Изобретение относится к системе контроля прокатываемых изделий прокатного стана, содержащей, по меньшей мере, один переворачиватель листов с системой находящихся на валу переворачивателя передающих переворачивающих рычагов и находящихся на валу переворачивателя принимающих переворачивающих рычагов. Кроме того, изобретение относится к способу экспертизы поверхности прокатываемых изделий прокатного стана.
В принципе для экспертизы поверхности прокатываемых металлических листов их переворачивают в инспекционной опоре с помощью переворачивателя листов. Система переворачивающих рычагов на валу переворачивателя поднимает металлический лист на стороне входа с инспекционной опоры и поворачивает его, пока он не встанет вертикально, и принимающие рычаги поворачивают металлический лист дальше, пока он не ляжет горизонтально на инспекционную опору. Во время передачи между передающими и приемными переворачивающими рычагами возникают очень громкие рабочие шумы. Они возникают за счет так называемого перегиба с одной стороны на другую сторону и упругой отдачи металлического листа. Упругая отдача приводит к колебаниям металлического листа.
Относительно уровня техники можно в качестве примера сослаться на следующие публикации:
ЕР 1590106 В1 относится к инспекционной системе для прокатываемых изделий прокатного стана, состоящей из двух инспекционных столов. При этом предусмотрено, что два инспекционных стола расположены рядом друг с другом в одной и той же плоскости, а перед инспекционными столами при рассматривании в направлении транспортировки прокатываемых изделий расположено переворачивающее устройство, в котором два приемных элемента для прокатываемых изделий установлены с возможностью поворота вокруг ориентированной по существу параллельно плоскости прохождения прокатываемых изделий поворотной оси, при этом поворотная ось приемных элементов ориентирована в направлении транспортировки прокатываемых изделий, а приемные элементы расположены с зеркальной симметрией параллельно поворотной оси, причем перед каждым инспекционным столом расположен приемный элемент, и обеспечивается возможность транспортировки прокатываемого изделия к соответствующему инспекционному столу.
В предпочтительном варианте выполнения каждый приемный элемент содержит, по меньшей мере, одну пару лежащих в двух плоскостях транспортерных лент, которые имеют противоположное направление вращения и совпадающее направление транспортировки прокатываемых изделий. При этом транспортерные ленты предпочтительно снабжены несколькими фиксирующими элементами для прокатываемых изделий, кроме того, эти фиксирующие элементы для прокатываемых изделий выполнены в виде магнитов.
С помощью выполненной таким образом инспекционной системы должна обеспечиваться проверка с двух сторон прокатываемых изделий проверяющим рабочим на эргономически благоприятной высоте. При этом указанная система исходит из понимания того, что для эргономики, то есть в данном случае для производительности и оптимальных условий работы проверяющего рабочего, недостатком является выполнение инспекции прокатываемых изделий в двух плоскостях. Поэтому инспекционная система должна быть выполнена для обеспечения возможности проверки как верхней стороны, так и после поворота на 180º прокатываемого изделия инспекции его нижней стороны в рабочей плоскости, то есть для сохранения рабочей плоскости в обоих состояниях. Это достигается с помощью соответственно выполненного переворачивающего устройства. Для этого переворачивающее устройство для эргономически благоприятной инспекции верхней и нижней стороны прокатываемого изделия в одной и той же плоскости снабжено двумя приемными элементами для прокатываемых изделий, которые установлены с возможностью поворота вокруг ориентированной по существу параллельно плоскости прохождения прокатываемых изделий поворотной оси.
