Область техники
Настоящее изобретение относится к способу производства металлического изделия, металлическому изделию, способу соединения металлических деталей и конструкции с соединением.
Уровень техники
Последовательность этапов производства металлического изделия, такого как, например, цилиндр, а также последовательность этапов соединения пары металлических деталей, имеющих скошенные области, содержат соответственно этап формирования наплавленного слоя.
В частности, при производстве металлического изделия сначала, например, посредством литья выполняют формообразование основного тела изделия. При таком формообразовании на обрабатываемой поверхности основного тела изделия часто возникает дефект. Затем окружающую этот дефект область, включая сам дефект, удаляют путем шлифования, так что на обрабатываемом участке основного тела изделия формируется углубленная область. Далее посредством сварки по периферии углубленной области, включая саму углубленную область, создают наплавленный слой.
Кроме того, в случае соединения пары металлических деталей сначала посредством установки встык этой пары металлических деталей создают углубленную область, образованную скошенной областью одной из упомянутых металлических деталей и другой скошенной областью другой из этих металлических деталей. Затем посредством сварки по периферии углубленной области, включая саму углубленную область, создают наплавленный слой.
Раскрытие изобретения
При этом так как наплавленный слой создают посредством сварки, иначе говоря, так как наплавленный слой по периферии углубленной области создают в состоянии с повышенной температурой практически мгновенно или в течение короткого промежутка времени, то температура периферии углубленной области резко возрастает. В результате этого температурная деформация на периферии углубленной области становится значительной, и при этом возникают проблемы, заключающиеся в снижении качества при производстве металлического изделия или в снижении качества при соединении пары металлических деталей.
Для решения упомянутых проблем согласно первому аспекту настоящего изобретения предлагается способ производства металлического изделия, который предусматривает следующие этапы: этап формообразования, на котором выполняют формообразование основного тела изделия; этап удаления дефекта, на котором удаляют окружение дефекта, включая сам дефект, возникший на обрабатываемой поверхности основного тела изделия при формообразовании, после завершения упомянутого этапа формообразования таким образом, что формируют на обрабатываемой поверхности углубленную область; и этап осаждения, на котором постепенно формируют отложение по периферии углубленной области после завершения этапа удаления дефекта путем использования формованного электрода, состоящего из формованного тела, изготовленного из металлического порошка, или формованного тела, подвергнутого термической обработке, и генерирования импульсного электрического разряда между периферией углубленной области, включая саму углубленную область, и формованным электродом в электроизоляционных жидкости или газе таким образом, что происходит осаждение, диффузия и/или наплавка материала формованного электрода или реакционно-способного вещества из этого материала по периферии углубленной области за счет энергии упомянутого электрического разряда.
Согласно второму аспекту настоящего изобретения предлагается способ соединения пары металлических деталей, который предусматривает следующие этапы: этап установки встык пары металлических деталей с образованием углубленной области скошенной областью одной из этих металлических деталей и другой скошенной областью другой из этих металлических деталей; и этап осаждения, на котором постепенно формируют отложение по периферии углубленной области после завершения этапа установки встык путем использования формованного электрода, состоящего из формованного тела, изготовленного из металлического порошка, или формованного тела, подвергнутого термической обработке, и генерирования импульсного электрического разряда между периферией углубленной области, включая саму углубленную область, и формованным электродом в электроизоляционных жидкости или газе таким образом, что происходит осаждение, диффузия и/или наплавка материала формованного электрода или реакционно-способного вещества из этого материала по периферии углубленной области за счет энергии упомянутого электрического разряда.
Краткое описание чертежей
На Фиг.1 изображен электроэрозионный станок в соответствии с первым вариантом реализации.
На Фиг.2 изображено частичное продольное сечение цилиндра в соответствии с первым вариантом реализации.
Фиг.3 поясняет способ производства металлического изделия в соответствии с первым вариантом реализации.
Фиг.4 поясняет способ производства металлического изделия в соответствии с первым вариантом реализации.
Фиг.5 поясняет способ производства металлического изделия в соответствии с первым вариантом реализации.
Фиг.6 поясняет способ производства металлического изделия в соответствии с первым вариантом реализации.
Фиг.7 поясняет способ производства металлического изделия в соответствии с первым вариантом реализации.
На Фиг.8 изображено частичное продольное сечение цилиндра в соответствии со вторым вариантом реализации.
Фиг.9 поясняет способ производства металлического изделия в соответствии со вторым вариантом реализации.
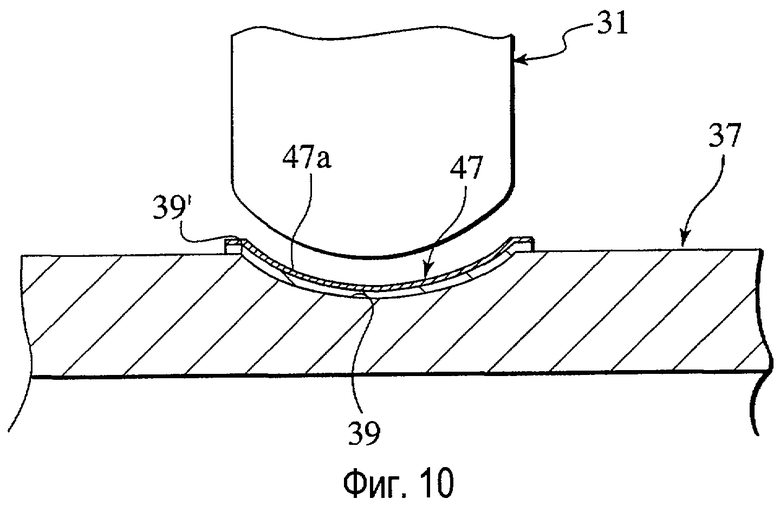
Фиг.10 поясняет способ производства металлического изделия в соответствии со вторым вариантом реализации настоящего изобретения.
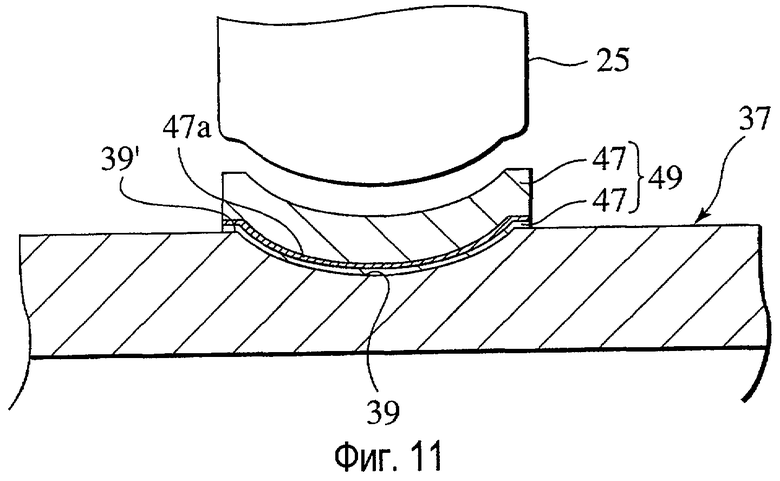
Фиг.11 поясняет способ производства металлического изделия в соответствии со вторым вариантом реализации.
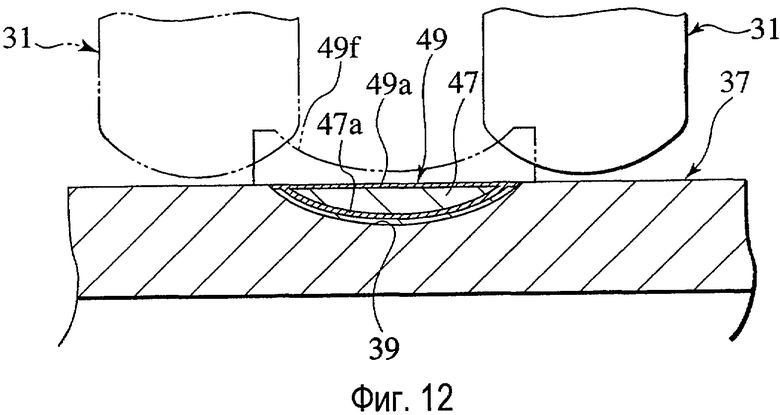
Фиг.12 поясняет способ производства металлического изделия в соответствии со вторым вариантом реализации.
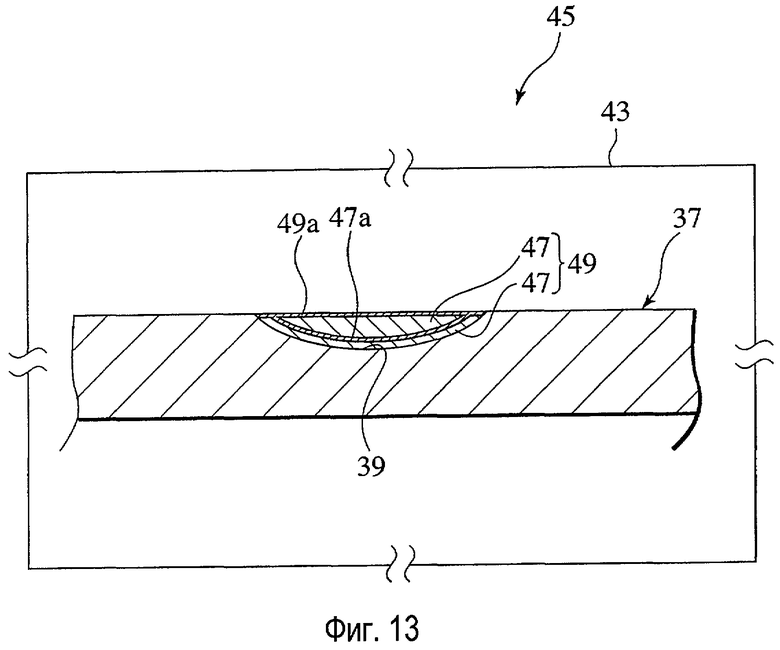
Фиг.13 поясняет способ производства металлического изделия в соответствии со вторым вариантом реализации настоящего изобретения.
