Изобретение относится к ультразвуковой технике и может быть использовано в различных технологических процессах, осуществляемых с использованием энергии ультразвуковых (далее УЗ) колебаний. Его можно использовать, например, при обработке молока, соков и вина, для приготовления суспензий и буровых растворов, при обогащении полезных ископаемых и разделении водно-спиртовых смесей, при обезвреживании ртутьсодержащих твердых отходов, а также и при очистке как горюче-смазочных материалов, так и механических изделий различного назначения.
Известен способ УЗ обработки, согласно которому обрабатываемую среду заливают в открытый сосуд и в течение соответствующего времени подвергают воздействию УЗ колебаний, создаваемых источником, установленным в центре этого сосуда [1].
Основной недостаток данного способа заключается в том, что он не обеспечивает возможности обработки жидкой среды в процессе ее циркуляции.
Известен также способ УЗ обработки, при осуществлении которого жидкотекучую среду пропускают через рабочую камеру и воздействуют на нее энергией УЗ колебаний, создаваемых источниками, установленными в донной части этой камеры [2].
Основной недостаток этого способа заключается в том, что он, вследствие «придонного» расположения источников УЗ колебаний, не обеспечивают равномерного воздействия на жидкотекучую среду по всему периметру ее потока.
Кроме этого, известен способ обработки жидкотекучей среды энергией УЗ колебаний, который по своей технической сущности и достигаемому результату при его использовании является наиболее близким к предлагаемому и принят в качестве прототипа. Согласно этому способу жидкотекучую среду по трубопроводу пропускают через рабочую камеру, выполненную в виде усеченного конуса, и воздействуют на нее энергией УЗ колебаний, создаваемых источниками, симметрично расположенными на большем основании этой камеры, которое имеет форму кольца и охватывает трубопровод [3].
Такое конструктивное выполнение рабочей камеры позволяет осуществлять УЗ воздействие на обрабатываемую среду по всему периметру ее потока, но в полной мере не обеспечивает равномерности УЗ обработки, что и является основным недостатком данного способа.
Этот недостаток обусловлен тем, что в центральной части рабочей камеры поток обрабатываемой жидкотекучей среды имеет преимущественно ламинарное течение, вполне достаточную скорость перемещения и подвергается воздействию УЗ колебаний, отраженных конической стенкой, а в периферийной части рабочей камеры поток имеет турбулентный характер, минимальную скорость перемещения и подвергается воздействию УЗ колебаний как отраженных конической стенкой камеры, так и совершаемых ее кольцеобразным основанием.
Следует также отметить и то, что при осуществлении данного способа УЗ обработка жидкотекучей среды проводится с использованием только одного вида колебаний (продольные) и происходит она всего лишь в одной зоне и при этом колебания, отраженные конической стенкой камеры и колебания, совершаемые ее кольцеобразным основанием, несколько демпфируют друг друга.
Вследствие всех этих недостатков данный способ может быть охарактеризован как не обеспечивающий требуемого качества обработки жидкотекучей среды.
Технической задачей, на решение которой направлено изобретение, является повышение эффективности УЗ обработки, позволяющее, в свою очередь, повысить производительность процесса.
Поставленная задача решается за счет создания нескольких зон УЗ воздействия и за счет обеспечения равномерности УЗ воздействия в каждой из них.
Решение поставленной задачи в способе обработки жидкотекучей среды энергией УЗ колебаний, включающем подачу жидкотекучей среды в рабочую камеру, воздействие на нее энергией ультразвуковых колебаний, выполняемое в рабочей камере посредством излучающих звеньев нескольких источников ультразвуковых колебаний, и последующий вывод обработанной среды из рабочей камеры, достигается за счет того, что поток жидкотекучей среды при его поступлении в рабочую камеру разделяют на несколько отдельных потоков и каждому из них сообщают, ориентированное относительно продольной оси симметрии рабочей камеры, начальное направление движения, которое затем изменяют, при этом ультразвуковое воздействие осуществляют преимущественно в четырех зонах и колебаниями, по меньшей мере, двух разных видов, которым придают направления распространения, взаимно пересекающиеся, по меньшей мере, в двух плоскостях, причем одновременно с изменением направления движения отдельных потоков обрабатываемой среды, осуществляемым на выходе из каждой зоны ультразвукового воздействия, изменяют скорость их движения, форму поперечного сечения и его размеры, а при выходе обработанной среды из рабочей камеры ее объединяют в единый поток.
