Изобретение относится к горному оборудованию, а именно к оборудованию для добычи нефти из буровых скважин, и может быть использовано при изготовлении и ремонте насосно-компрессорных труб.
Особенности конструкции насосно-компрессорных труб регламентированы Техническими условиями "Трубы насосно-компрессорные и устройства к ним", М. Госстандарт России, 01.09.2001 г. [1]. Согласно Техническим условиям [1] (см. стр.4 рис.1) на концевых участках насосно-компрессорных труб может быть выполнена соединительная резьба. Эксплуатация таких труб в условиях нефтяных скважин связана с многократными операциями их соединения и разъединения. При этом создание крутящего момента, необходимого для осуществления указанных операций, обеспечивается использованием специальных ключей с сухарями. После операций соединения и разъединения имеет место большая отбраковка труб вследствие образования вмятин на поверхности их контакта с сухарями ключа, что существенно снижает срок службы труб.
Известно техническое решение, направленное на повышение долговечности насосно-компрессорных труб, защищенное патентом RU 2240464 С1, кл. F16L 15/08, Е21В 17/00, опубл. 20.11.2004 г. [2]. Согласно описанию к патенту [2] насосно-компрессорная труба содержит концевые участки, на которых имеется соединительная резьба, и расположенные рядом с этими участками зоны, предназначенные для захвата ключом при монтажных работах (зоны захвата). На поверхности упомянутых зон путем накатки выполнены полосы, образованные чередующимися выступами и впадинами. В описании изобретения [2] рекомендуется после нанесения таких полос с волнистым рельефом упрочнять зоны захвата цементацией, азотированием или поверхностной закалкой на глубину не менее 0,1 мм.
Реализация изобретения [2] требует наличия специального оборудования для накатки полос с волнистой поверхностью (т.е. для холодной пластической обработки поверхностного слоя зоны захвата) и оборудования для последующего дополнительного упрочнения всей поверхности зоны захвата методами цементации, азотирования или закалки. Недостатком технического решения [2] является сложность изготовления и ремонта насосно-компрессорных труб.
Из описания к авторскому свидетельству СССР №783351, кл. С21D 1/10, 9/08, опубл. 30.11.80 г. [3] известен способ упрочнения концов труб, включающий нагрев концов труб до закалочных температур и последующие операции ускоренного охлаждения и отпуска.
Недостатком способа [3] является то, что упрочнению подвергается только резьбовая часть трубы, а часть, предназначенная для воздействия захватов ключа при монтажных и демонтажных работах, остается неупрочненной и, следовательно, не исключено возникновение на трубе упомянутых выше поверхностных дефектов в виде вмятин, снижающих ее эксплуатационную надежность. Кроме того, закалка с высоким отпуском концов труб, осуществляемая с помощью индукционного нагрева, требует повышенного расхода электроэнергии.
Из описания к авторскому свидетельству СССР №850688, кл. С21D 1/42, 9/08, опубл. 30.07.81 г. [4] известен способ упрочнения концов труб, включающий объемную закалку, осуществляемую при непрерывном вращении труб. Операция объемной закалки сопровождается операцией высокого отпуска.
Недостатком способа [4] является то, что в результате высокого отпуска наступает разупрочнение металла в зоне захвата и, следовательно, возникает вероятность повреждения ключом поверхности трубы в упомянутой зоне при монтажных и демонтажных работах. Кроме того, способ [4], как и способ [3] сопряжен с большими затратами электроэнергии, необходимой для нагрева труб при их термообработке.
В описании к авторскому свидетельству СССР №1025987, кл. F27D 3/00, С21D 9/08, опубл. 30.06.83 г. [5] раскрыто устройство для упрочнения труб, содержащее основание и закрепленные на нем токоподводящие приспособления, снабженные средствами прижима их к обрабатываемой трубе.
Недостатком устройства [5] является большой расход электроэнергии, необходимой для нагрева трубы на всю ее длину. Кроме того, с помощью этого устройства невозможно осуществить локальную обработку концов труб.
В описании к патенту России №1770401, кл. С21D 9/08, 1/10, опубл. 23.10.92 г. [6] раскрыто устройство для упрочнения труб, содержащее средства осевой подачи и вращения трубы и средства ее поверхностной закалки.
