Область техники, к которой относится изобретение
Данное изобретение относится к способу и устройству для формирования верхней и нижней частей безопочных литейных форм. Кроме того, оно относится к способу и устройству для замены используемой для этого двухсторонней модельной плиты.
Уровень техники.
Обычно в качестве формовочной машины применяют следующее устройство, содержащее:
первый участок, который расположен над основанием, для сжатия формовочного песка в формовочном пространстве посредством уплотнения песка в горизонтальном направлении,
второй участок, который расположен вблизи нижней поверхности основания, для совмещения верхней части формы с нижней частью формы в перпендикулярном направлении к нижней поверхности основания и для удаления опок,
при этом два комплекта верхней и нижней опок попеременно перемещаются взад и вперед между первым и вторым участком, и при этом формируются верхняя и нижняя части формы, которые совмещены друг с другом и которые не имеют опоки.
Однако обычная формовочная машина для формирования верхней и нижней частей формы, не имеющих опоки, имеет подлежащие устранению недостатки, такие как недостаточная эффективность, необходимость улучшения качества формы и сложность процесса замены двухсторонней модельной плиты, а также необходимость уменьшения размеров формовочной машины.
Патентный документ 1: публикация заявки на патент Японии №S62-16736.
Аналогом заявленного изобретения является способ формирования верхней и нижней частей безопочных литейных форм, раскрытый в документе ЕР 0468355 А2, В22С 11/10, 29.01.1992.
Сущность изобретения
В основу данного изобретения положена задача создания улучшенных способа и устройства для формирования верхней и нижней частей формы, которые совмещены друг с другом и которые не имеют опоки, что позволяет устранить недостатки обычного устройства, такие как недостаточная эффективность обычного устройства, необходимость улучшения качества формы и сложность процесса замены двухсторонней модельной плиты, а также необходимость уменьшения размеров формовочной машины.
Первое изобретение предусматривает следующие признаки для решения этих задач.
Способ формирования верхней и нижней частей литейных форм, которые совмещены друг с другом и не имеют опоки, содержит:
процесс размещения двухсторонней модельной плиты между верхней и нижней опоками, имеющими вход для подачи формовочного песка, и фиксации двухсторонней модельной плиты, при этом двухсторонняя модельная плита и верхняя и нижняя опоки расположены горизонтально,
процесс задания верхнего и нижнего формовочного пространства посредством введения верхнего и нижнего уплотняющего средства в отверстия пары верхней и нижней опок, не имеющих двухсторонней модельной плиты,
процесс поворота пары верхней и нижней опок и двухсторонней модельной плиты, так что они располагаются вертикально, и перемещения их так, что входы верхней и нижней опок перемещаются вверх,
процесс заполнения верхнего и нижнего формовочного пространства формовочным песком через входы верхней и нижней опок,
процесс уплотнения формовочного песка в верхнем и нижнем формовочном пространстве посредством дальнейшего сближения друг с другом верхнего и нижнего уплотняющих средств,
процесс поворота пары верхней и нижней опок и двухсторонней модельной плиты так, что они располагаются горизонтально, и
процесс удаления двухсторонней модельной плиты, расположенной между верхней и нижними опоками, после отделения верхней и нижней опок, содержащих литейную форму, от двухсторонней модельной плиты,
при этом во время выполнения указанных процессов при необходимости устанавливают литейный стержень между верхней и нижней частями литейной формы, согласуют друг с другом верхнюю и нижнюю опоки, содержащие литейную форму, и удаляют литейную форму из пары верхней и нижней опок, которые совмещены друг с другом.
Согласно данному изобретению, поскольку процесс формирования литейных форм в паре верхней и нижней опок и процесс удаления литейных форм, которые уже изготовлены, из верхней и нижней опок происходят одновременно, то можно изготавливать верхнюю и нижнюю части литейных форм быстрее и более эффективно по сравнению с обычным способом.
Второй вариант изобретения предусматривает следующие признаки для решения указанных задач.
Способ, согласно первому варианту изобретения, в котором
процесс задания верхнего и нижнего формовочного пространства посредством введения верхнего и нижнего уплотняющих средств в отверстия верхней и нижней опок, не имеющих двухсторонней модельной плиты, и процесс поворота пары верхней и нижней опок и двухсторонней модельной плиты, так что они располагаются вертикально, и перемещения их, так что входы верхней и нижней опок перемещаются вверх, выполняют одновременно.
Согласно данному изобретению, можно улучшить производительность изготовления литейных форм.
Третий вариант изобретения предусматривает следующие признаки.
Способ, согласно первому варианту изобретения, в котором
процесс уплотнения формовочного песка верхнего и нижнего формовочного пространства посредством дальнейшего сближения верхнего и нижнего уплотняющих средств друг с другом, и процесс поворота пары верхней и нижней опок и двухсторонней модельной плиты, так что они располагаются горизонтально, выполняют одновременно.
Четвертый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Способ, согласно первому варианту изобретения, в котором
предусмотрены верхняя и нижняя уплотняющие плиты в качестве верхнего и нижнего уплотняющего средства.
Согласно данному изобретению, возможно создание более простого способа формирования литейных форм посредством использования устройства для формирования верхней и нижней частей литейных форм, не имеющих опоки.
Пятый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Способ, согласно первому варианту изобретения, в котором предусмотрены верхняя и нижняя сегментированные уплотняющие опоры в качестве верхнего и нижнего уплотняющего средства.
Согласно данному изобретению, можно формировать верхнюю и нижнюю части литейных форм, которые равномерны и имеют высокое качество с высокой плотностью формовочного песка.
Шестой вариант изобретения предусматривает следующие признаки для решения указанных задач.
Способ, согласно четвертому варианту изобретения, дополнительно содержащий
процесс дальнейшего отодвигания верхней уплотняющей плиты от нижней уплотняющей плиты на заданное расстояние и процесс заполнения верхнего и нижнего формовочного пространства дополнительным формовочным песком через входы верхней и нижней опок после завершения процесса заполнения формовочного пространства песком через входы.
Согласно данному изобретению, можно формировать верхнюю и нижнюю части литейной формы более равномерно и с высоким качеством при большей плотности формовочного песка.
Седьмой вариант изобретения предусматривает следующие элементы для решения указанных задач.
Способ, согласно шестому варианту изобретения, в котором
процесс дальнейшего отодвигания верхней уплотняющей плиты от нижней уплотняющей плиты на заданное расстояние и процесс заполнения нижнего и верхнего пространства дополнительным формовочным песком через входы верхней и нижней опок выполняют одновременно.
Согласно данному изобретению, можно формировать верхнюю и нижнюю части литейной формы более равномерно и с высоким качеством при большей плотности формовочного песка.
Восьмой вариант изобретения предусматривает следующие признаки для решения указанных задач.
Способ, согласно пятому варианту изобретения, в котором
процесс задания верхнего и нижнего формовочного пространства посредством введения верхнего и нижнего уплотняющих средств в отверстия пары верхней и нижней опок, не имеющих двухсторонней модельной плиты, дополнительно включает процесс установки расстояния между рельефом двухсторонней модельной плиты и каждой из множества верхних и нижних сегментированных уплотняющих опор, так что каждое отношение между расстоянием после уплотнения и расстоянием перед уплотнением становится равным.
Согласно данному изобретению, можно формировать верхнюю и нижнюю части литейной формы более равномерно и с высоким качеством при большей плотности формовочного песка.
Девятый вариант изобретения состоит из следующих элементов для решения указанных задач.
Способ, согласно пятому варианту изобретения, в котором
процесс задания верхнего и нижнего формовочного пространства посредством введения верхнего и нижнего уплотняющих средств в отверстия пары верхней и нижней опок, не имеющих двухсторонней модельной плиты, дополнительно включает процесс формирования формовочного пространства, заданного профилем двухсторонней модельной плиты и каждой из множества верхних и нижних сегментированных уплотняющих опор, так что формовочный песок может легко проходить в формовочное пространство.
Согласно данному изобретению, можно формировать верхнюю и нижнюю части литейной формы более равномерно и с высоким качеством при большей плотности формовочного песка.
Десятый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Способ, согласно девятому варианту изобретения, в котором
процесс формирования формовочного пространства, заданного профилем двухсторонней модельной плиты и каждой из множества верхних и нижних сегментированных уплотняющих опор, так что формовочный песок может легко проходить в формовочное пространство, дополнительно включает процесс уменьшения трения между формовочным песком и стенкой аэротенка посредством нагнетания воздуха в сопло (в частности, в критическое сечение сопла) аэротенка и часть, где трудно проходить формовочному песку.
Согласно данному изобретению, можно формировать верхнюю и нижнюю части литейных форм более равномерно и с высоким качеством при большей плотности формовочного песка.
Одиннадцатый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Способ, согласно пятому варианту изобретения, в котором процесс заполнения верхнего и нижнего формовочного пространства формовочным песком через входы верхней и нижней опок и процесс уплотнения формовочного песка в верхнем и нижнем формовочном пространстве посредством дальнейшего сближения друг с другом верхнего и нижнего уплотняющих средств дополнительно включают:
первый процесс заполнения для заполнения верхнего и нижнего формовочного пространства, заданного верхней и нижней опоками, верхним и нижним уплотняющим средством и двухсторонней модельной плитой, которые расположены вертикально, формовочным песком через входы верхней и нижней опок,
первый процесс уплотнения для уплотнения формовочного песка в верхнем и нижнем формовочном пространстве посредством дальнейшего сближения друг с другом множества верхних и нижних сегментированных уплотняющих опор верхнего и нижнего уплотняющего средства,
второй процесс заполнения для заполнения верхнего и нижнего формовочного пространства дополнительным песком через входы верхней и нижней опоки после завершения процесса отвода назад верхних и нижних сегментированных уплотняющих опор, и
второй процесс уплотнения для уплотнения формовочного песка верхнего и нижнего формовочного пространства посредством сближения друг с другом верхних и нижних сегментированных уплотняющих опор, поверхности которых расположены в одной плоскости.
Согласно данному изобретению, можно формировать верхнюю и нижнюю части литейных форм более равномерно и с высоким качеством при большей плотности формовочного песка.
Двенадцатый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Устройство для формирования верхней и нижней частей литейных форм, совмещенных друг с другом и не имеющих опоки, содержащее:
две пары верхней и нижней опок, имеющих вход, расположенный на их боковых стенках, для формовочного песка,
двухстороннюю модельную плиту, расположенную между двумя парами верхней и нижней опок, так что двухстороннюю модельную плиту можно вводить и выводить с помощью устройства транспортировки,
уплотняющий механизм для уплотнения формовочного песка, который поддерживает пару верхней и нижней опок, имеющих между ними двухстороннюю модельную плиту, поддерживает верхнее и нижнее уплотняющие средства, введенные в отверстия верхней и нижней опок, не имеющих двухсторонней модельной плиты, так что можно извлекать уплотняющие средства, и который может поворачиваться по часовой или против часовой стрелки в вертикальной плоскости вокруг опорного вала, так что пара верхней и нижней опок, имеющих двухстороннюю модельную плиту между ними, могут становиться вертикальными и горизонтальными,
приводной механизм для поворота по часовой стрелке или против часовой стрелки уплотняющего механизма,
механизм аэрации для разгрузки формовочного песка в верхнюю и нижнюю опоки, которые находятся вертикально, с помощью приводного механизма, через вход,
извлекающий механизм для извлечения верхней и нижней частей литейных форм из пары верхней и нижней опок, содержащих части литейной формы, совмещенных друг с другом и расположенных горизонтально, и
поворотный механизм для попеременного и прерывистого поворота двух пар верхней и нижней опок, которые расположены горизонтально, между уплотняющим механизмом, который расположен горизонтально, и извлекающим механизмом, и для подъема и опускания верхней опоки.
Устройство, согласно двенадцатому варианту изобретения, способно, с одной стороны, изготавливать пару частей литейной формы и, с другой стороны, извлекать литейные формы из пары верхней и нижней опок, содержащих части литейных форм, которые уже сформированы.
Таким образом, можно изготавливать верхнюю и нижнюю части литейной формы, не имеющие опоки, быстрее и эффективнее по сравнению с обычным устройством.
