Настоящее изобретение относится к устройству для нанесения покрытия на обрабатываемые детали методом CVD (CVD: химическое осаждение из газовой фазы), главным образом, к устройству для одновременного нанесения покрытия на множество обрабатываемых деталей.
С целью улучшения защитного действия пластмассовых контейнеров, например пластмассовых бутылей, на них могут наноситься защитные слои. Помимо прочих способов, покрытия такого типа могут наноситься на стенки контейнера различными методами с использованием технологии CVD.
Плазмоимпульсный CVD (PICVD) процесс (импульсная микроволновая плазма) особенно подходит для нанесения покрытия на пластмассовые контейнеры. По сравнению с плазмоусиленным химическим нанесением покрытия из газовой фазы (PECVD), в котором используется постоянное воздействие плазмы, процесс PICVD обладает рядом преимуществ, одним из которых служит тот факт, что появляется возможность уменьшения степени нагревания температурно-чувствительных пластиков. Кроме этого, в течение времени отсутствия импульсов возбужденной плазмы становится возможным газообмен.
В этих целях на лабораторных установках для нанесения покрытия пластмассовые контейнеры помещают в станцию для нанесения покрытия, которая полностью снабжена всем арсеналом технических средств, требующихся для нанесения покрытия. Такие средства, среди прочего, включают вакуумные насосы, устройство для подачи газа, сенсоры и микроволновый проводник. После герметизации не имеющего утечек колокола, полое тело может быть вакуумировано изнутри и снаружи, что создает возможность нанесения покрытия на внутреннюю и/или внешнюю поверхность контейнера.
При нанесении покрытий в промышленном масштабе требуется устройство соответственно большей емкости. Так, например, для этой цели используются непрерывно действующие роторные конвейеры с радиально расположенными одинаковыми станциями для нанесения покрытий.
В том случае, когда для нанесения слоев требуется много времени, возникает ряд проблем. Так, например, в случае некоторых покрытий только для их нанесения требуется более 20 секунд. Длительные интервалы времени пребывания в секциях для нанесения покрытия также требуются в тех случаях, когда процесс нанесения покрытия осуществляется на многих стадиях. Такая ситуация возможна, например, в тех случаях, когда поверхность пластиковых предметов подлежит активации перед нанесением покрытия или при необходимости последовательного нанесения множества слоев. В рассматриваемых случаях вращающиеся транспортерные устройства непрерывного действия становятся неэкономичными, поскольку приходится снижать их скорость или приводить их размер в соответствии с временем осуществления процесса, что требует использования очень больших и соответственно дорогостоящих механизмов.
В связи со сказанным выше, цель настоящего изобретения заключается в разработке более экономичного способа нанесения покрытия методом CVD даже в случае длительного осуществления процесса.
Поставленная цель легко достигается с помощью устройства и способа для нанесения покрытия на обрабатываемые детали методом CVD, описанных соответственно в пунктах 1 и 22 формулы изобретения. Уточняющие полезные признаки составляют суть соответствующих подпунктов формулы изобретения.
Устройство настоящего изобретения, предназначенное для нанесения покрытий методом CVD, включает транспортерные средства, по меньшей мере, одну станцию для нанесения покрытий на обрабатываемые детали, по меньшей мере, одно вакуумирующее устройство и устройства для создания плазмы, по меньшей мере, в одном из подрайонов станции для нанесения покрытия, причем, по меньшей мере, на одной станции для нанесения покрытия производится обработка, по меньшей мере, двух рабочих деталей.
Тот факт, что на станцию для нанесения покрытий может одновременно подаваться множество деталей, означает, что при одинаковой производительности время проведения процесса увеличивается пропорционально числу деталей, которое может быть обработано на станции нанесения покрытия. Это гарантирует возможность использования устройства достаточно малых размеров, когда длительное нанесение покрытия компенсируется высокой производительностью.
Кроме этого, для многих вариантов выполнения целесообразно, чтобы, по меньшей мере, одна станция для нанесения покрытий транспортировалась с помощью транспортерных средств.
Устройства для генерации плазмы, находящиеся, по меньшей мере, в одном подрайоне станции для нанесения покрытий, предпочтительно, представляют собой импульсные генераторы плазмы. С помощью таких устройств осуществляется нанесение покрытий на обрабатываемые детали методом PICVD, обладающим перечисленными выше преимуществами.
Обработка большого числа деталей может осуществляться простым способом в результате их размещения, по меньшей мере, на одном держателе, расположенном, по меньшей мере, в одной станции для нанесения покрытий. В этом случае, обрабатываемые детали могут располагаться в одной плоскости или в нескольких плоскостях при трехмерной компоновке.