На Фиг.14 изображено частичное продольное сечение цилиндра в соответствии с третьим вариантом реализации.
Фиг.15 поясняет способ производства металлического изделия в соответствии с третьим вариантом реализации.
Фиг.16 поясняет способ производства металлического изделия в соответствии с третьим вариантом реализации.
Фиг.17 поясняет способ производства металлического изделия в соответствии с третьим вариантом реализации.
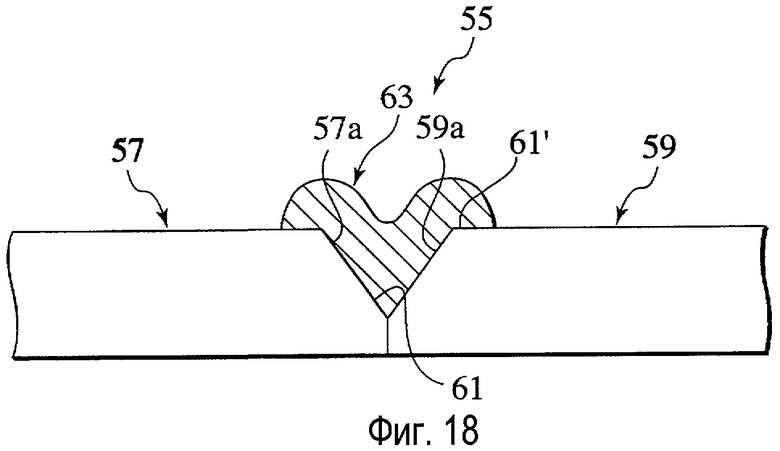
На Фиг.18 изображено частичное продольное сечение конструкции с соединительным швом в соответствии с четвертым вариантом реализации.
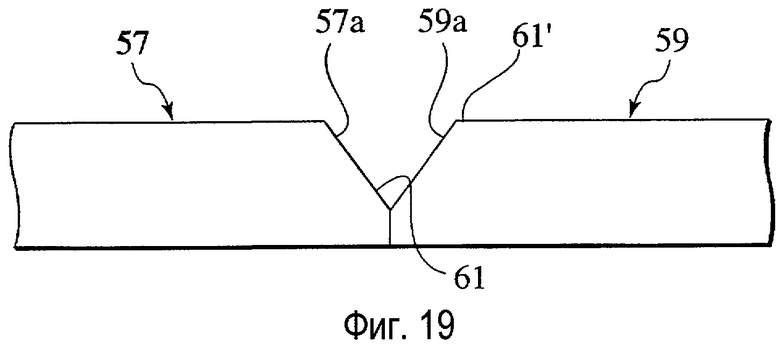
Фиг.19 поясняет способ соединения металлических деталей в соответствии с четвертым вариантом реализации.
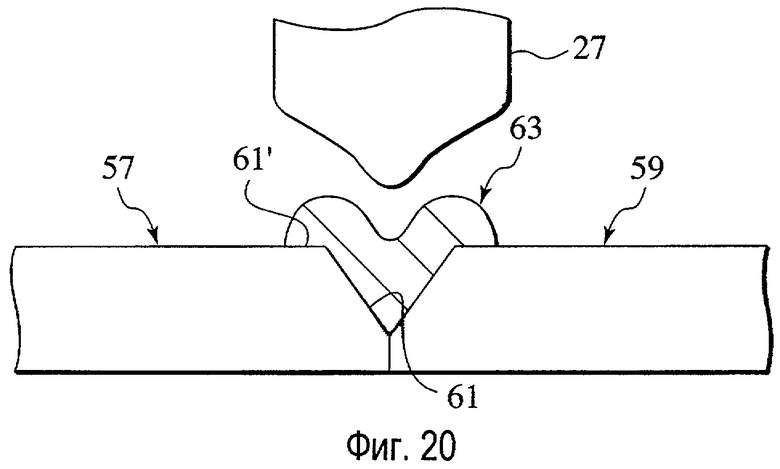
Фиг.20 поясняет способ соединения металлических деталей в соответствии с четвертым вариантом реализации.
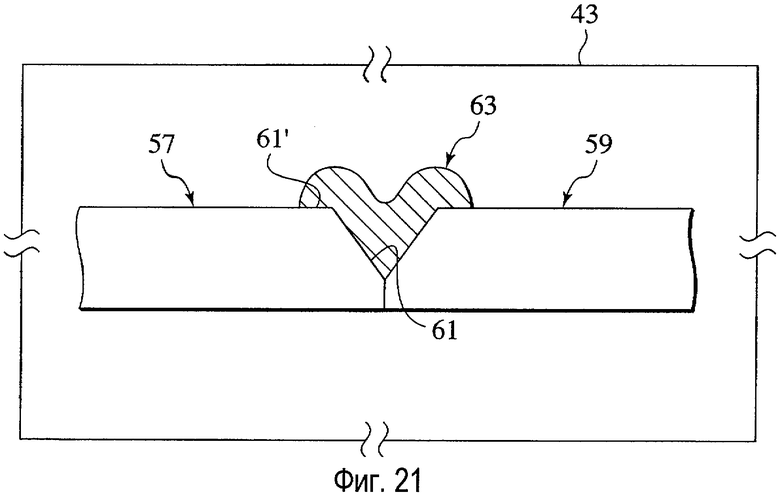
Фиг.21 поясняет способ соединения металлических деталей в соответствии с четвертым вариантом реализации.
Наилучшие варианты реализации изобретения
В целях подробного рассмотрения настоящего изобретения далее будет приведено описание некоторых вариантов его реализации с соответствующей ссылкой на сопровождающие чертежи. При этом в упомянутом описании в соответствующем порядке "поперечное направление" относится к направлению по оси X, "горизонтальное направление" относится к направлению по оси Y и "вертикальное направление" относится к направлению по оси Z.
Первый вариант реализации
Далее со ссылкой на Фиг.1 будет описан электроэрозионный (электроискровой) станок 1, используемый в способе производства металлического изделия в соответствии с первым вариантом реализации настоящего изобретения.
Электроэрозионный станок 1 снабжен станиной 3, простирающейся в направлении по оси Х и в направлении по оси Y, и колонной 5, простирающейся по оси Z. Кроме того, станина 3 снабжена столом 7, который может перемещаться в направлении по оси Х посредством сервопривода с электродвигателем для перемещения по оси Х (далее - сервопривод по оси X) и может перемещаться в направлении по оси Y посредством сервопривода с электродвигателем для перемещения по оси Y (далее - сервопривод по оси Y).
Стол 7 снабжен ванной 13 обработки, предназначенной для содержания электроизоляционной жидкости S, такой как, например, масло, при этом в упомянутой ванне 13 обработки предусмотрена опорная плита 15. Опорная плита 15 снабжена зажимным приспособлением 17, в которое может быть установлено металлическое изделие или аналогичное ему и описанное ниже. В то же время зажимное приспособление 17 через опорную плиту 15 электрически соединено с источником 19 электропитания, и при этом конкретная конструкция упомянутого зажимного приспособления 17 может изменяться в зависимости от типа металлического изделия и т.п.
Колонна 5 снабжена обрабатывающей головкой 21, которая может перемещаться в направлении по оси Z посредством сервопривода с электродвигателем для перемещения по оси Z (далее - сервопривод по оси Z). При этом, когда стол 7 перемещается в направлении по оси Х посредством сервопривода по оси X, обрабатывающая головка 21 способна перемещаться в направлении по оси Х относительно упомянутого стола 7. Кроме того, когда стол 7 перемещается в направлении по оси У посредством сервопривода по оси Y, обрабатывающая головка 21 способна перемещаться в направлении по оси Y относительно упомянутого стола 7.
Кроме того, обрабатывающая головка 21 снабжена первым держателем 29, предназначенным для поддержания формованного электрода 25 или формованного электрода 27, а в непосредственной близости от упомянутого первого держателя 29 в обрабатывающей головке 21 размещен второй держатель 33, предназначенный для поддержания твердого электрода 31, обладающего эрозионной стойкостью. Первый держатель 29 и второй держатель 33 электрически соединены с источником 19 электропитания. Конкретные конструкции формованных электродов 25, 27 будут описаны ниже.