Тринадцатый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Устройство, согласно двенадцатому варианту изобретению, в котором
предусмотрены верхняя и нижняя уплотняющие плиты в качестве верхнего и нижнего уплотняющего средства.
Согласно данному изобретению, возможно создание более простого устройства для формирования верхней и нижней частей литейных форм, не имеющих опоки.
Четырнадцатый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Устройство, согласно двенадцатому варианту изобретения, в котором
предусмотрены верхние и нижние сегментированные уплотняющие опоры в качестве верхнего и нижнего уплотняющего средства.
Согласно данному изобретению, можно формировать верхнюю и нижнюю части литейных форм более равномерно и с высоким качеством при большей плотности формовочного песка.
Пятнадцатый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Устройство, согласно двенадцатому, тринадцатому или четырнадцатому вариантам изобретения, в котором
извлекающий механизм для удаления верхней и нижней частей литейных форм содержит:
опорный элемент для поддержки форм, который имеет прямоугольную плиту и который можно поднимать и опускать и вводить в нижнюю опоку,
нижний гидроцилиндр, расположенный под опорным элементом, для подъема опорного элемента,
нижний поднимающий и опускающий стол, при этом нижний гидроцилиндр расположен под нижним поднимающим и опускающим столом,
нижний складывающийся и раскладывающийся механизм для подъема и опускания нижнего поднимающего и опускающего стола, который расположен под нижним поднимающим и опускающим столом,
выдавливающий механизм для выдавливания частей литейных форм, который имеет прямоугольную плиту, расположен над опорным элементом на заданном расстоянии и выполнен с возможностью перемещения вверх и вниз и введения в верхнюю опоку,
верхний гидроцилиндр, расположенный над выдавливающим элементом, для подъема и опускания выдавливающего элемента,
верхний поднимающий и опускающий стол, при этом верхний гидроцилиндр расположен над верхним поднимающим и опускающим столом, и
верхний складывающийся и раскладывающийся механизм для подъема и опускания верхнего поднимающего и опускающего стола, который расположен над нижним поднимающим и опускающим столом.
Согласно данному изобретению, можно уменьшить высоту извлекающего механизма.
Шестнадцатый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Устройство, согласно пятнадцатому варианту изобретения, в котором
верхний и нижний складывающийся и раскладывающийся механизмы извлекающего механизма являются каждый коленчато-рычажным механизмом или пантографным механизмом.
Согласно данному изобретению, можно дополнительно уменьшить высоту извлекающего механизма.
Семнадцатый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Устройство, согласно пятнадцатому или шестнадцатому вариантам изобретения, в котором
верхний и нижний гидроцилиндры извлекающего механизма являются, соответственно, гидравлическим цилиндром и пневматическим цилиндром.
Согласно данному изобретению, можно дополнительно уменьшить высоту извлекающего механизма.
Восемнадцатый вариант изобретения предусматривает следующие признаки для решения указанных задач.
Способ замены двухсторонней модельной плиты с использованием поворотного механизма, согласно двенадцатому, тринадцатому или четырнадцатому вариантам изобретению, содержащий:
процесс подъема двух верхних опок двух пар верхней и нижней опок,
процесс переноса двухсторонней модельной плиты к верхней опоке, расположенной у уплотняющего механизма, с помощью каретки,
процесс переноса двухсторонней модельной плиты к верхней опоке, расположенной у извлекающего механизма, с помощью каретки,
процесс перемещения двухсторонней модельной плиты, расположенной у уплотняющего механизма, к извлекающему механизму, и перемещения двухсторонней модельной плиты, расположенной у извлекающего механизма, к уплотняющему механизму, посредством приведения в действие поворотного механизма, и
процесс переноса двух двухсторонних модельных плит, которые были повернуты и перемещены, между уплотняющим механизмом и извлекающим механизмом.
С помощью способа, согласно восемнадцатому варианту изобретения, можно заменять двухстороннюю модельную плиту быстрее и эффективнее по сравнению с обычным способом.
Предпочтительные варианты выполнения изобретения
Ниже приводится подробное описание вариантов выполнения устройства, согласно данному изобретению, для формирования верхней и нижней частей литейных форм, не имеющих опоки, со ссылками на прилагаемые чертежи.
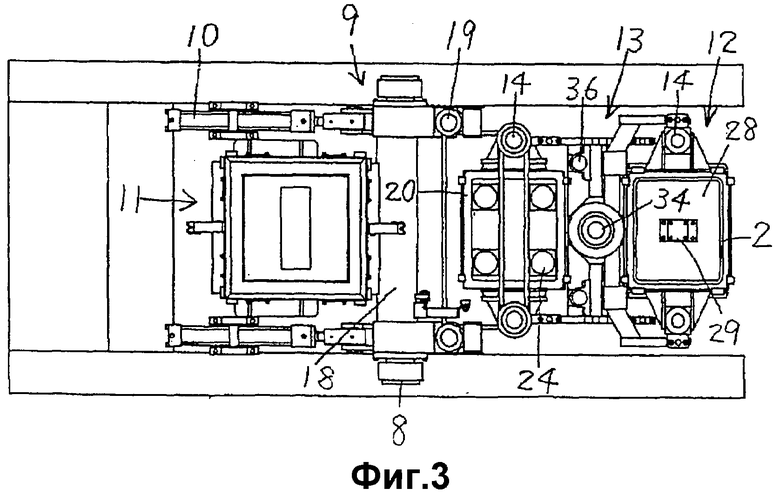
На фиг.1-3 показано устройство для формирования верхней и нижней частей литейных форм, не имеющих опоки, с использованием верхней и нижней уплотняющих плит в качестве верхнего и нижнего уплотняющего средства.
Устройство для формирования верхней и нижней частей литейных форм, не имеющих опоки, включает:
основание 1, имеющее внутреннее пространство и прямоугольную конфигурацию в форме параллелепипеда,
две пары верхней и нижней опок 2, 3, 2, 3, имеющих входы для формовочного песка, расположенные на их боковых стенках,
двухстороннюю модельную плиту 5, расположенную между двумя парами верхней и нижней опок 2, 3, 2, 3, так что двухстороннюю модельную плиту можно вводить или выводить с помощью устройства 4 транспортировки,
уплотняющий механизм 9 для уплотнения формовочного песка, который поддерживает пару верхней и нижней опок 2, 3 с двухсторонней модельной плитой 5 между верхней и нижней опоками 2, 3, поддерживает верхнюю и нижнюю уплотняющие плиты 6, 7 при введении уплотняющего средства в отверстия верхней и нижней опок, не имеющих двухсторонней модельной плиты 5, так что можно выводить уплотняющее средство, и который может поворачиваться по часовой стрелке или против часовой стрелки в вертикальной плоскости вокруг опорного вала 8, расположенного на основании 1, так что пара верхней и нижней опок 2, 3 с двухсторонней модельной плитой 5 между верхней и нижней опоками 2, 3 может быть вертикальной или горизонтальной, соответственно,
цилиндр 10, расположенный в горизонтальном направлении, в качестве приводного механизма для поворота уплотняющего механизма 9 по часовой стрелке или против часовой стрелки,
механизм 11 аэрации для подачи формовочного песка в верхнюю и нижние опоки 2, 3, которые установлены вертикально с помощью цилиндра 10, через входы верхней и нижней опок,
извлекающий механизм 12 для удаления верхней и нижней частей литейных форм из пары верхней и нижней опок 2, 3, содержащих части литейной формы, совмещенных друг с другом и расположенных горизонтально, и
поворотный механизм 13 для попеременного и прерывистого поворота двух пар верхней и нижней опок 2, 3, которые расположены горизонтально, между уплотняющим механизмом 9, который расположен горизонтально, и извлекающим механизмом 12, и для подъема и опускания верхней опоки 2.
В верхней и нижней опоках 2, 3 с передней и задней наружных поверхностей верхней опоки 2 свисают соединительные стержни 14, 14, а нижняя опока соединена с возможностью скольжения с соединительными стержнями 14, 14, как показано на фиг.1. Кроме того, у центра передней и задней наружных поверхностей верхней опоки 2, а также на правой стороне передней и задней наружных поверхностей нижней опоки 3 в состоянии, когда нижняя опока расположена на уплотняющем механизме 9, расположены выступы 2а, 3а, 2а, 3.
Устройство 4 транспортировки для переноса двухсторонней модельной плиты 5 включает:
кольцевой элемент 15, расположенный на поверхности опорного вала 8 уплотняющего механизма,
цилиндр 16, соединенный с механизмом 11 аэрации на его обращенном к основанию конце и соединенный с возможностью поворота с частью кольцевого элемента 15 на дальнем конце штока поршня цилиндра 16,
пару рычагов 17, 17, прикрепленных к кольцевому элементу 15 на его конце, в виде консольной конструкции, и
каретку 45, подвешенную с возможностью удерживания двухсторонней модельной плиты 5 и перемещения со стороны на сторону, как показано на фиг.1.
Пара рычагов 17, 17 поворачивается при телескопическом движении цилиндра 16. Затем каретка 45 может вводить двухстороннюю модельную плиту 5 между парой верхней и нижней опок 2, 3 на уплотняющем механизме 9, который расположен горизонтально, и может удалять двухстороннюю модельную плиту 5 из них с помощью направляющих 46, 47, как будет пояснено ниже (смотри фиг.5-7).
Каретка 45 опускается на небольшое расстояние посредством поворота рычагов 17, 17 за счет телескопического движения цилиндра 16. Следовательно, рычаги 17, 17 можно соединять с кареткой 45 и отсоединять от нее.
В уплотняющем механизме 9, как показано на фиг.1, центральная часть поворотной рамы 18 размещена у опорного вала 8, расположенного у верхней и центральной части основания 1, так что поворотная рама 18 может поворачиваться по часовой стрелке или против часовой стрелки в перпендикулярной плоскости.
Пара направляющих стержней 19, 19, проходящих вертикально, расположена у правой стороны поворотной рамы 18 с установленным интервалом в направлении, соединяющем переднюю и заднюю стороны поворотной рамы 8.
Верхняя поднимающая и опускающая рама 20, имеющая перевернутую L-образную конфигурацию, расположена с возможностью скольжения у верхней части направляющих стержней 19, 19 с помощью удерживающей части, закрепленной на поднимающей и опускающей раме 20. Кроме того, нижняя поднимающая и опускающая рама 21, имеющая перевернутую L-образную конфигурацию, расположена с возможностью скольжения у нижней части направляющих стержней 19, 19 с помощью удерживающей части, закрепленной на поднимающей и опускающей раме 21.
Сближение верхней и нижней поднимающих и опускающих рам 20, 21 и их отделение друг от друга обеспечивается с помощью приводного цилиндра 22, расположенного вверху, и цилиндра 23, расположенного внизу.
Направляющие 46 прикреплены к поворотной раме 18 так, что когда пара верхней и нижней опок расположена горизонтально, то они могут направлять каретку 45.
Направляющие 47 для направления каретки 45 расположены у верхних опок 2, 2 и достигают того же уровня, что и направляющие 46, когда верхние опоки 2, 2 проходят вверх (смотри фиг.5-7).
Несколько цилиндров 24, 24 для перемещения вперед и назад уплотняющей плиты 6 расположены у верхней поднимающей и опускающей рамы 20.
Кроме того, несколько цилиндров 24, 24 для перемещения вперед и назад уплотняющей плиты 7 расположены у нижней поднимающей и опускающей рамы 21.
Верхняя и нижняя поднимающие и опускающие рамы 20, 21 имеют каждая большую горизонтальную плоскую поверхность для толкания верхней и нижней опок 2, 3.
Механизм 11 аэрации расположен у верхней левой боковой части основания 1 и состоит из двух аэротенков 27, 27.
Механизм 11 аэрации обеспечивает подачу формовочного песка в верхнюю и нижнюю опоки независимо друг от друга с помощью воздуха под низким давлением (заполнение формовочного песка посредством аэрации).
Для аэрации формовочного песка давление воздуха предпочтительно составляет 0,05 МПа-0,18 МПа. Кроме того, можно использовать давление на уровне вакуума для аэрации формовочного песка посредством предусмотрения соединения аэротенков в совокупности с источником вакуумного давления (не изображен).
