Изобретение относится к области обработки металлов давлением и механической обработки металлов, и может найти применение при изготовлении трубных заготовок с плоским днищем и с отверстием в донной части.
Известен способ изготовления трубы с донной частью, снабженной центральным отверстием, включающий деформирование концевого участка установленной на оправке и вращающейся относительно продольной оси трубчатой заготовки поворотом формообразующего инструмента, расположенного на рычаге, относительно оси, перпендикулярной оси заготовки, причем поворот рычага осуществляют относительно оси, расположенной на расстоянии от рабочей поверхности формообразующего инструмента, соответствующем радиусу сопряжения наружной боковой поверхности готовой детали с ее донной частью, в соответствии со схемой расположения заготовки и формообразующего инструмента после деформирования.
(RU 2324565, B21D 41/04, B21D 22/14, опубликовано 20.05.2008).
Недостатком известного способа является необходимость приложения больших усилий на давильный инструмент, связанных с формированием радиусного сопряжения (галтели) боковой поверхности трубы и днища по радиусу закругления оправки, а также низкое качество получаемого центрального отверстия в днище трубной заготовки.
Наиболее близким по технической сущности является способ формирования в трубной заготовке плоского днища с центральным отверстием, включающий пластическое деформирование стенки трубной заготовки плоской рабочей поверхностью давильного инструмента, совершающего движение по дуге обката с формированием галтели (радиусного сопряжения) стенки трубной заготовки и плоского днища (закатной плоскости) с центральным отверстием.
(Хованов Н.Н. «Особенности технологии и оборудования для формирования в трубных изделиях днищ с центральным отверстием», журнал «Технология легких сплавов», изд. ВИЛС, 2010, №3, с.66).
Недостатком указанного способа также является низкое качество получаемого центрального отверстия в днище трубной заготовки.
Задачей и техническим результатом изобретения является повышение производительности способа за счет одновременного формирования плоского днища заготовки и расточки формируемого центрального отверстия до требуемого размера.
Технический результат достигается тем, что способ формирования в трубной заготовке плоского днища с центральным отверстием включает пластическое деформирование стенки трубной заготовки плоской рабочей поверхностью давильного инструмента, совершающего движение по дуге обката с формированием галтели и плоского днища с центральным отверстием, при этом формирование плоского днища осуществляют в сочетании с расточкой центрального отверстия в требуемый размер режущим инструментом, закрепленным перпендикулярно к плоскости рабочей поверхности давильного инструмента на расстоянии от начала пластической деформации наружной стенки трубной заготовки, учитывающем длину галтели и требуемый диаметральный размер центрального отверстия.
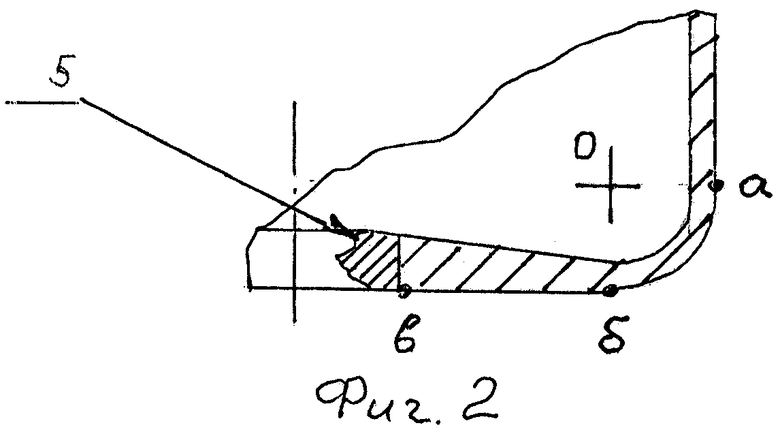
Реализацию способа по изобретению можно проиллюстрировать на примере с использованием давильного инструмента (рис.1 и 2), где:
1 - трубная заготовка;
2 - давильный инструмент;
3 - режущий инструмент, закрепленный перпендикулярно к плоскости рабочей поверхности давильного инструмента;
4 - режущая кромка инструмента;
5 - срезаемый припуск центрального отверстия.
Процесс формирования в трубной заготовке плоского днища ведут пластическим деформированием стенки трубной заготовки 1 при воздействии плоской рабочей поверхности давильного инструмента 3, совершающего движение по дуге обката «абв» с центром в точке «О» с формированием галтели (радиусное сопряжение трубной заготовки «аб» и плоского днища «бв». На рис.1 показаны три положения давильного инструмента в процессе формирования плоского днища (3, 3', 3").
Давильный инструмент, обеспечивающий движение по дуге обката, может иметь различное конструктивное решение, например, может быть выполнен в виде пластины, расположенной на рычаге с возможностью поворота относительно оси, перпендикулярной оси трубной заготовки.