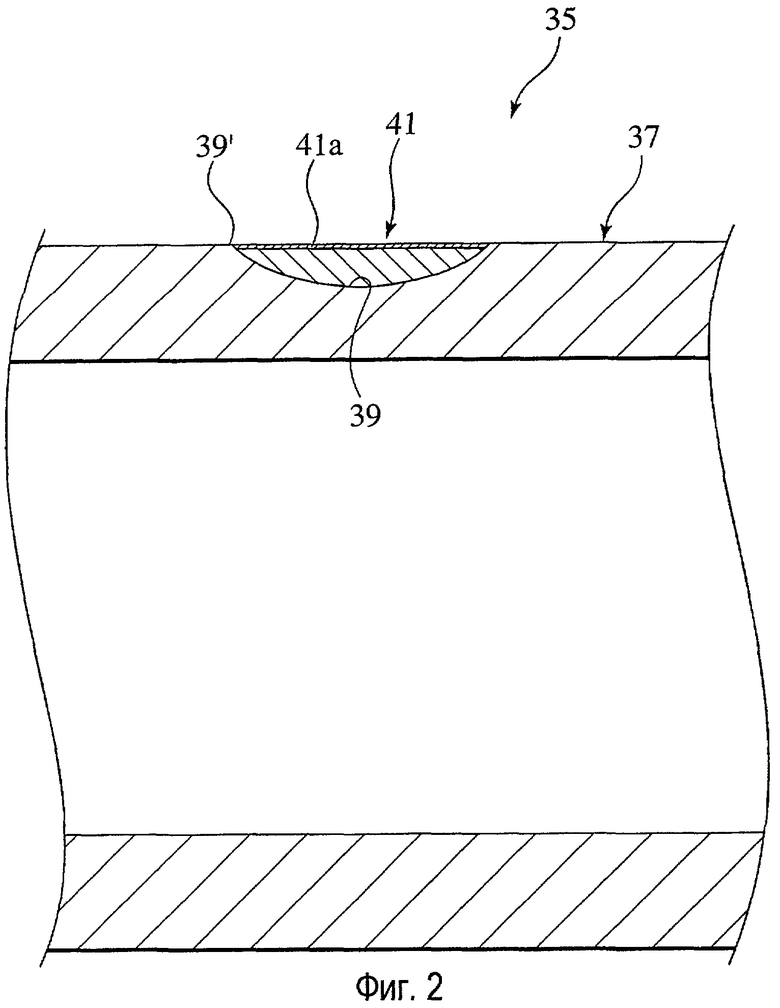
Далее со ссылкой на Фиг.2 будет описан цилиндр 35 в качестве металлической детали, являющейся объектом осуществления способа производства металлического изделия в соответствии с первым вариантом реализации.
Цилиндр 35 в качестве металлической детали в соответствии с первым вариантом реализации представляет собой один из составляющих элементов газовой турбины и имеет основное тело 37 в качестве основного тела изделия. Далее на внешней поверхности основного тела 37 цилиндра за счет энергии электрического разряда сформирована углубленная область 39, и по периферии 39' этой углубленной области, включая саму углубленную область 39, за счет энергии электрического разряда сформировано отложение 41. Подробно углубленная область 39 и отложение 41 будут описаны позднее.
Далее со ссылкой на Фиг.1-7 будет описан способ производства металлического изделия в соответствии с первым вариантом реализации.
Способ производства металлического изделия в соответствии с первым вариантом реализации представляет собой способ производства цилиндра 35 в качестве металлической детали и использует электроэрозионный станок 1, формованный электрод 25, твердый электрод 31 и печь 43 термообработки, показанную на Фиг.7.
В данном случае формованный электрод 25 представляет собой формованное тело, изготовленное из порошкового материала, имеющего тот же состав, что и основной материал основного тела 37 цилиндра; порошкового материала, имеющего похожий химический состав с основным материалом основного тела 37 цилиндра или порошкового материала, имеющего коэффициент теплового расширения, близкий к коэффициенту теплового расширения основного материала основного тела 37 цилиндра, посредством сжатия при прессовании; либо упомянутое формованное тело, подвергнутое термической обработке в вакуумной печи или аналогичном устройстве.
При этом если основным материалом цилиндра 37 является, например, сплав №5662 согласно Техническим условиям на авиационно-космические материалы (AMS, от англ. «Aerospace Material Specifications»), то упомянутым материалом с похожим химическим составом могут стать различные никелевые сплавы, а упомянутым материалом, имеющим близкий коэффициент теплового расширения, может стать кобальт или кобальтовые сплавы. В то же время вместо формования под давлением при прессовании формованный электрод 25 может быть изготовлен посредством литья из суспензии, литья под давлением порошковых металлов и сплавов (MIM, от англ. «Metal Injection Molding»), формообразования распылением (распылительного формования) и т.п.
Далее твердый электрод 31 состоит из твердого вещества, например, графита, сплавов вольфрама или сплавов меди.
Способ производства металлического изделия в соответствии с первым вариантом реализации предусматривает этап (1-1) формообразования, этап (1-2) удаления дефекта, этап (1-3) осаждения, этап (1-4) удаления избыточного отложения и этап (1-5) термической обработки.
(1-1) Этап формообразования
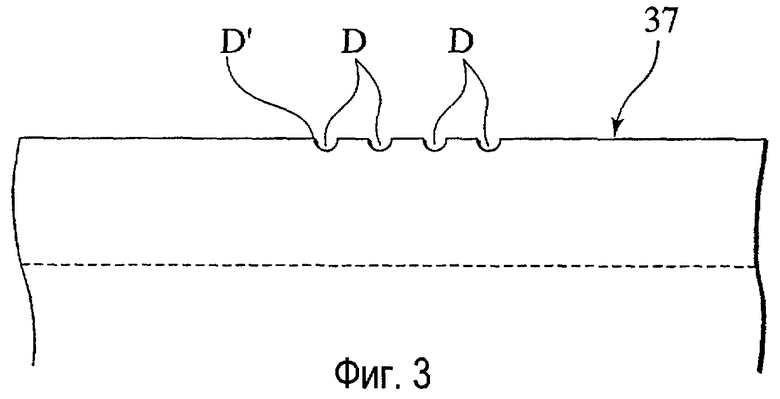
Основное тело 37 цилиндра в качестве основного тела изделия формообразуют посредством литья с использованием не показанной литейной формы. При этом, как показано на Фиг.3, на внешней поверхности упомянутого основного тела 37 цилиндра, являющейся обрабатываемой поверхностью, при формообразовании возникают литейные раковины D, являющиеся примером типичных дефектов.
(1-2) Этап удаления дефектов
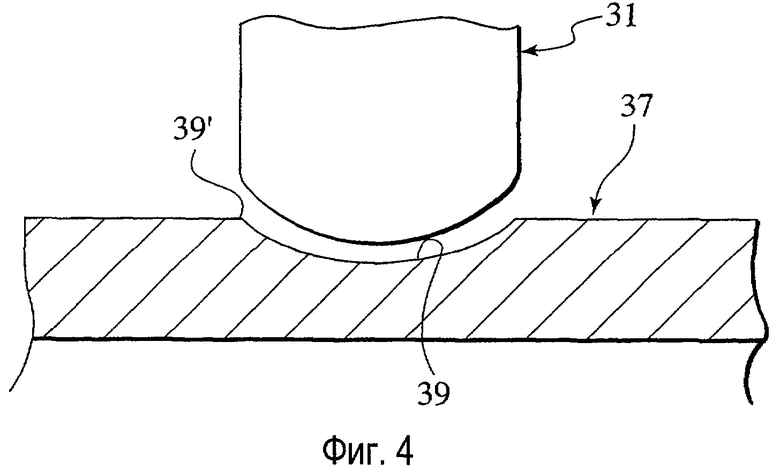
После завершения этапа (1-1) формообразования основное тело 37 цилиндра устанавливают в зажимное приспособление 17. После этого посредством сервопривода 9 по оси Х и сервопривода 11 по оси Y стол 7 перемещают в направлении по оси Х и в направлении по оси Y для позиционирования основного тела 37 цилиндра таким образом, чтобы окружение D' литейных раковин, являющееся примером окружения дефектов, включая сами литейные раковины D, располагалось напротив твердого электрода 31. При этом в отдельном случае может оказаться необходимым перемещать стол 7 только в направлении по оси Х или в направлении по оси Y.
Затем между окружением D' литейных раковин и твердым электродом 31 генерируется импульсный электрический разряд. В результате, как показано на Фиг.4, за счет энергии электрического разряда литейные раковины D удаляются, и на внешней поверхности основного тела 37 цилиндра может быть образована углубленная область 39. В то же время при генерации импульсного разряда электрод, являясь составной частью обрабатывающей головки 21, совершает возвратно-поступательное движение в направлении по оси Z в пределах небольшого интервала подачи посредством сервопривода 23 по оси Z.
(1-3) Этап осаждения
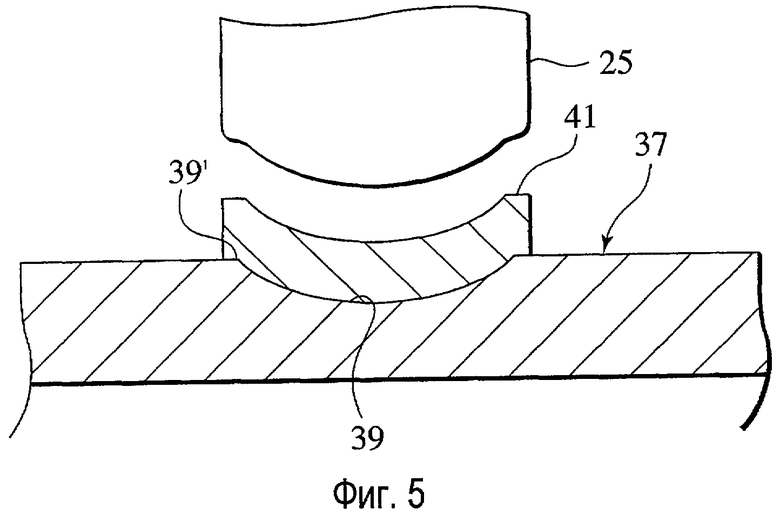
После завершения этапа (1-2) удаления дефектов посредством сервопривода 9 по оси Х и сервопривода 11 по оси Y стол 7 перемещают в направлении по оси Х и в направлении по оси Y для позиционирования основного тела 37 цилиндра таким образом, чтобы периферия 39' углубленной области располагалась напротив формованного электрода 25. При этом в отдельном случае может оказаться необходимым перемещать стол 7 только в направлении по оси X или в направлении по оси Y.