Аэротенки 27, 27 можно приводить в действие одновременно посредством их одновременного управления с помощью двух контроллеров или же с помощью управления одним контроллером.
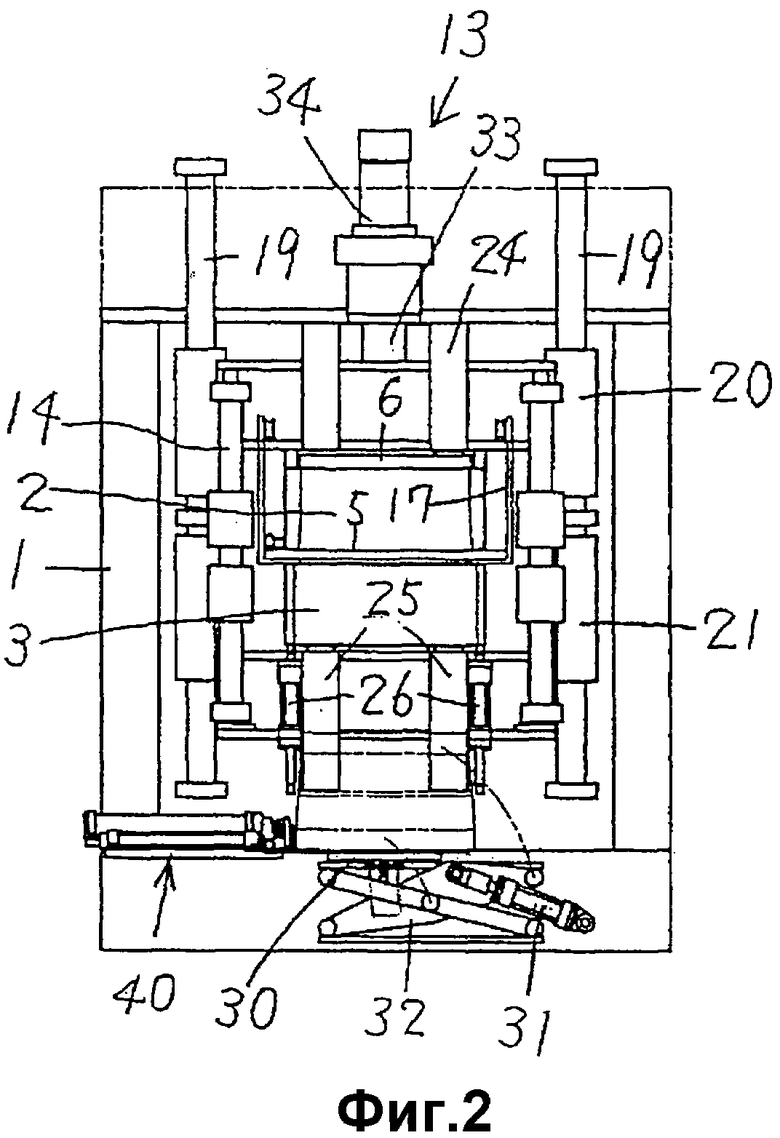
В извлекающем механизме 12 толкающий элемент 28, который закреплен у дальнего конца штока поршня цилиндра 29, расположен снизу и прикреплен к верхней части основания 1. Его можно вводить в верхнюю и нижнюю опоки 2, 3, которые совмещены друг с другом и которые расположены горизонтально, и перемещать вверх и вниз посредством приведения в действие цилиндра 29.
Опорный элемент 30 расположен под толкающим элементом 28, который поддерживает верхнюю и нижнюю литейные формы, которые удаляются из верхней и нижней опок 2, 3, и который может перемещаться вверх и вниз с помощью пантографного механизма, приводимого в действие цилиндром 31.
Поскольку пантографный механизм используется для перемещения опорного элемента 30, то необходимо предусмотреть выемку для извлекающего механизма 12 (смотри фиг.2).
В поворотном механизме 13 поворотная ось 33, проходящая вверх и вниз, расположена с возможностью поворота у основания 1. Дальний конец поворотной оси 33 соединен с выходным валом электродвигателя 34, закрепленного на верхнем конце основания 1. Поворотный вал 33 может поворачиваться по часовой стрелке или против часовой стрелки на 180 градусов с помощью электродвигателя 34.
Опорный элемент 35 расположен у вершины поворотного вала 33. Две пары направляющих стержней 36, 36, проходящих вниз, свисают с опорного элемента 35 с установленным интервалом в направлении, соединяющем переднюю и заднюю стороны поворотного механизма 13.
Две пары направляющих стержней 36, 36 расположены симметрично вокруг поворотного вала 33.
Верхние крюки 37 для захвата выступов 2а, 3а верхней опоки 2 расположены с возможностью скольжения у каждой из двух пар направляющих стержней 36, 36.
Крюки 37 закреплены на дальнем конце штока поршня цилиндра 38, расположенного вертикально и соединенного с поворотным валом 33. Крюки 37 могут перемещаться вверх и вниз посредством приведения в действие цилиндра 38.
Нижние крюки 37 для захвата выступов 3а, 3а нижней опоки 3 расположены у нижних концов двух пар направляющих стержней 36, 36.
Позицией 40 на фигурах обозначено устройство для удаления верхней и нижней частей литейных форм, извлеченных из верхней и нижней опок 2, 3, из опорного элемента 30.
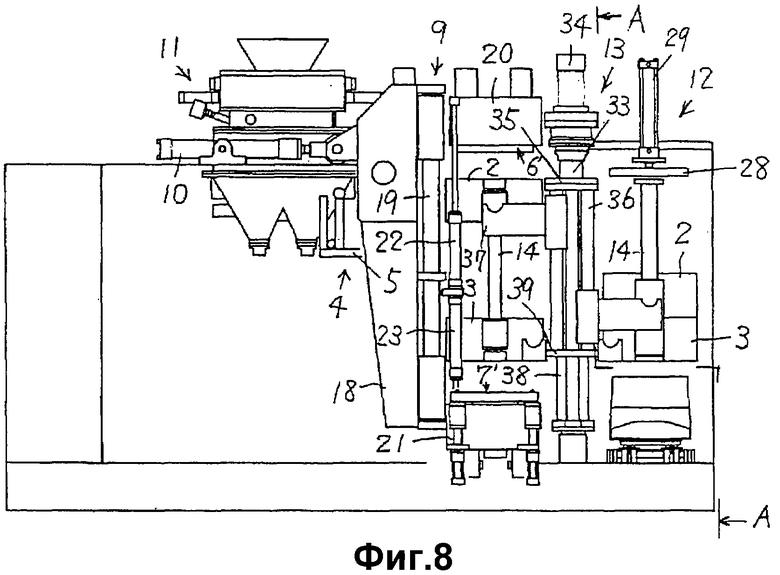
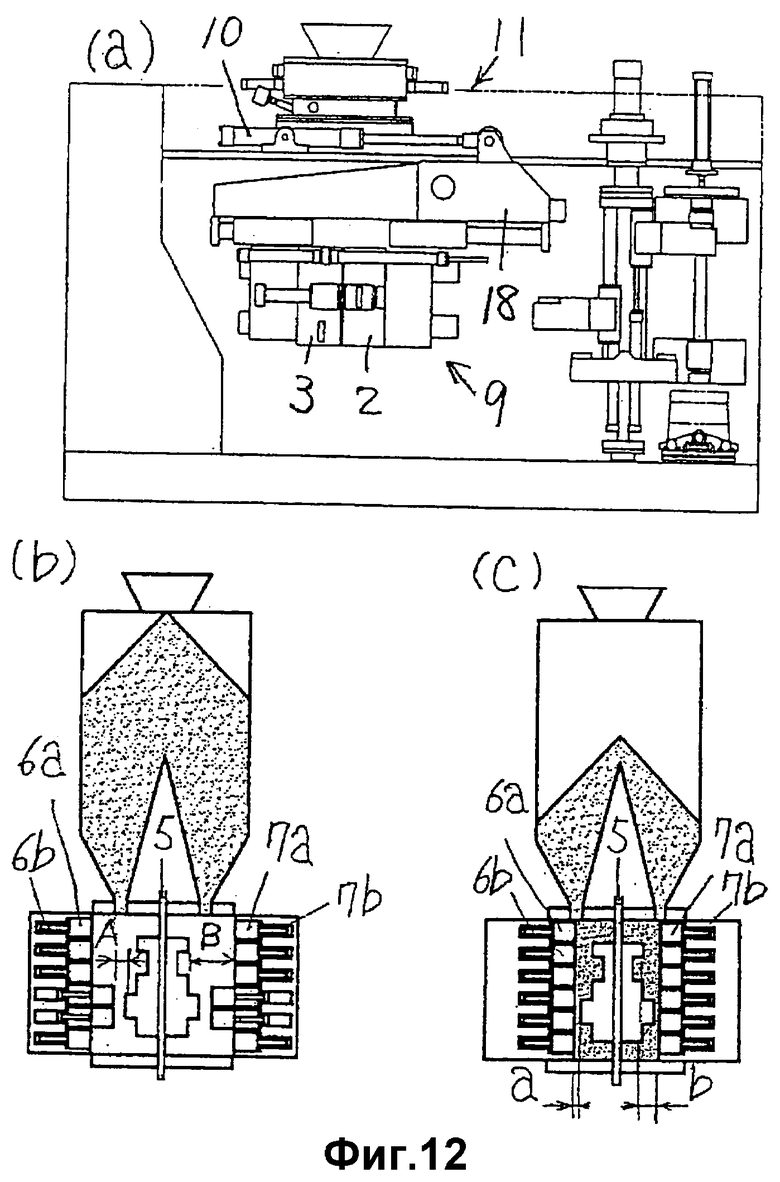
На фиг.8-14 показано устройство с использованием верхних и нижних сегментированных уплотняющих опор в качестве верхнего и нижнего уплотняющего средства для формирования верхней и нижней литейных форм, не имеющих опоки.
Различие между устройством с использованием верхних и нижних сегментированных уплотняющих опор в качестве верхнего и нижнего уплотняющего средства и устройством с использованием верхней и нижней уплотняющих плит для формирования верхней и нижней литейных форм, не имеющих опоки, состоит в использовании множества верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а вместо верхней и нижней уплотняющих плит.
Верхние и нижние сегментированные уплотняющие опоры 6а, 6а, 7а, 7а можно вводить в отверстия верхней и нижней опок 2, 3, которые не имеют двухсторонней модельной плиты 5, так что сегментированные уплотняющие опоры можно извлекать.
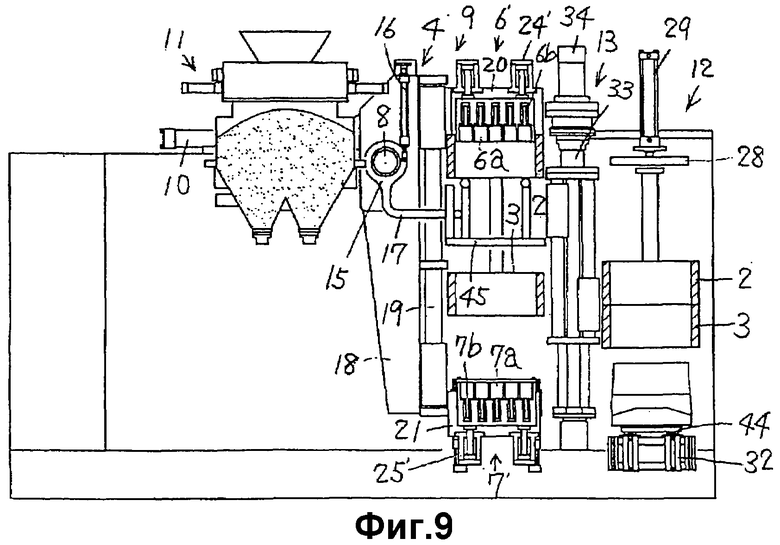
Несколько цилиндров 24', 24' расположены у верхней поднимающей и опускающей рамы 20 для перемещения верхней уплотняющей плиты 6' вперед и назад, как показано на фиг.9. Несколько цилиндров 25', 25' расположены у нижней поднимающей и опускающей рамы 21 для перемещения нижней уплотняющей плиты 7' вперед и назад.