К недостаткам устройства, раскрытого в описании к патенту [6], относятся сложность регулирования глубины поверхностной закалки и повышенный расход электроэнергии вследствие использования индукционного нагрева.
Техническим результатом предлагаемого изобретения является повышение надежности труб, снижение процента их отбраковки по наружным дефектам, возникающим от воздействия ключа на поверхность зоны захвата, и упрощение технологии изготовления и ремонта труб.
Указанный технический результат достигается в конструкции насосно-компрессорной трубы, содержащей концевые участки, на которых имеется соединительная резьба, и расположенные рядом с ними зоны, предназначенные для захвата трубы ключом при монтажных работах, на поверхностях упомянутых зон выполнены прерывистые спиральные полосы поверхностной закалки, при этом максимальная глубина hmax закаленного слоя прерывистых спиральных полос поверхностной закалки составляет до 15% толщины S стенки трубы.
В частном случае выполнения изобретения расстояния t по длине полос между местами, имеющими максимальную глубину hmax закаленного слоя, равны между собой и находятся в интервале от 3hmax до 6hmax.
В частном случае угол α наклона прерывистых спиральных полос поверхностной закалки может составлять от 0,5 до 5,0 градусов.
Указанный технический результат достигается в способе упрочнения концевых участков насосно-компрессорных труб, включающем равномерное вращение трубы вокруг оси, одновременное воздействие на поверхность зоны, предназначенной для захвата ключом, усилиями перемещающихся вдоль трубы и вращающихся роликов, подачу электрического тока посредством упомянутых роликов на поверхность трубы, находящуюся в контакте с роликами, и электрический нагрев до закалочных температур мест контакта трубы с роликами с последующим охлаждением этих мест со скоростью, обеспечивающей их закалку, при этом электрический ток подают на поверхность трубы с перерывами, формируя на ней полосы поверхностной закалки с чередующимися закаленными и незакаленными участками металла, а нагрев до закалочных температур мест контакта трубы с роликами осуществляют на максимальную глубину hmax до 15% толщины S стенки трубы.
В частном случае выполнения изобретения расстояния t по длине каждой полосы между местами, имеющими максимальную глубину hmax нагрева до закалочных температур, выбирают из интервала от 3hmax до 6hmax. При этом в процессе упрочнения концевого участка трубы ось каждого из роликов располагают в плоскости, параллельной оси трубы, и наклоняют относительно проекции оси трубы на упомянутую плоскость под углом 0,5-5,0 градусов.
Указанный технический результат достигается в устройстве для упрочнения концевых участков насосно-компрессорных труб, содержащем корпус, закрепленное на корпусе средство вращения трубы, установленное на корпусе средство продольного передвижения, на котором закреплены с возможностью вращения, по крайней мере, два ролика, выполненные из электропроводного материала, и снабженные средствами регулирования их положения в пространстве, средствами прижима роликов к обрабатываемой трубе и средствами подачи на ролики электрического тока, выполненными с возможностью осуществления перерывов в подаче электрического тока и с возможностью управления продолжительностью времени подачи тока и продолжительностью времени перерывов в его подаче, при этом на средстве продольного передвижения установлены средства ускоренного охлаждения наружной поверхности трубы и вращающийся упор-центратор для концов труб.
Предусмотрены следующие частные случаи выполнения устройства.
Средство продольного передвижения может быть выполнено в виде приводной каретки, установленной на направляющих, закрепленных на корпусе.
Каждое из средств регулирования положения ролика может включать шарнирно закрепленный на средстве продольного передвижения рычаг, к свободному концу которого с помощью поворотной клеммы прикреплена ось ролика, при этом ролик опирается на ось посредством прикрепленной к нему втулки из электропроводного материала.
Ролики могут быть снабжены общим приводом вращения.
По крайней мере, один из роликов может быть снабжен индивидуальным приводом вращения.
Ролики могут быть выполнены из медного сплава.
Изобретение поясняется следующими графическими материалами.