Кроме этого, предпочтительно, чтобы устройство имело конфигурацию, обеспечивающую последовательную транспортировку станции для нанесения покрытий с помощью конвейера, по меньшей мере, из одной позиции загрузки, по меньшей мере, в одну насосную позицию, по меньшей мере, одну позицию нанесения покрытия и, по меньшей мере, одну разгрузочную позицию. Рассматриваемое устройство может содержать, по меньшей мере четыре станции нанесения покрытий, расположенных на транспортерном средстве таким образом, что в каждом случае одна из станций нанесения покрытий находится в позиции загрузки, вакуумирования и разгрузки, в то время, как другая станция находится в режиме нанесения покрытия. В результате, предусматривается возможность участия каждой станции нанесения покрытия в одной стадии технологического процесса, вследствие чего оптимизируется продолжительность процесса в целом.
Оптимизация технологического процесса также может быть достигнута в результате уменьшения скорости движения транспортерных средств в ходе нанесения покрытия. В этом случае особенно полезна остановка транспортерных средств в ходе нанесения покрытия. Происходящее при этом отклонение от режима непрерывного процесса способствует улучшенной синхронизации фаз технологического процесса, обычно, имеющих разную длительность.
В соответствии с одним из предпочтительных вариантов выполнения изобретения, транспортерные средства включают вращающееся устройство. Это устройство может быть достаточно компактным и иметь достаточно простую конструкцию. Вместе с тем можно использовать прямоугольную систему, которая обладает преимуществом, заключающимся в свободном доступе к станции для нанесения покрытия с двух противоположнных сторон.
Плазма может легко генерироваться, по меньшей мере, в одном подрайоне станции для нанесения покрытий с помощью генераторов электромагнитных волн. Предпочтительно генерировать микроволновое излучение, которое легко проходит через полые волноводы и переносит энергию высокой плотности.
Кроме этого, выгодно, когда устройство, согласно настоящему изобретению, включает средства соединения средств для генерации электромагнитных волн, по меньшей мере, с одной станцией для нанесения покрытий. В результате такого решения отпадает необходимость в совместном перемещении средств для генерации электромагнитных волн и станций для нанесения покрытия. Приспособления такого типа могут использоваться для соединения средств для генерации электромагнитных волн, по меньшей мере, с одной станцией нанесения покрытий при достижении определенного участка покрытия.
Простая конструкция рассматриваемого устройства особенно предпочтительна в том случае, когда средства для генерации электромагнитных волн находятся в неподвижном положении. В этом случае отпадает необходимость в совместном перемещении рассматриваемых устройств и, по меньшей мере, одной станции для нанесения покрытия. При этом в каждой станции для нанесения покрытий необязательно использовать специальные генераторы плазмы, перемещающиеся с помощью транспортерных средств и значительно повышающие затраты на аппаратуру для устройства нанесения покрытий методом CVD.
С целью более быстрого достижения конечного давления, требующегося для плазменного покрытия, предпочтительно использовать, по меньшей мере, два и, предпочтительно, более насосов или их каскадов. Каскады насосов следует адаптировать для работы в различных интервалах давления. В результате последовательного переключения насосных каскадов из положения включено в положение выключено, создается возможность быстрого достижения конечного давления и подачи насоса при значительно меньшей мощности насоса, чем в случае одной стадии с использованием насосных средств.
Кроме этого, устройство в соответствии с настоящим изобретением также может включать средства для последовательного соединения, по меньшей мере, одной станции для нанесения покрытий, по меньшей мере, с двумя насосными каскадами. В результате этого достигается соединение со станцией для нанесения покрытий при определенном положении транспортерных средств, например, в специальных положениях вращения в случае использования роторных транспортерных средств.
Для надежной фиксации обрабатываемых деталей в ходе вакуумирования и нанесения покрытия устройство в соответствии с настоящим изобретением также может включать предохранительные приспособления, по меньшей мере, для двух обрабатываемых деталей. Предохранительные приспособления могут также содержать приспособления для приема обрабатываемых деталей в виде полых тел, например в виде бутылей.
Во всех вариантах выполнения настоящего изобретения используются также средства для напуска технологических газов. Для нанесения покрытий на полые предметы, например на пластмассовые или стеклянные бутыли, это означает, что в полые предметы подают технологические газы. Если полый предмет закреплен в герметизированных приемных устройствах, то имеется возможность создания различных газовых составов во внутренней и внешней области полого предмета. Таким образом, появляется возможность получения различных слоев на внешних и внутренних стенках полых предметов или, например, получения только внутренних или внешних покрытий в том случае, если газовые композиции подбирают таким образом, что плазма генерируется только во внутренней или внешней области.
Область настоящего изобретения также охватывает способ нанесения покрытия на обрабатываемые детали методом CVD, позволяющий создавать экономичные покрытия даже при большой длительности процесса нанесения. Способ нанесения CVD покрытия на обрабатываемые детали, осуществляемый с использованием устройства настоящего изобретения, в котором
- помещают в станцию для нанесения покрытия, по меньшей мере, две обрабатываемые детали,
- вакуумируют,
- перемещают, по меньшей мере, две обрабатываемые детали с помощью конвейера,
- генерируют плазму, по меньшей мере, в одном подрайоне станции нанесения покрытий,
- вентилируют и
- извлекают обрабатываемые деталей.
