предусмотрены два привода, подлежащие использованию соответственно в данных областях давлений, при этом приводы выполнены с возможностью их выбора.
В дополнительном варианте реализации устройства для прецизионной обработки по настоящему изобретению устройство управления пространственным положением, предназначенное для управления пространственным положением вращательного устройства, расположено между вращательным устройством и первой опорой или между вращательным устройством и второй опорой; устройство управления пространственным положением включает в себя первый элемент в виде плоской плиты, простирающийся в плоскости, задаваемой осью Х и осью Y, и второй элемент в виде плоской плиты, расположенный параллельно первому элементу в виде плоской плиты и при этом расположенный на расстоянии от указанного первого элемента; на поверхностях двух элементов в виде плоских плит, обращенных друг к другу, образованы выемки; сферический элемент установлен между первым элементом в виде плоской плиты и вторым элементом в виде плоской плиты за счет того, что участки сферического элемента входят в данные выемки; первый привод, выполненный с возможностью расширения в направлении оси Z перпендикулярно плоскости, задаваемой осью Х и осью Y, расположен между первым элементом в виде плоской плиты и вторым элементом в виде плоской плиты; второй привод, выполненный с возможностью расширения в соответствующем направлении в плоскости, задаваемой осью Х и осью Y, присоединен ко второму элементу в виде плоской плиты; второй элемент в виде плоской плиты выполнен с возможностью перемещения относительно первого элемента в виде плоской плиты, при этом он находится в некотором пространственном положении вместе с предметом, установленным на нем; сферический элемент приклеен к первому элементу в виде плоской плиты и/или ко второму элементу в виде плоской плиты с помощью упруго деформируемого клея; и пьезоэлектрический элемент и магнитострикционный элемент со сверхвысокой магнитострикцией предусмотрен в каждом из приводов - в первом приводе и во втором приводе.
Каждый из первого элемента в виде плоской плиты и второго элемента в виде плоской плиты выполнен из материала, имеющего прочность, достаточно высокую для обеспечения опоры для массы предмета, установленного на втором элементе в виде плоской плиты. Предпочтительно данный материал является немагнитным. Данный материал не ограничен каким-либо конкретным материалом. Тем не менее, может быть использована аустенитная нержавеющая сталь (SUS). Сферический элемент, расположенный между первым элементом в виде плоской плиты и вторым элементом в виде плоской плиты, также образован из материала, имеющего прочность, достаточно высокую для обеспечения опоры, по меньшей мере, для массы предмета, установленного на втором элементе в виде плоской плиты. Следовательно, материал, образующий сферический элемент, в соответствии с заданной массой установленного предмета также может быть выбран из различных материалов. Примером материала сферического элемента является металл. Выемки образованы как участки первого элемента в виде плоской плиты и второго элемента в виде плоской плиты, подлежащие вводу в контакт со сферическим элементом. Сферический элемент расположен между элементами в виде плоских плит, при этом участки сферического элемента размещены в выемках. Размер выемок (глубина, диаметр отверстия и т.п.) соответствующим образом отрегулирован, например, в соответствии с размерами элементов в виде плоских плит и сферического элемента и требуемой точностью управления пространственным положением. Однако требуется, чтобы заранее заданное расстояние сохранялось, по меньшей мере, между первым элементом в виде плоской плиты и вторым элементом в виде плоской плиты на той стадии, когда участки сферического элемента размещены в выемках двух элементов в виде плоских плит. Данное расстояние задают на уровне такой величины, чтобы второй элемент в виде плоской плиты не контактировал с первым элементом в виде плоской плиты даже тогда, когда он наклонен за счет функционирования второго привода.
Поверхности выполненных с выемками участков двух элементов в виде плоских плит, обращенные друг к другу, и сферического элемента могут быть скреплены с помощью клея. В качестве данного клея может быть использован пригодный клей, обладающий таким свойством, как эластичность, при обычной температуре. Например, может быть использован эластичный эпоксидный клей или любой другой эластичный клей. Например, может быть использован клей, имеющий предел прочности при сдвиге при растяжении, составляющий от 10 до 15 МПа, коэффициент ослабления, составляющий от 2 до 7 МПа·с, предпочтительно 4,5 МПа·с, и динамическую жесткость, составляющую от 80 до 130 ГН/м, предпочтительно 100 ГН/м. Толщина пленки из клея может быть задана на уровне приблизительно 0,2 мм. Вариант реализации, в котором выемка образована только в одном из элементов в виде плоской плиты - в первом элементе в виде плоской плиты или во втором элементе в виде плоской плиты, участок сферического элемента размещен в выемке, и поверхность с выемкой и сферический элемент соединены посредством клея, также возможен, как и тот, в котором выемки образованы в двух элементах в виде плоских плит.
Возможен вариант реализации устройства управления пространственным положением, в котором сферический элемент и два первых привода расположены между первым элементом в виде плоской плиты и вторым элементом в виде плоской плиты в местах, соответствующих вершинам треугольника, свободно выбранного в плоскости, как видно в плане. Возможен вариант реализации, в котором второй привод прикреплен ко второму элементу в виде плоской плиты, по меньшей мере, на одном из четырех краев второго элемента в виде плоской плиты. Если используются, по меньшей мере, данные три привода, второй элемент в виде плоской плиты может быть смещен трехмерно относительно первого элемента в виде плоской плиты, при этом второй элемент в виде плоской плиты находится в некотором пространственном положении вместе с предметом, непосредственно установленным на нем. При смещении второго элемента в виде плоской плиты клей на поверхности сферического элемента, поддерживающего второй элемент в виде плоской плиты снизу, упруго деформируется для обеспечения свободного смещения второго элемента в виде плоской плиты, по существу свободного от удерживания.