Решению поставленной задачи способа способствует также и то, что:
- при разделении жидкотекучей среды на отдельные потоки им придают преимущественно одинаковые формы и размеры поперечного сечения, направления и скорости начального движения;
- начальное направление движения каждому из отдельных потоков сообщают в плоскости, которая перпендикулярна к продольной оси симметрии рабочей камеры или расположена под некоторым углом к этой оси;
- изменение начального направления движения отдельных потоков осуществляют преимущественно на 90 градусов;
- изменение формы и размеров, скорости и направления движения отдельных потоков в зонах ультразвукового воздействия осуществляют посредством каждого излучающего звена всех источников ультразвуковых колебаний;
- ультразвуковое воздействие осуществляют, создавая излучающим звеном каждого ультразвукового источника продольные, продольно-изгибные, радиальные и радиально-изгибные колебания;
- ультразвуковое воздействие осуществляют, создавая излучающими звеньями разных ультразвуковых источников колебания с одинаковыми и/или с разными по своей величине акустическими параметрами;
- отдельным потокам обработанной среды при ее выходе из рабочей камеры придают преимущественно одинаковые формы и размеры поперечного сечения, направления и скорости движения.
Этому же способствует и то, что предлагаемый способ, в сравнении с известным, имеет и еще несколько отличий, которые заключаются в том, что:
- отдельным потокам при их входе в рабочую камеру сообщают разные начальные направления движения;
- в процессе ультразвукового воздействия формы отдельных потоков последовательно изменяют с плоской на круглую и, наоборот - с круглой на плоскую, и придают их поперечным сечениям разные геометрические размеры;
- величина угла отклонения начального направления движения отдельного потока, относительно плоскости, перпендикулярной к продольной оси симметрии рабочей камеры, не превышает 45 градусов.
Изобретение поясняется чертежами:
на фиг.1 представлен продольный разрез устройства, с помощью которого предлагаемый способ может быть реализован при обработке любой жидкотекучей среды;
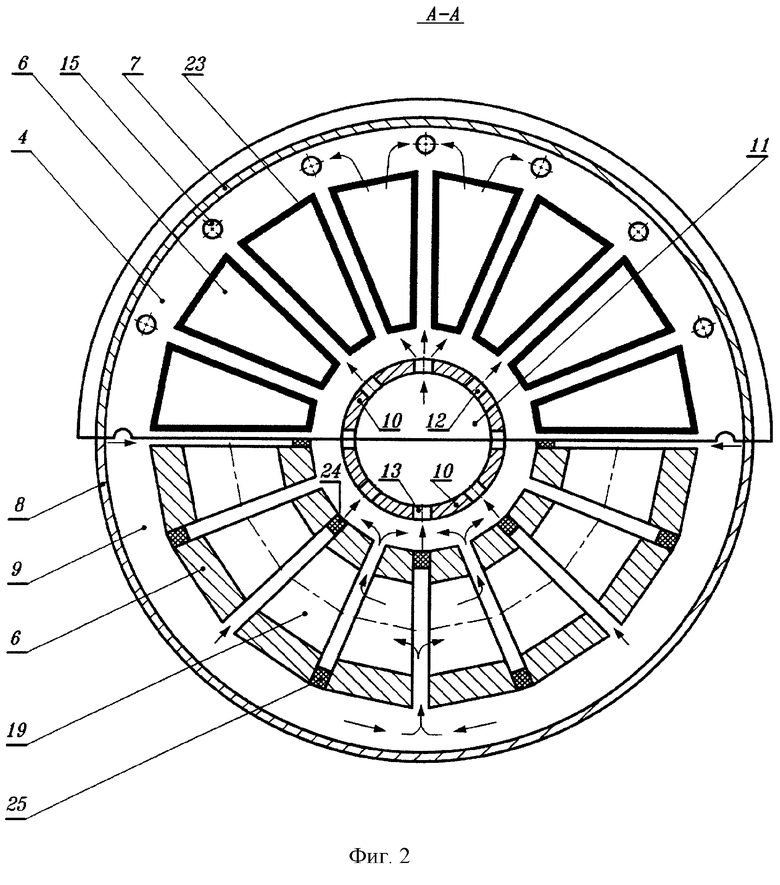
на фиг.2 показано сечение по А-А на фиг.1;
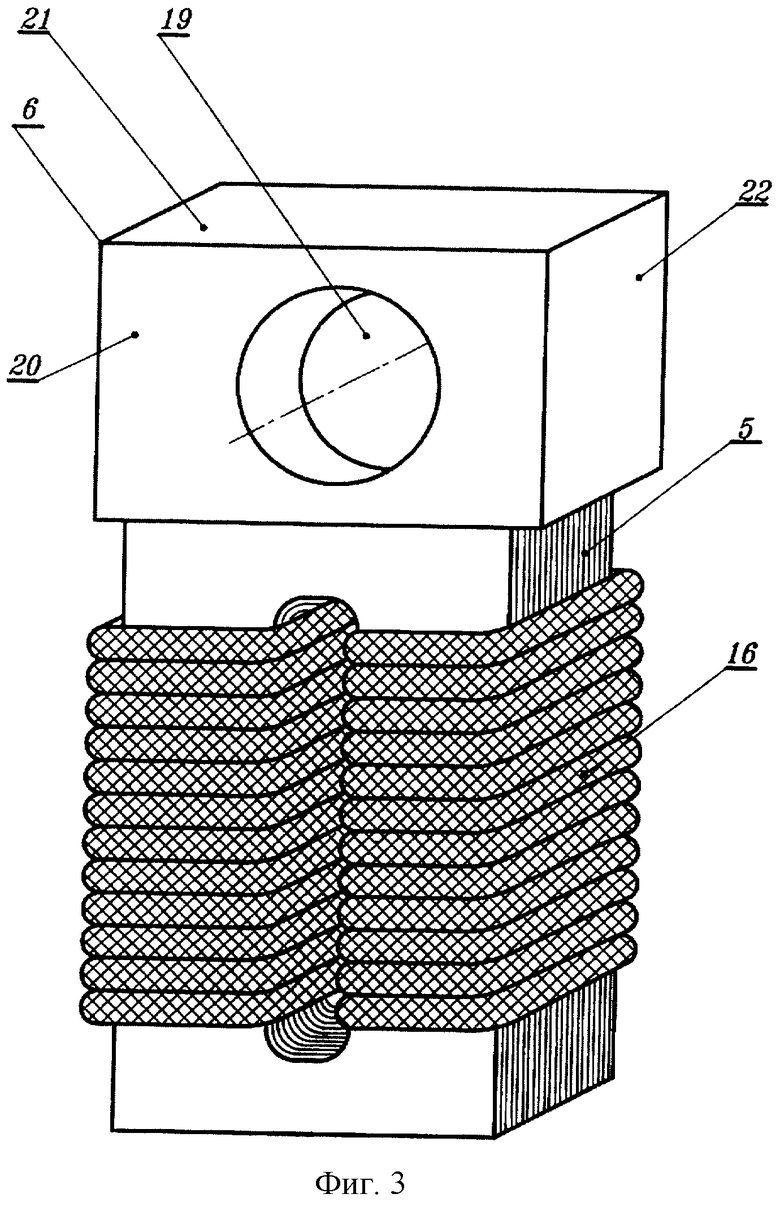
на фиг.3 представлен внешний вид источника УЗ колебаний.