Генерация плазмы, по меньшей мере, в одном подрайоне приводит к химическим реакциям между компонентами технологического газа, в результате которых образуется плазма. После этого, исходные реагенты реакций, протекающих в плазме, наносятся в виде покрытий на те поверхности деталей, которые граничат с плазмой.
В результате обработки множества деталей в единой станции нанесения покрытий, в которой генерируется плазма, возникает возможность увеличения времени обработки в соответствии с числом совместно обрабатываемых или покрываемых деталей без снижения производительности. Для реализации преимуществ нанесения покрытия в общей станции стадия генерации плазмы, по меньшей мере, в одном подрайоне также включает стадию совместного нанесения CVD покрытия, по меньшей мере, на две обрабатываемые детали.
Кроме этого, в соответствии с различными вариантами способа настоящего изобретения, предпочтительно, если, по меньшей мере, одна станция для нанесения покрытий перемещается с помощью транспортерных средств. Так, например, обрабатываемые детали поступательно перемещаются совместно со станцией нанесения покрытий и в результате при движении транспортерного средства могут осуществляться различные стадии обработки.
Особенно выгодна такая конфигурация процесса, в которой стадия генерации плазмы, по меньшей мере, в одном подрайоне станции нанесения покрытия включает стадию генерации импульсов плазмы. Кроме этого, импульсная плазма обеспечивает высокую степень превращения энергии в ходе импульса, сохраняя при этом низкий уровень средней мощности во времени.
Размещение обрабатываемых деталей на держателях, вводимых в станцию для нанесения покрытий, является особенно предпочтительным для способа, согласно настоящему изобретению, поскольку такая стадия может осуществляться за пределами устройства для нанесения покрытий, вследствие чего образуется пространство для соответствующих устройств, например для захватывающих лопастей манипулятора.
Особенно выгодное использование пространства достигается в том случае, если обрабатываемые детали расположены в станции нанесения покрытий, по меньшей мере, на двух уровнях. Такое размещение может достигаться, например, в результате соответствующего расположения держателя.
Стадия перемещения станции для нанесения покрытий с помощью конвейерных средств может включать стадии передвижения из позиции загрузки в позицию вакуумирования, позицию нанесения покрытия и позицию выгрузки.
Для дополнительной временной оптимизации технологических стадий процесса стадия перемещения станции нанесения покрытий с помощью конвейерных средств может дополнительно включать стадию замедления движения конвейера при нанесении покрытия, особенно, остановку линии при нанесении покрытия.
Кроме этого, стадия генерации плазмы, по меньшей мере, в одном подрайоне станции, предпочтительно, включает стадию генерации электромагнитных волн, особенно микроволн. Кроме этого, стадия генерации плазмы может включать стадию введения технологического газа.
В соответствии с одним из предпочтительных вариантов изобретения рассматриваемый способ также включает стадию соединения устройств для генерации электромагнитных волн, по меньшей мере, с одной станцией для нанесения покрытий. Согласно такому решению электромагнитные волны могут создаваться с использованием стационарных устройств, тогда как конвейер со станцией для нанесения покрытий может двигаться за ними и в ходе процесса соединяться со средствами для генерации электромагнитных волн.
Для быстрого достижения конечного давления, требующегося для вакуумирования, стадия вакуумирования может дополнительно включать стадию последовательного вакуумирования с использованием, по меньшей мере, двух каскадных насосов.
Для нанесения внутреннего покрытия на обрабатываемые изделия в виде полых предметов, например на бутыли, целесообразно также вакуумировать полость внутри обрабатываемых деталей в виде полых предметов. Поэтому, в соответствии с предпочтительным вариантом выполнения, при нанесении покрытия на бутыли откачивают внутреннюю часть бутылей. Кроме этого, при нанесении покрытий на обрабатываемые детали такого типа целесообразно, чтобы стадия ввода технологического газа включала стадию его напуска в полость деталей в виде полых бутылей.
Ниже приведено подробное описание настоящего изобретения на основе его предпочтительных вариантов выполнения и со ссылкой на прилагаемые чертежи. На представленных чертежах одинаковые номера ссылочных позиций относятся к одинаковым или идентичным элементам:
на фиг.1 изображен вид в плане первого варианта выполнения изобретения с вращающимся транспортерным средством,
на фиг.2 изображен вид в плане второго варианта выполнения изобретения с вращающимся транспортерным средством,
на фиг.3 изображен вид в плане третьего варианта выполнения изобретения с вращающимся транспортерным средством и
на фиг.4 изображен вид в плане устройства в соответствии с настоящим изобретением, представленного, как прямоугольный конвейер.