Затем между периферией 39' углубленной области и формованным электродом 25 генерируется импульсный электрический разряд в электроизоляционной жидкости S. В результате, как показано на Фиг.5, за счет энергии электрического разряда происходит осаждение, диффузия и/или наплавка материала формованного электрода 25 или реакционно-способного вещества из этого материала по периферии 39' углубленной области, и тем самым на упомянутой периферии 39' углубленной области может быть постепенно сформировано отложение (осажденный слой) 41. В то же время при генерации импульсного разряда формованный электрод 25, являясь составной частью обрабатывающей головки 21, совершает возвратно-поступательное движение в направлении по оси Z в пределах небольшого интервала подачи посредством сервопривода 23 по оси Z.
При этом под "осаждением, диффузией и/или наплавкой" подразумеваются все значения, включая "осаждение", "диффузию", "наплавку", "смешанные явления осаждения и диффузии", "смешанные явления осаждения и наплавки", "смешанные явления диффузии и наплавки" и "смешанные явления осаждения, диффузии и наплавки".
В данном случае отложение 41 создают таким образом, чтобы его размеры превышали размеры углубленной области 39. А именно, внешняя периферия отложения 41 выходит за пределы внешней периферии углубленной области 39 на 0,5 мм или более, а толщина отложения 41 на 0,3 мм или более превышает толщину, необходимую для заполнения углубленной области 39. При этом внутри отложения 41 между частицами может возникать диффузионное связывание.
В то же время часть отложения 41 становится избыточным отложением 41f, выступающим из углубленной области 39.
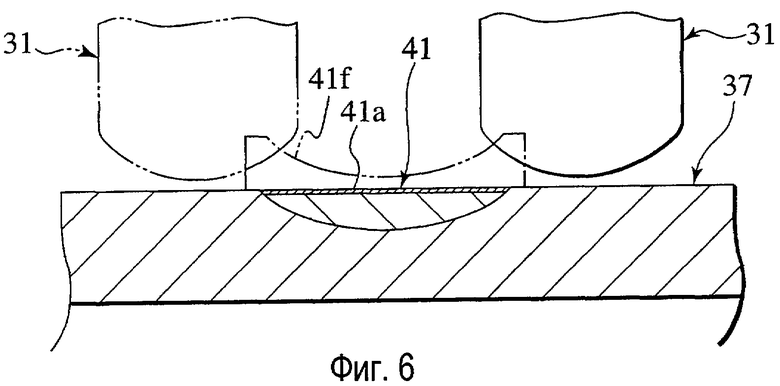
(1-4) Этап удаления избыточного отложения
После завершения этапа (1-3) осаждения посредством сервопривода 9 по оси Х и сервопривода 11 по оси Y стол 7 перемещают в направлении по оси Х и в направлении по оси Y для позиционирования основного тела 37 цилиндра таким образом, чтобы отложение 41 располагалось напротив твердого электрода 31. При этом в отдельном случае может оказаться необходимым перемещать стол 7 только в направлении по оси Х или в направлении по оси Y.
Затем между отложением 41 и твердым электродом 31 генерируется импульсный электрический разряд в электроизоляционной жидкости S. В результате, как показано на Фиг.6, за счет энергии электрического разряда может быть создана тонкая пленка 41а, имеющая структуру высокой плотности, а также может быть удалено избыточное отложение 41f. При генерации импульсного разряда твердый электрод 31 перемещается в направлении по оси Х относительно основного тела 37 цилиндра и, кроме того, этот твердый электрод 31, являясь составной частью обрабатывающей головки 21, совершает возвратно-поступательное движение в направлении по оси Z в пределах небольшого интервала подачи посредством сервопривода 23 по оси Z.
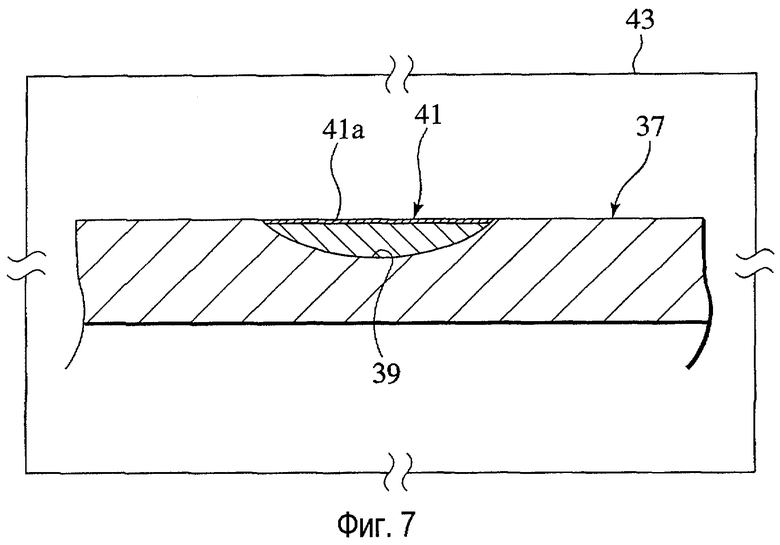
(1-5) Этап термической обработки
После завершения этапа (1-4) удаления избыточного отложения основное тело 37 цилиндра вынимают из зажимного приспособления 17 и устанавливают в заранее определенное положение в печи 43 термообработки. Затем, как показано на Фиг.7, основное тело 37 цилиндра вместе с отложением 41 выдерживают в печи 43 термообработки при высокой температуре в вакууме или на воздухе. В результате может быть проведена термическая обработка отложения 41 с тем, чтобы протекало диффузионное связывание между частицами внутри отложения 41, и на этом изготовление цилиндра 35 в качестве металлического изделия завершается.
В случае, если отложение 41 состоит из никелевого сплава или кобальтового сплава, температура и продолжительность термической обработки являются следующими: 20 минут при температуре в 1050°С, а затем 4 часа при температуре 760°С.
Между тем способ производства металлического изделия в соответствии с описанным выше первым вариантом реализации может быть модифицирован следующим образом.
А именно, этап (1-4) удаления избыточного отложения или этап (1-5) термической обработки могут быть исключены из последовательности технологических этапов в способе производства металлического изделия в соответствии с первым вариантом реализации, либо порядок следования упомянутых этапов (1-4) удаления избыточного отложения и (1-5) термической обработки может быть изменен на обратный.
Далее вместо генерации импульсного разряда в электроизоляционной жидкости S этот импульсный разряд может генерироваться в электроизоляционном газе.
Кроме того, для удаления окружения D' литейных раковин или удаления избыточного отложения 41f вместо электроэрозионного станка 1 может быть использовано шлифование 1а.
Более того, вместо удаления окружения D' литейных раковин может производиться удаление окружения любых дефектов, включая сами эти дефекты, такие как, например, трещины.
Далее будут описаны особенности процессов, происходящих в первом варианте реализации.
Так как энергия электрического разряда локально воздействует на достаточно небольшой участок, а отложение 41 формируется постепенно за счет осуществления осаждения, диффузии и/или наплавки материала формованного электрода 25 или т.п., то это препятствует быстрому росту температуры периферии 39' углубленной области в основном теле 37 цилиндра во время изготовления цилиндра 35.
Кроме того, так как отложение 41 формируется за счет энергии электрического разряда, то граничный участок между отложением 41 и основным материалом основного тела 37 цилиндра имеет структуру, химический состав которой изменяется плавно, что позволяет прочно соединить отложение 41 с основным телом 37 цилиндра.
Более того, так как между частицами внутри отложения 41 возникает диффузионное связывание, то может быть увеличена прочность на растяжение упомянутого отложения 41.
Далее, так как размеры отложения 41, сформированного на этапе (1-3) осаждения, превышают размеры углубленной области 39, то после выполнения этапа (1-4) удаления избыточного отложения на поверхности упомянутого отложения 41 не остается пористой структуры.
В соответствии с описанным выше первым вариантом реализации, так как при изготовлении цилиндра 35 не происходит быстрого роста температуры на периферии 39' углубленной области в основном теле 37 цилиндра, то температурная деформация упомянутой периферии 39' углубленной области в значительной степени предотвращается, и в результате можно снизить почти до нуля вероятность наличия дефектов в готовом цилиндре 35.
Кроме того, так как отложение 41 может быть прочно соединено с основным телом 37 цилиндра, то отложение 41 становится не подверженным отслаиванию от основного материала упомянутого основного тела 37 цилиндра, и в результате качество цилиндра 35 в процессе эксплуатации может оставаться неизменным.
Более того, возможное увеличение прочности на растяжение отложения 41 позволяет повысить механическую прочность периферии 39' углубленной области в основном теле 37 цилиндра.
Далее, так как отложение 41 содержит тонкую пленку 41а, имеющую структуру высокой плотности, то это позволяет предотвратить проникновение текучей среды из внутреннего пространства цилиндра 35.