Фиг.1 - насосно-компрессорная труба, общий вид,
Фиг.2 - то же, продольный разрез трубы, фрагмент (узел А на фиг.1), масштаб увеличен,
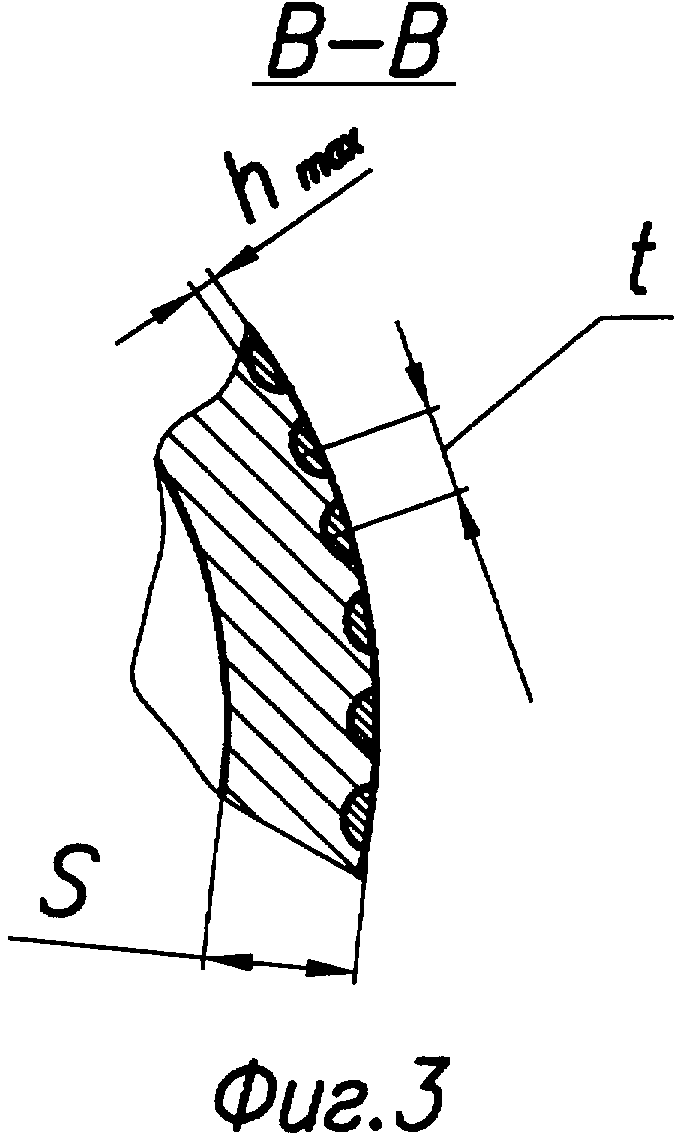
Фиг.3 - то же, поперечный разрез трубы, фрагмент (сечение В-В на фиг.2),
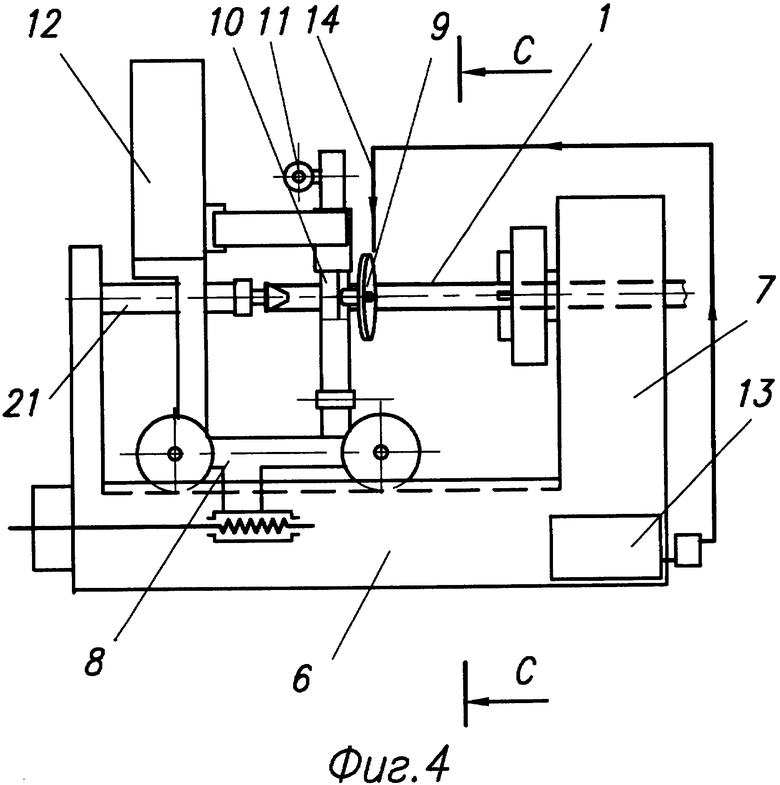