DE 3123673 А1 относится к реверсируемому переворачивателю металлических листов, содержащему две группы переворачивающих рычагов, которые снабжены выступами для опоры подлежащего переворачиванию металлического листа и приводятся в действие с возможностью поворота вокруг горизонтальных поворотных осей так, что в зависимости от направления переворачивания одна группа переворачивающих рычагов приходит раньше в выходящее за вертикальное положение положение мертвой точки, чем другая группа, после чего обе группы за счет совпадения их поворотных движений в зоне средней вертикали движутся в одинаковом направлении, и при этом поставленный вертикально металлический лист захватывается снизу и принимается с несущих его выступов еще не пришедших в положение мертвой точки рычагов выступами другой группы рычагов. При этом предусмотрено, что опорная ширина выступов переворачивающих рычагов согласована с максимальной толщиной (например, 400 мм) подлежащих переворачиванию металлических листов, и опоры для поворотной оси, по меньшей мере, одной группы переворачивающих рычагов выполнены с возможностью перестановки в горизонтальном направлении. В предпочтительном варианте выполнения предусмотрено, что опоры для обеих поворотных осей выполнены с возможностью перестановки в противоположных направлениях, кроме того, может быть предусмотрено, что каждая группа переворачивающих рычагов приводится в действие независимо от другой группы, при этом поворотные приводы предпочтительно содержат гидравлические цилиндры. С помощью такого переворачивателя металлических листов должна решаться задача обеспечения возможности применения такого переворачивателя металлических листов как для тонких, так и очень толстых, аналогичных плоским заготовкам металлических листов, без опасности того, что тонкие металлические листы при передаче с одной группы переворачивающих рычагов в другую группу опрокидываются в вертикальном положении с большим образованием шума, поскольку относительно переворачивания самых толстых металлических листов тонкие металлические листы имеют слишком много свободного пространства.
В DE 1158026 показан переворачиватель металлических листов для применения в прокатных станах, в котором переворачивающие рычаги установлены с возможностью поворота вокруг двух осей. Металлический лист, который находится на первом переворачивающем рычаге, можно передавать за счет соответствующего поворота рычагов на второй рычаг.
Недостатком известных систем контроля прокатываемых изделий прокатного стана с переворачивателем металлических листов и соответствующих способов экспертизы поверхности прокатываемых изделий прокатного стана, как указывалось выше, являются, в частности, возникающие во время передачи между передающими и приемными переворачивающими рычагами очень громкие рабочие шумы, поэтому было бы желательно уменьшать возникающие шумы и колебания.
Исходя из этого, в основу изобретения положена задача улучшения, соответственно дальнейшего развития известных устройств и способов при сохранении имеющихся преимуществ так, чтобы устранить указанные недостатки, при этом должно достигаться явное уменьшение возникающих шумов и колебаний.
Эта задача относительно системы контроля решена, согласно изобретению, с помощью признаков пункта 1 формулы изобретения. При этом вал переворачивателя принимающих переворачивающих рычагов расположен со смещением относительно вала переворачивателя передающих переворачивающих рычагов. Таким образом, принимающие переворачивающие рычаги расположены со смещением относительно вала переворачивателя принимающих переворачивающих рычагов. За счет этого металлический лист не ударяется в виде единого целого с одной стороны на другую, а это происходит, при рассматривании по длине листа, с задержкой во времени в зависимости от расстояния отдельных переворачивающих рычагов друг от друга по длине валов переворачивателя и от степени смещения переворачивающих рычагов, соответственно, их валов переворачивателя. Прием металлического листа происходит в соответствии со своего рода синусоидальной функцией. Таким образом, за счет смещения переворачивающих рычагов достигается «мягкая» передача металлического листа. Это приводит к существенному уменьшению шума и уменьшению колебаний, за счет чего, в частности, обеспечивается улучшенная защита окружающей среды, а также более низкие рабочие расходы, поскольку, например, отсутствуют или же имеется меньше шумных рабочих мест.
Согласно данному изобретению, принимающие переворачивающие рычаги имеют, кроме того, по меньшей мере, одну, предпочтительно две демпфирующие плиты. С помощью этих закрепленных на принимающих переворачивающих рычагах демпфирующих плит демпфируется опрокидывание металлического листа на принимающий переворачивающий рычаг, что значительно уменьшает шум при ударе, в частности первом ударе переворачиваемого металлического листа. За счет этого демпфирования обеспечивается также меньший износ.
Согласно другому признаку данного изобретения предусмотрено, что принимающие переворачивающие рычаги имеют, по меньшей мере, один, согласно последнему признаку данного изобретения относительно системы контроля, предпочтительно два электромагнита. С помощью этих электромагнитов предотвращается отдача металлического листа и последующие колебания металлического листа с возникновением шума. Эти электромагниты включаются, например, во время передачи и опрокидывания с передающих на принимающие переворачивающие рычаги.
