Изобретение относится к области обработки металлов резанием и может быть использовано для изготовления моноколес газотурбинных двигателей, преимущественно имеющих сложнопрофильные лопатки с закрученной формой пера.
Известна фреза, в пазах корпуса которой закреплены ножи с режущими кромками, расположенными с наружной и внутренней сторон поверхности корпуса [авторское свидетельство SU №1751390/258, МКИ В23 5/12, БИ №37, 1974 г.]. Инструмент позволяет фрезеровать детали со сложными выпуклыми и вогнутыми поверхностями, например лопатки компрессора.
Известен способ формообразования сложнопрофильных межлопаточных каналов моноколеса ГТД и инструмент для его осуществления [патент RU №2264891 С1, МКИ В23С 3/18, 5/14, БИ №33 опубл. 27.11.2005 г.], ближайший к заявляемому изобретению и принятый за прототип, в котором инструмент, предназначенный для прорезания и чистовой обработки сложнопрофильных межлопаточных каналов моноколеса газотурбинного двигателя, состоит из корпуса кольцевой формы, по периметру которого равномерно размещены Т-образные режущие элементы, причем Т-образные режущие элементы имеют торцевую, внешнюю и внутреннюю боковые режущие кромки.
В известном инструменте при обработке Т-образные режущие элементы обрабатывают металл всеми режущими кромками (боковыми и торцевой) одновременно, что увеличивает нагрузку при резании на каждый режущий элемент, ведет к его преждевременному износу, увеличивает вибрации при обработке и снижает точность формообразования межлопаточного канала моноколеса.
Технический результат, на достижение которого направлено предлагаемое изобретение, заключается в повышении точности формообразования сложнопрофильных межлопаточных каналов моноколеса газотурбинного двигателя, производительности обработки, повышении срока службы инструмента.
Технический результат достигается тем, что в инструменте для прорезания и чистовой обработки сложнопрофильных межлопаточных каналов моноколеса газотурбинного двигателя, имеющем кольцевой корпус, на торцевой части которого имеются торцевые, внешние и внутренние боковые режущие кромки, причем ширина режущей части инструмента равна ширине межлопаточного канала в корневом сечении, а ширина кольцевой стенки корпуса уже ширины режущей части, новым является то, что торцевые, внешние и внутренние боковые режущие кромки образованны равномерно расположенными по периметру корпуса группами пластин, в каждой группе последовательно расположены по меньшей мере две торцевые пластины, размещенные ступенчато по направлению вращения инструмента и со смещением по ширине режущей части, по меньшей мере по одной внешней боковой и внутренней боковой пластины, и пластина с прямолинейной режущей кромкой.
Торцевые, внешние и внутренние боковые пластины, входящие в каждую группу, выполнены круглыми.
Оси пластин, образующих торцевые, внешние и внутренние боковые режущие кромки, наклонены в торцевой плоскости под углом к вектору направления вращения инструмента по направлению к центру инструмента или от него. Также пластины наклонены к поверхности резания.
Сущность изобретения поясняется чертежами.
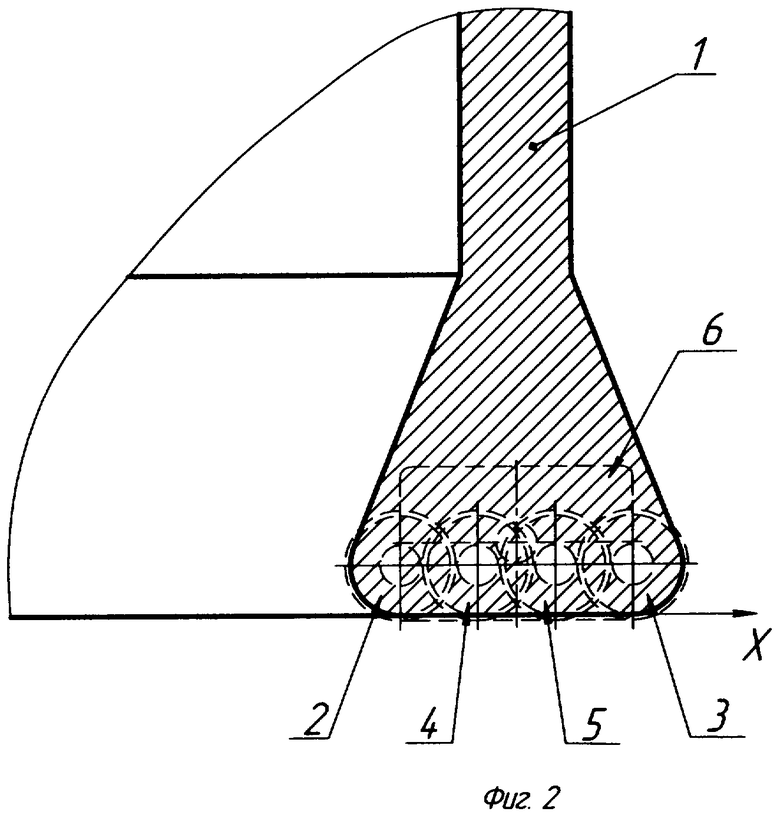
На фиг.1 изображен кольцевой корпус режущего инструмента и система координат OXYZ, связанная с инструментом.
