Изобретение относится к области металлургического оборудования, в частности к конструкции штампового инструмента для прессовой штамповки прямошовных сварных труб большого диаметра на стадии окончательной формовки трубной заготовки.
Наиболее близким по технической сущности является штамповый инструмент для изготовления труб большого диаметра из трубной заготовки прессовой формовкой, выполненный в виде двух симметрично установленных штамподержателей и размещенного в контакте с ними по опорным поверхностям комплекта разъемных парных вкладышей, установленных с возможностью сопряжения с образованием внутренней формообрзующей поверхности, при этом верхний вкладыш снабжен трапецеидальной шпонкой (см. Я.С.Финкельштейн, «Штамповый инструмент для окончательной формовки трубной заготовки». Справочник по прокатному производству. Москва, «Металлургия», с.230, 350, 1975 г.).
Недостатком известного штампового инструмента является то, что в случае несимметричного продольного расположения трубной заготовки относительно вкладышей, когда она располагается на значительном расстоянии (более одного метра) от конца первых по ходу трубной заготовки вкладышей, что является результатом инерционного продвижения трубной заготовки в штамповый инструмент от усилия толкателя, эти вкладыши, вследствие нежесткого их соединения и отсутствия на этом участке сопротивления от трубной заготовки, начинают опережающе сближаться, что вызывает отклонение оси вкладышей от горизонтали. Это, в свою очередь, приводит к неравномерному приложению давления прессования по длине трубной заготовки, а следовательно, отрицательно сказывается на качестве готовой трубы. Аналогичный недостаток проявляется и в случае, когда трубная заготовка располагается на значительном расстоянии от конца последних вкладышей. Для исключения указанного недостатка приходится корректировать расположение трубной заготовки внутри вкладышей, что является трудоемкой и сложной операцией.
Технический результат заявляемого изобретения предусматривает упрощение и повышение точности установки трубной заготовки в штамповый инструмент, а также повышение качества прессовой формовки труб.
Указанный технический результат достигается тем, что в штамповом инструменте для изготовления труб большого диаметра из трубной заготовки прессовой формовкой, выполненном в виде двух симметрично установленных штамподержателей и размещенного в контакте с ними по опорным поверхностям комплекта разъемных парных вкладышей, установленных с возможностью сопряжения с образованием внутренней формообразующей поверхности, согласно изобретению он снабжен упором, установленным на внешнем торце крайнего по ходу верхнего вкладыша и ограничительной пластиной, расположенной внутри упомянутого верхнего вкладыша и закрепленной на упоре при помощи штанг с возможностью регулирования ее расстояния от торца верхнего вкладыша, при этом продольная ось ограничительной пластины совпадает с поперечной осью формообразующей поверхности верхнего вкладыша, а ее длина превышает расстояние между стенками трубной заготовки.
Наличие упора с ограничительной пластиной на внешнем торце крайнего по ходу трубной заготовки верхнего вкладыша позволяет упростить установку трубной заготовки и сократить время на ее установку.
Наличие ограничительной пластины, закрепленной на упоре при помощи штанг с возможностью регулирования ее расстояния от торца верхнего вкладыша, позволяет точно устанавливать относительно крайних вкладышей трубные заготовки различных длин, что сокращает время на их установку и повышает качество прессования труб.
Расположение ограничительной пластины, длина которой превышает расстояние между стенками трубной заготовки, внутри верхнего вкладыша, а продольная ось совпадает с поперечной осью формообразующей поверхности верхнего вкладыша, позволяет трубной заготовке при ее инерционном перемещении остановиться при упоре торцами ее стенок в ограничительную пластину. Это дает возможность точно устанавливать трубную заготовку симметрично относительно концов крайних вкладышей, что повышает качество прессования труб.
При выполнении длины ограничительной пластины менее расстояния между стенками трубной заготовки не произойдет упора последней в ограничительную пластину, и трубная заготовка не остановится в заданном положении. Максимальный размер длины ограничительной пластины должен обеспечивать ее расположение внутри верхнего вкладыша.
Расположение продольной оси ограничительной пластины, ширина которой выбрана, исходя из условий прочности при столкновении с трубной заготовкой, выше поперечной оси формообразующей поверхности верхнего вкладыша не обеспечит упора торцов стенок трубной заготовки в ограничительную пластину, а следовательно, не обеспечит точной установки трубной заготовки. Расположение продольной оси ограничительной пластины ниже поперечной оси формообразующей поверхности верхнего вкладыша не позволит снять готовую трубу со штампового инструмента.
Технических решений, совпадающих с совокупностью существенных признаков изобретения, не выявлено, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «новизна».
Заявляемые существенные признаки изобретения, предопределяющие получение указанного технического результата, явным образом не следуют из уровня техники, что позволяет сделать вывод о соответствии изобретения условию патентоспособности «изобретательский уровень».
Условие патентоспособности «промышленная применимость» подтверждено на примере конкретного выполнения изобретения.