Положенная в основу изобретения задача относительно способа решена, согласно изобретению, с помощью признаков пункта 5 формулы изобретения, при этом при передаче вал переворачивателя принимающих переворачивающих рычагов расположен со смещением относительно вала переворачивателя передающих переворачивающих рычагов. Кроме того, в способе, согласно изобретению, предусмотрено, что передача демпфируется с помощью, по меньшей мере, одной, предпочтительно двух расположенных на принимающих переворачивающих рычагах демпфирующих плит.
Относительно возникающих при этом преимуществ во избежание повторов делается ссылка на указанные выше преимущества системы контроля, согласно изобретению.
Согласно другому признаку способа, согласно изобретению, целесообразно, что при передаче отдача прокатываемого изделия и последующие его колебания с возникновением шума предотвращаются с помощью, по меньшей мере, одного, согласно последнему признаку способа, согласно изобретению, предпочтительно двух расположенных на принимающих переворачивающих рычагах электромагнитов.
Другие преимущества и подробности изобретения следуют из зависимых пунктов формулы изобретения и приведенного ниже описания, в котором поясняется вариант выполнения изобретения со ссылками на чертежи. При этом наряду с указанными выше комбинациями признаков, для изобретения являются существенными также признаки отдельно или в других комбинациях. При этом на чертежах схематично изображено:
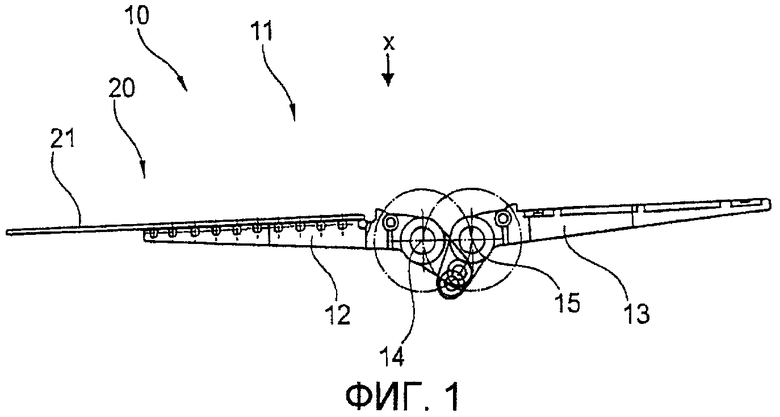
фиг.1 - переворачиватель металлических листов системы контроля, согласно изобретению, в первом функциональном положении, на виде сбоку;
фиг.2 - переворачиватель металлических листов системы контроля, согласно изобретению, во втором функциональном положении, на виде сбоку;
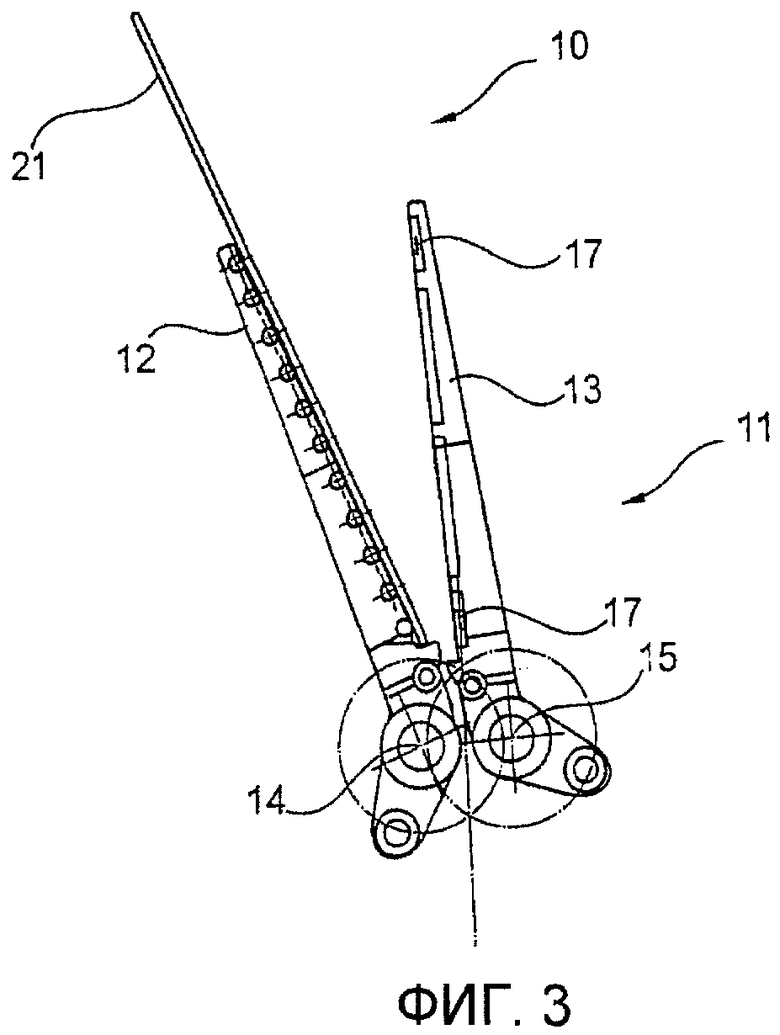
фиг.3 - переворачиватель металлических листов системы контроля, согласно изобретению, в третьем функциональном положении, на виде сбоку;
фиг.4 - переворачиватель металлических листов системы контроля, согласно изобретению, в четвертом функциональном положении, на виде сбоку;
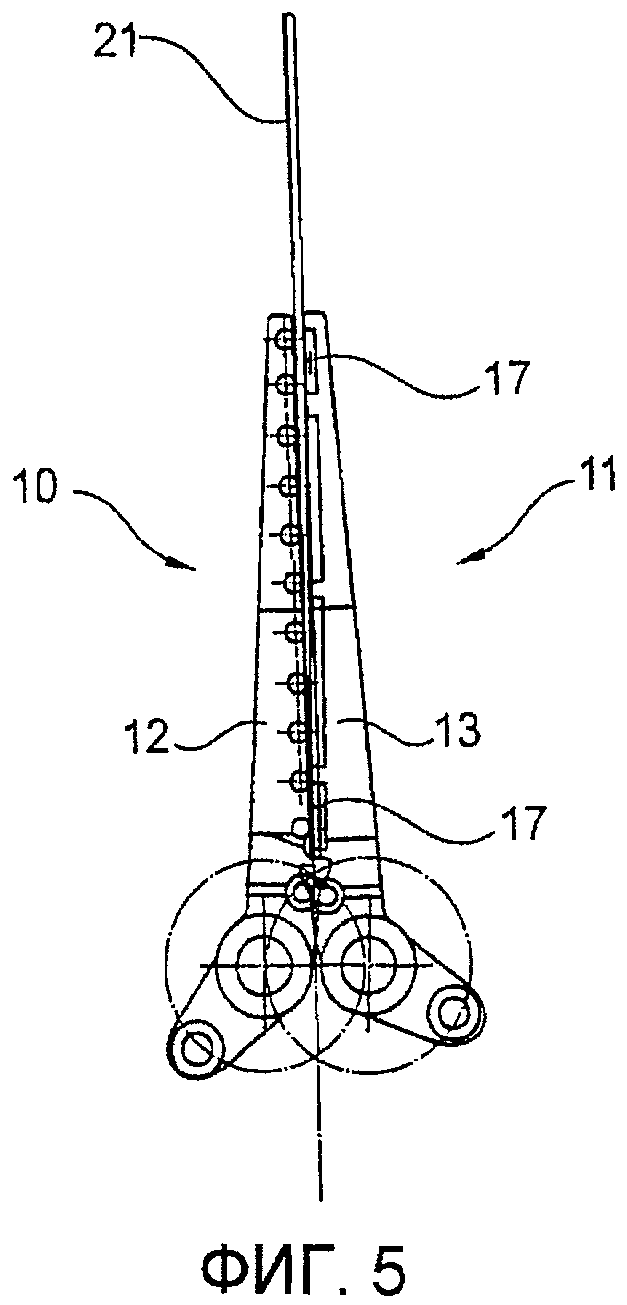
фиг.5 - переворачиватель металлических листов системы контроля, согласно изобретению, в пятом функциональном положении, на виде сбоку;
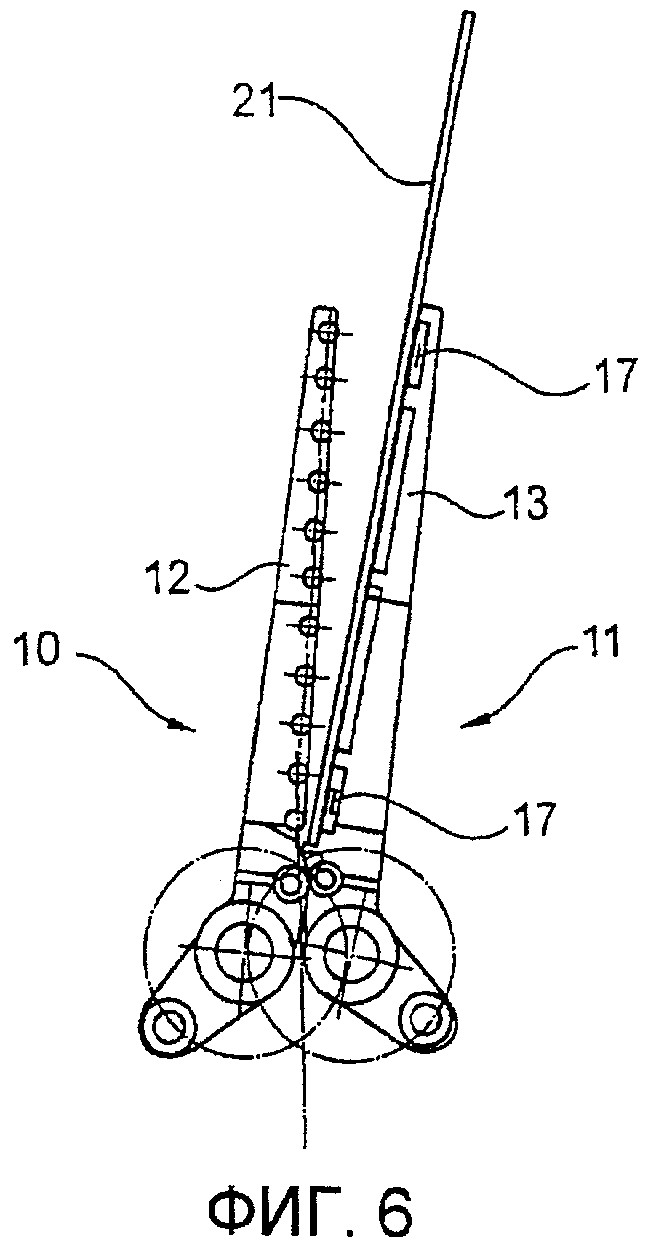