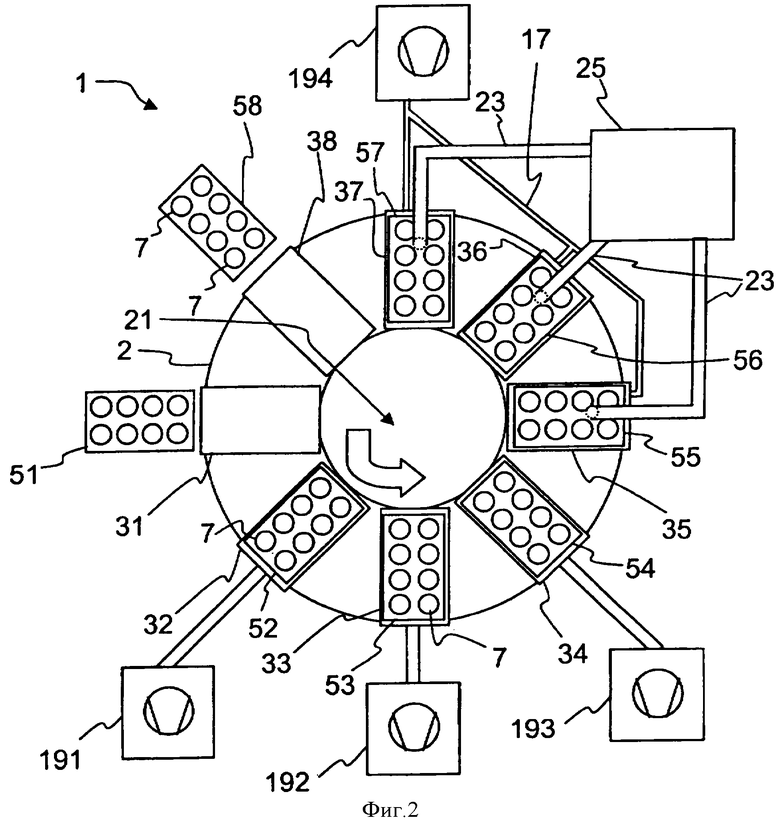
Фиг.1 иллюстрирует схематичный план первого варианта выполнения устройства для нанесения покрытий методом CVD согласно изобретению, которое в целом отмечено позицией 1. Согласно рассматриваемому варианту выполнения устройство 1 включает транспортерное средство 2 в виде вращающегося конвейера. На вращающемся конвейере размещены четыре станции для нанесения покрытия 31, 32, 33, 34.
Обрабатываемые детали, на которые наносят покрытия, размещены в держателях в виде конвейерных плит 51, 52, 53, 54, которые подаются в станции для нанесения покрытий 31-34.
Обрабатываемые детали закрепляют на плитах с использованием подходящих крепежных приспособлений или приемных средств 7. В этом случае, операции размещения обрабатываемых деталей на плитах и их удаления с плит могут осуществляться, например, с помощью захватывающих приспособлений манипулятора. В варианте выполнения устройства 1, изображенного на фиг.1, на каждой плите имеется 16 приемных устройств. Соответственно, в этом случае на каждой станции может проводиться покрытие 16 обрабатываемых деталей.
Обрабатываемые изделия, закрепленные на одной из плит 51-54, подаются на станцию нанесения покрытий 31-34, когда указанная станция на транспортерном средстве 2 находится в позиции загрузки 9. Позиция загрузки соответствует определенному углу вращения или интервалу углов вращения вращающегося конвейера.
В каждом случае, когда одна из станций нанесения покрытий, например станция 31 на фиг.1, находится в позиции загрузки, одна из других станций нанесения покрытий 32, 33, 34 находится в позиции вакуумирования 11, позиции нанесения покрытия 13 и позиции разгрузки 15.
При подаче плиты на станцию нанесения покрытий 31 последняя может закрываться, и станции перемещаются по транспортерному средству 2 до тех пор, пока станция 31 не достигнет позиции вакуумирования 11. При состоянии устройства, изображенном на фиг.1, станция нанесения покрытий 32 с вдвинутой в нее плитой 52 находится в позиции накачивания. В этой позиции станция нанесения покрытий 32 соединяется с вакуумирующими средствами 19 с помощью подходящих приспособлений. Согласно рассматриваемому варианту выполнения, соединительные средства включают вакуумные линии 17. Средства вакуумирования могут, например, включать комбинации насосов различного типа, последовательно соединенные друг с другом с помощью соединительных средств, с целью обеспечения оптимальной мощности нагнетания для создания давления, превалирующего в станции нанесения покрытий 32. В отличие от случая, представленного на фиг.1, средства вакуумирования 19 могут располагаться во внутренней области 21 вращающегося конвейера с целью обеспечения максимально компактной конструкции рассматриваемого устройства.
После вакуумирования станции нанесения покрытий конвейер приводится в движение, и станция нанесения покрытий попадает в позицию нанесения покрытий 13. В позиции нанесения покрытия 13 к станции присоединяются микроволновые генераторы 25. Эта операция может осуществляться с помощью подходящих волноводов 23, причем на фиг.1 изображен только один полый волновод. Для всех описанных вариантов выполнения целесообразно, чтобы станции нанесения покрытий соединялись с помощью множества полых волноводов 23, например по одному волноводу на обрабатываемую деталь, с целью обеспечения однородного распределения излучения в станции нанесения покрытий.