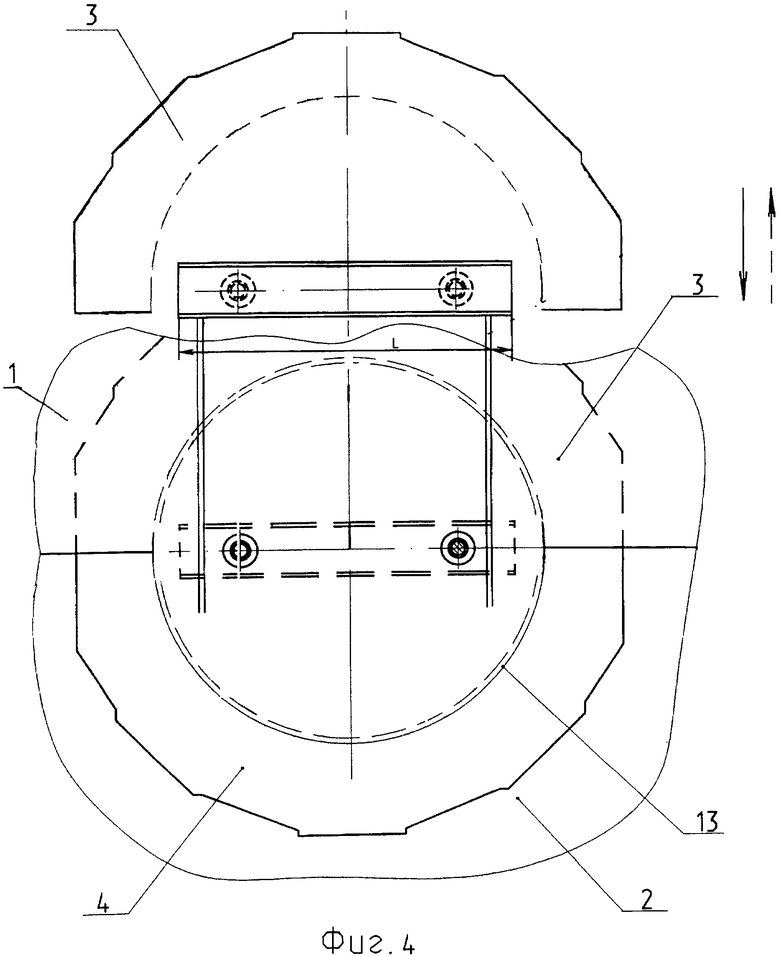
На фиг.1 изображен общий вид штампового инструмента.
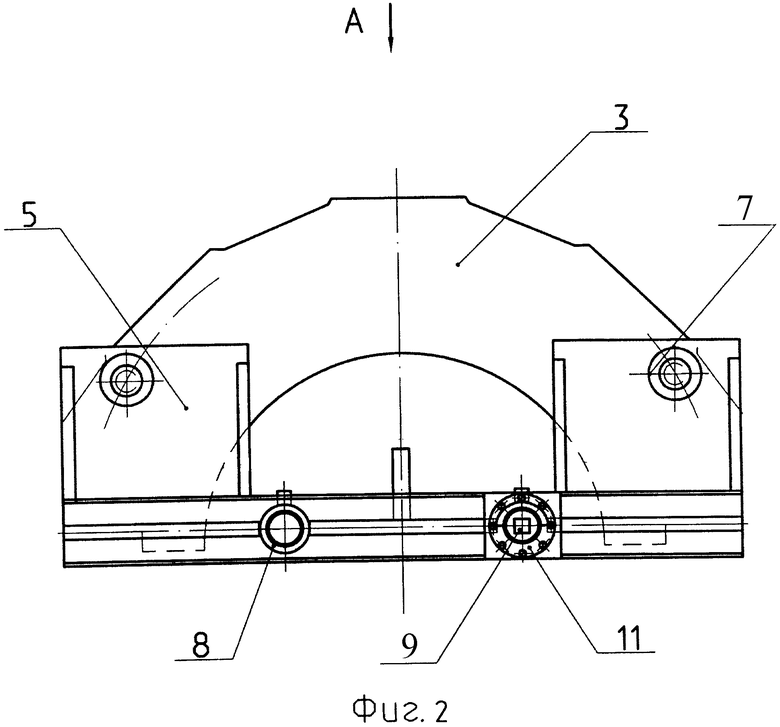
На фиг.2 изображен упор.