Фиг.4 - устройство для упрочнения концевых участков насосно-компрессорных труб, общий вид,
Фиг.5 - то же, вид сбоку,
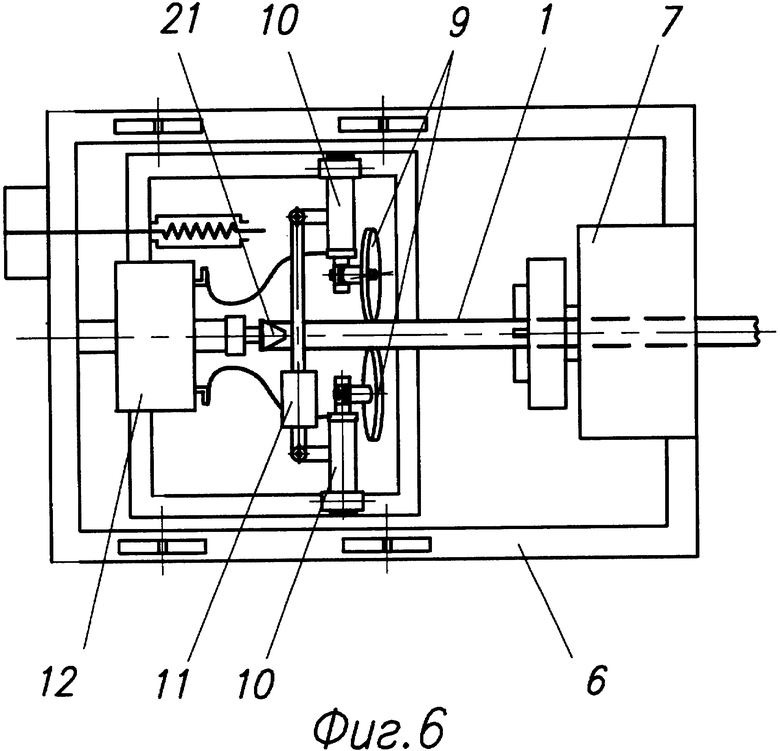
Фиг.6 - то же, вид сверху.
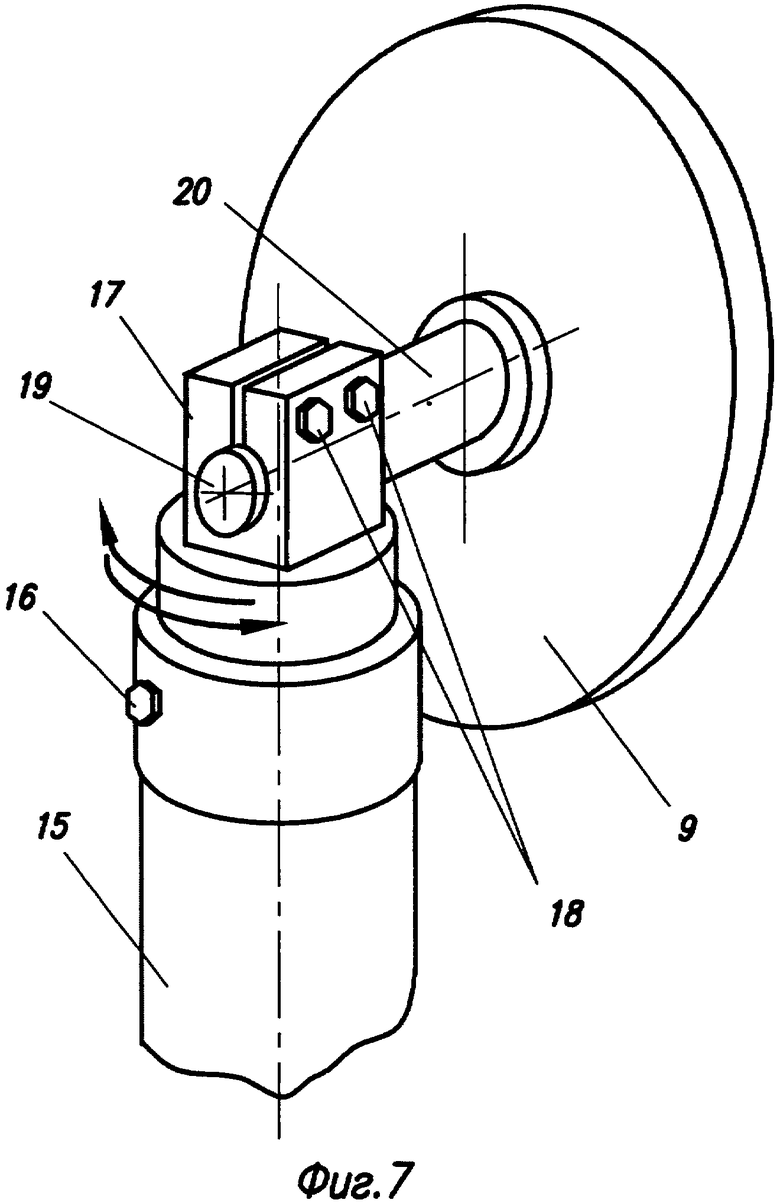
Фиг.7 - вариант выполнения средства регулирования положения ролика,