Предпочтительно каждый из первого и второго приводов имеет, по меньшей мере, магнитострикционный элемент со сверхвысокой магнитострикцией. Магнитострикционный элемент со сверхвысокой магнитострикцией представляет собой сплав редкоземельного металла, такого как диспрозий или тербий, и железа или никеля. Магнитострикционный элемент со сверхвысокой магнитострикцией в виде стержня может расширяться приблизительно на 1-2 мкм под действием магнитного поля, создаваемого за счет подачи тока к катушке вокруг магнитострикционного элемента со сверхвысокой магнитострикцией. Данный магнитострикционный элемент со сверхвысокой магнитострикцией имеет такую характеристику, которая позволяет использовать его в зоне частот 2кГц или ниже, и имеет пикосекундную скорость срабатывания (10-12 с) и энергетическую характеристику приблизительно от 15 до 25 кДж/см3, например, приблизительно в 20-50 раз превышающую энергетическую характеристику пьезоэлектрического элемента, описанного ниже. С другой стороны, пьезоэлектрический элемент образован из цирконата титаната свинца (Pb(Zr,Ti)O3), титаната бария (BaTiO3), титаната свинца (PbTiO3) или т.п. Пьезоэлектрический элемент имеет такую характеристику, которая позволяет использовать его в зоне частот 10 кГц или выше, и имеет наносекундную скорость срабатывания (10-9 с). Выходная мощность пьезоэлектрического элемента ниже выходной мощности магнитострикционного элемента со сверхвысокой магнитострикцией и подходит для управления высокопрецизионным позиционированием (управления пространственным положением) в области сравнительно малых нагрузок. Пьезоэлектрический элемент, упоминаемый здесь, также содержит электрострикционный элемент.
Возможен вариант реализации, в котором вышеописанный клей образует пленку на поверхности сферического элемента, и сферический элемент и пленка из клея отделены друг от друга для обеспечения возможности смещения их друг относительно друга. Клей изготовлен из упруго деформируемого материала, описанного выше. Например, пленка, образованная из данного клея, может быть нанесена на поверхность металлического сферического элемента. Для уменьшения степени удерживания второго элемента в виде плоской плиты сферический элемент и клей на наружной периферийной поверхности сферического элемента отделены друг от друга в настоящем изобретении. Например, пленка из графита образована на поверхности сферического элемента, и пленка, образованная из клея, образована на наружной периферийной поверхности графитовой пленки. Клей и графитовая пленка не прилипают друг к другу. Клей и графитовая пленка выполнены по существу "отдельными" друг от друга. Следовательно, при смещении второго элемента в виде плоской плиты сферический элемент может вращаться в состоянии, когда он не удерживается, в фиксированном положении, в то время как клей в поверхностном слое упруго деформируется в ответ на деформацию второго элемента в виде плоской плиты, при этом он не удерживается сферическим элементом. В настоящем изобретении предусмотрены соответствующий элемент в виде плоской плиты, клей и сферический элемент (пленка на поверхности сферического элемента) для получения первого элемента в виде плоской плиты, клея, образующего адгезионную связь с первым элементом в виде плоской плиты, и сферического элемента (или пленки на поверхности сферического элемента), не образующего(-ей) адгезионной связи с клеем. Степень ограничения перемещения второго элемента в виде плоской плиты уменьшена для осуществления чрезвычайно точного перемещения в реальном времени, требуемого от устройства управления пространственным положением. Кроме того, поскольку степень свободы перемещения второго элемента в виде плоской плиты такова, что состояние второго элемента в виде плоской плиты близко к свободному состоянию, энергия, требуемая от второго привода в момент смещения второго элемента в виде плоской плиты, может быть уменьшена по сравнению с обычным уровнем техники.
В соответствии с настоящим изобретением магнитострикционный элемент со сверхвысокой магнитострикцией и пьезоэлектрический элемент в каждом приводе могут использоваться избирательно по мере надобности в зависимости от величины нагрузки или стадии шлифования. Следовательно, шлифование может выполняться при одновременном эффективном уменьшении влияния тепла, выделяемого в случае использования только магнитострикционного элемента со сверхвысокой магнитострикцией, и управлении пространственным положением вращательного устройства с высокой точностью. Шлифование выполняется при одновременном соответствующем корректировании несоосности между осями вращательных устройств, обращенных друг к другу, посредством устройства управления пространственным положением. Поскольку каждый из элементов - и магнитострикционный элемент со сверхвысокой магнитострикцией, и пьезоэлектрический элемент - имеет высокую скорость срабатывания, магнитострикционный элемент со сверхвысокой магнитострикцией и пьезоэлектрический элемент используются избирательно в настоящем изобретении таким образом, что, в то время как пьезоэлектрический элемент используется в принципе, магнитострикционный элемент со сверхвысокой магнитострикцией используется, когда это требуется. Кроме того, небольшая несоосность между осями выявляется всегда. Выявленная небольшая несоосность подвергается обработке данных с оцифровыванием ее в компьютере для формирования входного сигнала в виде необходимой величины расширения, подаваемого к каждому из элементов (приводов) - магнитострикционному элементу со сверхвысокой магнитострикцией (магнитострикционному приводу со сверхвысокой магнитострикцией) и пьезоэлектрическому элементу (пьезоэлектрическому приводу).
В дополнительном варианте реализации устройства для прецизионной обработки по настоящему изобретению шлифовальный круг представляет собой шлифовальный круг, по меньшей мере, для химико-механического шлифования.
Шлифовальный круг для химико-механического шлифования (скрепленный связующим веществом, абразивный материал) представляет собой шлифовальный круг, используемый в том случае, когда конечное шлифование выполняется в виде химико-механического шлифования. Данный способ используется для выполнения только процесса шлифования с использованием шлифовального круга для химико-механического шлифования вместо многостадийного процесса, включающего в себя травление, притирку и полирование, в традиционном уровне техники. В настоящее время продолжаются разработки для совершенствования способа химико-механического шлифования. При шлифовании алмазный шлифовальный круг используется на стадии чернового шлифования, в то время как шлифовальный круг для химико-механического шлифования используется на стадии сверхпрецизионного шлифования, следовательно, шлифовальные круги используются избирательно.