фиг.6 - переворачиватель металлических листов системы контроля, согласно изобретению, в шестом функциональном положении, на виде сбоку;
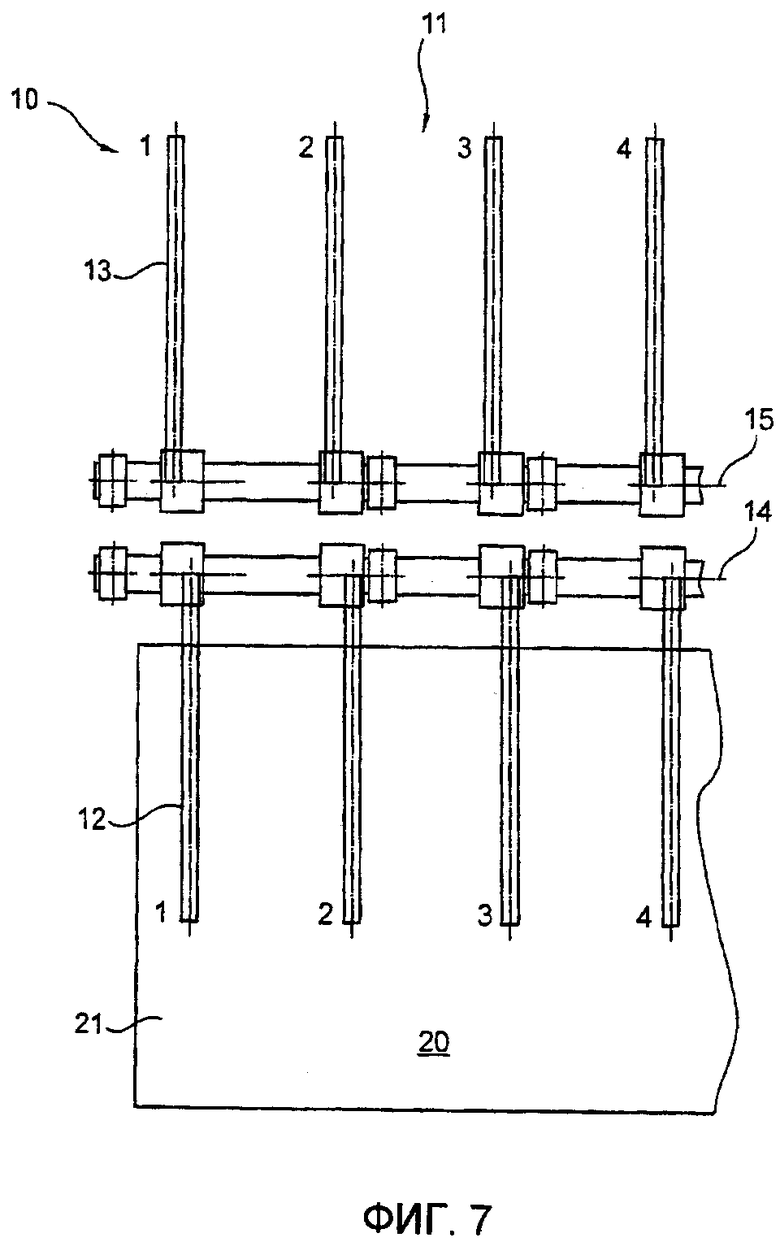
фиг.7 - переворачиватель металлических листов системы контроля, согласно изобретению, на виде сверху в направлении стрелки Х на фиг.1.
Система контроля, согласно изобретению, обозначена в целом позицией 10 и предусмотрена для обозначенных здесь позицией 20 прокатываемых изделий прокатного стана. Для этого на фигурах изображен переворачиватель 11 металлических листов системы 10 контроля, согласно изобретению, в различных функциональных положениях. При этом система 10 контроля, согласно изобретению, содержит, по меньшей мере, один переворачиватель 11 металлических листов с системой из находящихся на валу 14 переворачивателя передающих переворачивающих рычагов 12 и из находящихся на валу 15 переворачивателя принимающих переворачивающих рычагов 13, смотри сначала фиг.1 и 2. При этом в системе 10 контроля, согласно изобретению, предусмотрено, что вал 15 переворачивателя принимающих переворачивающих рычагов 13 расположен со смещением относительно вала 14 переворачивателя передающих переворачивающих рычагов 12. Таким образом, принимающие переворачивающие рычаги 13 расположены со смещением относительно вала 14 переворачивателя передающих переворачивающих рычагов 12. За счет этого металлический лист 21 переворачивается не в виде единого целого с одной стороны на другую на принимающий переворачивающий рычаг 13, а это происходит при рассматривании по длине металлического листа с задержкой во времени, в зависимости от расстояния отдельных переворачивающих рычагов 12, 13 друг от друга по длине валов 14, 15 переворачивателя и от степени смещения переворачивающих рычагов 12, 13, соответственно, их валов 14, 15 переворачивателя. Прием металлического листа 21 происходит в соответствии со своего рода синусоидальной функцией. Таким образом, за счет смещения переворачивающих рычагов 12, 13 достигается «мягкая» передача металлического листа 21. Это приводит к существенному уменьшению шума и уменьшению колебаний, за счет чего обеспечивается, в частности, также улучшенная защита окружающей среды, а также меньшие рабочие затраты, поскольку, например, отсутствуют или имеются лишь не много шумных рабочих мест.