При перемещении станции в положение нанесения покрытия 13 в станцию подают технологический газ, подходящий для нанесения покрытия, а требующееся технологическое давление создают с помощью насосного устройства 194, включающего подходящие насосы. Насосное устройство 194, соединенное со станцией нанесения покрытий, находящейся в позиции нанесения покрытия 13, с помощью линии 17, способно откачивать технологические газы, подаваемые в ходе нанесения покрытий с помощью специальных средств, не показанных на фигуре, в результате чего создается возможность газообмена в ходе операции нанесения покрытия. После этого под действием микроволн, излучаемых на станции нанесения покрытий с помощью устройства 25, во внутренней части станции генерируется плазма, в результате чего за счет химических реакций, протекающих в плазме, на поверхностях обрабатываемых деталей, находящихся в области плазмы, формируется CVD слой.
В случае обрабатываемых деталей в виде полых изделий, например, пластмассовых бутылей, газ также может подаваться во внутреннюю часть полого тела. С этой целью, приемные средства 7 пластин конвейера конструируют таким образом, что совместно с закрепленными обрабатываемыми деталями они образуют замкнутую полость, частично ограниченную внутренними стенками обрабатываемых деталей, имеющих форму полых тел. Далее в указанную полость подают технологический газ. Под воздействием микроволнового излучения образуется плазма и на внутренние поверхности деталей или полостей, образованных с помощью приемных средств 7 и обрабатываемых деталей, наносятся слои покрытия. В результате этого, может осуществляться нанесение покрытия на внутренние поверхности обрабатываемых деталей в виде полых тел. При введении в полости технологического газа плазма не образуется за пределами указанных полостей при малых значениях давления, создаваемого при вакуумировании. Для вакуумирования только образующихся полостей могут использоваться средства 19, в результате чего оставшиеся части станции нанесения покрытий находятся под стандартным давлением. В этом случае, из-за высокой плотности газа и соответствующей короткой длины свободного пробега молекул газа в этих частях станции плазма не образуется.
Кроме этого, в случае использования обрабатываемых деталей в виде полых предметов, имеется возможность введения различных газов в полости и оставшиеся части станции нанесения покрытия. Таким образом, на внутренние и внешние стенки обрабатываемой детали могут наноситься слои покрытия различного типа. Так, например, на внутреннюю поверхность пластмассовых бутылей может наноситься покрытие, препятствующее диффузии, а на внешнюю поверхность - УФ-защитное покрытие.
После завершения операции по нанесению покрытия станция нанесения покрытий перемещается с помощью транспортерного средства в позицию разгрузки 15, где с помощью подходящего устройства осуществляют извлечение плиты с покрытыми деталями.
В ходе всего технологического процесса может осуществляться непрерывное движение транспортерного средства. Однако целесообразно приостанавливать движение конвейера в ходе операции нанесения покрытия, поскольку при использовании стационарных микроволновых генераторов 25 нет необходимости в передвижении полых волноводов 23. Операции соединения со средствами вакуумирования и откачивания также могут осуществляться без затруднений при неподвижном транспортерном средстве.
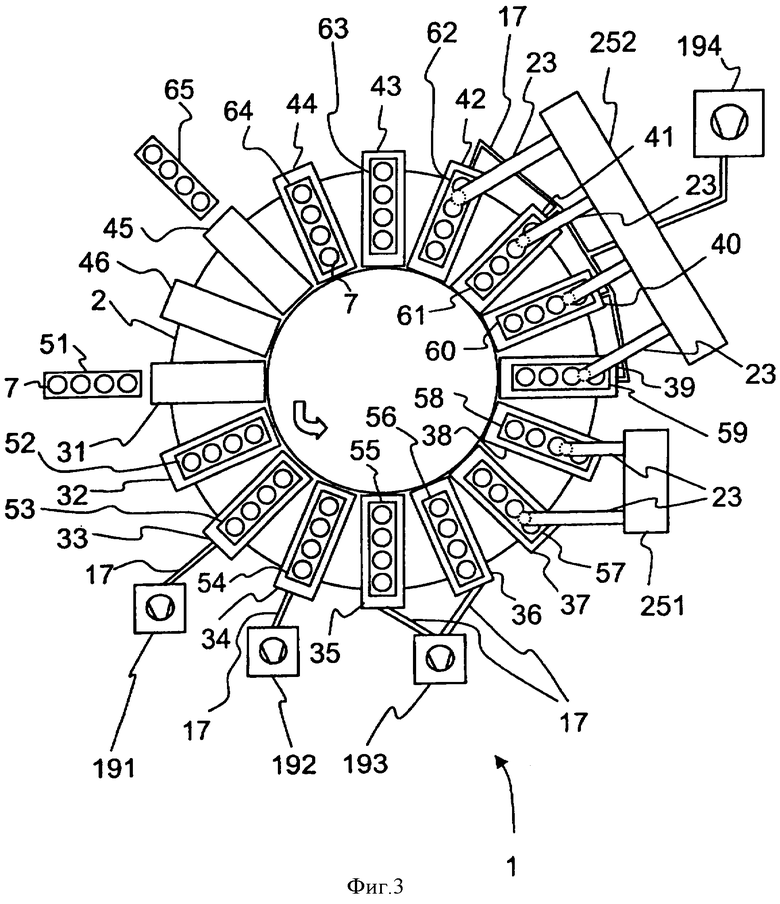
Ниже описывается фиг.2, на которой схематично представлен еще один вариант выполнения устройства 1 настоящего изобретения.