Второй вариант реализации
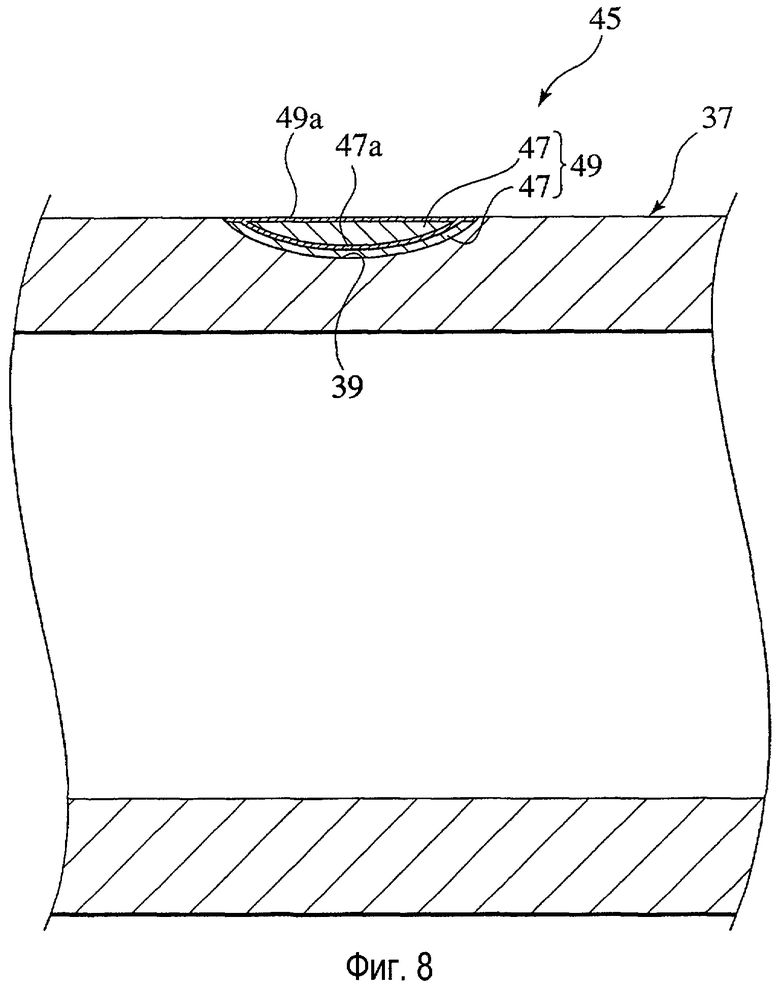
Далее со ссылкой на Фиг.8 будет вкратце описан цилиндр 45 в качестве металлической детали, являющейся объектом осуществления способа производства металлического изделия в соответствии со вторым вариантом реализации.
Цилиндр 45 в качестве металлической детали в соответствии со вторым вариантом реализации имеет, аналогично цилиндру 35 в соответствии с первым вариантом реализации, основное тело 37 в качестве основного тела изделия, причем на внешней поверхности упомянутого основного тела 37 цилиндра за счет энергии электрического разряда выполнена углубленная область 39. Кроме того, по периферии 39' углубленной области, включая саму углубленную область 39, за счет энергии электрического разряда сформирована группа 49 отложений, состоящая из двух слоев отложений 47. Подробно группа 49 отложений будет описана позднее.
Далее со ссылкой на Фиг.1, Фиг.3, Фиг.4 и Фиг.9-13 будет описан способ производства металлического изделия в соответствии со вторым вариантом реализации.
Способ производства металлического изделия в соответствии со вторым вариантом реализации представляет собой способ производства цилиндра 45 в качестве металлической детали и использует описанные выше электроэрозионный станок 1, формованный электрод 25, твердый электрод 31 и печь 43 термообработки.
Кроме того, способ производства металлического изделия в соответствии со вторым вариантом реализации предусматривает этап (2-1) формообразования, этап (2-2) удаления дефектов, этап (2-3) первого осаждения, этап (2-4) создания тонкой пленки, этап (2-5) второго осаждения, этап (2-6) удаления избыточного отложения и этап (2-7) термической обработки.
(2-1) Этап формообразования
Этот этап выполняют аналогично упомянутому выше этапу (1-1) формообразования (см. Фиг.3).
(2-2) Этап удаления дефектов
Этот этап выполняют аналогично упомянутому выше этапу (1-2) удаления дефектов (см. Фиг.4).
(2-3) Этап первого осаждения
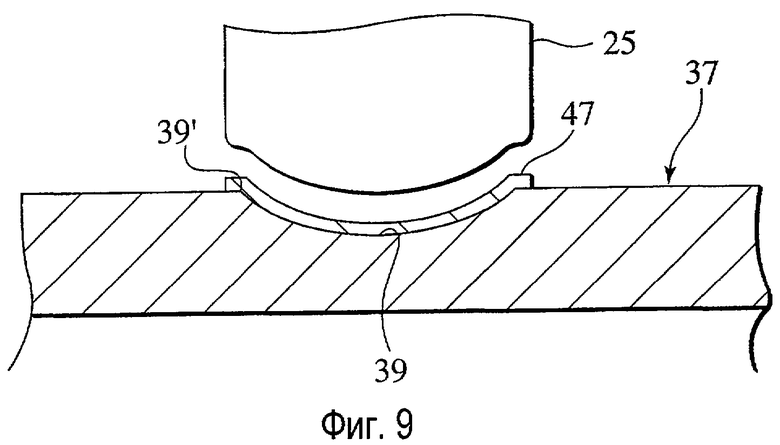
После завершения этапа (2-2) удаления дефектов посредством сервопривода 9 по оси Х и сервопривода 11 по оси Y стол 7 перемещают в направлении по оси Х и в направлении по оси Y для позиционирования основного тела 37 цилиндра таким образом, чтобы периферия 39' углубленной области располагалась напротив формованного электрода 25. При этом в отдельном случае может оказаться необходимым перемещать стол 7 только в направлении по оси Х или в направлении по оси Y.
Затем между периферией 39' углубленной области и формованным электродом 25 генерируют импульсный электрический разряд в электроизоляционной жидкости S. В результате, как показано на Фиг.9, за счет энергии электрического разряда происходит осаждение, диффузия и/или наплавка материала формованного электрода 25 или реакционно-способного вещества из этого материала по периферии 39' углубленной области, и тем самым на упомянутой периферии 39' углубленной области может быть постепенно сформировано отложение 47. В то же время при генерации импульсного разряда формованный электрод 25, являясь составной частью обрабатывающей головки 21, совершает возвратно-поступательное движение в направлении по оси Z в пределах небольшого интервала подачи посредством сервопривода 23 по оси Z.
(2-4) Этап создания тонкой пленки
После завершения этапа (2-3) первого осаждения посредством сервопривода 9 по оси Х и сервопривода 11 по оси Y стол 7 перемещают в направлении по оси Х и в направлении по оси Y для позиционирования основного тела 37 цилиндра таким образом, чтобы отложение 47 располагалось напротив твердого электрода 31. При этом в отдельном случае может оказаться необходимым перемещать стол 7 только в направлении по оси Х или в направлении по оси Y.
Затем между отложением 47 и твердым электродом 31 генерируют импульсный электрический разряд в электроизоляционной жидкости S. В результате, как показано на Фиг.10, за счет энергии электрического разряда поверхность упомянутого отложения расплавляют, и тем самым на поверхности отложения 47 может быть создана тонкая пленка 47а, имеющая структуру высокой плотности. В то же время при генерации импульсного разряда твердый электрод 31, являясь составной частью обрабатывающей головки 21, совершает возвратно-поступательное движение в направлении по оси Z в пределах небольшого интервала подачи посредством сервопривода 23 по оси Z.
(2-5) Этап второго осаждения
После завершения этапа (2-4) создания тонкой пленки посредством сервопривода 9 по оси Х и сервопривода 11 по оси Y стол 7 перемещают в направлении по оси Х и в направлении по оси Y для позиционирования основного тела 37 цилиндра таким образом, чтобы тонкая пленка 47а в отложении 47 располагалась напротив формованного электрода 25. При этом в отдельном случае может оказаться необходимым перемещать стол 7 только в направлении по оси Х или в направлении по оси Y.
Затем между тонкой пленкой 47а в отложении 47 и формованным электродом 25 генерируют импульсный электрический разряд в электроизоляционной жидкости S. В результате, как показано на Фиг.11, за счет энергии электрического разряда происходит осаждение, диффузия и/или наплавка материала формованного электрода 25 или реакционно-способного вещества из этого материала на тонкую пленку 47а в отложении 47, и тем самым в углубленной области 39 может быть постепенно сформирована группа 49 отложений, состоящая из двух слоев отложений 47. В то же время при генерации импульсного разряда формованный электрод 25, являясь составной частью обрабатывающей головки 21, совершает возвратно-поступательное движение в направлении по оси Z в пределах небольшого интервала подачи посредством сервопривода 23 по оси Z.
В данном случае размеры группы 49 отложений, сформированной на этапе (2-5) второго осаждения, превышают размеры углубленной области 39. А именно, внешняя периферия группы 49 отложений выполнена выходящей за пределы внешней периферии углубленной области 39 на 0,5 мм или более, а толщина группы 49 отложений на 0,3 мм или более превышает толщину, необходимую для заполнения углубленной области 39. При этом часть группы 49 отложений становится избыточным отложением 49f, выступающим из углубленной области 39. В то же время внутри группы 49 отложений между частицами может возникать диффузионное связывание.
(2-6) Этап удаления избыточного отложения
После завершения этапа (2-5) второго осаждения посредством сервопривода 9 по оси Х и сервопривода 11 по оси У стол 7 перемещают в направлении по оси Х и в направлении по оси Y для позиционирования основного тела 37 цилиндра таким образом, чтобы группа 49 отложений располагалась напротив твердого электрода 31. При этом в отдельном случае может оказаться необходимым перемещать стол 7 только в направлении по оси Х или в направлении по оси Y.
Затем между группой 49 отложений и твердым электродом 31 генерируют импульсный электрический разряд в электроизоляционной жидкости S. В результате, как показано на Фиг.12, за счет энергии электрического разряда может быть создана тонкая пленка 49а, имеющая структуру высокой плотности, а также может быть удалено избыточное отложение 49f. При генерации импульсного разряда твердый электрод 31 перемещают в направлении по оси Х относительно основного тела 37 цилиндра, и, кроме того, этот твердый электрод 31, являясь составной частью обрабатывающей головки 21, совершает возвратно-поступательное движение в направлении по оси Z в пределах небольшого интервала подачи посредством сервопривода 23 по оси Z.