В устройстве для обработки жидкотекучей среды энергией УЗ колебаний, обеспечивающим реализацию предлагаемого способа, герметичная рабочая камера (см. фиг.1) посредством подающего 1 и приемного 2 патрубков, имеющих одинаковую форму и равные площади поперечного сечения, встроена в систему транспортирования обрабатываемой среды (на чертежах не показана) и выполнена в виде тела вращения с прямоугольным поперечным сечением. Она имеет распределитель потока, состоящий из центральной 3 и периферийной 4 частей, и оснащена несколькими источниками УЗ колебаний, симметрично расположенными по окружности, каждый из которых образован магнитострикционным преобразователем 5 и многогранным излучающим звеном 6, которое изготовлено из металла и выполняет функцию трансформатора направления распространения УЗ колебаний, излучаемых преобразователем 5.
Корпус рабочей камеры, состоящий из прямолинейной крышки 7, круглой внешней стенки 8 и прямолинейного дна 9, посредством накидных гаек (на чертежах позициями не обозначены) жестко соединен с подающим 1 и приемным 2 патрубками.
Распределитель потока обрабатываемой среды выполнен составным и своими центральной 3 и периферийной 4 частями, соответственно, разобщает один от другого подающий 1 и приемный 2 патрубки и разделяет полость рабочей камеры на две сообщающиеся между собой полости «А» и «Б», последняя из которых имеет круглые внешний и внутренний участки. Центральная часть 3 распределителя потока выполнена в виде полого цилиндра 10, который имеет внутреннюю перегородку 11 и сквозные круглые отверстия 12 и 13, симметрично расположенные двумя группами по окружности с разных сторон перегородки 11. Периферийная часть 4 распределителя потока выполнена в виде плоского кольца, которое установлено на внешней поверхности цилиндра 10 в одной плоскости с перегородкой 11 и имеет симметрично расположенные по двум концентрическим окружностям, сквозные отверстия трапецевидной 14 и круглой 15 формы. Сквозные отверстия 12, 13 и 15 имеют одинаковые размеры и одинаковые суммарные площади в своих группах. При этом отверстия 12 и 13 выполнены таким образом, что их оси симметрии параллельны периферийной части 4 распределителя потока.
Магнитострикционный преобразователь 5 источника УЗ колебаний, рассчитанный на частоту 19,5 килогерц и набранный из пластин, изготовленных из сплава К-65, выполнен двухстержневым, снабжен обмоткой возбуждения 16 и экранирующей накладкой 17, помещен в водоохлаждаемый корпус 18 и подключен к УЗ генератору (на чертежах не показан). В устройстве все преобразователи 5 выполнены с одинаковыми геометрическими размерами и, следовательно, имеют одинаковые акустические параметры.
Многогранное излучающее звено 6 источника УЗ колебаний в наиболее простом и оптимальном для расчета геометрических размеров варианте исполнения представляет собой (см. фиг.3) правильный прямоугольный параллелепипед, который выполнен с центральным сквозным отверстием 19 и имеет две большие 20, две средние 21 и две малые 22 грани. В рабочем же варианте устройства (см. фиг.2) правильную форму прямоугольного параллелепипеда следует несколько видоизменить и излучающее звено 6 выполнить с продольным поперечным сечением в виде правильной трапеции, т.е. с монотонно уменьшающейся шириной. Это позволяет использовать большее количество излучающих звеньев и, следовательно, увеличить суммарную площадь излучающих поверхностей.