В соответствии с настоящим изобретением также разработан способ прецизионной обработки с использованием устройства для прецизионной обработки, включающего в себя вращательное устройство для вращения предмета, подлежащего шлифованию, первую опору, несущую вращательное устройство, вращательное устройство для вращения шлифовального круга, вторую опору, несущую вращательное устройство для вращения шлифовального круга, и средство для регулирования перемещения, предусмотренное у первой опоры и/или второй опоры, причем средство для регулирования перемещения способно обеспечить перемещение одной из опор по направлению к другой, при этом средство для регулирования перемещения включает в себя первую часть для регулирования перемещения, которая физически перемещает опору, и вторую часть для регулирования перемещения, которая обеспечивает приложение давления к опоре, чтобы заставить опору скользить в направлении перемещения, и при этом величину перемещения опоры и вращательного устройства можно регулировать посредством избирательного использования первой части для регулирования перемещения и второй части для регулирования перемещения, при этом способ прецизионной обработки включает в себя первую операцию образования предмета, отшлифованного до промежуточной стадии, посредством выполнения чернового шлифования предмета, подлежащего шлифованию, и вторую операцию образования окончательно отшлифованного предмета посредством шлифования предмета, отшлифованного до промежуточной стадии, с использованием шлифовального круга для химико-механического шлифования, при этом перемещение вращательного устройства и опоры регулируют посредством первой части для регулирования перемещения на первой операции, и перемещение вращательного устройства и опоры регулируют посредством второй части для регулирования перемещения на второй операции.
Например, черновое шлифование с использованием алмазного шлифовального круга выполняют на первой операции, и сверхпрецизионное шлифование с использованием шлифовального круга для химико-механического шлифования выполняют на второй операции.
Первая часть для регулирования перемещения, предназначенная для выполнения первой операции, представляет собой, например, механизм регулирования, предназначенный для физического перемещения второй опоры на некоторую величину по направлению к первой опоре посредством использования винтового механизма подачи и т.п., подобного описанному выше.