Согласно данному изобретению, принимающие переворачивающие рычаги 13 имеют, по меньшей мере, одну, предпочтительно две демпфирующие плиты 16, как показано на фигурах, в частности на фиг.2. С помощью этих закрепленных на принимающих переворачивающих рычагах 13 демпфирующих плит 16 демпфируется переворачивание металлического листа 21 на принимающий переворачивающий рычаг 12, значительно уменьшается ударный шум, в частности, при первом ударе переворачиваемого металлического листа 21. За счет демпфирования возникает также уменьшенный износ. Кроме того, в этом варианте выполнения предусмотрено, что принимающие переворачивающие рычаги 13 имеют, по меньшей мере, один, в данном случае два электромагнита 17. С помощью этих электромагнитов 17 предотвращается отдача металлического листа 21 и последующие колебания металлического листа 21 с возникновением шума. Эти электромагниты 17 включаются, например, во время передачи и переворачивания с передающих на принимающие переворачивающие рычаги 13.
На фигурах переворачиватель 11 металлических листов системы 10 контроля, согласно изобретению, показан в различных функциональных положениях. При этом на фиг.1 показано исходное положение с расположенными, по существу, горизонтально переворачивающими рычагами 12, 13, на фиг.2 передающий переворачивающий рычаг 12 перемещается в направлении стоящего почти вертикально принимающего переворачивающего рычага 13, на фиг.3 почти достигается точка передачи. На фиг.1, 2 и 3 электромагниты 17 выключены. На фиг.4 показан момент времени непосредственно перед передачей металлического листа 21, а на фиг.5 - момент времени непосредственно после передачи, в этих обоих случаях электромагниты включены. Наконец, на фиг.6 показан момент времени после передачи с опускающимся вниз принимающим переворачивающим рычагом 13, в этом случае электромагниты 17 снова выключены. Наконец, на фиг.7 показан на виде сверху переворачиватель 11 металлических листов системы 10 контроля, согласно изобретению, в направлении стрелки Х на фиг.1, при этом в данном случае показан вариант выполнения с четырьмя передающими и четырьмя принимающими переворачивающими рычагами 12, 13.

Группа изобретений относится к системе (10) контроля прокатываемых изделий (20) прокатного стана и включает устройство для переворачивания листов и способ переворачивания прокатываемых изделий для экспертизы их поверхности. Устройство содержит, по меньшей мере, один переворачиватель (11) металлических листов с системой находящихся на валу (14) переворачивателя передающих переворачивающих рычагов (12) и находящихся на валу (15) переворачивателя принимающих переворачивающих рычагов (13), которые имеют, по меньшей мере, одну демпфирующую плиту. Способ переворачивания прокатываемых изделий осуществляется с помощью упомянутого переворачивателя (11). Металлические листы передают с передающих переворачивающих рычагов (12) на принимающие переворачивающие рычаги (13). Передачу демпфируют с помощью, по меньшей мере, одной расположенной на принимающих рычагах (13) демпфирующей плиты (16). Уменьшается шум при ударе переворачиваемого листа и износ рычагов. 2 н. и 6 з.п. ф-лы, 7 ил.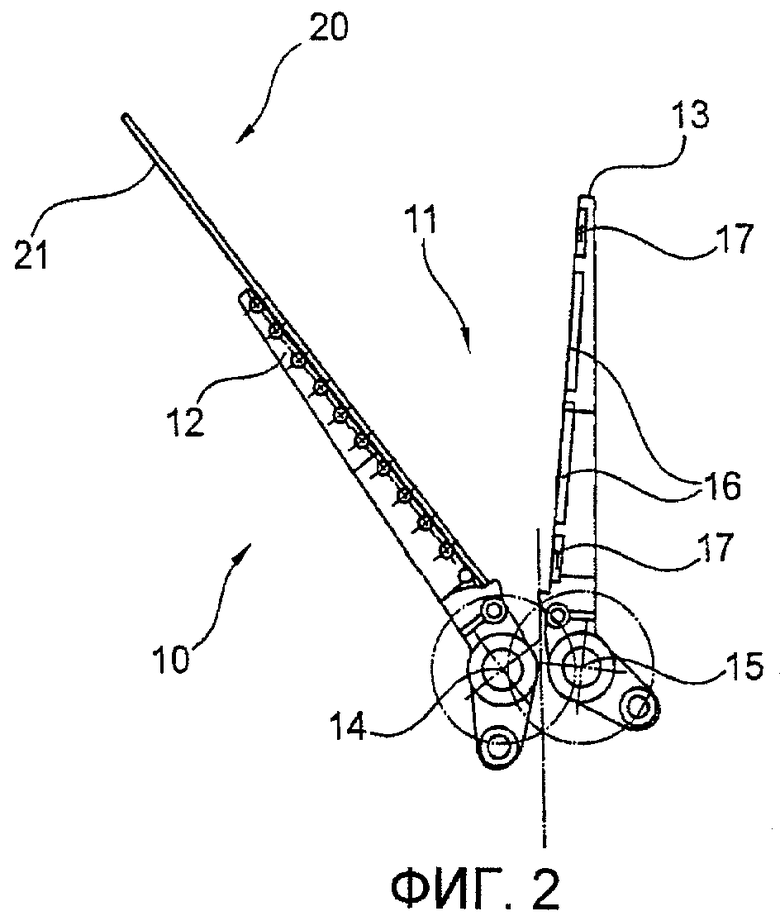