При формировании плоского днища одновременно идет формирование центрального отверстия неправильной формы за счет неравномерного наплывания металлы на кромку центрального отверстия. Для механической обработки центрального отверстия в требуемый размер (удаление припуска 5) перпендикулярно к плоскости рабочей поверхности давильного инструмента закреплен режущий инструмент, например, расточной резец с твердосплавной пластиной. Режущий инструмент устанавливают на расстоянии от начала пластической деформации наружной стенки трубной заготовки с учетом длины галтели и требуемого диаметрального размера центрального отверстия. Поскольку формирование плоского днища ведут при вращении трубной заготовки со скоростью ω, то на конечных стадиях способа режущая кромка 4 режущего инструмента 3 последовательно срезает припуск 5, формируя центральное отверстие, требуемого размера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАТРУБКА НА ПОЛОМ ЦИЛИНДРИЧЕСКОМ ИЗДЕЛИИ | 1994 |
|
RU2096109C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОГО ДНИЩА ПРИ ОБКАТКЕ ТРУБЧАТОЙ ЗАГОТОВКИ | 1994 |
|
RU2056964C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ | 2011 |
|
RU2490085C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС С АРОЧНЫМИ ЗУБЬЯМИ | 2009 |
|
RU2404030C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ | 1997 |
|
RU2120345C1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2008 |
|
RU2369469C1 |
| СТАТИКО-ИМПУЛЬСНЫЙ ДАВИЛЬНЫЙ ИНСТРУМЕНТ | 2009 |
|
RU2415728C1 |
| ДАВИЛЬНЫЙ ИНСТРУМЕНТ | 2009 |
|
RU2411097C1 |
Изобретение относится к области обработки металлов давлением. Стенку трубной заготовки пластически деформируют плоской рабочей поверхностью давильного инструмента, совершающего движение по дуге обката с формированием галтели и плоского днища с центральным отверстием. При этом формирование плоского днища осуществляют в сочетании с расточкой центрального отверстия режущим инструментом, закрепленным перпендикулярно к плоскости рабочей поверхности давильного инструмента на расстоянии от начала пластической деформации наружной стенки трубной заготовки, учитывающем длину галтели и требуемого диаметрального размера центрального отверстия. Повышается производительность. 2 ил., 1 пр.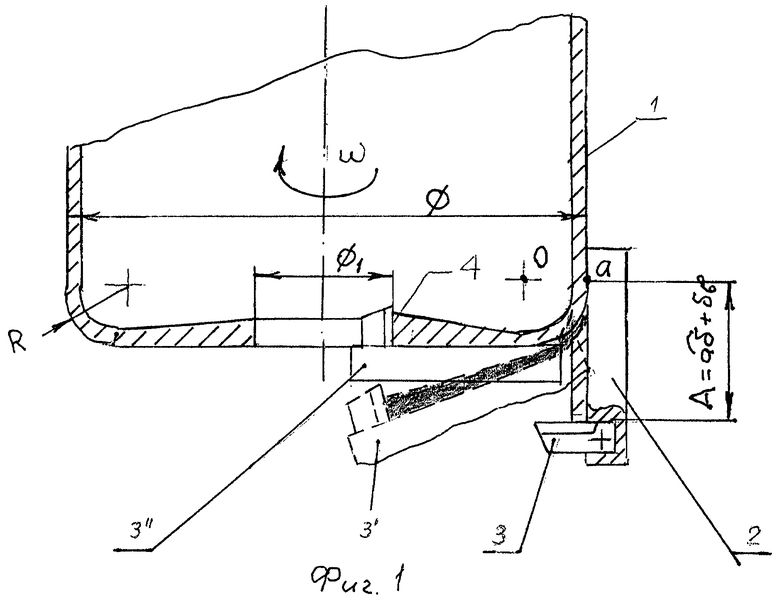
Способ формирования в трубной заготовке плоского днища с центральным отверстием, включающий пластическое деформирование стенки трубной заготовки плоской рабочей поверхностью давильного инструмента, совершающего движение по дуге обката с формированием галтели и плоского днища с центральным отверстием, отличающийся тем, что формирование плоского днища осуществляют в сочетании с расточкой центрального отверстия режущим инструментом, закрепленным перпендикулярно плоскости рабочей поверхности давильного инструмента на расстоянии от начала пластической деформации наружной стенки трубной заготовки, учитывающем длину галтели, и требуемого диаметрального размера центрального отверстия.
| ХОВАНОВ Н.Н | |||
| Особенности технологии и оборудования для формирования в трубных изделиях днищ с центральным отверстием // Технология легких сплавов | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Способ изготовления днищ с люками-лазами | 1978 |
|
SU738716A1 |
| Способ изготовления баллонов | 1990 |
|
SU1785466A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ | 2007 |
|
RU2354483C1 |
| СПОСОБ ЗАКАТКИ КОНЦА ТРУБЧАТОЙ ЗАГОТОВКИ | 1993 |
|
RU2048943C1 |
| УСТРОЙСТВО ДЛЯ ЗАПУСКА РАКЕТЫ С ПОДВИЖНОГО НОСИТЕЛЯ | 2011 |
|
RU2465532C1 |