Вторая часть для регулирования перемещения, предназначенная для выполнения второй операции, представляет собой механизм для выполнения регулирования на основе постоянного давления поэтапно, как описано выше. Данный механизм может быть реализован так, что соответствующий пневматический или гидравлический привод (исполнительный механизм) выбирают в соответствии с каждой "ступенью" давления.
Как можно понять из вышеизложенного, устройство для прецизионной обработки и способ прецизионной обработки по настоящему изобретению обеспечивают возможность последовательного выполнения технологического процесса от чернового шлифования до сверхпрецизионного шлифования посредством избирательного выполнения регулирования путем использования первой части для регулирования перемещения, например, винтового механизма подачи, и на основе величины перемещения и многоэтапного регулирования на основе постоянного давления путем использования второй части для регулирования перемещения, например, пневмопривода или гидропривода, в результате чего обеспечивается эффективное и точное шлифование. В устройстве для прецизионной обработки по настоящему изобретению устройство управления пространственным положением, созданное посредством размещения сферического элемента между двумя элементами в виде плоских плит, обеспечивает корректировку пространственного положения вращательного устройства во время шлифования в случае необходимости, в результате чего дополнительно повышается точность шлифования. Кроме того, поскольку устройство для прецизионной обработки по настоящему изобретению сконструировано так, что магнитострикционный привод со сверхвысокой магнитострикцией не используется для регулирования давления на стадии сверхпрецизионного шлифования, отсутствует необходимость принимать во внимание проблему тепловыделения на каждой стадии шлифования.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 представляет собой вид сбоку варианта осуществления устройства для прецизионной обработки по настоящему изобретению;
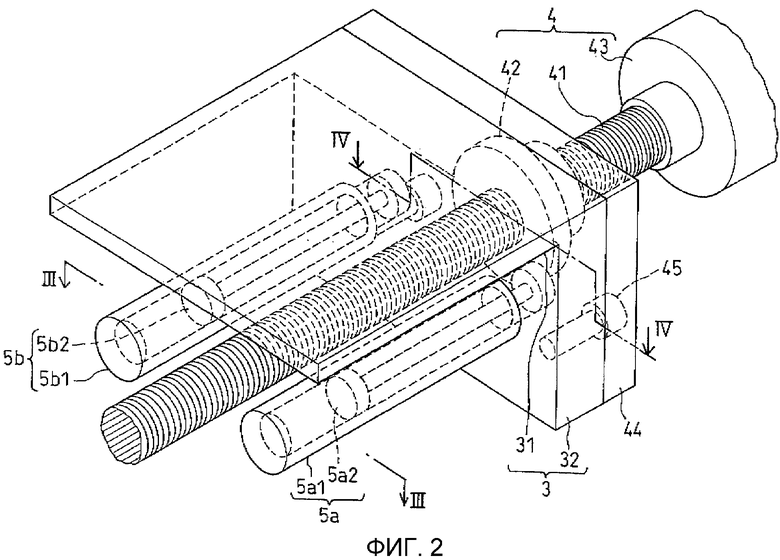
фиг.2 представляет собой вид в перспективе средства для регулирования перемещения;
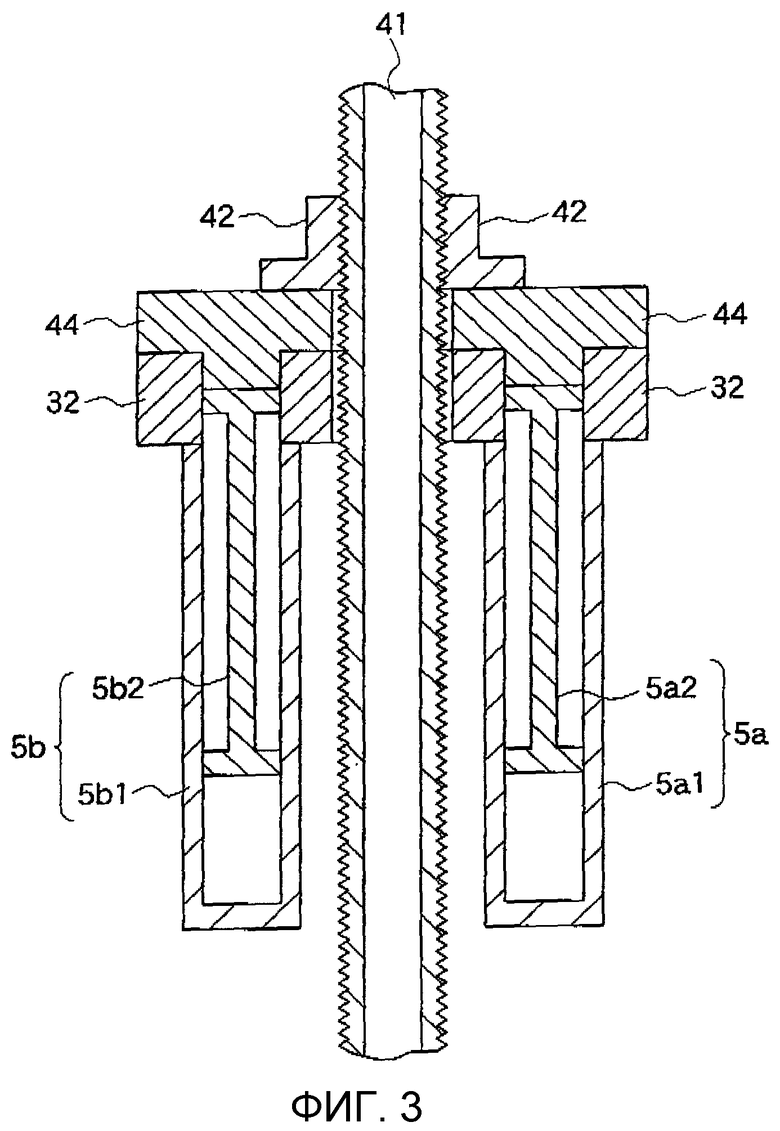
фиг.3 представляет собой сечение, выполненное по линии III-III на фиг.2;
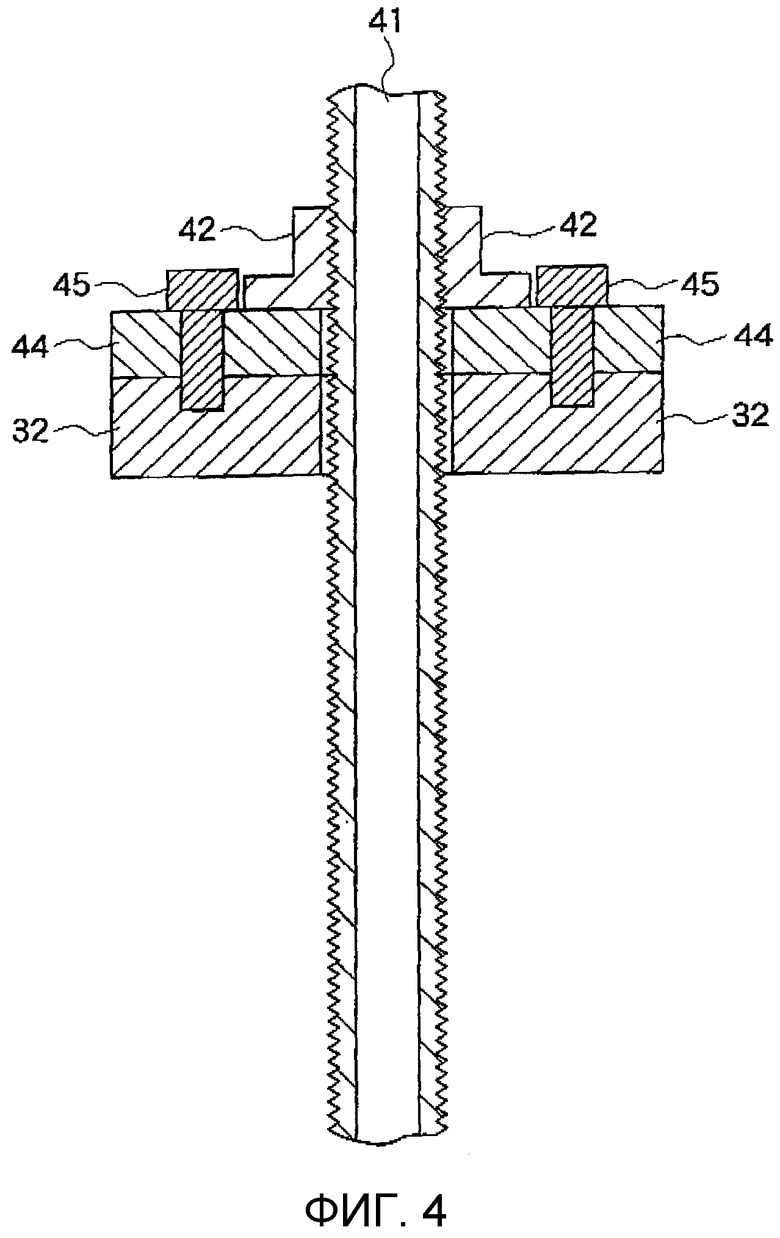
фиг.4 представляет собой сечение, выполненное по линии IV-IV на фиг.2;
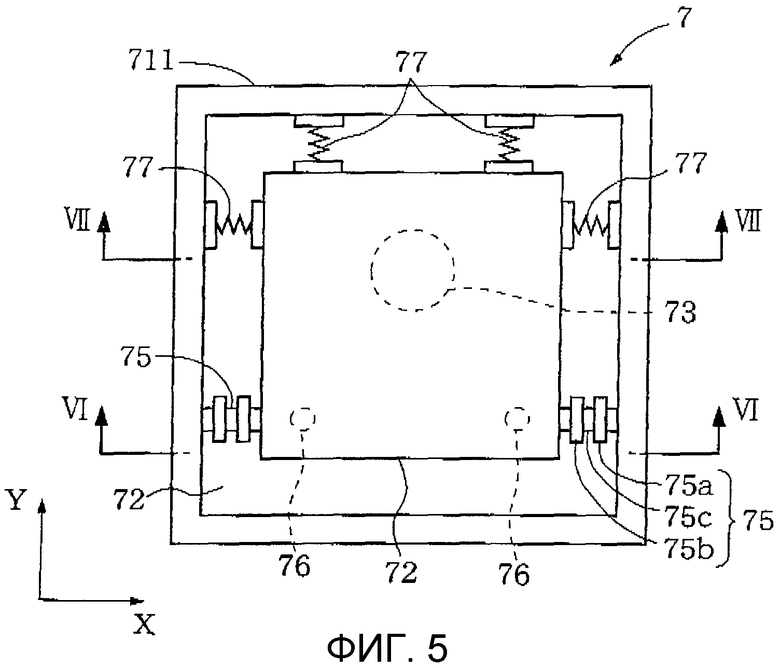
фиг.5 представляет собой вид в плане варианта осуществления устройства управления пространственным положением;
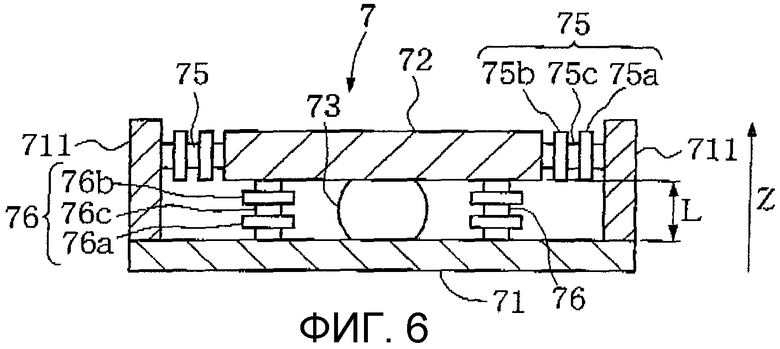
фиг.6 представляет собой сечение, выполненное по линии VI-VI на фиг.5; и
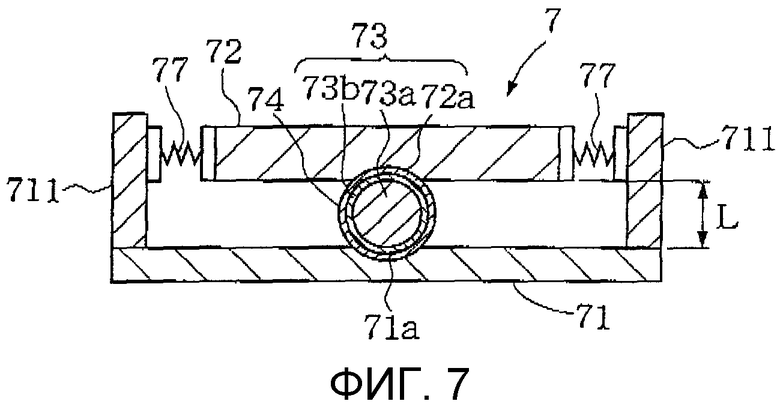