1. Устройство для переворачивания листов системы (10) контроля прокатываемых изделий (20) прокатного стана, содержащее, по меньшей мере, один переворачиватель (11) металлических листов с системой находящихся на валу (14) переворачивателя передающих переворачивающих рычагов (12) и находящихся на валу (15) переворачивателя принимающих переворачивающих рычагов (13), при этом вал (15) переворачивателя принимающих переворачивающих рычагов (13) расположен со смещением относительно вала (14) переворачивателя передающих переворачивающих рычагов (12), отличающееся тем, что принимающие переворачивающие рычаги (13) имеют, по меньшей мере, одну демпфирующую плиту (16).
2. Устройство по п.1, отличающееся тем, что принимающие переворачивающие рычаги (13) имеют две демпфирующие плиты (16).
3. Устройство по любому из пп.1 или 2, отличающееся тем, что принимающие переворачивающие рычаги (13) имеют, по меньшей мере, один электромагнит (17).
4. Устройство по п.3, отличающееся тем, что принимающие переворачивающие рычаги (13) имеют два электромагнита (17).
5. Способ переворачивания прокатываемых изделий для экспертизы поверхности прокатываемых изделий (20) прокатного стана посредством системы (10) контроля, в котором с помощью, по меньшей мере, одного переворачивателя (11) металлических листов прокатываемое изделие (20) передают с находящихся на валу (14) переворачивателя передающих переворачивающих рычагов (12) на находящиеся на валу (15) переворачивателя принимающие переворачивающие рычаги (13), при этом при передаче прокатываемого изделия вал (15) переворачивателя принимающих переворачивающих рычагов (13) расположен со смещением относительно вала (14) переворачивателя передающих переворачивающих рычагов (12), отличающийся тем, что передачу демпфируют с помощью, по меньшей мере, одной расположенной на принимающих переворачивающих рычагах (13) демпфирующей плиты (16).
6. Способ по п.5, отличающийся тем, что передачу демпфируют с помощью двух расположенных на принимающих переворачивающих рычагах (13) демпфирующих плит (16).
7. Способ по любому из пп.5 или 6, отличающийся тем, что при передаче предотвращают отдачу прокатываемого изделия (20) и последующие его колебания с возникновением шума посредством, по меньшей мере, одного расположенного на принимающих переворачивающих рычагах (13) электромагнита (17).
8. Способ по п.7, отличающийся тем, что при передаче предотвращают отдачу прокатываемого изделия (20) и последующие его колебания с возникновением шума посредством двух расположенных на принимающих переворачивающих рычагах (13) электромагнитов (17).
| Устройство для ускорения электронов | 1984 |
|
SU1158026A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ, ОТВЕРЖДАЕМЫХ ТЕПЛОВОЙ СУШКОЙ | 1999 |
|
RU2162384C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЩЕЛОЧЕРАСТВОРИМОГО ХЕЛАТА ЖЕЛЕЗА | 1998 |
|
RU2165936C2 |
| RU 2005127589 A, 27.04.2006 | |||
| US 3490612 A, 20.01.1970 | |||
| Кантователь листов | 1985 |
|
SU1279695A1 |
| Агрегат для сортировки и укладки стальных листов | 1957 |
|
SU113146A1 |