Множество верхних сегментированных уплотняющих опор 6а, 6а могут перемещаться вперед и назад посредством приведения в действие нескольких цилиндров 6b, 6b. Множество нижних сегментированных уплотняющих опор 7а, 7а могут перемещаться вперед и назад посредством приведения в действие нескольких цилиндров 7b, 7b.
Верхняя и нижняя поднимающие и опускающие рамы 20, 21 имеют большие горизонтальные плоские поверхности для толкания верхней и нижней опок 2, 3, аналогично устройству с использованием верхней и нижней уплотняющих плит в качестве верхнего и нижнего уплотняющего средства для формирования верхней и нижней литейных форм, не имеющих опоки.
Различие между устройством с использованием верхних и нижних сегментированных уплотняющих опор в качестве верхнего и нижнего уплотняющего средства и устройством с использованием верхней и нижней уплотняющих плит для формирования верхней и нижней литейных форм, не имеющих опоки, было пояснено выше.
Эти два устройства содержат одинаковые элементы, за исключением указанных выше различных элементов.
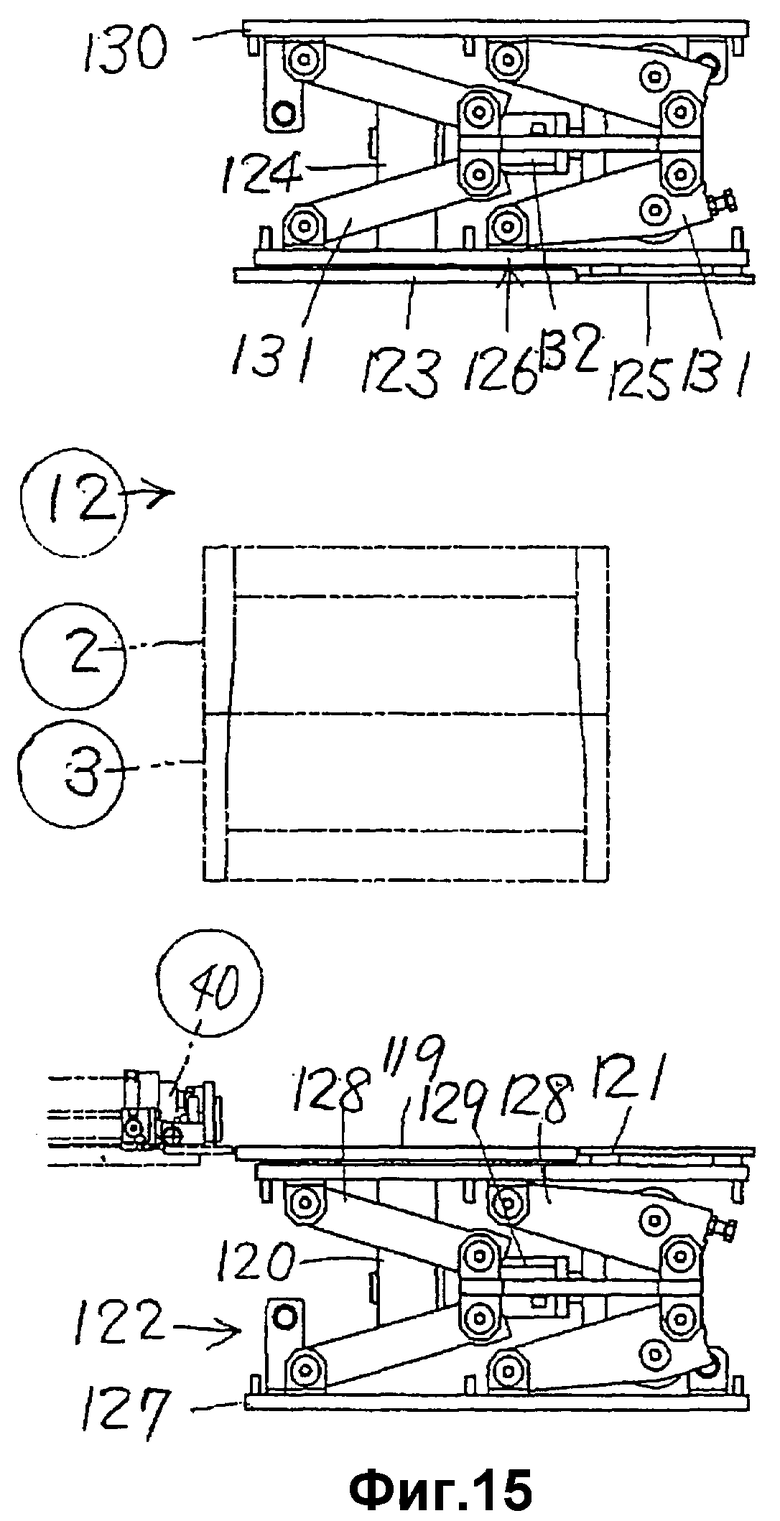
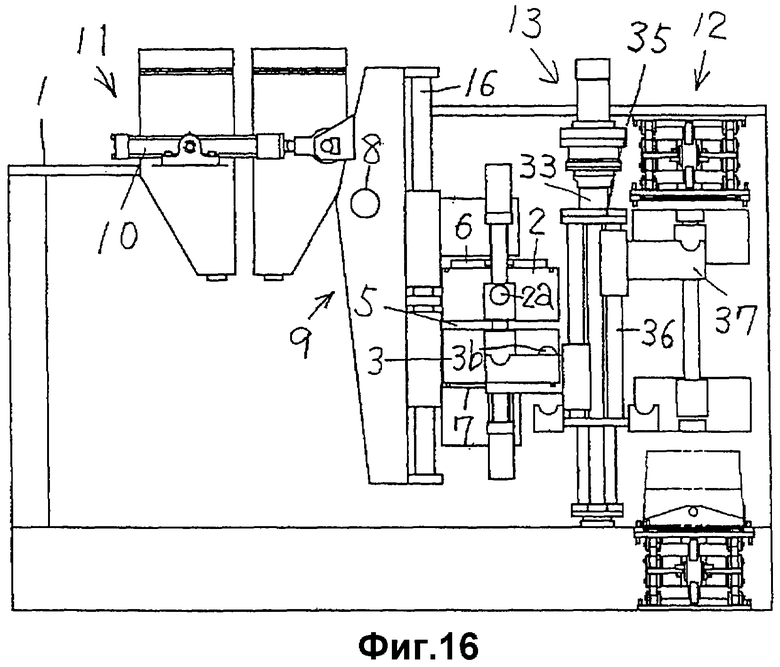
Ниже приводится подробное описание второго варианта выполнения извлекающего механизма 12, который можно устанавливать в двух указанных выше типах устройства для формирования литейных форм, со ссылками на фиг.15 и 16.
Извлекающий механизм, согласно второму варианту выполнения, содержит:
опорный элемент 119, имеющий форму прямоугольной плиты для поддержки литейных форм, при этом опорный элемент 119 можно поднимать, опускать и вводить в нижнюю опоку 3,
нижний пневматический цилиндр 120, расположенный под опорным элементом 119, для подъема и опускания опорного элемента 119,
нижний поднимающий и опускающий стол 121, при этом нижний пневматический цилиндр 120 расположен под нижним поднимающим и опускающим столом 121,
нижний коленчато-рычажный механизм 122 для поднимания и опускания нижнего поднимающего и опускающего стола 121, который расположен под нижним поднимающим и опускающим столом 121,
толкающий элемент 123, расположенный над опорным элементом 119 на установленном расстоянии, который может перемещаться вверх и вниз и который можно вводить в верхнюю опоку 2 для выдавливания литейных форм,
верхний гидравлический цилиндр 124, расположенный над толкающим элементом 123, для подъема и опускания толкающего элемента 123,
верхний поднимающий и опускающий стол 125, при этом верхний гидравлический цилиндр 124 расположен над верхним поднимающим и опускающим столом 125, и
верхний коленчато-рычажный механизм 126, расположенный над верхним поднимающим и опускающим столом 125, для поднимания и опускания верхнего поднимающего и опускающего стола 125.
Как показано на фиг.15, нижний коленчато-рычажный механизм содержит:
нижний базовый стол 127, имеющий горизонтальную и плоскую поверхность,
две пары главных коленчато-рычажных структур 128, 128, расположенных между верхней поверхностью нижнего базового стола 127 и нижней поверхностью нижнего поднимающего и опускающего стола 121, и
цилиндр 129, расположенный горизонтально между двумя парами коленчато-рычажных главных структур 128, 128.
Нижний коленчато-рычажный механизм может поднимать и опускать нижний поднимающий и опускающий стол 121 посредством приведения в действие цилиндра 129.
Верхний коленчато-рычажный механизм 126 также содержит:
верхний базовый стол 130, имеющий горизонтальную и плоскую поверхность,
две пары главных коленчато-рычажных структур 131, 131, расположенных между нижней поверхностью верхнего базового стола 130 и верхней поверхностью верхнего поднимающего и опускающего стола 125, и
цилиндр 132, расположенный горизонтально между двумя парами коленчато-рычажных главных структур 131, 131,
которые аналогичны нижнему коленчато-рычажному механизму.
Верхний коленчато-рычажный механизм может поднимать и опускать верхний поднимающий и опускающий стол 125 посредством приведения в действие цилиндра 132.
В этом варианте выполнения верхний и нижний коленчато-рычажные механизмы используются в качестве верхнего и нижнего складывающегося и раскладывающегося механизмов. Однако верхний и нижний складывающийся и раскладывающийся механизмы не ограничиваются верхним и нижним коленчато-рычажными механизмами.
В качестве складывающегося и раскладывающегося механизма можно использовать пантографный механизм.
Ниже приводится подробное описание процесса формирования верхней и нижней литейных форм, не имеющих опоки, с помощью устройства с использованием уплотняющих плит в качестве уплотняющего средства, на основе фиг.1.
Сначала двухстороннюю модельную плиту 5 вводят между парой верхней и нижней опок 2, 3, которые расположены горизонтально, посредством приведения в действие цилиндра 16 устройства 4 транспортировки, так что пара рычагов 17, 17 может поворачиваться. Затем, в то время как верхняя опока 2 перемещается слегка вверх и вниз за счет приведения в действие цилиндра 38, пара рычагов 17, 17 отсоединяется от каретки 45 с помощью приводного цилиндра 16 устройства 4 транспортировки, так что пара рычагов 17, 17 может поворачиваться по часовой стрелке или против часовой стрелки в первоначальное положение.
Затем, верхнюю и нижнюю опоки 2, 3 сближают друг с другом посредством приведения в действие цилиндра 22, который расположен сверху, и цилиндра 23, который расположен снизу, уплотняющего механизма 9, так что верхняя и нижняя поднимающие и опускающие рамы 20, 21 сближаются друг с другом.
Затем, в то время как верхняя и нижняя опоки 2, 3 удерживают двухстороннюю модельную плиту 5 между ними, вводят верхнюю уплотняющую плиту 6 и нижнюю уплотняющую плиту 7 в верхнюю и нижнюю опоки 2, 3 на заданную глубину для задания верхнего и нижнего формовочного пространства посредством приведения в действие цилиндров 24, 24, 25, 25 уплотняющего механизма 9.
Затем пара верхней и нижней опок 2, 3 и двухсторонняя модельная плита 5 становятся вертикальными посредством приведения в действие цилиндра 10, так что уплотняющий механизм 9 поворачивается по часовой стрелке вокруг опорного вала 8.