(2-7) Этап термической обработки
После завершения этапа (2-6) удаления избыточного отложения основное тело 37 цилиндра вынимают из зажимного приспособления 17 и устанавливают в заранее определенное положение в печи 43 термообработки. Затем, как показано на Фиг.13, основное тело 37 цилиндра вместе с группой 49 отложений выдерживают в печи 43 термообработки при высокой температуре в вакууме или на воздухе. В результате может быть проведена термическая обработка группы 49 отложений с тем, чтобы протекало диффузионное связывание между частицами внутри упомянутой группы 49 отложений, и на этом изготовление цилиндра 35 в качестве металлического изделия завершается.
В случае, если группа 49 отложений состоит из никелевого сплава или кобальтового сплава, температура и длительность термической обработки являются следующими: 20 минут при температуре в 1050°С, а затем 4 часа при температуре в 760°С.
Между тем способ производства металлического изделия в соответствии с описанным выше вторым вариантом реализации может быть модифицирован следующим образом.
А именно, этап (2-6) удаления избыточного отложения или этап (2-7) термической обработки могут быть исключены из последовательности технологических этапов в способе производства металлического изделия в соответствии со вторым вариантом реализации, либо порядок следования упомянутых этапов (2-6) удаления избыточного отложения и (2-7) термической обработки может быть изменен на обратный.
Далее вместо генерации импульсного разряда в электроизоляционной жидкости S этот импульсный разряд может генерироваться в электроизоляционном газе.
Кроме того, для удаления окружения D' литейных раковин или удаления избыточного отложения 49f вместо электроэрозионного станка 1 может быть использовано шлифование 1а.
Более того, вместо удаления окружения D' литейных раковин может производиться удаление окружения любых дефектов, включая сами эти дефекты, такие как, например, трещины.
Далее будут описаны особенности процессов, происходящих во втором варианте реализации.
Так как энергия электрического разряда локально воздействует на достаточно небольшой участок, а группа 49 отложений формируется постепенно за счет осуществления осаждения, диффузии и/или наплавки материала формованного электрода 25 или т.п., то это препятствует быстрому росту температуры периферии 39' углубленной области в основном теле 37 цилиндра во время изготовления цилиндра 45.
Кроме того, так как группа 49 отложений формируется за счет энергии электрического разряда, то граничный участок между упомянутой группой 49 отложений и основным материалом основного тела 37 цилиндра имеет структуру, химический состав которой изменяется плавно, что позволяет прочно соединить группу 49 отложений с основным телом 37 цилиндра.
Более того, так как между частицами внутри группы 49 отложений возникает диффузионное связывание, то может быть увеличена прочность на растяжение упомянутой группы 49 отложений.
В соответствии с описанным выше вторым вариантом реализации, так как при изготовлении цилиндра 45 не происходит быстрого роста температуры на периферии 39' углубленной области в основном теле 37 цилиндра, то температурная деформация упомянутой периферии 39' в значительной степени предотвращается, и в результате можно снизить почти до нуля вероятность наличия дефектов в готовом цилиндре 45.
Кроме того, так как группа 49 отложений может быть прочно соединена с основным телом 37 цилиндра, то эта группа 49 становится не подверженной отслаиванию от основного материала упомянутого основного тела 37 цилиндра, и в результате качество цилиндра 45 в процессе эксплуатации может оставаться неизменным.
Более того, возможное увеличение прочности на растяжение группы 49 отложений позволяет повысить механическую прочность периферии 39' углубленной области в основном теле 37 цилиндра.
Далее, так как группа 49 отложений содержит тонкие пленки 47а и 49а, имеющие структуры высокой плотности, то это позволяет предотвратить проникновение текучей среды из внутреннего пространства цилиндра 45.
Третий вариант реализации
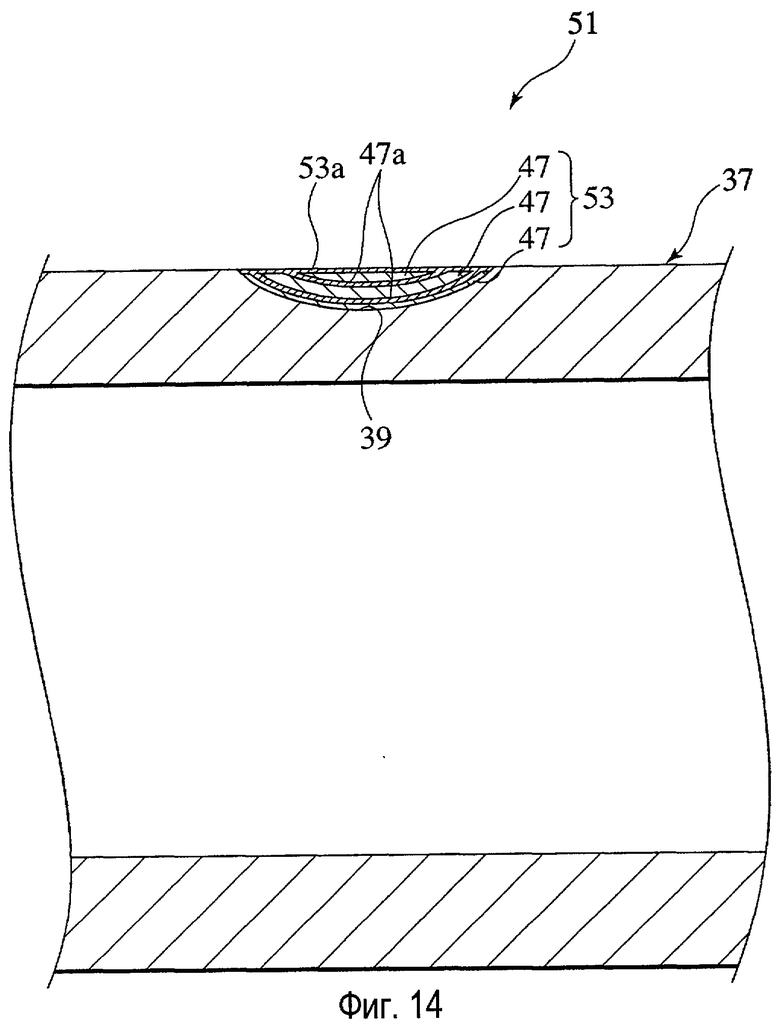
Далее со ссылкой на Фиг.14 будет вкратце описан цилиндр 51 в качестве металлической детали, являющейся объектом осуществления способа производства металлического изделия в соответствии с третьим вариантом реализации.
Цилиндр 51 в качестве металлической детали в соответствии с третьим вариантом реализации имеет, аналогично цилиндру 35 в соответствии с первым вариантом реализации и цилиндру 45 в соответствии со вторым вариантом реализации, основное тело 37 в качестве основного тела изделия, причем на внешней поверхности упомянутого основного тела 37 цилиндра за счет энергии электрического разряда выполнена углубленная область 39. Кроме того, по периферии 39' углубленной области, включая саму углубленную область 39, за счет энергии электрического разряда сформирована группа 53 отложений, состоящая из множества слоев отложений 47. Подробно группа 53 отложений будет описана позднее.
Далее со ссылкой на Фиг.1, Фиг.3, Фиг.4, Фиг.9, Фиг.10 и Фиг.15-17 будет описан способ производства металлического изделия в соответствии с третьим вариантом реализации.
Способ производства металлического изделия в соответствии с третьим вариантом реализации представляет собой способ производства цилиндра 51 в качестве металлической детали и использует описанные выше электроэрозионный станок 1, формованный электрод 25, твердый электрод 31 и печь 43 термообработки.
Способ производства металлического изделия в соответствии с третьим вариантом реализации предусматривает этап (3-1) формообразования, этап (3-2) удаления дефектов, этап (3-3) осаждения, этап (3-4) создания тонкой пленки, этап (3-5) повторения, этап (3-6) удаления избыточного отложения и этап (3-7) термической обработки.
(3-1) Этап формообразования
Этот этап выполняют аналогично упомянутому выше этапу (1-1) формообразования (см. Фиг.3).
(3-2) Этап удаления дефектов
Этот этап выполняют аналогично упомянутому выше этапу (1-2) удаления дефектов (см. Фиг.4).
(3-3) Этап осаждения
Этот этап выполняют аналогично упомянутому выше этапу (2-3) первого осаждения (см. Фиг.9).
(3-4) Этап создания тонкой пленки
Этот этап выполняют аналогично упомянутому выше этапу (2-4) создания тонкой пленки (см. Фиг.10).
(3-5) Этап повторения
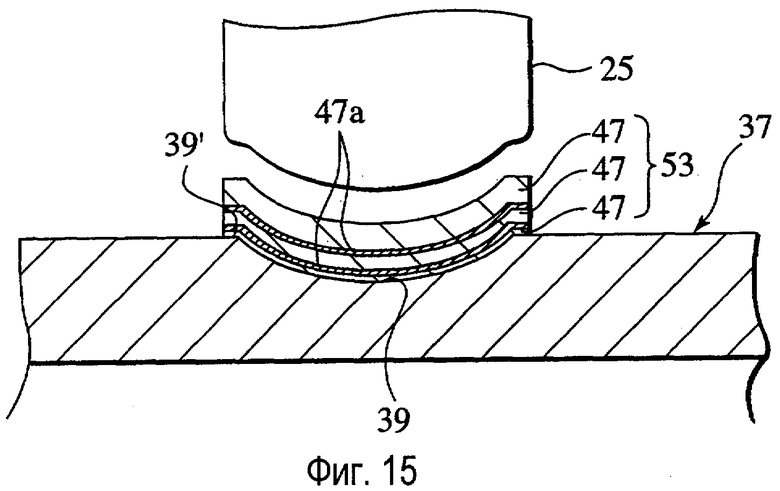
После завершения этапа (3-4) создания тонкой пленки чередующимся образом повторяют этап (3-3) осаждения и этап (3-4). В результате, как показано на Фиг.15, за счет энергии электрического разряда на поверхностях соответствующих слоев отложений 47 создают тонкие пленки 47а, и тем самым в углубленной области 39 может быть сформирована группа 53 отложений, состоящая из множества слоев отложений 47.