В этом предпочтительном варианте выполнения устройства 1 для нанесения покрытий методом CVD используется восемь станций для нанесения покрытий 31-38. Держатели 51-58 в виде конвейерных плит, в каждом случае, предназначены для приема восьми обрабатываемых деталей. В отличие от варианта, проиллюстрированного на фиг.1, станции нанесения покрытий 31-38 последовательно перемещаются вместе с конвейером во множество позиций вакуумирования и нанесения покрытия. Блок-диаграммной стрелкой показано направление вращения конвейера.
Как изображено на фиг.2, станция нанесения покрытий 32 находится в первой позиции вакуумирования, станция 33 находится во второй позиции вакуумирования и станция 34 находится в третьей позиции вакуумирования.
В соответствии с рассматриваемым вариантом выполнения изобретения, средства для вакуумирования станций нанесения покрытий включают насосные устройства 191, 192 и 193 для каждой позиции вакуумирования и станция нанесений покрытий, находящаяся в одной из указанных позиций, соединена с каждым из указанных насосных устройств 191, 192, 193.
В этом случае, в станциях нанесения покрытий устанавливают требуемое вакуумметрическое давление. Насосные устройства могут быть оптимизированы для работы в различных интервалах давления с целью достижения эффективного вакуумирования станции нанесения покрытий даже при относительно низкой мощности насоса.
Вариант выполнения, изображенный на фиг.2, также отличается от варианта, проиллюстрированного на фиг.1 тем, что CVD покрытие может наноситься во множестве позиций. В устройстве, показанном на фиг.2, станция для нанесения покрытий находится в первой позиции нанесения покрытия, станция 36 находится во второй позиции нанесения покрытия, а станция 37 находится в третьей позиции нанесения покрытия. В каждой из перечисленных позиций станцию нанесения покрытий соединяют с микроволновыми генераторами 25 с помощью полых волноводов 23. В результате воздействия микроволн, проходящих по полому волноводу 23 на станцию нанесения покрытий, происходит генерация плазмы на участках, в которых имеется технологический газ, вследствие чего продукты реакции, образовавшиеся в плазме, наносятся на те поверхности обрабатываемых деталей, которые находятся в контакте с плазмой. Как и в варианте, представленном на фиг.1, рассматриваемый вариант предусматривает нанесение внутреннего покрытия на обрабатываемые детали в виде полых изделий, например на пластмассовые бутыли. Возможна также подача различных технологических газов в индивидуальные позиции, после чего в каждой из таких позиций могут наноситься различные покрытия. Для осуществления газового обмена в ходе нанесения покрытия станции для нанесения покрытий, находящиеся в позициях нанесения покрытия, соединены с дополнительным насосным устройством 194 с помощью нагнетательной линии 17.
Плиты конвейера могут подаваться и выводиться таким же образом, как в варианте, показанном на фиг.1. В устройстве 1, изображенном на фиг.2, станция для нанесения покрытия 31 находится в позиции подачи, а станция 38 - в позиции разгрузки.
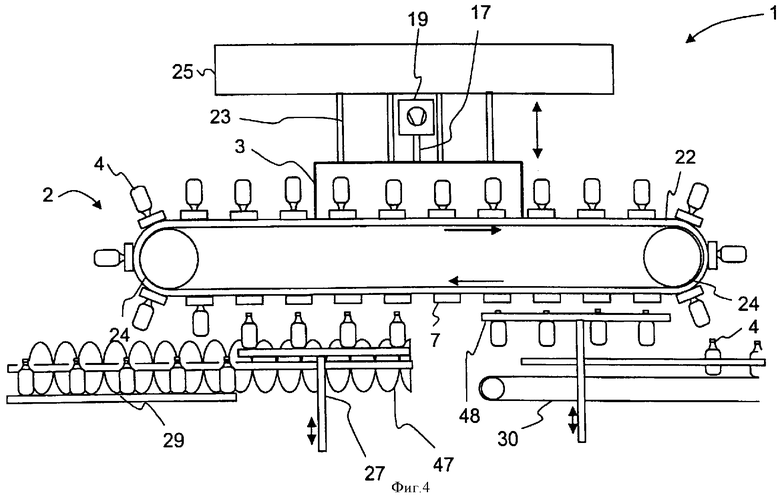
Далее описывается фиг.3, на которой иллюстрируется другой вариант выполнения настоящего изобретения. Рассматриваемый вариант выполнения включает 16 станций для нанесений покрытий 31-45, в которых, аналогично вариантам, проиллюстрированным на фиг.1 и 2, размещаются держатели в виде плит 51-64 конвейера. Плиты 51-64 имеют приемные средства 7 для размещения в каждом случае четырех обрабатываемых деталей. Как и в варианте, представленном на фиг.2, станции для нанесений покрытий вакуумируют на трех стадиях вакуумной откачки посредством насосных устройств 191, 192, 193. В этом случае, две позиции вакуумирования, на которых находятся станции нанесения покрытий 35 и 36, в соответствии с позицией устройства 1, изображенного на рисунке, относятся к конечной стадии откачивания 193. Поэтому станции нанесения покрытий соединяются с последней стадией откачивания вдвое чаще, чем с другими стадиями откачивания. Такой режим обладает преимуществами, поскольку всасывающая мощность вакуумных насосов падает по мере повышения давления.