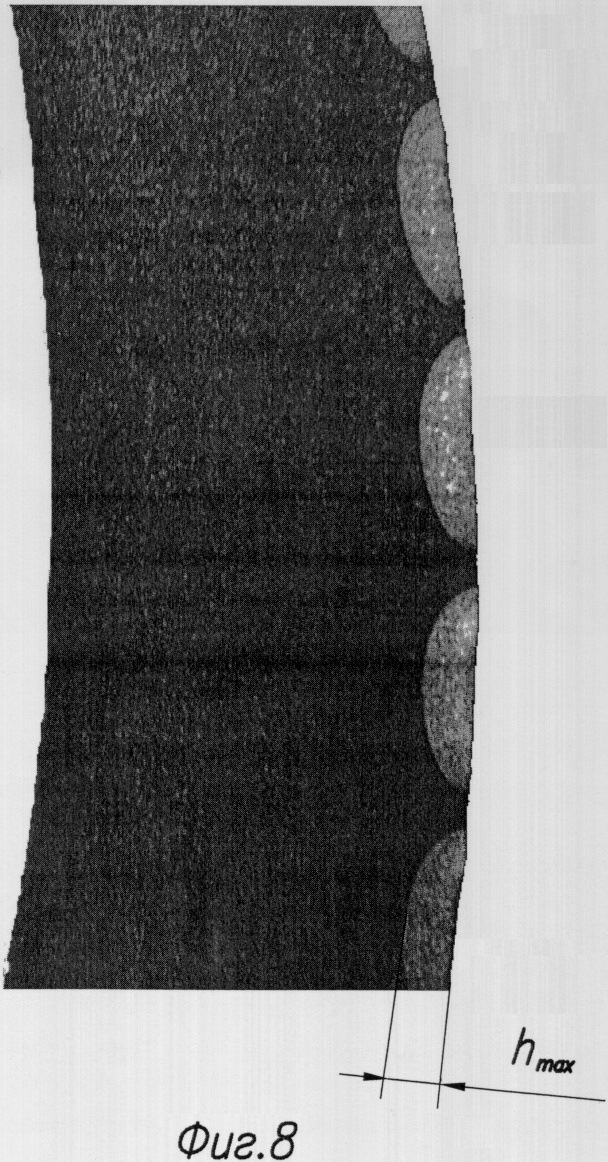
Фиг.8 - макроструктура поперечного сечения трубы, фрагмент,
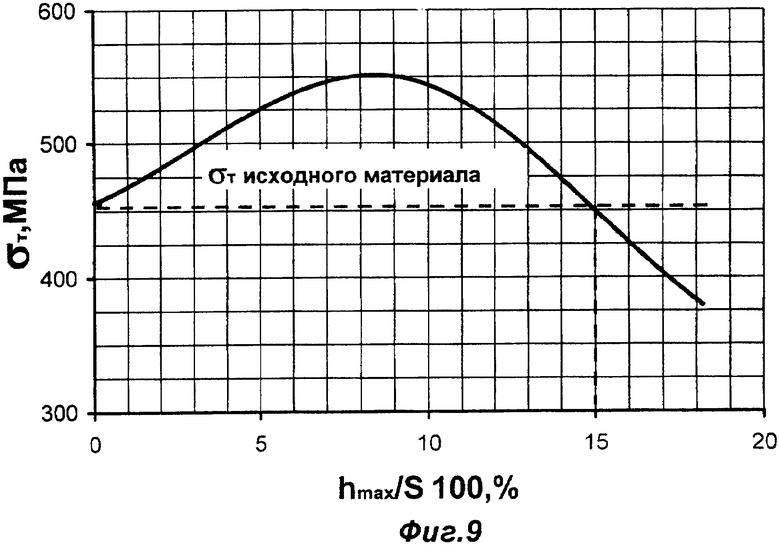
Фиг.9 - график зависимости предела текучести материала трубы от глубины hmax закаленного слоя полос поверхностной закалки.