В данном случае размеры группы 53 отложений, сформированной на этапе (3-5) повторения, превышают размеры углубленной области 39. А именно, чтобы внешняя периферия группы 53 отложений выполнена выходящей за пределы внешней периферии углубленной области 39 на 0,5 мм или более, а толщина группы 53 отложений на 0,3 мм или более превышает толщину, необходимую для заполнения углубленной области 39. При этом внутри группы 53 между частицами может возникать диффузионное связывание.
В то же время некоторая часть группы 53 отложений становится избыточным отложением 53f, выступающим из углубленной области 39.
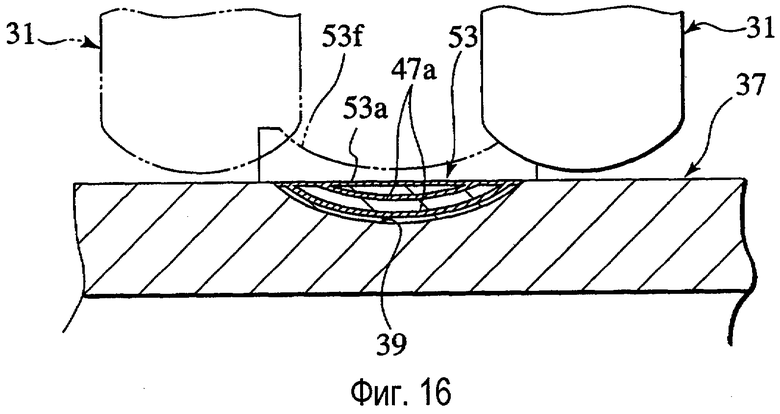
(3-6) Этап удаления избыточного отложения
После завершения этапа (3-5) повторения посредством сервопривода 9 по оси Х и сервопривода 11 по оси Y стол 7 перемещают в направлении по оси Х и в направлении по оси Y для позиционирования основного тела 37 цилиндра таким образом, чтобы группа 53 отложений располагалась напротив твердого электрода 31. При этом в отдельном случае может оказаться необходимым перемещать стол 7 только в направлении по оси Х или в направлении по оси Y.
Затем между группой 53 и твердым электродом 31 генерируют импульсный электрический разряд в электроизоляционной жидкости S. В результате, как показано на Фиг.16, за счет энергии электрического разряда может быть создана тонкая пленка 53а, имеющая структуру высокой плотности, а также может быть удалено избыточное отложение 53f. При генерации импульсного разряда твердый электрод 31 перемещают в направлении по оси Х относительно основного тела 37 цилиндра, и, кроме того, этот твердый электрод 31, являясь составной частью обрабатывающей головки 21, совершает возвратно-поступательное движение в направлении по оси Z в пределах небольшого интервала подачи посредством сервопривода 23 по оси Z.
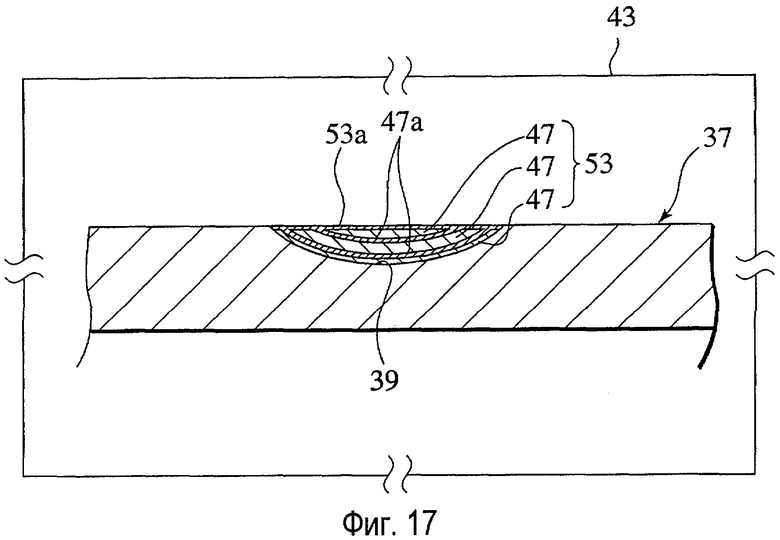
(3-7) Этап термической обработки
После завершения этапа (3-6) удаления избыточного отложения основное тело 37 цилиндра вынимают из зажимного приспособления 17 и устанавливают в заранее определенное положение в печи 43 термообработки. Затем, как показано на Фиг.17, основное тело 37 цилиндра вместе с группой 53 отложений выдерживают в печи 43 термообработки при высокой температуре в вакууме или на воздухе. В результате может быть проведена термическая обработка группы 53 отложений с тем, чтобы протекало диффузионное связывание между частицами внутри упомянутой группы 53 отложений, и на этом изготовление цилиндра 51 в качестве металлического изделия завершается.
В случае, если группа 53 отложений состоит из никелевого сплава или кобальтового сплава, температура и продолжительность термической обработки являются следующими: 20 минут при температуре в 1050°С, а затем 4 часа при температуре в 760°С.
Между тем, способ производства металлического изделия в соответствии с описанным выше третьим вариантом реализации может быть модифицирован следующим образом.
А именно, этап (3-6) удаления избыточного отложения или этап (3-7) термической обработки могут быть исключены из последовательности технологических этапов в способе производства металлического изделия в соответствии с третьим вариантом реализации, либо порядок следования упомянутых этапов (3-6) удаления избыточного отложения и (3-7) термической обработки может быть изменен на обратный.
Далее вместо генерации импульсного разряда в электроизоляционной жидкости S, этот импульсный разряд может генерироваться в электроизоляционном газе.
Кроме того, для удаления окружения D' литейных раковин или удаления избыточного отложения 53f вместо электроэрозионного станка 1 может быть использовано шлифование 1а.
Более того, вместо удаления окружения D' литейных раковин может производиться удаление окружения любых дефектов, включая сами эти дефекты, такие как, например, трещины.
Далее будут описаны особенности процессов, происходящих в третьем варианте реализации.
Так как энергия электрического разряда локально воздействует на достаточно небольшой участок, а группа 53 отложений формируется постепенно за счет осуществления осаждения, диффузии и/или наплавки материала формованного электрода 25 или т.п., то это препятствует быстрому росту температуры периферии 39' углубленной области в основном теле 37 цилиндра во время изготовления цилиндра 51.
Кроме того, так как группа 53 отложений формируется за счет энергии электрического разряда, то граничный участок между упомянутой группой 53 отложений и основным материалом основного тела 37 цилиндра имеет структуру, химический состав которой изменяется плавно, что позволяет прочно соединить группу 53 отложений с основным телом 37 цилиндра.
Более того, так как между частицами внутри группы 53 отложений возникает диффузионное связывание, то может быть увеличена прочность на растяжение упомянутой группы 53 отложений.
В соответствии с описанным выше третьим вариантом реализации, так как при изготовлении цилиндра 51 не происходит быстрого роста температуры на периферии 39' углубленной области в основном теле 37 цилиндра, то температурная деформация упомянутой периферии 39' углубленной области в значительной степени предотвращается, и в результате можно снизить почти до нуля вероятность наличия дефектов в готовом цилиндре 51.
Кроме того, так как группа 53 отложений может быть прочно соединена с основным телом 37 цилиндра, то эта группа 53 становится не подверженной отслаиванию от основного материала упомянутого основного тела 37 цилиндра, и в результате качество цилиндра 51 в процессе эксплуатации может оставаться неизменным.
Более того, возможное увеличение прочности на растяжение группы 53 отложений позволяет повысить механическую прочность периферии 39' углубленной области в основном теле 37 цилиндра.
Далее, так как группа 53 отложений содержит тонкие пленки 47а и 53а, имеющие структуру высокой плотности, то это позволяет предотвратить проникновение текучей среды из внутреннего пространства цилиндра 51.
Четвертый вариант реализации
Далее со ссылкой на Фиг.18 будет описана конструкция 55 с соединительным швом в соответствии с четвертым вариантом реализации.
Конструкция 55 с соединительным швом образована парой металлических деталей 57 и 59, которые установлены встык друг с другом и в этом состоянии соединены друг с другом, и при этом пара металлических деталей 57 и 59 снабжена соответствующими скошенными областями 57а и 59а. Кроме того, скошенной областью 57а металлической детали 57 и 59а скошенной областью другой металлической детали 59 образована углубленная область 61, и по периферии 61' углубленной области, включая саму углубленную область 61, за счет энергии электрического разряда сформировано отложение 63. При этом отложение 63 сформировано постепенно путем использования формованного электрода 27, показанного на Фиг.1, и генерации импульсного электрического разряда между упомянутой периферией 61' углубленной области, включая саму углубленную область 61, и формованным электродом 27 в электроизоляционных жидкости или газе таким образом, что происходит осаждение, диффузия и/или наплавка материала формованного электрода или реакционно-способного вещества из этого материала по периферии 61' углубленной области за счет энергии упомянутого электрического разряда.
В данном случае формованный электрод 27 представляет собой формованное тело, изготовленное из порошкового материала, имеющего тот же состав, что и металлические детали 57 и 59, порошкового материала, имеющего похожий химический состав с металлическими деталями 57 и 59, или порошкового материала, имеющего коэффициент теплового расширения, близкий к коэффициенту теплового расширения основного материала металлических деталей 57 и 59, посредством сжатия при прессовании; либо упомянутое формованное тело, подвергнутое термической обработке в вакуумной печи или аналогичном устройстве.