Излучающие звенья, которые одной из своих средних граней жестко и непосредственно (т.е. без промежуточного звена) соединены с магнитострикционными преобразователями 5, в рабочей камере установлены так, что поверхности их свободных средних 21 граней расположены по середине высоты сквозных отверстий 14 периферийной части 4 распределителя потока, которые имеют форму и размеры, соответствующие этой грани, и расположены на концентрической окружности, наиболее близкой к продольной оси рабочей камеры. Причем наиболее узкая из меньших граней каждого излучающего звена обращена к продольной оси рабочей камеры, а его две большие грани 20 параллельны большим граням двух соседних излучающих звеньев, которые расположены от него на некотором расстоянии. При этом все излучающие звенья 6 посредством резиновых прокладок 23 акустически изолированы от периферийной части 4 распределителя потока (прокладки, изолирующие излучающие звенья 6 от дна 9 рабочей камеры, на чертежах позициями не обозначены) и с помощью перемычек 24 и 25, изготовленных из полиуретана и расположенных в шахматном порядке по двум концентрическим окружностям, отделены одно от другого. В устройстве все излучающие звенья 6 имеют одинаковые формы и размеры и установлены так, что расстояния от их внешних поверхностей до стенок рабочей камеры и до центральной части 3 распределителя в своих значениях имеют одинаковую величину.
Ниже приводится пример конкретного осуществления прелагаемого способа, не исключающий других вариантов его выполнения в объеме формулы изобретения.
Перед началом эксплуатации устройства полость корпуса 18 соединяют с системой циркуляции воды, охлаждающей преобразователи 5, и включают УЗ генератор. Под воздействием магнитного поля, создаваемого обмотками 16, каждый из преобразователей 5 возбуждается и начинает совершать продольные колебания, которые передаются излучающему звену 6. В каждом излучающем звене, вследствие его геометрической формы и соответствующих размеров, продольные колебания преобразователя трансформируются. В результате этого свободные грани 21 (средняя) и 22 (меньшие) излучающего звена 6 и стенка его отверстия 19 совершают интенсивные колебания. Эти колебания можно охарактеризовать, соответственно, как продольные (продольно-изгибные) и радиальные (радиально-изгибные), т.е. как колебания двух разных видов, которые имеют направление распространения взаимно пересекающиеся в двух плоскостях, ориентированных одна относительно другой под углом 90 градусов. При этом амплитуда колебаний излучающего звена в измененных направлениях больше первоначальной амплитуды колебаний преобразователя, а его большие грани 20 практически не совершают колебаний.
Обрабатываемую жидкотекучую среду, например молоко, к рабочей камере по патрубку 1 трубопровода подают общим потоком, который и поступает в левый отсек центральной части 3 распределителя потока. Этот отсек имеет замкнутый объем и образован сплошной перегородкой 11 и внутренней стенкой полого цилиндра 10, который выполнен с круглыми, симметрично расположенными отверстиями 12.
Поступая в эти отверстия и проходя через них, обрабатываемая жидкая среда разделяется на несколько отдельных потоков, которые имеют одинаковую круглую форму с одинаковыми размерами их поперечного сечения и приобретают одинаковое начальное направление движения в плоскости, перпендикулярной к продольной оси симметрии рабочей камеры. Это обусловлено тем, что диаметры отверстий 12 равны между собой, а их оси симметрии лежат в одной общей для них плоскости, которая параллельна крышке 7, периферийной части 4 распределителя потока и средним граням 21 излучающих звеньев 6.
На выходе из отверстий 12 отдельные потоки обрабатываемой жидкой среды, заполняя полость «А», сливаются между собой, приобретают плоскую форму, меняют скорость движения, проходят первую зону УЗ воздействия (средняя грань 21 излучающего звена) и, сохраняя направление первоначального движения, поступают в круглые отверстия 15 периферийной части 4 распределителя потока.
Поступая в эти отверстия и проходя через них, обрабатываемая жидкая среда снова разделяется на несколько отдельных потоков, которые приобретают одинаковую круглую форму с одинаковыми размерами их поперечного сечения и все вместе на 90 градусов изменяют направление своего движения. На выходе из отверстий 15 отдельные потоки обрабатываемой жидкой среды, заполняя внешний участок полости «Б», сливаются между собой, вновь приобретают плоскую форму, еще раз меняют скорость движения и попадают под воздействие второй зоны УЗ воздействия (одна из меньших граней 22 излучающего звена).