фиг.7 представляет собой сечение, выполненное по линии VII-VII на фиг.5.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Варианты осуществления настоящего изобретения будут описаны со ссылкой на сопровождающие чертежи. В проиллюстрированных вариантах осуществления используется пневмопривод. Однако альтернативно может быть использован гидропривод. Кроме того, может быть предусмотрена конструкция, в которой используются три или более приводов исполнительных механизмов в соответствии с регулированием давления.
На фиг.1 показан вариант осуществления устройства 1 для прецизионной обработки. Устройство 1 для прецизионной обработки образовано главным образом вращательным устройством 6а, предназначенным для вращения предмета а, подлежащего шлифованию, в то время как предмет а удерживается в некотором пространственном положении за счет вакуумного притяжения, первой опорой 2, несущей вращательное устройство 6а, второй опорой 3, несущей вращательное устройство 6b, предназначенное для вращения шлифовального круга b, средством для регулирования перемещения, предназначенным для перемещения второй опоры 3 в горизонтальном направлении, и основанием 9, которое поддерживает снизу первую и вторую опоры 2 и 3. Предпочтительно алмазный шлифовальный круг используется в качестве шлифовального круга b на стадии чернового шлифования, и шлифовальный круг для химико-механического шлифования используется в качестве шлифовального круга b на стадии сверхпрецизионного шлифования.
Устройство 7 управления пространственным положением расположено между первой опорой 2 и вращательным устройством 6а. Средство для регулирования перемещения образовано винтовым механизмом 4 подачи, предназначенным для регулирования положения второй опоры 3 на основе величины перемещения, и пневматическими приводами 5 для регулирования положения второй опоры 3 на основе давления. Винтовой механизм 4 подачи и пневматический привод 5 соединены с управляющим устройством 8 и могут переключаться по мере надобности в зависимости от стадий шлифования. Положения предмета а, подлежащего шлифованию, и шлифовального круга b определяются постоянно датчиками для определения положения (непоказанными). Пьезоэлектрические элементы и магнитострикционные элементы со сверхвысокой магнитострикцией, которые образуют устройство 7 управления пространственным положением, описанное ниже, расширяются в соответствии с информацией относительно детектированных положений для соответствующей коррекции неправильного относительного положения осей (несоосности между осями) вращательных устройств 6а и 6b.