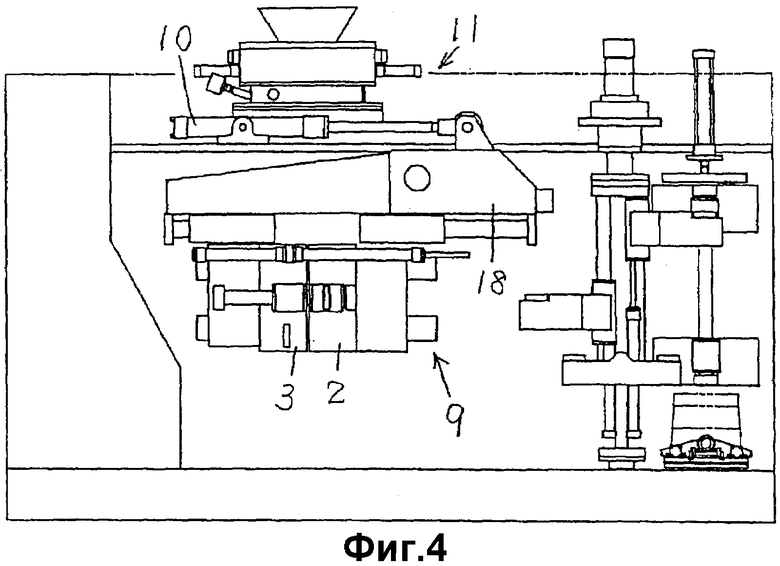
Входы для формовочного песка перемещаются вверх и приходят в контакт с нижними концами аэротенков 27, 27 механизма 11 аэрации (смотри фиг.4).
В этом случае, в то время, когда задано верхнее и нижнее формовочное пространство, уплотняющий механизм 9 можно поворачивать по часовой стрелке вокруг опорного вала 8 посредством приведения в действие цилиндра 10.
Кроме того, после задания верхнего и нижнего формовочного пространства, уплотняющий механизм 9 можно поворачивать по часовой стрелке вокруг опорного вала посредством приведения в действие цилиндра 10.
Затем верхнее и нижнее формовочное пространство заполняют через входы формовочным песком при помощи механизма 11 аэрации.
Формовочный песок в верхнем и нижнем формовочном пространстве уплотняют посредством перемещения верхней и нижней уплотняющих плит 6, 7 вперед.
Затем поворачивают верхнюю и нижнюю опоку и двухстороннюю модельную плиту, так что они становятся горизонтальными.
В этом случае процесс уплотнения формовочного песка и процесс поворота верхней и нижней опок и двухсторонней модельной плиты, так что они становятся горизонтальными, можно выполнять одновременно. В противном случае, их можно выполнять один за другим.
Процесс заполнения формовочным песком и процесс уплотнения можно выполнять с помощью следующего, состоящего из двух стадий процесса. А именно, верхнее и нижнее формовочное пространство заполняют формовочным песком через входы посредством подачи формовочного песка механизмом 11 аэрации, а затем верхнюю и нижнюю уплотняющие плиты 6, 7 перемещают назад для отвода уплотняющих плит 6, 7 в положение вблизи отверстия пары верхней и нижней опок посредством приведения в действие нескольких цилиндров 24, 24, 25, 25.
Затем, после заполнения верхнего и нижнего формовочного пространства формовочным песком через входы посредством подачи формовочного песка механизмом 11 аэрации, и во время поворота верхней и нижней опок 2, 3 и двухсторонней модельной плиты 5, так что они становятся горизонтальными, уплотняют формовочный песок в верхнем и нижнем формовочном пространстве посредством приведения в действие нескольких цилиндров 24, 24, 25, 25, так что верхняя и нижняя уплотняющие плиты 6, 7 перемещаются вперед.
В процессе заполнения и уплотнения формовочного песка, верхняя и нижняя уплотняющие плиты перемещаются назад для отвода уплотняющих плит 6, 7 в положение вблизи отверстия пары верхней и нижней опок после заполнения верхнего и нижнего формовочного пространства, заданных введением верхней и нижней уплотняющих плит 6, 7 в верхнюю и нижнюю опоки 2, 3, формовочным песком.
Однако, во время заполнения верхнего и нижнего формовочного пространства, заданных введением верхней и нижней уплотняющих плит 6, 7 в верхнюю и нижнюю опоки 2, 3, формовочным песком, верхнюю и нижнюю уплотняющие плиты 6, 7 можно перемещать назад для отвода уплотняющих плит 6, 7 в положение вблизи отверстия пары верхней и нижней опок.
Как указывалось выше, за счет использования состоящего из двух стадий процесса заполнения и уплотнения формовочного песка, можно увеличить твердость формовочного песка вблизи отверстия верхней и нижней опок 2, 3.
После завершения процесса заполнения и уплотнения формовочного песка, верхнюю и нижнюю поднимающие и опускающие рамы 20, 21 отодвигают друг от друга посредством приведения в действие цилиндра 22, который расположен сверху, и цилиндра 23, который расположен снизу.
Затем верхнюю опоку 2, содержащую литейную форму, сформированную посредством уплотнения формовочного песка, подвешивают на верхние крюки 37 и отделяют от двухсторонней модельной плиты 5.
Нижнюю опоку 3 располагают на нижних крюках 39 поворотного механизма 13, а затем отводят двухстороннюю модельную плиту 5, которая расположена между верхней и нижней опоками 2, 3, посредством приведения в действие цилиндра 16, так что рычаги 17, 17 поворачиваются.
Затем верхнюю и нижнюю опоки 2, 3, содержащие литейные формы, перемещают к месту извлекающего механизма 12 посредством приведения в действие электродвигателя 34 поворотного механизма 13, так что поворотный вал 33 может поворачиваться на заданный угол, и, если необходимо, после установки литейного стержня верхнюю опоку 2, содержащую литейную форму, согласовывают с нижней опокой посредством приведения в действие цилиндра 38, так что верхняя опока 3, расположенная на верхних крюках 37, может опускаться.
Затем верхнюю и нижнюю опоки 2, 3, содержащие литейные формы, помещают на опорный стол 30 посредством приведения в действие цилиндра 31 извлекающего механизма 12, так что опорный стол может опускаться.
После помещения толкающего элемента 28 на верхнюю поверхность верхней опоки 2 посредством приведения в действие цилиндра 29 извлекающего механизма 12, части литейной формы удаляют из верхней и нижней опок 2, 3 посредством приведения в действие цилиндра 31, так что толкающий элемент 28 и опорный стол 30 могут опускаться совместно.
Затем верхнюю и нижнюю части литейной формы на опорном столе 30 выдавливают устройством 40 для удаления нижней литейной формы.
В указанных выше процессах, во время поворота и перемещения верхней и нижней опок 2, 3 к месту извлекающего механизма 12, если необходимо, то после установки литейного стержня в уже изготовленную литейную форму, пару верхней и нижней опок 2, 3 совмещают друг с другом и удаляют части литейной формы из опок, при этом эти процессы аналогичны указанному выше способу.
Ниже приводится подробное описание процессов замены двухсторонних модельных плит устройства для формирования литейных форм, не имеющих опоки.
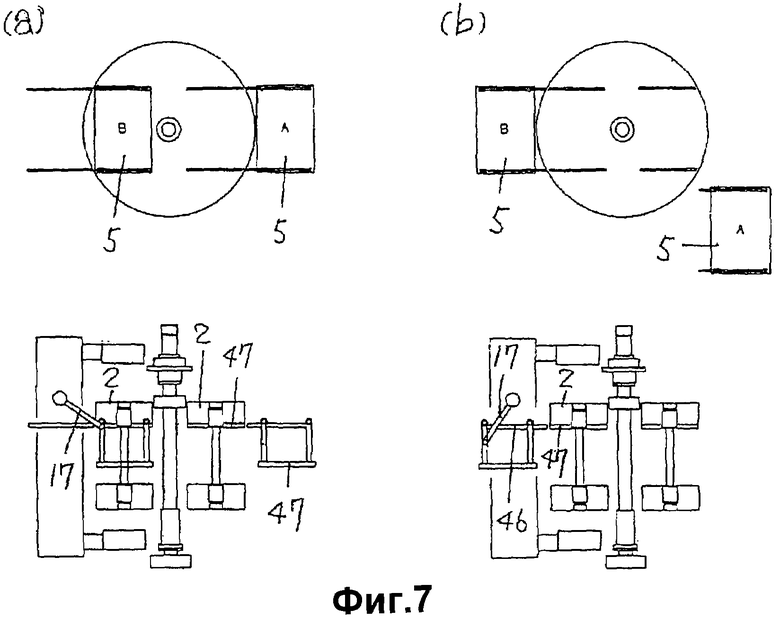
Как показано на фиг.5(а), после подвески верхних опок 2, 2 посредством приведения в действие цилиндров 38, 38 поворотного механизма 13, так что верхние опоки 2, 2 могут опускаться на верхних крюках 37, 37, каретка 45, с размещенной на ней двухсторонней модельной плитой 5(А), переводится с направляющих 46 на направляющие 47 верхней опоки 2 посредством приведения в действие цилиндра 16 устройства 4 транспортировки, так что пара рычагов 17, 17 поворачивается против часовой стрелки. Затем двухсторонняя модельная плита 5(А) переносится к верхней опоке 2, расположенной на левой стороне.
Как показано на фиг.5(b), во время перемещения верхней опоки 2 вверх и вниз посредством приведения в действие цилиндра 38, пара рычагов 17, 17 отсоединяется от каретки 45 посредством приведения в действие цилиндра 16 устройства 4 транспортировки, так что пара рычагов 17, 17 может поворачиваться по часовой стрелке и возвращаться в первоначальное положение. Кроме того, каретка 45, с двухсторонней модельной плитой 5(В), подлежащей замене, которая свисает с направляющих, расположенных на устройстве переноса и которая ожидает у извлекающего механизма 12, перемещается в направлении, противоположном направляющим 47 верхней опоки 2, которая находится на правой стороне устройства и которая расположена у извлекающего механизма 12.
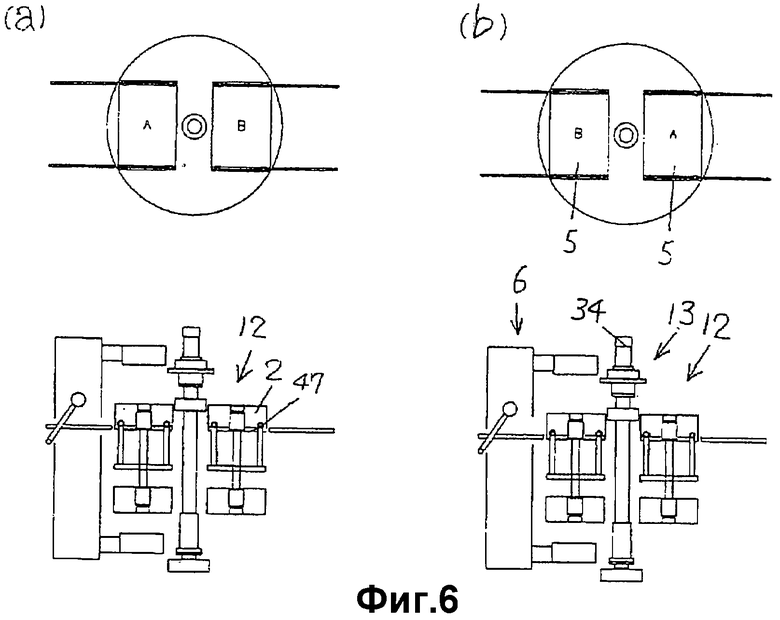
Как показано на фиг.6(а), каретку 45, расположенную в положении, противоположном направляющим 47 верхней опоки 2, которая расположена у правой стороны устройства, и расположенную у извлекающего механизма 12, перемещают вручную по направляющим 47. Двухсторонняя модельная плита 5(В), расположенная на правой стороне, перемещается к верхней опоке, расположенной у правой стороны, затем двухсторонняя модельная плита 5(А), расположенная у уплотняющего механизма 9, поворачивается и перемещается к извлекающему механизму 12, а двухсторонняя модельная плита 5(В), расположенная у извлекающего механизма 12, поворачивается и перемещается к уплотняющему механизму 9 посредством приведения в действие электродвигателя 34 поворотного механизма, как показано на фиг.6(b).
Затем, как показано на фиг.7(а), пара рычагов 17, 17 соединяется с кареткой 45, имеющей на ней двухстороннюю модельную плиту 5(В), посредством приведения в действие цилиндра 16, так что пара рычагов 17, 17 может поворачиваться против часовой стрелки, в то время как верхняя опока 2 перемещается вверх и вниз на небольшое расстояние посредством приведения в действие цилиндра 38.