Из внешнего участка полости «Б» обрабатываемая жидкая среда, опять-таки с плоской формой своих потоков, но уже меньшего поперечного сечения, через пространства между излучающими звеньями 6, не перегороженные перемычками 25, поступает в круглые отверстия 19 (третья зона УЗ воздействия) излучающих звеньев 6. Далее она проходит через эти отверстия и через пространства между излучающими звеньями, не перегороженные перемычками 24 (очередная смена формы, скорости и направления движения), поступает во внутренний участок полости «Б» и попадает под воздействие четвертой зоны УЗ воздействия (вторая из меньших граней 22 излучающего звена), которую и покидает через круглые отверстия 13, количество которых и вариант расположения идентичны отверстиям 12. Пройдя отверстия 13, отдельные потоки обрабатываемой жидкотекучей среды, приобретая одинаковую круглую форму с одинаковыми размерами поперечных сечений, поступают в правый отсек центральной части 3 распределителя потока. В этом отсеке, который имеет замкнутый объем и образован сплошной перегородкой 11 и внутренней стенкой полого цилиндра 10, отдельные потоки обработанной жидкотекучей среды объединяются в единое целое и через патрубок 2 общим потоком покидают устройство.
Следует отметить, что в том случае если по каким-либо причинам однократная УЗ обработка окажется неудовлетворительной, то жидкотекучая среда может быть направлена на дополнительную обработку, причем ее подача в рабочую камеру может быть осуществлена и через патрубок 2.
По окончанию обработки всего объема жидкотекучей среды и достижения ее заданных параметров полость корпуса 18 отсоединяют от системы циркуляции воды, охлаждающей преобразователи 5, и выключают УЗ генератор.
С точки зрения акустических параметров следует отметить, что ультразвуковое воздействие при реализации предлагаемого способа можно осуществлять с постоянными или с изменяющимися акустическими характеристиками, в частотном диапазоне до 80 килогерц, с амплитудой колебаний, не превышающей 60 микрон и с интенсивностью, близкой к 35 Вт/см2 При этом излучающими звеньями разных ультразвуковых источников можно создавать колебания с одинаковой и/или с разной по своей величине амплитудой, величины амплитуд и интенсивности колебаний можно устанавливать с обратно пропорциональной зависимостью, а продолжительность обработки - прямо пропорциональной вязкости обрабатываемой среды.
Сопоставительный анализ известного и предлагаемого способов УЗ обработки циркулирующей жидкотекучей среды в части производительности процесса показывает значительные преимущества последнего из них. Эти преимущества достигаются за счет того, что УЗ воздействие осуществляется более чем в одной зоне, поток обрабатываемой среды в зоне обработки имеет постоянный характер и меньший размер поперечного сечения, а колебания, имеющие разные типы составляющих и пересекающиеся направления распространения, в зону обработки вводятся непосредственно от излучающего звена и без использования отражающих возможностей составных элементов рабочей камеры.
Источники информации
1. Авторское свидетельство СССР, №277.427, В06В 1/06, 1970.
2. Патент Российской Федерации, №2.067.079, C02F 1/36, 1996.
3. Патент СССР, №261.280, С22В 9/02, 1970.