Как показано на фиг.1-3, насосно-компрессорная труба 1 имеет на концевых участках соединительную резьбу 2. Рядом с соединительной резьбой 2 на концевом участке расположена зона 3, предназначенная для захвата трубы 1 ключом 4 (зона захвата). На поверхности зоны 3 выполнены прерывистые полосы 5 поверхностной закалки. Глубина закаленного слоя по длине каждой полосы 5 периодически изменяется. Максимальная глубина hmax закаленного слоя полос 5 может составлять до 15% толщины S стенки трубы 1(см. фиг.2). Расстояния t по длине каждой из полос 5 между местами, имеющими максимальную глубину hmax закаленного слоя, равны между собой и могут быть выбраны из интервала от 3hmax до 6hmax. Угол α наклона упомянутых спиральных полос 5 (т.е. угол наклона любой их касательной к плоскости, перпендикулярной к оси трубы) может составлять от 0,5 до 5,0 градусов.
Как показано на фиг.4-6, основой устройства для упрочнения концов труб является корпус 6. На корпусе 6 закреплено средство 7 вращения трубы и установлено средство продольного передвижения, которое может быть выполнено в виде приводной каретки 8, стоящей на продольных направляющих. Средство 7 вращения трубы снабжено зажимным приспособлением типа патрона токарного станка. На каретке 8 закреплены с возможностью вращения два ролика 9, выполненные из электропроводного материала, например из медного сплава. Ролики 9 снабжены средствами 10 для регулирования их положения в пространстве. В качестве средства для прижима роликов 9 к обрабатываемой трубе 1 может быть использован, например, пневматический цилиндр 11. Средства подачи на ролики 9 электрического тока выполнены с возможностью осуществления перерывов в подаче электрического тока и с возможностью управления продолжительностью времени подачи электрического тока на ролики 9, а также продолжительностью времени перерывов в его подаче. Они состоят из трансформатора 12, проводов, соединяющих трансформатор 12 с роликами 9, контрольно-измерительной аппаратуры и блока управления с регулятором импульсов. На приводной каретке 8 установлены средства ускоренного охлаждения поверхности трубы, выполненные, например, в виде бака 13 с водой и сообщающихся баком 13 водяных спрейеров 14.
На фиг.7 изображен вариант выполнения средства 10 регулирования положения ролика 9, которое содержит закрепленный на приводной каретке 8 рычаг 15, на свободном конце которого с помощью винта 16 зафиксирована поворотная клемма 17. В зажимных губках поворотной клеммы 17 с помощью винтов 18 закреплена ось 19 ролика 9. К ролику 9 прикреплена втулка 20 из электропроводного материала, посредством которой он опирается на ось 19. Для подачи тока к поворотной клемме 17 служит гибкая медная шина, а для предотвращения утечки тока предусмотрен слой электроизоляции между поворотной клеммой 17 и рычагом 15. На каретке 18 закреплен вращающийся упор-центратор 21, служащий для упора в него конца обрабатываемой трубы.
В частных случаях выполнения изобретения ролики 9 могут иметь общий или индивидуальный привод вращения.
Устройство для упрочнения концевых участков насосно-компрессорных труб работает следующим образом.