Затем, каретка 45, с двухсторонней модельной плитой 5(А), перемещается с направляющих верхней опоки 2 наружу из устройства, а каретка 45, с двухсторонней модельной плитой 5(В), перемещается с направляющих 47 верхней опоки 2 к направляющим 46 посредством приведения в действие цилиндра 16 устройства 4 транспортировки, так что пара рычагов 17, 17 может поворачиваться по часовой стрелке, а затем двухсторонняя модельная плита 5(В) перемещается с верхней опоки 2. Каретка 45, с двухсторонней модельной плитой 5(А) и перемещенная с направляющих 47, перемещается на правильное место с помощью средства переноса. Следовательно, процесс замены двухсторонней модельной плиты 5 завершен.
Ниже приводится подробное описание процессов формирования верхней и нижней частей литейных форм, не имеющих опоки, с помощью устройства с использованием сегментированных уплотняющих опор в качестве уплотняющего средства, со ссылками на фиг.8.
Сначала вводят двухстороннюю модельную плиту 5 между парой верхней и нижней опок 2, 3, которые находятся горизонтально, посредством приведения в действие цилиндра 16 устройства 4 транспортировки, так что пара рычагов 17, 17 может поворачиваться (смотри фиг.9).
Затем верхняя и нижняя опоки 2, 3 сближаются друг с другом посредством приведения в действие цилиндра 22, который расположен сверху, и цилиндра 23, который расположен снизу, уплотняющего механизма 9, так что верхняя и нижняя поднимающие и опускающие рамы 20, 21 могут сближаться друг с другом, а посредством приведения в действие цилиндра 38 крюки 37 могут опускаться.
Затем, в то время как верхняя и нижняя опоки 2, 3 удерживают двухстороннюю модельную плиту 5 между ними, несколько верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а вводятся в верхнюю и нижнюю опоки на заданную глубину для задания верхнего и нижнего формовочного пространства посредством приведения в действие нескольких цилиндров 24, 24, 25, 25 уплотняющего механизма 9.
Затем, пара верхней и нижней опок 2, 3 и двухсторонняя модельная плита 5 становятся вертикальными посредством приведения в действие цилиндра 10, так что уплотняющий механизм 9 поворачивается по часовой стрелке вокруг опорной оси 8.
Входы для формовочного песка перемещаются вверх и приходят в контакт с нижними концами двух аэротенков механизма 11 аэрации (смотри фиг.12(а)).
В этом случае, во время задания верхнего и нижнего формовочного пространства, уплотняющий механизм 9 может поворачиваться по часовой стрелке вокруг опорного вала 8 посредством приведения в действие цилиндра 10.
Затем, после задания верхнего и нижнего формовочного пространства, уплотняющий механизм 9 может поворачиваться по часовой стрелке вокруг опорной оси 8 посредством приведения в действие цилиндра 10.
Множество верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а верхнего и нижнего уплотняющего средства перемещаются на заданное расстояние, так что каждое из соответствующих отношений расстояния между каждой из верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а и двухсторонней модельной плитой 5 перед уплотнением формовочного песка к расстоянию после уплотнения становится почти равным.
Когда, как показано на фиг.12(b), расстояния между множеством верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а и соответствующей частью двухсторонней модельной плиты 5 перед уплотнением формовочного песка задано как «А» и «В», и, как показано на фиг.12(с), расстояния после уплотнения заданы как «а» и «b», сегментированные уплотняющие опоры 6а, 6а, 7а, 7а перемещаются так, что отношения «а/А» и «b/В» могут иметь соотношение, близкое к условию «а/А=b/В».
Когда высота части двухсторонней модельной плиты является большой, то верхние и нижние сегментированные уплотняющие лапы 6а, 6а, 7а, 7а перемещаются так, что количество формовочного песка в положении, соответствующем этой части, становится меньше, а когда высота части двухсторонней модельной плиты небольшая, то они перемещаются больше, так что количество формовочного песка в положении, соответствующем этой части, становится больше.
Затем верхнее и нижнее формовочные пространства заполняются формовочным песком посредством подачи формовочного песка механизмом 11 аэрации через входы верхней и нижней опок 2, 3.
Формовочный песок в верхнем и нижнем формовочном пространстве уплотняется посредством приведения в действие цилиндров 24, 24, 25, 25, так что множество верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а могут перемещаться вперед, в то время как пара верхней и нижней опок 2, 3 и двухсторонняя модельная плита поворачиваются, так что они становятся горизонтальными.
Затем, после отвода множества верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а посредством приведения в действие цилиндров 24, 24, 25, 25, сегментированные уплотняющие опоры 6а, 6а, 7а, 7а перемещаются дальше вперед посредством приведения в действие цилиндров 24, 24, 25, 25.
С помощью этих процессов, плотность формовочного песка верхней и нижней литейных форм становится равномерной, а поверхность, противоположная верхним и нижним сегментированным уплотняющим опорам 6а, 6а, 7а, 7а, формовочного песка в опоках 2, 3 также становится плоской (смотри фиг.12(с)).
Верхняя и нижняя поднимающая и опускающая рамы 20, 21 перемещаются друг от друга посредством приведения в действие цилиндра 22, расположенного сверху, и цилиндра 23, расположенного снизу.
Затем верхняя опока 2, содержащая часть литейной формы, сформированную посредством уплотнения формовочного песка, подвешивается с помощью верхних крюков 37 и отделяется от двухсторонней модельной плиты 5 посредством приведения в действие цилиндра 38 поворотного механизма 13. Нижняя опока располагается на нижних крюках 39 поворотного механизма 13, а затем двухсторонняя модельная плита, которая расположена между верхней и нижней опоками 2, 3, вынимается посредством приведения в действие цилиндра 16, так что рычаги 17, 17 могут поворачиваться.
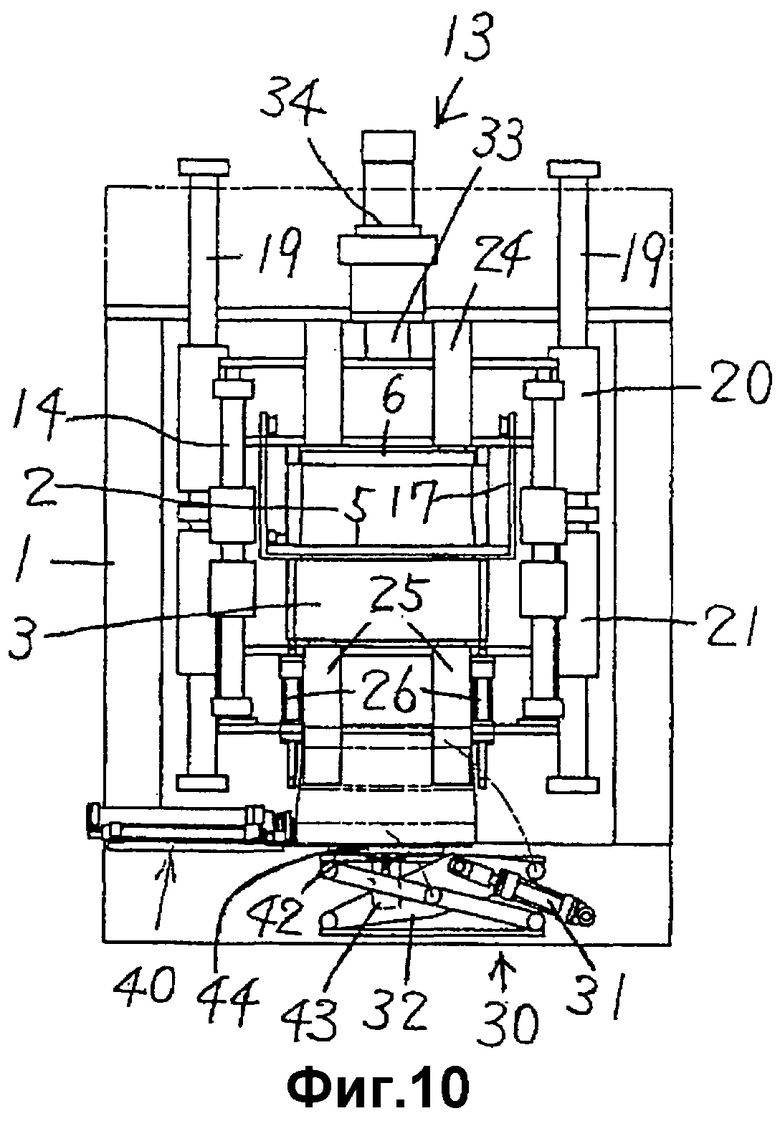
Затем верхняя и нижняя опоки 2, 3, содержащие литейную форму, перемещаются в положение извлекающего механизма 12 посредством приведения в действие электродвигателя 34 поворотного механизма 13, так что поворотный вал 33 может поворачиваться на заданный угол и, при необходимости, после установки литейного стержня, верхняя опока 2, содержащая литейную форму, согласуется с нижней опокой 3 посредством приведения в действие цилиндра 38, так что верхняя опока 2 может опускаться на верхних крюках 37 (смотри фиг.10).
Затем верхняя и нижняя опоки 2, 3, содержащие литейную форму, помещаются на опорный стол 44 посредством приведения в действие цилиндра 43 опорного устройства 30, так что опорный стол 44 может подниматься, и посредством приведения в действие цилиндра 31, так что опорный стол 44 на поднимающем и опускающем столе 42 может дополнительно подниматься.
После помещения толкающего элемента 28 на верхнюю поверхность верхней опоки 2 с помощью цилиндра 29 извлекающего механизма 12, верхняя и нижняя литейные формы извлекаются из верхней и нижней опок 2, 3 посредством приведения в действие цилиндра 31, так что толкающий элемент 28 и опорный стол 44 могут совместно опускаться.
Затем, верхняя и нижняя литейные формы на опорном столе 44 и поднимающем и опускающем столе 42 опускаются далее посредством приведения в действие цилиндра 31 и выдавливаются с помощью устройства 40 для удаления литейных форм.
В указанных выше процессах во время поворота верхней и нижней опок 2, 3 и перемещения в положение извлекающего механизма 12, при необходимости, после установки литейного стержня в уже сформированную литейную форму, пары верхней и нижней опок 2, 3, содержащих части литейной формы, совмещают друг с другом, а затем литейные формы можно извлекать из опок. Этот процесс аналогичен указанному выше способу.
В предпочтительном варианте выполнения, когда расстояние между множеством верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а и соответствующей частью двухсторонней модельной плиты 5 перед уплотнением формовочного песка задано как «А» и «В», а расстояния после уплотнения заданы как «а» и «b», сегментированные уплотняющие опоры 6а, 6а, 7а, 7а перемещаются так, что отношения «а/А» и «b/В» могут быть близки к соотношению «а/А=b/В», за счет чего плотность формовочного песка верхней и нижней литейных форм становится равномерной, а поверхность формовочного песка в опоках 2, 3, противоположная верхним и нижним сегментированным уплотняющим опорам 6а, 6а, 7а, 7а, становится плоской.
Однако способ формирования литейных форм не ограничивается этим процессом.
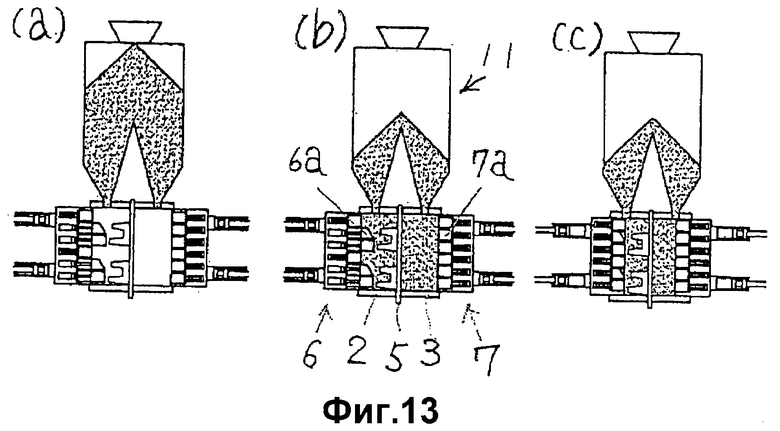
Например, как показано на фиг.13(а)-13(с), после формирования пространства между двухсторонней модельной плитой 5 и множеством верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а, противоположных двухсторонней модельной плите 5, так что формовочный песок может легко протекать в пространство, литейные формы можно формировать посредством разгрузки формовочного песка в формовочное пространство через входы верхней и нижней опок 2, 3.