На фиг.2 изображено расположение режущих пластин на корпусе инструмента в плоскости ZOX.
На фиг.3 изображено расположение режущих пластин на корпусе инструмента в плоскости XOY.
На фиг.4 изображено сечение А-А на фиг.3,
где 1 - кольцевой корпус, 2 - внутренняя боковая режущая пластина, 3 - внешняя боковая режущая пластина, 4 и 5 - торцевые режущие пластины, 6 - пластина с прямолинейной режущей кромкой, 7 - штифт, В - ширина режущей части инструмента, t - ширина кольцевой стенки, α - угол наклона осей пластин, образующих торцевые, внешние и внутренние боковые режущие кромки, к вектору направления вращения в торцевой плоскости XOY, β - угол наклона пластин, образующих торцевые, внешние и внутренние боковые режущие кромки, к поверхности резания.
Инструмент для прорезания и чистовой обработки сложнопрофильных межлопаточных каналов моноколеса газотурбинного двигателя имеет кольцевой корпус 1, на торцевой части которого имеются торцевые, внешние и внутренние боковые режущие кромки, причем ширина В режущей части инструмента равна ширине межлопаточного канала в корневом сечении, а ширина t кольцевой стенки корпуса уже ширины В режущей части. Торцевые, внешние и внутренние боковые режущие кромки образованны равномерно расположенными по периметру корпуса группами пластин. Каждая группа включает, например, две торцевые пластины 4, 5, размещенные ступенчато по направлению вращения инструмента и со смещением по ширине режущей части, внешнюю 3 и внутреннюю 2 боковые пластины, и пластину 6 с прямолинейной режущей кромкой (фиг.2, 3). С инструментом связана система координат OXYZ. Ось Z совпадает с осью вращения инструмента.
Торцевые 4, 5, внешняя 3 и внутренняя 2 боковые пластины, входящие в группу, выполнены круглыми.
Пластины устанавливаются в пазы кольцевого корпуса 1. Координация пластин по месту производится с помощью штифтов 7 (фиг.4), а закрепление с помощью пайки.
Оси пластин, образующих торцевые, внешние и внутренние боковые режущие кромки, наклонены в торцевой плоскости XOY под углом α к вектору направления вращения инструмента. Наклон осей торцевых 4, 5 и внешней боковой 3 пластин направлен от центра инструмента, а наклон осей внутренней боковой пластины 2 и пластины с прямолинейной режущей кромкой 6 направлен к центру инструмента. Кроме этого, пластины, образующие торцевые, внешние и внутренние боковые режущие кромки, наклонены на угол β к поверхности резания. Углы наклона выбираются таким образом, чтобы углы резания при обработке были положительными.
Для возможности размещения большего количества режущих пластин по периметру кольцевого корпуса допустимо увеличивать углы наклона площадок под базирование пластин. При этом необходимо перетачивать режущие пластины для сохранения положительных углов резания.
Угловое расположение пластин по периметру корпуса зависит от размеров корпуса, размеров пластин и углов их наклона и выбирается при проектировании.