Покрытие наносится в две стадии, первая из которых соответствует двум позициям нанесения покрытия, а вторая стадия - четырем позициям нанесения покрытия. Для этой цели станции нанесения покрытий снова присоединяют к полым волноводам 23, соединенным с микроволновыми генераторами 251 и 252. В ходе изменения позиции нанесения покрытия полые волноводы могут присоединяться снова или продвигаться дальше во избежание нарушения нанесения CVD покрытия.
На фиг.4 изображена схема устройства согласно изобретению, сконструированного в виде прямоугольного конвейера. Транспортерное устройство 2 в соответствии с таким вариантом включает конвейерную цепь 22, движение которой направляется вращающимися элементами 23. Направление движения конвейерной цепи 22 вокруг барабанов 24 указано стрелкой. Приемные средства 7, предназначенные для приема и закрепления бутылей 4, крепятся на конвейерной цепи. Бутыли 4 вставляются и вынимаются на противоположной стороне от конвейерной цепи 22. В результате такой конструкции устройство 1 очень компактно.
Прежде всего, бутыли 4 транспортируются в устройство 1 по рельсу 29 с помощью шнека винтового конвейера 47, после чего они подаются в приемные приспособления с помощью толкателя 27. Конструкция толкателя 27 позволяет одновременно подавать в приемные средства 7 множество бутылей. Бутыли 4 подаются на толкатель 27 через определенные интервалы времени, соответствующие расстоянию между приемными средствами 7 на конвейерной цепи, с помощью винтового конвейера 47. В качестве альтернативы толкателю могут использоваться один или более захватных лопастей манипулятора или аналогичные средства. Кроме этого, приемные средства 7 также могут иметь зажимы для крепления бутылей.
Бутыли, закрепленные в приемных средствах 7, транспортируются на противоположную сторону конвейерной цепи 22. На следующей стадии станция для нанесения покрытий опускается вниз, в результате чего бутыли поступают в станцию, находясь на верхней стороне конвейера. В отличие от описанных выше вариантов, в рассматриваемом варианте станция нанесения покрытий не перемещается вместе с конвейером 2. В данном случае станция нанесения покрытий сконструирована таким образом, что принимаемое ею количество бутылей 4 соответствует числу бутылок одновременно подаваемых в приемные средства толкателем 27, что позволяет использовать преимущества одновременного нанесения покрытия на множество обрабатываемых предметов в общей станции нанесения покрытий в соответствии с настоящим изобретением. В качестве примера, на фиг.4 проиллюстрирована версия рассматриваемого варианта выполнения, в которой для нанесения покрытия на четыре бутыли каждый раз используется одна станция.
После этого, во внутренней части станции создается вакуум с помощью символически изображенных средств 19 вакуумирования, присоединенных к станции нанесения покрытий через одну или более вакуумных линий 17.
Далее, внутрь бутылей 4 может подаваться технологический газ, где он может генерировать плазму с помощью генераторов микроволнового излучения 25, соединенных со станцией нанесений покрытий через полые волноводы 23. Микроволновые генераторы 25 и средства вакуумирования 19 могут быть фиксировано соединены со станцией нанесения покрытий 3 и подниматься и опускаться вместе с ней. Такие приспособления также могут быть присоединены к станции нанесения покрытий 3 посредством гибких или разъединяемых соединений, вследствие чего средства 25 и 19 могут находиться в стационарном состоянии.
После несения покрытия внутреннюю часть станции подвергают вентиляции, станцию нанесения покрытий снова поднимают и бутылки транспортируют с помощью конвейерной цепи на противоположную сторону конвейера. Далее бутылки 4 могут выгружаться из приемных средств 7 с помощью перемещающих средств 48 и подаваться на конвейерную ленту 30 с целью перемещения на ней. Такая конструкция позволяет перемещать бутылки в устройство 1 и продвигать их вперед в вертикальном положении, в результате чего для такого перемещения, без существенных изменений, может применяться конвейерная технология, используемая в разливочных установках.