Можно уменьшить трение между формовочным песком и стенкой аэротенка посредством нагнетания воздуха в сопло (в частности, в критическое сечение сопла) аэротенка и часть, где формовочному песку трудно протекать, для облегчения протекания формовочного песка в пространство между множеством верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а и двухсторонней модельной плитой 5.
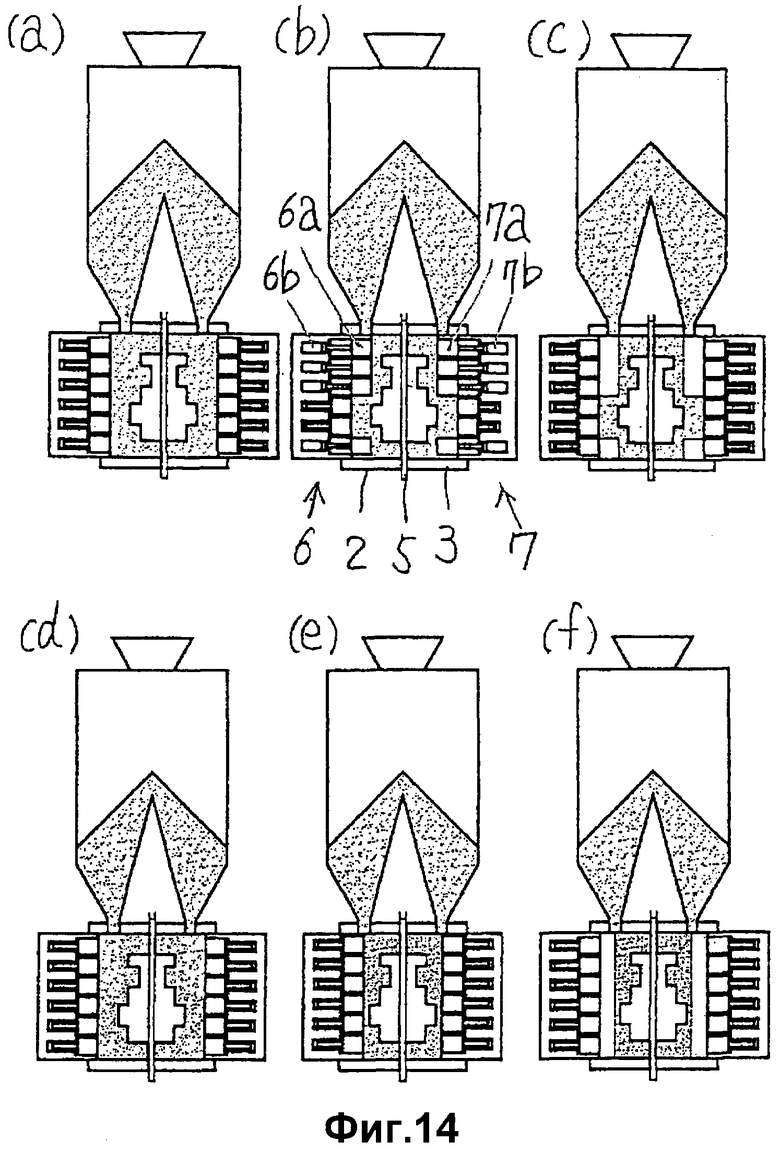
Как показано на фиг.14(а)-14(b), приемлем также следующий процесс.
А именно, после того, как заданы верхнее и нижнее формовочные пространства, которые находятся вертикально, с помощью двухсторонней модельной плиты 5, верхней и нижней опок 2, 3 и множества верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а, действующих в качестве верхнего и нижнего уплотняющего средства, формовочный песок разгружают в верхнее и нижнее формовочное пространство через входы верхней и нижней опок 2, 3.
Затем формовочный песок в формовочном пространстве уплотняют посредством приведения в действие множества сегментированных уплотняющих опор 6а, 6а, 7а, 7а, так что множество сегментированных уплотняющих опор 6а, 6а, 7а, 7а могут перемещаться вперед.
Затем, после отвода назад множества верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а посредством приведения в действие цилиндров 6b, 6b, 7b, 7b, дополнительно подают формовочный песок в верхнее и нижнее формовочные пространства через входы.
Затем уплотняющие поверхности множества верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а располагают в плоской плоскости, и дополнительно уплотняют формовочный песок в верхнем и нижнем формовочном пространстве посредством приведения в действие цилиндров 19, 19, 20, 20, так что множество верхних и нижних сегментированных уплотняющих опор 6а, 6а, 7а, 7а могут совместно перемещаться вперед.
Кроме того, можно использовать верхние и нижние сегментированные уплотняющие опоры 6а, 6а, 7а, 7а, интегрированные с некоторыми из множества верхних и нижних сегментированных уплотняющих опор 6а, 6а, 6а, 6а.
Когда верхнюю и нижнюю литейные формы, не имеющие опоки, формируют с помощью устройства с использованием сегментированных уплотняющих опор в качестве уплотняющего средства для формирования литейных форм, то способ замены двухсторонней модельной плиты остается тем же, что используется при формировании литейных форм с помощью устройства с использованием уплотняющих плит в качестве уплотняющего средства.
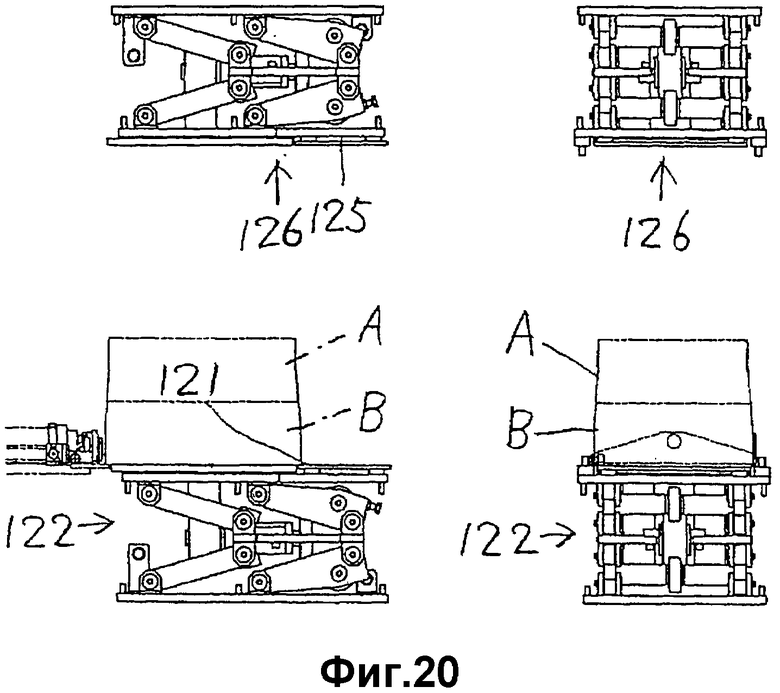
Ниже приводится подробное описание способа извлечения литейных форм с использованием второго варианта выполнения извлекающего механизма 12 со ссылками на фиг.15-20.
После уплотнения формовочного песка в верхнем и нижнем формовочном пространстве, верхнюю и нижнюю поднимающие и опускающие рамы 20, 21 отделяют друг от друга, верхнюю опоку, содержащую часть литейной формы, сформированной посредством уплотнения формовочного песка, поднимают с использованием верхних крюков 37 и посредством приведения в действие цилиндра 38 поворотного механизма 13, и отделяют от двухсторонней модельной плиты 5.
Затем нижнюю опоку 3 помещают на нижние крюки 39 поворотного механизма 13 и удаляют двухстороннюю модельную плиту 5 из зоны между верхней и нижней опоками 2, 3.
Затем верхнюю и нижнюю опоки, содержащие литейную форму, перемещают к извлекающему механизму 12 посредством приведения в действие электродвигателя 34 поворотного механизма 13, так что поворотный вал 33 может поворачиваться на заданный угол. При необходимости, после установки литейного стержня в литейную форму, верхнюю опоку 2 опускают на верхних крюках 37 и согласовывают с нижней опокой 3.
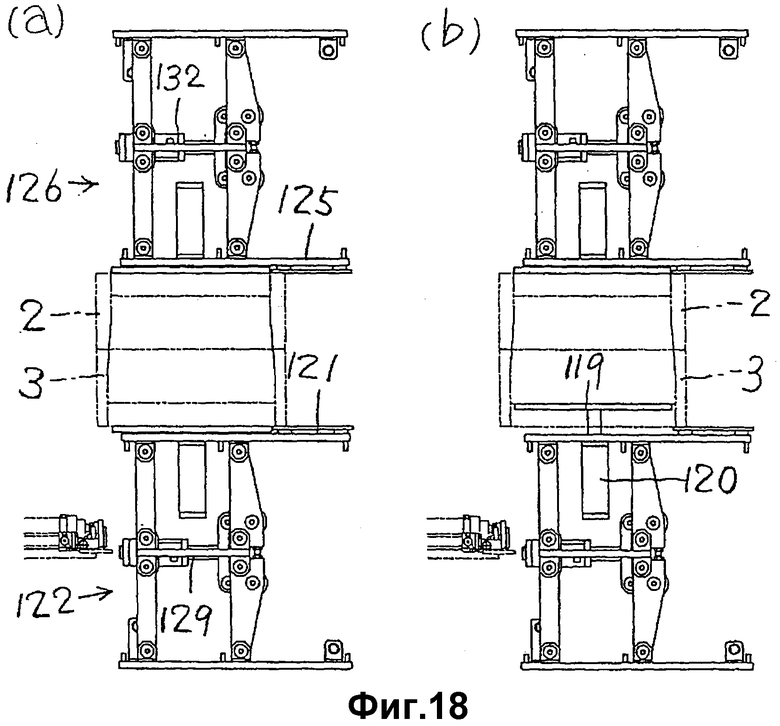
Затем, при фиксации верхней и нижней опок 2, 3 между верхним и нижним поднимающими и опускающими столами 125, 121 посредством приведения в действие цилиндров 132, 129 верхнего и нижнего коленчато-рычажных механизмов 126, 122, так что поднимающие и опускающие столы 125, 121 могут достигать друг друга, как показано на фиг.18(а), опорный элемент 119 приходит в контакт с нижней поверхностью нижней части литейной формы посредством приведения в действие пневматического цилиндра 120, как показано на фиг.18(b).
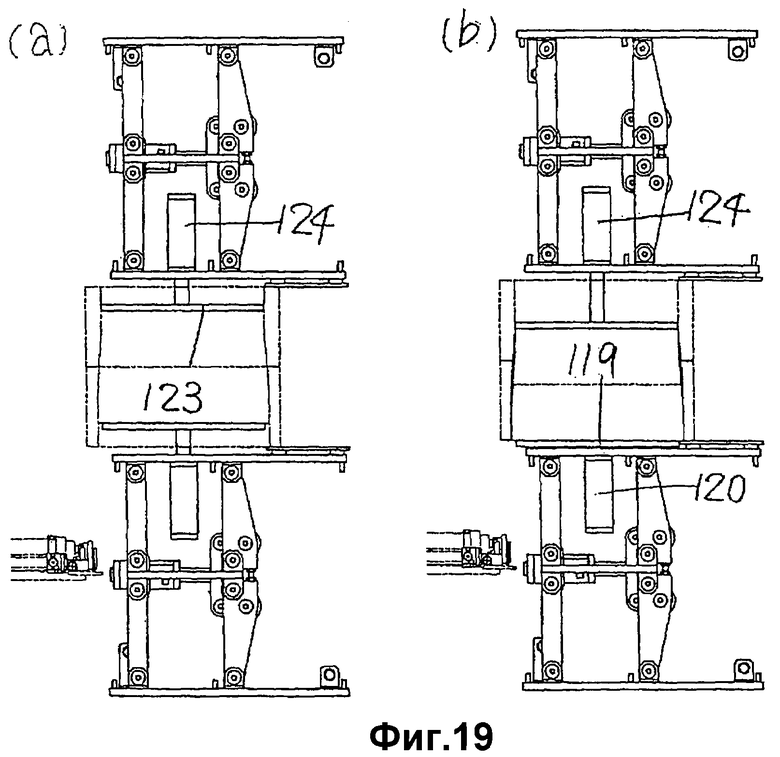
Затем, после возникновения контакта толкающего элемента 123 с верхней поверхностью верхней части литейной формы посредством приведения в действие гидравлического цилиндра 124, как показано на фиг.19(а), опускают совместно толкающий элемент 123 и опорный элемент 119 посредством приведения в действие гидравлического цилиндра 124 и пневматического цилиндра 120, как показано на фиг.19(b).