С помощью подающих приспособлений (не показаны) трубу 1 подают в зажимное приспособление средства 7 вращения трубы до контакта с вращающимся упором 21. Зажимают и вращают трубу 1 с постоянной скоростью. Подают электрическое напряжение на ролики 9. Используя пневмоцилиндр 11, прижимают ролики 9 к поверхности трубы 1. С помощью средства подачи на ролики электрического тока осуществляют локальный нагрев материала трубы под поверхностную закалку, одновременно равномерно перемещая приводную каретку 8 вдоль трубы 1. При этом электрический ток подают на ролики 9 с перерывами для обеспечения прерывистой закалки в заданном режиме. Непосредственно после контакта с роликами 9 нагретые участки поверхности трубы 1 охлаждают водой из спрейеров 14. Таким образом, обрабатывают зону 3, предназначенную для захвата трубы ключом при соединении или разъединении труб.
Оси роликов 9 во время операции закалки могут быть расположены в плоскости, параллельной оси трубы, и могут быть либо параллельны оси трубы, либо наклонены относительно проекции оси трубы на упомянутую плоскость под углом 0,5-5,0 градусов.
Пробная эксплуатация опытного экземпляра устройства для упрочнения концевых участков насосно-компрессорных труб показала возможность осуществления предлагаемого способа при различных значениях технологических параметров.
Наружная поверхность зоны труб после упрочнения имела следы поверхностной термообработки в виде расположенных по спиралям цепочек (полос) из округлых пятен (закаленных участков). На фиг.8 представлена макроструктура металла в поперечном сечении трубы. Плоскость шлифа направлена вдоль прерывистой спиральной полосы поверхностной закалки и проходит по ее середине. На увеличенном изображении шлифа видны периодически повторяющиеся закаленные светлые участки (троостомартенсит), выделяющиеся на сером фоне основного металла трубы (сорбит).
На опытном экземпляре описанного устройства были проведены эксперименты по упрочнению концевых участков труб с закалкой на различные величины максимальной глубины hmax закаленного слоя прерывистых спиральных полос 5. Из упрочненных участков труб были вырезаны в продольном направлении пробы для испытаний на растяжение. Результаты этих испытаний приведены на графике фиг.9. Кривая изменения предела текучести в зависимости от отношения величины hmax к толщине S стенки трубы показывает, что при значениях упомянутого отношения, превышающих 15%, предел текучести материала трубы в зоне захвата снижается до значений менее предела текучести, характеризующих основной материал трубы. Следовательно, при значениях hmax/S более 15% желаемый технический результат не достигается.
Была проведена также серия экспериментов с изменением величины расстояния t по длине полос закалки между местами, имеющими максимальную глубину hmax закаленного слоя. Последующие испытания обработанных труб на специальном стенде, имитирующем операцию свинчивания труб в производственных условиях, показали (см. прилагаемую таблицу), что выход величины t за пределы интервала 3h-6h сопровождается возникновением вмятин от ключа на поверхности зоны захвата, глубина которых превышает допустимый по инструкции предел глубины вмятин (0,66 мм), что может послужить причиной разрыва труб в процессе эксплуатации. Иными словами, технический результат может быть достигнут лишь при значениях величины t, не выходящих за пределы интервала от 3h до 6h.