Перечень ссылочных позиций
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2471015C2 |
| МЕХАНИЧЕСКИ СКЛЕЕННАЯ ПЛИТА ИЗ ДРЕВЕСНОГО МАТЕРИАЛА | 2001 |
|
RU2286248C2 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ФОРМИРОВАНИЯ ПЛЕНКИ | 2008 |
|
RU2417275C1 |
| СПОСОБЫ ИНСПЕКЦИИ СОСУДОВ ПО ВЫДЕЛЕНИЮ ГАЗОВ | 2011 |
|
RU2561759C2 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ПОДАЧИ ДЕРЖАТЕЛЕЙ ОБРАБАТЫВАЕМЫХ ИЗДЕЛИЙ | 1991 |
|
RU2031063C1 |
| ПЛАЗМЕННОЕ УСТРОЙСТВО ДЛЯ CVD | 2011 |
|
RU2545977C2 |
| УСТАНОВКА ВАКУУМНОЙ ОБРАБОТКИ И СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ | 2008 |
|
RU2472869C2 |
| ОРТОПЕДИЧЕСКАЯ ПРОКЛАДКА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2561032C2 |
| СИСТЕМА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ВАЛИКОМ | 2005 |
|
RU2386483C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ И СИСТЕМА ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЯ | 2009 |
|
RU2507133C2 |
Изобретение относится к устройству и способу для нанесения покрытия методом химического осаждения из газовой фазы (CVD) и может найти использование при изготовлении пластмассовых контейнеров с защитным покрытием. Устройство содержит транспортерное средство, по меньшей мере одну станцию для нанесения покрытия на по меньшей мере две обрабатываемые детали, по меньшей мере одно средство вакуумирования и средства для генерации плазмы по меньшей мере в одном подрайоне станции нанесения покрытия. Имеется устройство для соединения средства для генерации электромагнитных волн с по меньшей мере одной станцией для нанесения покрытия. Транспортерное средство выполнено с возможностью перемещения по меньшей мере одной станции нанесения покрытия. Изобретение позволяет осуществить более экономически выгодное нанесение CVD покрытия в процессе его длительного нанесения. 2 н. и 26 з.п. ф-лы, 4 ил.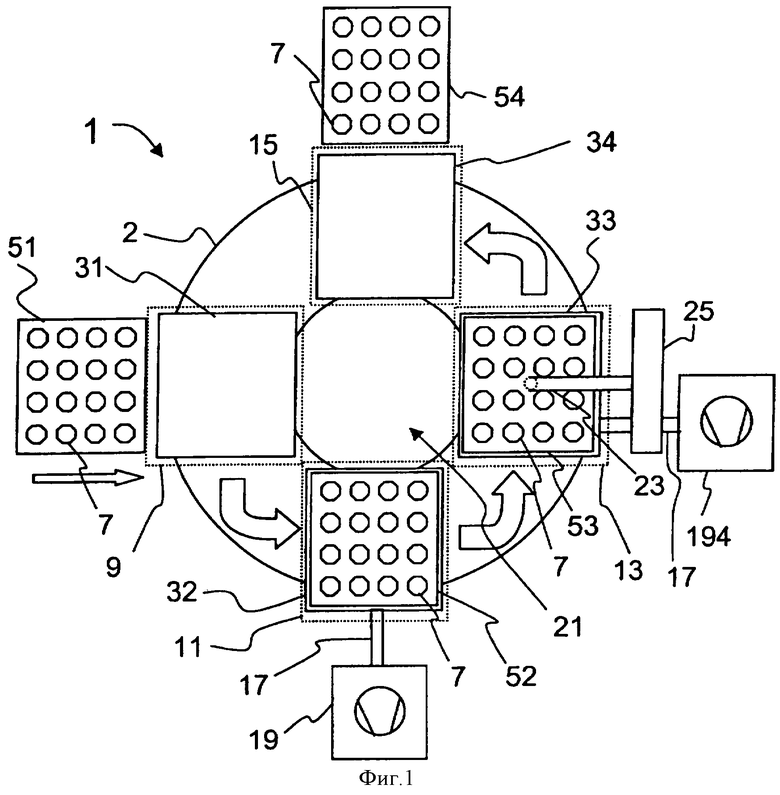
| DE 10010642 A, 06.01.2001 | |||
| Автомат для нанесения покрытий в вакууме | 1960 |
|
SU139895A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ В ВАКУУМЕ | 0 |
|
SU406975A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ИЗДЕЛИЙ В ВАКУУМЕ | 0 |
|
SU405974A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ДИЭЛЕКТРИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ПОДЛОЖЕК ПОЛУСФЕРИЧЕСКОЙ ФОРМЫ | 1992 |
|
RU2087587C1 |
| Устройство для двухсторонней металлизации ленты в вакууме | 1982 |
|
SU1077949A1 |
| US 6335054 A, 01.01.2002 | |||
| Устройство для шагового перемещения магнитных головок | 1974 |
|
SU515148A1 |
| US 5324361 A, 28.06.1994 | |||
| US 3931789 A, 13.011976. | |||