В винтовом механизме 4 подачи гайка 42 навинчена с возможностью вращения на винте 41 подачи, прикрепленном к выходному валу серводвигателя 43. Гайка 42 прикреплена ко второй опоре 3. Кроме того, вторая опора 3 выполнена с возможностью отсоединения ее от гайки 42.
На фиг.2 показаны детали средства для регулирования перемещения. Вторая опора 3 выполнена так, что она имеет L-образную форму на виде сбоку. Одна сторона L-образной формы соответствует боковой поверхности, на которой смонтировано вращательное устройство 6b, и другая сторона L-образной формы соответствует боковой поверхности, присоединенной к элементу 44 в виде плиты посредством штифтового элемента 45. Гайка 42 прикреплена непосредственно к элементу 44 в виде плиты.
Сквозное отверстие, в которое винт 41 подачи вставлен свободно, образовано в части 32 второй опоры 3, соответствующей другой стороне L-образной формы. Пневмоприводы 5а и 5b закреплены на второй опоре 3 с левой и правой сторон от винта 41 подачи, установленного по свободной посадке. Пневмоприводы 5а и 5b отличаются по эксплуатационным показателям давления друг от друга. Например, пневмопривод 5а допускает функционирование в области сравнительно низких давлений, в то время как пневмопривод 5b допускает функционирование в области сравнительно высоких давлений. Например, в пневмоприводе 5а поршневой шток 5а2 вставлен с возможностью скольжения в цилиндр 5а1.
На стадии чернового шлифования, представляющей собой начальную стадию при шлифовании, элемент 44 в виде плиты, присоединенный к гайке 42, и вторая опора 3 соединены штифтовыми элементами 45. Следовательно, гайка 42 перемещается на некоторую величину в соответствии с приведением в действие серводвигателя 43. Вторая опора 3 (вращательное устройство 6b, смонтированное на второй опоре 3) перемещается на соответствующую величину при перемещении гайки 42.
На стадии сверхпрецизионного шлифования после чернового шлифования штифтовые элементы 45 удаляют для отсоединения элемента 44 в виде плиты и второй опоры 3 друг от друга. В данном состоянии приводится в действие пневмопривод 5b, допускающий функционирование в области высоких давлений. В результате этого вторая опора 3 подается по направлению к первой опоре 2 посредством элемента 44 в виде плиты, к которому поджат один конец поршневого штока 5b2, образующего пневмопривод 5b, то есть элемент 44 в виде плиты имеет силу реакции, действующую на пневмопривод 5b. Элемент 44 в виде плиты прикреплен к гайке 42, навинченной на винт 41 подачи. Следовательно, элемент 44 в виде плиты способен иметь силу реакции, достаточно большую для того, чтобы "выдвинуть" вторую опору 3. При сверхпрецизионном шлифовании пневмопривод 5а выбирают в качестве следующего привода, подлежащего использованию после многостадийного шлифования при постоянном давлении в области высоких давлений для выполнения многостадийного шлифования при постоянном давлении так же, как при шлифовании в области низких давлений.
Из фиг.3, которая представляет собой сечение, выполненное по линии III-III на фиг.2, можно понять, что вторая опора 3 может быть "вытолкнута" вперед, в то время как один из поршневых штоков 5а2 и 5b2 пневмоприводов 5а и 5b воспринимает силу реакции от элемента 44 в виде плиты.
Из фиг.4, которая представляет собой сечение, выполненное по линии IV-IV на фиг.2, можно понять, что вторая опора 3 (часть 32) и элемент 44 в виде плиты, к которому прикреплена гайка 42, соединены друг с другом посредством штифтовых элементов 45, 45 с возможностью отсоединения.
Фиг.5 показывает вариант осуществления устройства 7 управления пространственным положением, и фиг.6 показывает сечение, выполненное по линии VI-VI на фиг.5. Устройство 7 управления пространственным положением имеет раму, открытую с ее верхней стороны и образованную первым элементом 71 в виде плоской плиты и боковыми стенками 711. Данная рама может быть выполнена, например, из материала, представляющего собой аустенитную нержавеющую сталь. Второй элемент 72 в виде плоской плиты установлен между парами боковых стенок 711, 711, обращенных друг к другу, при этом вторые приводы 75, 75 расположены между вторым элементом 72 в виде плоской плиты и боковой стенкой 711. Соответствующее расстояние L предусмотрено между первым элементом 71 в виде плоской плиты и вторым элементом 72 в виде плоской плиты. Расстояние L является достаточно большим для того, чтобы предотвратить столкновение первого элемента 71 в виде плоской плиты и второго элемента 72 в виде плоской плиты друг с другом даже тогда, когда второй элемент 72 в виде плоской плиты наклонен. В проиллюстрированном варианте осуществления множество пружин 77, 77, расположено между боковой стенкой 711 и вторым элементом 72 в виде плоской плиты, как и второй привод 75, для удерживания второго элемента 72 в виде плоской плиты в плоскости X-Y.
Каждый второй привод 75 образован аксиальным элементом 75с, имеющим соответствующую жесткость, магнитострикционным элементом 75а со сверхвысокой магнитострикцией и пьезоэлектрическим элементом 75b. Магнитострикционный элемент 75а со сверхвысокой магнитострикцией образован посредством установки катушки (непоказанной) вокруг элемента и может расширяться под действием магнитного поля, создаваемого за счет обеспечения пропускания тока по катушке. Пьезоэлектрический элемент 75b также может расширяться при подаче на него напряжения. Кроме того, соответствующий ток или напряжение могут быть поданы на магнитострикционный элемент 75а со сверхвысокой магнитострикцией или пьезоэлектрический элемент 75b в соответствии с информацией о положении установленного предмета (например, вращательного устройства и т.д.), определенном детектирующим датчиком (непоказанным). Магнитострикционный элемент 75а со сверхвысокой магнитострикцией и пьезоэлектрический элемент 75b могут быть избирательно приведены в действие в соответствии со стадиями обработки, согласно которым существует необходимость или отсутствует необходимость в перемещении второго элемента 72 в виде плоской плиты на сравнительно большую величину. Магнитострикционный элемент 75а со сверхвысокой магнитострикцией может быть образован из сплава редкоземельного металла, такого как диспрозий или тербий, и железа или никеля, как имеет место в обычном уровне технике. Пьезоэлектрический элемент 75b может быть образован из цирконата титаната свинца (Pb(Zr,Ti)O3), титаната бария (BaTiO3), титаната свинца (PbTiO3) или т.п.