Работает инструмент следующим образом. При прорезании и чистовой обработке сложнопрофильных межлопаточных каналов моноколеса газотурбинного двигателя каждая группа осуществляет съем металла торцевыми, наружними и внутренними боковыми режущими кромками. Вначале в работу вступают две круглые торцевые пластины 4, 5, размещенные ступенчато по направлению вращения инструмента и со смещением по ширине режущей части, затем круглые боковые пластины (2 - внутренняя, 3 - внешняя). Последняя пластина 6 с прямолинейной режущей кромкой, срезая «гребешки», оставшиеся после обработки круглыми пластинами выполняет зачистную функцию.
Таким образом предлагаемое изобретение позволяет:
- Снизить нагрузку на каждую пластину и увеличить время ее работы до затупления, за счет применения схемы резания, когда общий профиль режущей части инструмента формируется режущими кромками группы режущих пластин, распределения суммарной нагрузки на инструмент при резании;
- Повысить точность формообразования межлопаточного канала моноколеса, снизить вибрации и увеличить плавность работы режущей пластины в процессе резания за счет поворота режущих пластин на угол α;
- Повысить производительность обработки за счет поворота режущих пластин на углы α и β, размещая, таким образом большее количество пластин по периметру корпуса инструмента. Это позволяет увеличить количество пластин, одновременно находящихся в зоне резания, снизить затраты на изготовление инструмента, за счет применения унифицированных круглых и твердосплавных неперетачиваемых пластинок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
| Способ формообразования профильных межлопаточных каналов моноколеса ГТД | 2015 |
|
RU2608111C2 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД | 2004 |
|
RU2276632C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2010 |
|
RU2429949C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВКИ ДЕТАЛИ С ПАЗАМИ | 2010 |
|
RU2476296C2 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕС | 2003 |
|
RU2247011C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОФРЕЗЕРОВАННОГО РАБОЧЕГО КОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2625860C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351443C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ПОДНУТРЕННЫХ ПАЗОВ РЕЖУЩИМ ИНСТРУМЕНТОМ | 1997 |
|
RU2175592C2 |


Изобретение относится к области обработки металлов резанием, обработке лопаток с закрученной формой пера. Инструмент имеет кольцевой корпус, на торцевой части которого расположены торцевые, внешние и внутренние боковые режущие кромки. Ширина режущей части инструмента равна ширине межлопаточного канала в корневом сечении, а ширина кольцевой стенки корпуса уже ширины режущей части. Для повышения точности и производительности обработки торцевые, внешние и внутренние боковые режущие кромки образованы равномерно расположенными по периметру корпуса группами пластин. В каждой группе последовательно расположены по меньшей мере две торцевые пластины, размещенные ступенчато по направлению вращения инструмента и со смещением по ширине режущей части, по меньшей мере по одной внешней боковой и внутренней боковой пластине, и пластина с прямолинейной режущей кромкой. 3 з.п. ф-лы, 4 ил.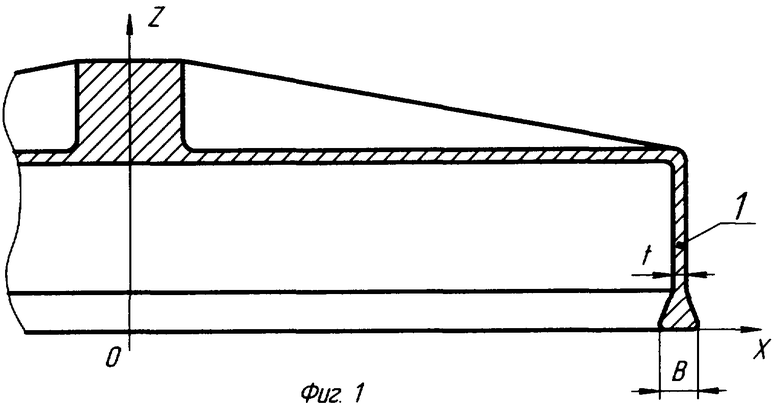
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
| Дисковая фреза | 1972 |
|
SU437576A1 |
| Торцовая фреза | 1990 |
|
SU1828787A1 |
| ФРЕЗА | 1992 |
|
RU2014967C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ КОМПЛЕКСНОЙ ОЦЕНКИ ПРЕОБЛАДАЮЩЕГО ТОНУСА ВЕГЕТАТИВНОЙ НЕРВНОЙ СИСТЕМЫ | 2005 |
|
RU2276575C1 |