Затем отделяют друг от друга верхний и нижний поднимающие и опускающие столы 125, 121 посредством приведения в действие цилиндров 132, 129 верхнего и нижнего коленчато-рычажных механизмов 126, 122. С помощью этого процесса можно удалять верхнюю и нижнюю части литейных форм «А» и «В» из верхней и нижней опок 2, 3.
В этих процессах во время поворота и перемещения верхней и нижней опок 2, 3, содержащих литейную форму, к извлекающему механизму 12, при необходимости, после установки литейного стержня в литейную форму, можно согласовывать пару верхней и нижней опок 2, 3, содержащую литейную форму, а затем можно удалять из них литейную форму.
Краткое описание чертежей
На чертежах изображено:
фиг.1 - частичный разрез устройства для формирования литейной формы, согласно предпочтительному варианту выполнения изобретения, с использованием уплотняющей плиты в качестве уплотняющего средства, в вертикальной проекции;
фиг.2 - разрез по линии А-А в состоянии фиксации двухсторонней модельной плиты 5 между верхней и нижней опоками 2, 3;
фиг.3 - устройство, согласно фиг.1, на виде сверху;
фиг.4 - рабочие процессы формирования литейной формы в состоянии, когда формовочный песок подают в верхнюю и нижнюю опоки с помощью устройства, показанного на фиг.1;
фиг.5(а) - рабочие процессы для замены двухсторонней модельной плиты с использованием устройства, показанного на фиг.1, при этом верхняя часть показана на виде сверху, а нижняя часть - в вертикальной проекции;
фиг.5(b) - рабочие процессы для замены двухсторонней модельной плиты с использованием устройства, показанного на фиг.1, при этом в верхней части показан вид сверху, а в нижней части - в вертикальной проекции;
фиг.6(а) - рабочие процессы для замены двухсторонней модельной плиты с использованием устройства, показанного на фиг.1, при этом в верхней части показан вид сверху, а в нижней части - в вертикальной проекции;
фиг.6(b) - рабочие процессы для замены двухсторонней модельной плиты с использованием устройства, показанного на фиг.1, при этом в верхней части показан вид сверху, а в нижней части - в вертикальной проекции;
фиг.7(а) - рабочие процессы для замены двухсторонней модельной плиты с использованием устройства, показанного на фиг.1, при этом в верхней части показан вид сверху, а в нижней части - в вертикальной проекции;
фиг.7(b) - рабочие процессы для замены двухсторонней модельной плиты с использованием устройства, показанного на фиг.1, при этом в верхней части показан вид сверху, а в нижней части - в вертикальной проекции;
фиг.8 - устройство для формирования литейной формы, согласно предпочтительному варианту выполнения изобретения, с использованием сегментированных уплотняющих опор в качестве уплотняющего средства, в вертикальной проекции;
фиг.9 - частичный разрез устройства, согласно фиг.8;
фиг.10 - разрез по линии А-А на фиг.8;
фиг.11 - частичный разрез устройства, согласно фиг.8, на виде сверху;
фиг.12 - процессы формирования литейной формы с помощью устройства для формирования верхней и нижней частей литейных форм, не имеющих опоки, показанной на фиг.8;
фиг.13 - процессы формирования литейной формы с помощью устройства для формирования верхней и нижней частей литейных форм, при этом не показана опока, показанная на фиг.8;
фиг.14 - процессы формирования литейной формы с помощью устройства для формирования верхней и нижней частей литейных форм, при этом не показана опока, показанная на фиг.8;
фиг.15 - второй вариант выполнения извлекающего механизма для извлечения литейной формы из опоки, на виде сбоку справа;
фиг.16 - устройство для формирования верхней и нижней частей литейных форм, не имеющих опоки, с использованием второго варианта выполнения извлекающего механизма для извлечения литейной формы из опоки, на виде сбоку справа;
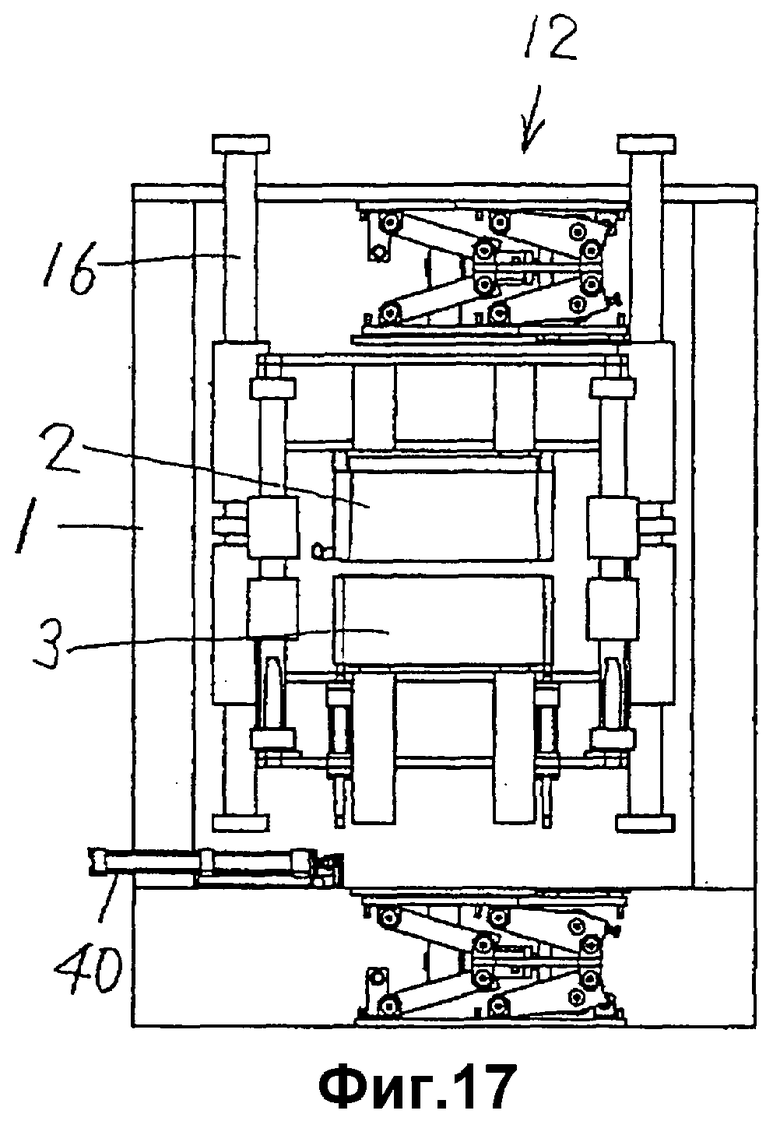
фиг.17 - устройство, согласно фиг.16, на виде сбоку справа;
фиг.18(а) - рабочие процессы извлечения нижней и верхней частей литейных форм из пары верхней и нижней опок, содержащих литейную форму, с помощью извлекающего механизма, показанного на фиг.15, на виде сбоку справа;
фиг.18(b) - рабочие процессы извлечения нижней и верхней частей литейных форм из пары верхней и нижней опок, содержащих литейную форму, с помощью извлекающего механизма, показанного на фиг.15, на виде сбоку справа;
фиг.19(а) - рабочие процессы извлечения нижней и верхней частей литейных форм из пары верхней и нижней опок, содержащих литейную форму, с помощью извлекающего механизма, показанного на фиг.15, на виде сбоку справа;
фиг.19(b) - рабочие процессы извлечения нижней и верхней частей литейных форм из пары верхней и нижней опок, содержащих литейную форму, с помощью извлекающего механизма, показанного на фиг.15, на виде сбоку справа;
фиг.20 - рабочие процессы извлечения нижней и верхней частей литейных форм из пары верхней и нижней опок, содержащих литейную форму, с помощью извлекающего механизма, показанного на фиг.15, на виде сбоку справа и в вертикальной проекции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1996 |
|
RU2172656C2 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Челночная формовочная машина для изготовления литейных форм | 1981 |
|
SU975185A1 |
| Многопозиционная формовочная машина для изготовления литейных форм | 1976 |
|
SU741784A3 |
| Автоматическая линия для изготовления литейных форм | 1986 |
|
SU1454238A3 |
| Формовочная машина для изготовления литейных форм | 1981 |
|
SU990405A1 |
| Формовочная машина | 1981 |
|
SU982841A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МАГНИТНЫХ РАЗЪЕМНЫХ ФОРМ | 1994 |
|
RU2080205C1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |


Изобретение относится к литейному производству. Двухстороннюю модельную плиту размещают между верхней и нижней опоками, расположенными горизонтально. Опоки имеют входы для формовочного песка. Верхнее и нижнее формовочное пространство задают путем введения нижнего и верхнего уплотняющих средств в верхнюю и нижнюю опоки. Поворачивают пару верхней и нижней опок в вертикальное положение с расположением входов для формовочного песка наверху. Заполняют верхнее и нижнее формовочные пространства формовочным песком и производят его уплотнение. Поворачивают пару верхней и нижней опок в горизонтальное положение и удаляют двухстороннюю модельную плиту. При замене двухсторонней модельной плиты ее поднимают к верхней опоке, расположенной у уплотняющего механизма. Вторую двухстороннюю модельную плиту поднимают к верхней опоке, расположенной у механизма извлечения. Производят поворот двух модельных плит посредством механизма поворота. Перемещают две модельные плиты после поворота. Достигается улучшение качества литейных форм и уменьшение размеров формовочной машины. 3 н. и 15 з.п.ф-лы, 20 ил.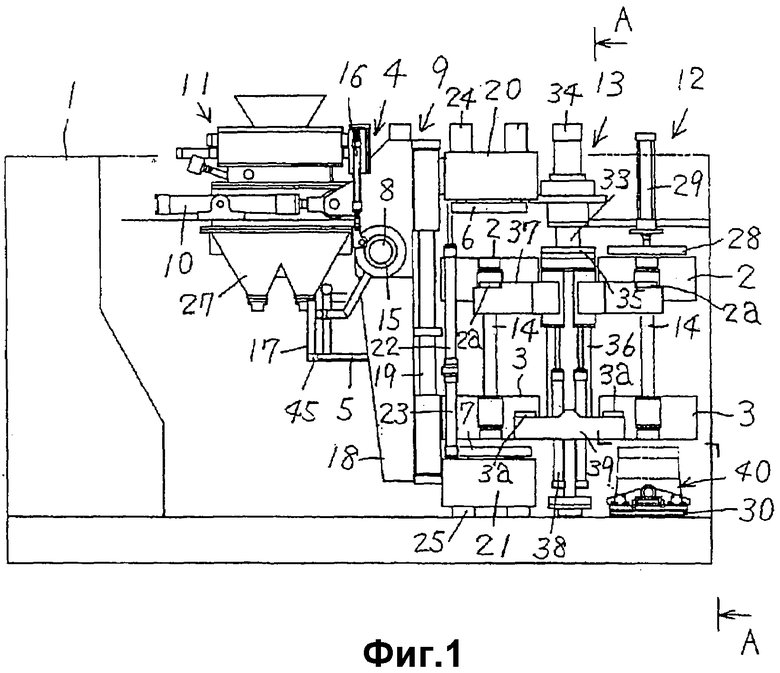
Приоритет по пунктам:
| Звукопривод ультразвуковой линии задержки | 1972 |
|
SU468355A1 |
| JP 3243243 А, 30.10.1991 | |||
| Формовочная машина для изготовлениябЕзОпОчНыХ лиТЕйНыХ фОРМ | 1973 |
|
SU818468A3 |
| Формовочная линия для изготовления литейных форм | 1985 |
|
SU1424725A3 |