В том случае, когда устройство 7 управления пространственным положением смонтировано, например, на первой опоре 2, вторые приводы 75, 75 приводятся в действие, когда второй элемент 72 в виде плоской плиты должен быть смещен вдоль плоскости X-Y (в горизонтальном направлении), и первые приводы 76, 76 приводятся в действие, когда второй элемент 72 в виде плоской пластины должен быть смещен в направлении Z (в вертикальном направлении). Каждый первый привод 76 образован аксиальным элементом 76с, имеющим соответствующую жесткость, магнитострикционным элементом 76а со сверхвысокой магнитострикцией и пьезоэлектрическим элементом 76b, как и второй привод 75.
Сферический элемент 73 расположен между первым элементом 71 в виде плоской плиты и вторым элементом 72 в виде плоской плиты, как и первые приводы 76, 76. Фиг.7 подробно показывает сферический элемент 73.
Сферический элемент 73 образован сферическим сердечником 73а, изготовленным, например, из металла, и пленкой 73b, предусмотренной на периферии сердечника 73а и образованной, например, из графита. Кроме того, пленка, образованная из клея 74, способного упруго деформироваться при обычной температуре, нанесена на наружной периферийной поверхности пленки 73b. В качестве клея 74 может быть использован клей, имеющий предел прочности при сдвиге при растяжении, составляющий от 10 до 15 МПа, коэффициент ослабления, составляющий от 2 до 7 МПа·с, предпочтительно 4,5 МПа·с, и динамическую жесткость, составляющую от 80 до 130 ГН/м, предпочтительно 100 ГН/м, (эластичный клей на основе эпоксидной смолы). Толщина пленки из клея может быть задана на уровне приблизительно 0,2 мм.
Выемки 71а и 72а образованы как участки первого элемента 71 в виде плоской плиты и второго элемента 72 в виде плоской плиты, подлежащие вводу в контакт со сферическим элементом 73. Участки сферического элемента 73 размещены в выемках 71а и 72а для позиционирования сферического элемента 73. Клей 74, образующий пленку на наружной периферийной поверхности сферического элемента 73, прилипает к поверхностям в выемках 71а и 72а, но отделен от сферического элемента 73 (пленкой 73b, покрывающей сферический элемент 73), так что сферический элемент 73 может свободно вращаться в пленке из клея 74.
При управлении пространственным положением вращательного устройства 6а посредством приведения в действие первых приводов 76 и вторых приводов 75 в состоянии, когда вращательное устройство 6а установлено на втором элементе 72 в виде плоской плиты, пленка, образованная из клея 74, упруго деформируется для обеспечения возможности трехмерного свободного смещения второго элемента 72 в виде плоской плиты. В этот момент сердечник 73а, образующий сферический элемент 73, служит опорой для массы вращательного устройства 6а, но вращается только в фиксированном положении, не "удерживая" пленку из клея 74 на его наружной периферийной поверхности. Основная функция сферического элемента 73 заключается только в обеспечении опоры для массы вращательного устройства 6а, и сферический элемент 73 и клей 74 не прилипают друг к другу. Следовательно, клей 74 может свободно упруго деформироваться в соответствии со смещением второго элемента 72 в виде плоской плиты, при этом клей 74 не "удерживается" сферическим элементом 73. Таким образом, на второй элемент 72 в виде плоской плиты воздействует удерживающая сила только чрезвычайно малой величины, соответствующая силе реакции, возникающей при упругом деформировании клея 74.
Далее будет описан способ прецизионной обработки предмета, подлежащего шлифованию, с использованием вышеописанного устройства 1 для прецизионной обработки.
В способе шлифования предмета, подлежащего шлифованию (способе прецизионной обработки) в соответствии с настоящим изобретением технологический процесс от чернового шлифования до конечного сверхпрецизионного шлифования выполняется последовательно посредством использования только устройства 1 для прецизионной обработки в течение всего процесса. Сначала выполняют черновое шлифование предмета а, подлежащего шлифованию, посредством использования алмазного шлифовального круга в качестве шлифовального круга b при одновременном перемещении второй опоры 3 (вращательного устройства 6b) на заранее заданную величину посредством винтового механизма 4 подачи, в результате чего образуется предмет, отшлифованный до промежуточной стадии (первая операция). На данной стадии чернового шлифования определяются положения шлифовального круга b и предмета а, подлежащего шлифованию. Когда возникает несоосность между осью шлифовального круга b и осью предмета а, подлежащего шлифованию, положения корректируются с помощью устройства 7 управления пространственным положением.
После этого осуществляют замену шлифовального круга b, при этом алмазный шлифовальный круг меняют на шлифовальный круг для химико-механического шлифования. После этого пневмопривод 5b приводят в действие для принудительной подачи шлифовального круга для химико-механического шлифования к предмету а, подлежащему шлифованию, при одновременном изменении постоянного давления ступенчатым образом в области сравнительно высоких давлений. На конечной стадии шлифования выбирают пневмопривод 5а и шлифование на конечной стадии выполняют на предмете а, подлежащем шлифованию, также при одновременном изменении постоянного давления ступенчатым образом в области низких давлений. Кроме того, на данной стадии сверхпрецизионного шлифования положения шлифовального круга b и предмета а, подлежащего шлифованию, определяют постоянно. Когда возникает несоосность между осью шлифовального круга b и осью предмета а, подлежащего шлифованию, положения корректируются с помощью устройства 7 управления пространственным положением. За счет вышеописанного процесса обработки путем химико-механического шлифования был получен контактный элемент, который имел степень неплоскостности от 10 до 20 нм/дюйм.