С учетом результатов описанных выше экспериментов была изготовлена опытная партия насосно-компрессорных труб из стали марки 30ГСА, обработанных в предлагаемом устройстве по предлагаемому в данном изобретении способу. Эксплуатация этой партии в производственных условиях показала возможность снижения на 50%, по сравнению с обычным, количества отбракованных труб по наружным дефектам, возникающим от воздействия ключа на поверхность зоны захвата.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОВЕДЕНИЯ СПУСКОПОДЪЕМНЫХ ОПЕРАЦИЙ НКТ | 2008 |
|
RU2387789C2 |
| НАСОСНО-КОМПРЕССОРНАЯ ТРУБА | 2003 |
|
RU2240464C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 1999 |
|
RU2153007C1 |
| Соединение резьбовых концов бурильных труб | 2021 |
|
RU2784259C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2153008C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 1990 |
|
RU2024630C1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2009 |
|
RU2398892C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ЭЛЕКТРОКОНТАКТНОЙ ЗАКАЛКИ ДЕТАЛЕЙ | 2004 |
|
RU2254381C1 |


Изобретение относится к оборудованию для добычи нефти из буровых скважин и может быть использовано при изготовлении и ремонте насосно-компрессорных труб. Труба содержит снабженные соединительной резьбой концевые участки и расположенные рядом с ними зоны, предназначенные для захвата трубы ключом при монтажных работах. На поверхностях зон выполнены прерывистые спиральные полосы поверхностной закалки. На корпусе устройства закреплено средство вращения трубы. На установленной на корпусе приводной каретке смонтированы ролики из электропроводного материала и средства охлаждения трубы. Ролики снабжены средствами регулирования их положения, средствами прижима к трубе и средствами подачи на ролики электрического тока. Вращают трубу, воздействуют на ее поверхность перемещающимися в продольном направлении роликами, осуществляют прерывистый нагрев электрическим током мест контакта роликов с трубой до закалочных температур и ускоренное охлаждение нагретых участков поверхности трубы. Повышается надежность труб, снижается их отбраковка по наружным дефектам, возникающим в результате монтажных и демонтажных операций. 3 н. и 9 з.п. ф-лы, 1 табл., 9 ил.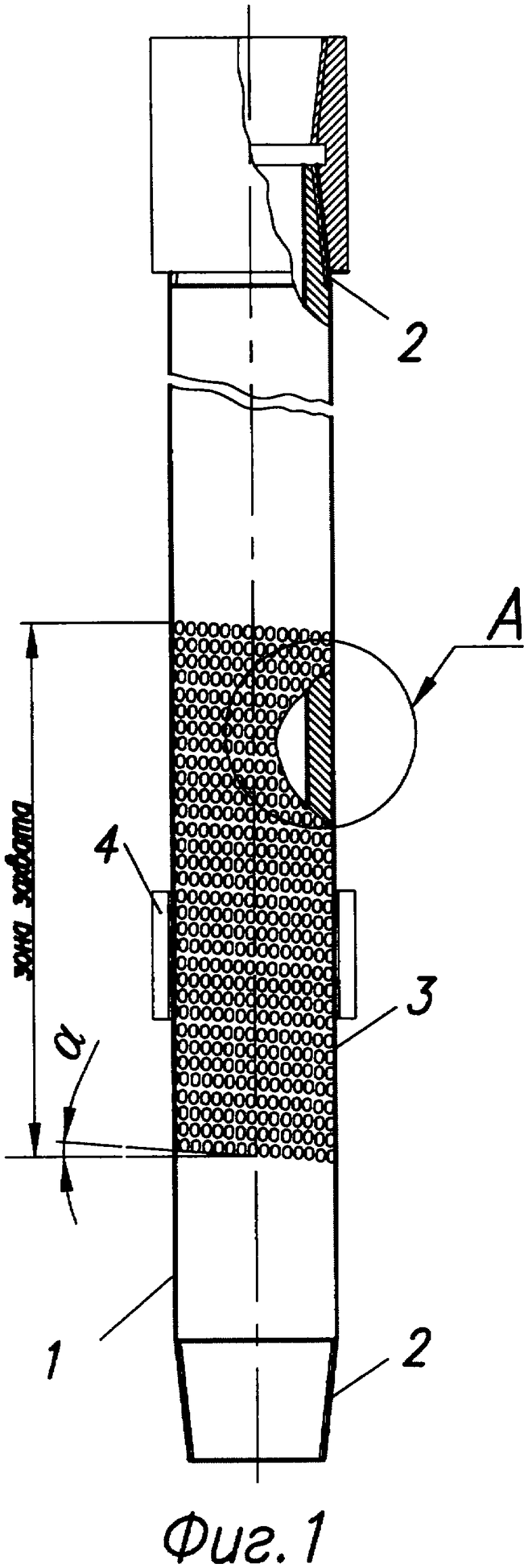
| Способ непрерывно-последовательной индукционной обработки бурильной трубы | 1990 |
|
SU1770401A1 |
| Способ термической обработки утяжелен-НыХ буРильНыХ ТРуб | 1979 |
|
SU850688A1 |
| НАСОСНО-КОМПРЕССОРНАЯ ТРУБА | 2003 |
|
RU2240464C1 |
| Способ термической обработки концов утяжеленных бурильных труб | 1978 |
|
SU783351A1 |
| Устройство для захвата концов труб при электроконтактной обработке | 1981 |
|
SU1025987A1 |