Изобретение относится к ультразвуковой технике и может быть использовано в различных технологических процессах для обработки жидкотекучей среды. Способ включает подачу жидкотекучей среды в рабочую камеру, воздействие на нее энергией ультразвуковых колебаний посредством излучающих звеньев нескольких источников ультразвуковых колебаний и последующий вывод обработанной среды из рабочей камеры. Поток среды при поступлении в рабочую камеру разделяют на несколько отдельных потоков и каждому из них сообщают начальное направление движения, которое затем изменяют. Ультразвуковое воздействие осуществляют в четырех зонах колебаниями разных видов, которым придают направления распространения, взаимно пересекающиеся. Одновременно с изменением направления движения отдельных потоков среды, осуществляемым на выходе из каждой зоны ультразвукового воздействия, изменяют скорость их движения, форму поперечного сечения и его размеры, а при выходе обработанной среды из рабочей камеры ее объединяют в единый поток. Технический результат состоит в повышении эффективности обработки и производительности процесса. 7 з.п. ф-лы, 3 ил.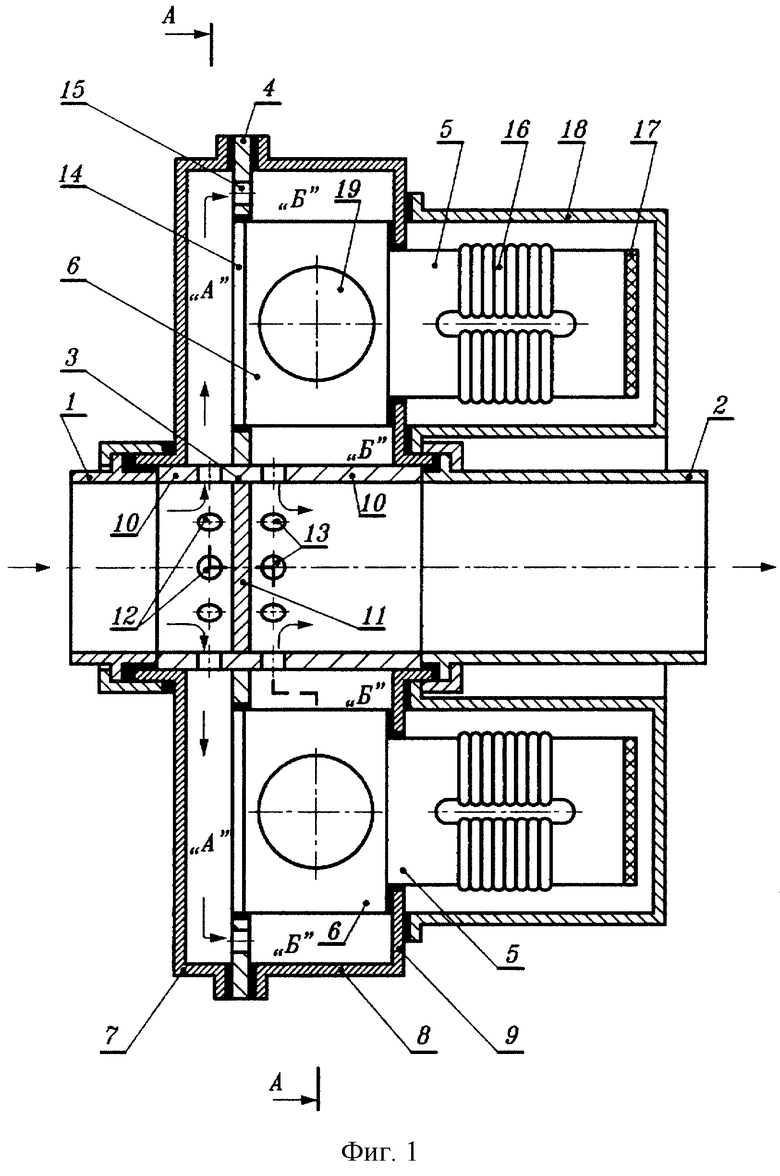
| УСТРОЙСТВО для УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ НЕПРЕРЫВНО ЦИРКУЛИРУЮЩЕЙ ЖИДКОСТИ | 0 |
|
SU261280A1 |
| Способ получения дисперсий цветных защищаемых компонент и устройство для его осуществления | 1987 |
|
SU1837953A3 |
| Устройство для обработки суспензий | 1976 |
|
SU703127A1 |
| УЛЬТРАЗВУКОВОЙ ДИСПЕРГАТОР ПРОТОЧНОГО ТИПА | 2001 |
|
RU2221633C2 |
| GB 1429828 A, 31.03.1976. | |||