Варианты осуществления настоящего изобретения были описаны подробно со ссылкой на чертежи. Однако конкретная конструкция устройства по изобретению не ограничена данными вариантами осуществления. Различные изменения в конструкции или т.п. могут быть выполнены, не отходя от сущности настоящего изобретения. Настоящее изобретение охватывает подобные изменения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОСТРАНСТВЕННЫМ ПОЛОЖЕНИЕМ И УСТРОЙСТВО ДЛЯ ПРЕЦИЗИОННОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2005 |
|
RU2308071C1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1996 |
|
RU2153968C2 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 2001 |
|
RU2205741C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1998 |
|
RU2146599C1 |
| Устройство для шлифования тел вращения типа упорных центров | 2020 |
|
RU2758791C1 |
| Поворотный стол с газостатической опорой | 2022 |
|
RU2788876C1 |
| СПОСОБ ВИБРАЦИОННОГО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449871C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2235012C1 |
Изобретение может быть использовано для прецизионного шлифования. Сущность изобретения: устройство для прецизионной обработки содержит первое вращательное устройство для вращения предмета, подлежащего шлифованию, и первую опору, несущую первое вращательное устройство; второе вращательное устройство для вращения шлифовального круга и вторую опору, несущую второе вращательное устройство для вращения шлифовального круга; средство для регулирования перемещения, предусмотренное у первой или у второй опоры, которое включает в себя первую часть для регулирования перемещения, которая перемещает первую или вторую опору, и вторую часть для регулирования перемещения, которая обеспечивает приложение давления к опоре, чтобы заставить опору перемещаться в направлении перемещения, и при этом величину перемещения первой или второй опоры и первого или второго вращательного устройства можно регулировать посредством избирательного использования первой части для регулирования перемещения и второй части для регулирования перемещения; и устройство управления пространственным положением, расположенное между первым вращательным устройством и первой опорой или между вторым вращательным устройством и второй опорой, при этом устройство управления пространственным положением обеспечивает управление пространственным положением первого или второго вращательного устройства. Изобретение позволяет обеспечить шлифование с высокой точностью. 2 н. и 4 з.п. ф-лы, 7 ил.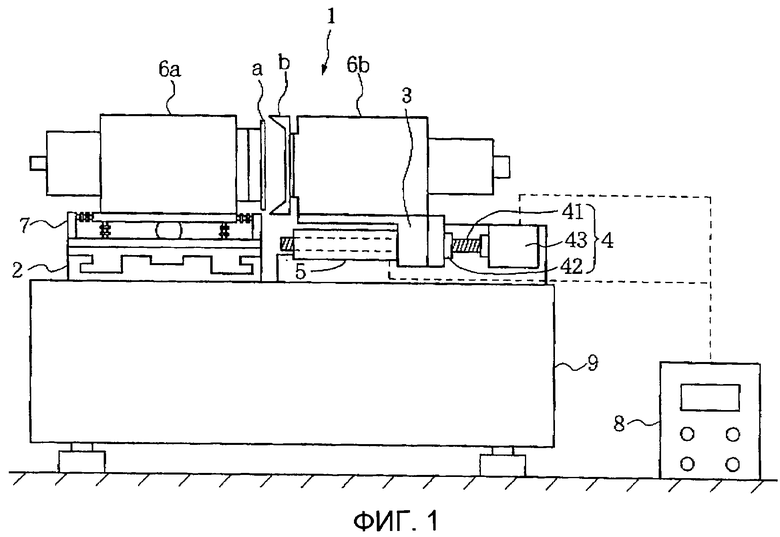
первое вращательное устройство для вращения предмета, подлежащего шлифованию;
первую опору, несущую первое вращательное устройство;
второе вращательное устройство для вращения шлифовального круга;
вторую опору, несущую второе вращательное устройство для вращения шлифовального круга; и
средство для регулирования перемещения, предусмотренное у первой опоры или у второй опоры, причем средство для регулирования перемещения способно обеспечить перемещение одной из опор по направлению к другой,
при этом средство для регулирования перемещения включает в себя первую часть для регулирования перемещения, которая перемещает первую или вторую опору, и вторую часть для регулирования перемещения, которая обеспечивает приложение давления к опоре, чтобы заставить опору перемещаться в направлении перемещения, и при этом величину перемещения первой или второй опоры и первого или второго вращательного устройства можно регулировать посредством избирательного использования первой части для регулирования перемещения и второй части для регулирования перемещения,
и устройство управления пространственным положением, расположенное между первым вращательным устройством и первой опорой или между вторым вращательным устройством и второй опорой, при этом устройство управления пространственным положением обеспечивает управление пространственным положением первого или второго вращательного устройства.
первую операцию образования предмета, отшлифованного до промежуточной стадии, посредством выполнения чернового шлифования предмета, подлежащего шлифованию; и
вторую операцию образования окончательно отшлифованного предмета посредством шлифования предмета, отшлифованного до промежуточной стадии, с использованием шлифовального круга для химико-механического шлифования,
при этом перемещение вращательного устройства и опоры регулируют посредством первой части для регулирования перемещения на первой операции, и перемещение вращательного устройства и опоры регулируют посредством второй части для регулирования перемещения на второй операции.
| US 3748789 А, 31.07.1973 | |||
| JP 2000141207 А, 23.05.2000 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ РАЗМЕРНОГО МИКРОШЛИФОВАНИЯ ИЗДЕЛИЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 2000 |
|
RU2165837C1 |
| Устройство для шлифования | 1977 |
|
SU662333A1 |