При этом, если основным материалом металлических деталей 57 и 59 является нержавеющий сплав железа (нержавеющая сталь) с содержанием 18% хрома и 8% никеля, то упомянутым материалом, имеющим похожий химический состав, могут стать другие марки нержавеющей стали, имеющие отличающиеся составы, а упомянутым материалом, имеющим близкий коэффициент теплового расширения, может стать кобальт или кобальтовые сплавы. В то же время вместо формования под давлением при прессовании формованный электрод 27 может быть изготовлен посредством литья из суспензии, литья под давлением порошковых металлов и сплавов (MIM), распылительного формования и т.п.
Далее со ссылкой на Фиг.1 и Фиг.19-21 будет описан способ соединения металлических деталей в соответствии с четвертым вариантом реализации.
Способ соединения металлических деталей в соответствии с четвертым вариантом реализации представляет собой способ соединения пары металлических деталей 57 и 59 и использует описанные выше электроэрозионный станок 1, формованный электрод 27 и печь 43 термообработки.
Способ соединения металлических деталей в соответствии с четвертым вариантом реализации предусматривает этап (4-1) установки встык, этап (4-2) осаждения и этап (4-3) термической обработки, которые описаны ниже.
(4-1) Этап установки встык
Пару металлических деталей 57 и 59 устанавливают в зажимное приспособление 17 таким образом, чтобы они соединялись друг с другом встык. В результате скошенная область 57а металлической детали 57 и скошенная область 59а другой металлической детали 59 образуют углубленную область 61, как показано на Фиг.19.
(4-2) Этап осаждения
После завершения этапа (4-1) установки встык посредством сервопривода 9 по оси Х и сервопривода 11 по оси Y стол 7 перемещают в направлении по оси Х и в направлении по оси Y для позиционирования пары металлических деталей 57 и 59 таким образом, чтобы периферия 61' углубленной области располагалась напротив формованного электрода 27. При этом в отдельном случае может оказаться необходимым перемещать стол 7 только в направлении по оси Х или в направлении по оси Y.
Затем между периферией 61' углубленной области и формованным электродом 27 генерируют импульсный электрический разряд в электроизоляционной жидкости S. В результате, как показано на Фиг.20, за счет энергии электрического разряда происходит осаждение, диффузия и/или наплавка материала формованного электрода 27 или реакционно-способного вещества из этого материала по периферии 61' углубленной области, и тем самым на упомянутой периферии 61' углубленной области может быть постепенно сформировано отложение 63. В то же время при генерации импульсного разряда формованный электрод 27, являясь составной частью обрабатывающей головки 21, совершает возвратно-поступательное движение в направлении по оси Z в пределах небольшого интервала подачи посредством сервопривода 23 по оси Z.
В данном случае отложение 63 создают таким образом, чтобы его размеры превышали размеры углубленной области 61. А именно, внешняя периферия отложения 63 выходит за пределы внешней периферии углубленной области 61 на 0,5 мм или более, а толщина отложения 63 на 0,3 мм или более превышает толщину, необходимую для заполнения углубленной области 61. При этом внутри отложения 63 между частицами может возникать диффузионное связывание.
(4-3) Этап термической обработки
После завершения этапа (4-2) осаждения пару металлических деталей 57 и 59 вынимают из зажимного приспособления 17 и устанавливают в заранее определенное положение в печи 43 термообработки. Затем упомянутую пару металлических деталей 57 и 59 вместе с отложением 63 выдерживают в печи 43 термообработки при высокой температуре в вакууме или на воздухе. В результате может быть проведена термическая обработка отложения 63 с тем, чтобы протекало диффузионное связывание между частицами внутри отложения 63, и на этом соединение металлических деталей 57 и 59 завершается.
В случае, если отложение 63 состоит из никелевого сплава или кобальтового сплава, температура и продолжительность термической обработки являются следующими: 20 минут при температуре в 1050°С, а затем 4 часа при температуре в 760°С.
Между тем способ соединения металлических деталей в соответствии с описанным выше четвертым вариантом реализации может быть модифицирован следующим образом.
А именно, этап (4-3) термической обработки может быть исключен из последовательности технологических этапов в способе соединения металлических деталей в соответствии с четвертым вариантом реализации.
Кроме того, между этапом (4-2) осаждения и этапом (4-3) термической обработки может быть удалено избыточное отложение.
Наконец, вместо генерации импульсного разряда в электроизоляционной жидкости S, этот импульсный разряд может генерироваться в электроизоляционном газе.
Далее будут описаны особенности процессов, происходящих в четвертом варианте реализации.
Так как энергия электрического разряда локально воздействует на достаточно небольшой участок, а отложение 63 формируется постепенно за счет осуществления осаждения, диффузии и/или наплавки материала формованного электрода 27 или т.п., то это препятствует быстрому росту температуры периферии 61' углубленной области, образованной парой металлических деталей 57 и 59, во время создания соединительного шва между упомянутой парой металлических деталей 57 и 59.
Кроме того, так как отложение 63 формируется за счет энергии электрического разряда, то граничный участок между отложением 63 и основным материалом металлических деталей 57 и 59 имеет структуру, химический состав которой изменяется плавно, что позволяет прочно соединить отложение 63 с металлическими деталями 57 и 59.
Более того, так как между частицами внутри отложения 63 возникает диффузионное связывание, то может быть увеличена прочность на растяжение упомянутого отложения 63.
В соответствии с описанным выше четвертым вариантом реализации, так как во время соединения пары металлических деталей 57 и 59 не происходит быстрого роста температуры на периферии 61' углубленной области в металлических деталях 57 и 59, то температурная деформация упомянутой периферии 61' углубленной области в значительной степени предотвращается, и в результате можно снизить почти до нуля вероятность наличия дефектов в готовом соединении пары металлических деталей.
Кроме того, так как отложение 63 может быть прочно соединено с металлическими деталями 57 и 59, а прочность на растяжение этого отложения может быть увеличена, то соединительный шов между парой металлических деталей 57 и 59 приходит в прочное состояние, иначе говоря, механическая прочность конструкции 55 с соединительным швом может быть повышена.
Настоящее изобретение было описано выше со ссылкой на несколько предпочтительных вариантов его реализации, однако объем прав, обеспечиваемых нижеследующей формулой изобретения, не ограничивается этими вариантами реализации.
Изобретение относится к способу производства металлического изделия, металлическому изделию, способу соединения металлических деталей и конструкции с соединением и может найти использование в различных отраслях машиностроения. Формуют тело изделия. Удаляют окружающую дефект область, включая сам дефект, возникший на обрабатываемой поверхности тела изделия при формовании, с образованием углубления в обработанной поверхности. Осаждают отложения из электрода-инструмента осаждения, сформированного прессованием порошка, состоящего по существу из металла тела изделия, с заполнением этой углубленной области. Обработку выполняют в электроискровом станке. В результате такой обработки исключается температурная деформация на периферии углубленной области и повышается качество изготовления металлического изделия. 5 н. и 12 з.п. ф-лы, 21 ил.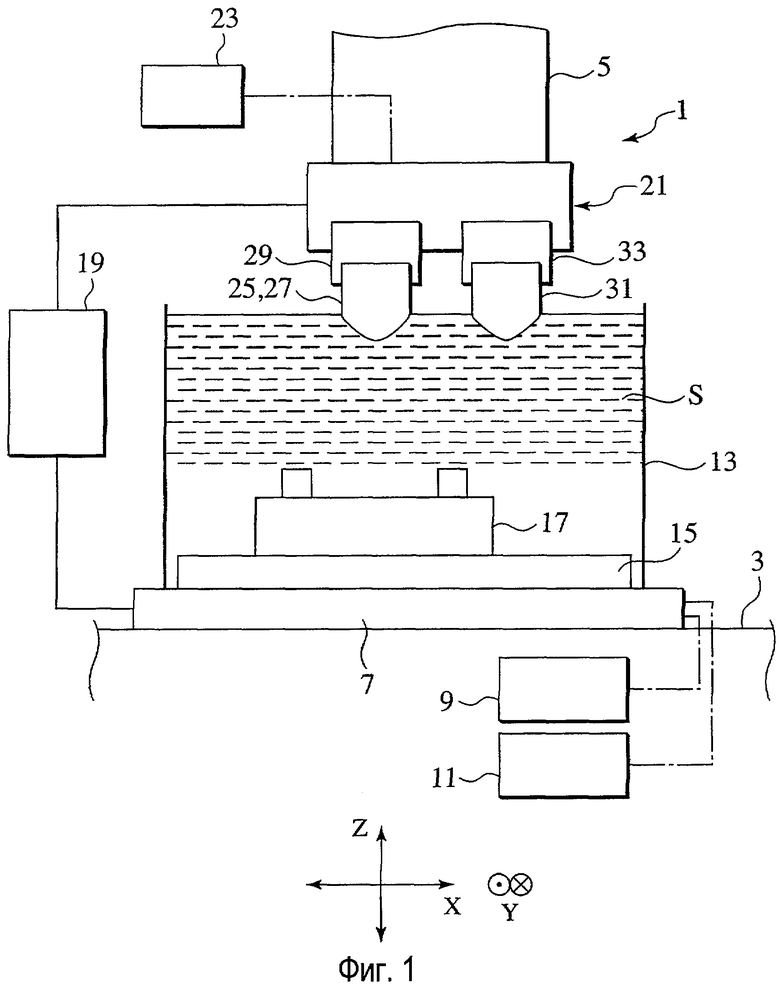
| JP 4309452 A, 02.11.1992 | |||
| JP 9192937 A, 29.07.1997 | |||
| Способ соединения материалов | 1977 |
|
SU707731A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ | 0 |
|
SU259298A1 |
| JP 62161493 A, 17.07.1987 | |||
| Способ восстановления разъемных корпусов подшипников | 1991 |
|
SU1821324A1 |