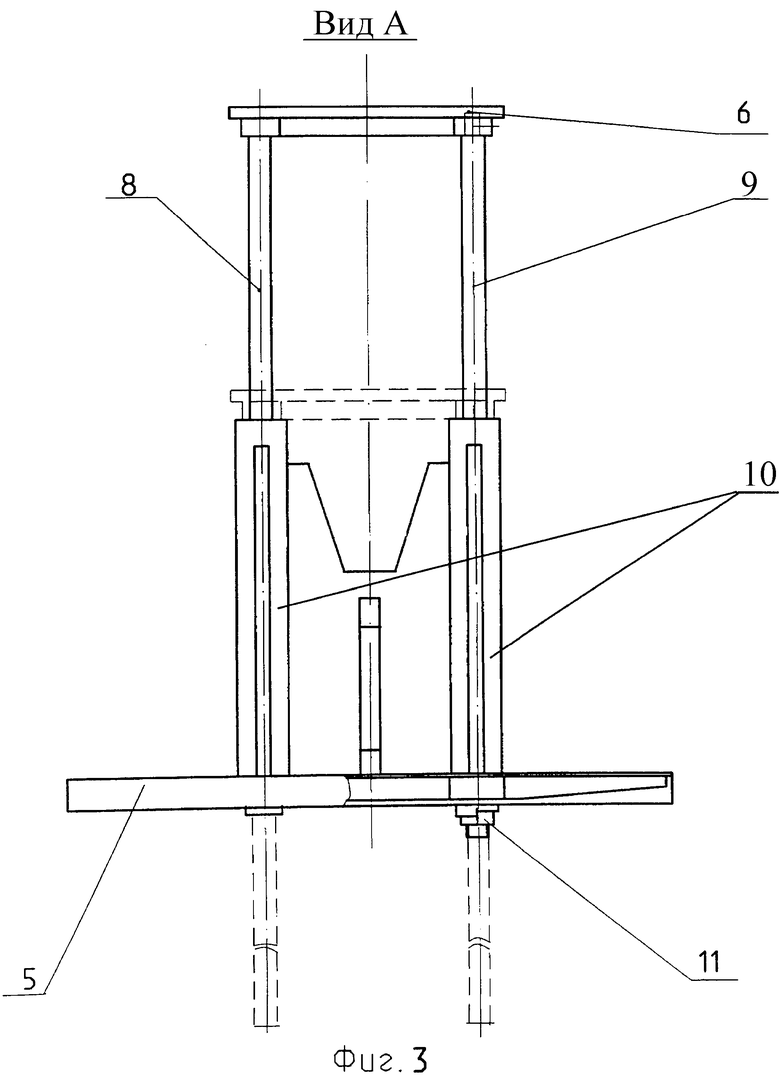
На фиг.3 изображен вид по А фиг.2.
Штамповый инструмент для изготовления труб большого диаметра из трубных заготовок прессовой формовкой выполнен в виде двух симметрично установленных штамподержателей 1 и 2 и размещенного в контакте с ними по опорным поверхностям комплекта разъемных парных вкладышей 3 и 4, установленных с возможностью сопряжения с образованием внутренней формообразующей поверхности. На внешнем торце крайнего по ходу трубной заготовки верхнего вкладыша установлен упор 5 с ограничительной пластиной 6, при этом упор 5 закреплен на верхнем штамподержателе 1 при помощи крепежных деталей 7. Ограничительная пластина 6 закреплена на упоре 5 при помощи штанг 8 и 9, установленных с возможностью перемещения в направляющих втулках 10, закрепленных на упоре 5 при помощи гайки 11. При этом штанги 8 и 9 снабжены линейками с оцифровкой (не показаны). Штанга 9 установлена с возможностью фиксации ее в определенном положении относительно упора 5 для регулирования расстояния ограничительной пластины 6 от торца верхнего вкладыша 3. Ограничительная пластина 6 расположена внутри верхнего вкладыша 3, при этом продольная ось пластины 6 расположена на уровне поперечной оси формообразующей поверхности вкладыша 3. Длина ограничительной пластины превышает расстояние между стенками трубной заготовки 12. Максимальный размер длины ограничительной пластины 6 должен обеспечивать ее расположение внутри верхнего вкладыша 3.
Штамповый инструмент работает следующим образом.
В поднятом состоянии устанавливают при помощи толкателя (не показан) трубную заготовку 12 между набором парных вкладышей 3 и 4. За счет сил инерции трубная заготовка 12 перемещается вдоль набора вкладышей 3 и 4 до упора торцов ее стенок в ограничительную пластину 6, расположенную внутри крайнего по ходу трубной заготовки вкладыша 3. При этом трубная заготовка 12 располагается симметрично относительно крайних концов вкладышей 3 и 4. Затем производят сближение штамподержателей 1 и 2 с вкладышами 3 и 4. Давление прессования передается равномерно по всей длине трубной заготовки, обеспечивая качественное прессование трубы. После изготовления трубы штамподержатель 1 с набором вкладышей 3 поднимают вверх. Упор 5 с пластиной 6 занимают положение выше наружного диаметра трубы 13. Следующей трубной заготовкой (не показана) выталкивают готовую трубу из штампового инструмента.
При необходимости прессования трубных заготовок большей или меньшей длины регулируют положение ограничительной пластины 6 относительно наружного торца верхнего вкладыша 3 путем откручивания гайки 11 и перемещения ограничительной пластины 6 на необходимую величину, определяемую по линейке с оцифровкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ФОРМОВКИ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ U-ОБРАЗНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340422C2 |
| ШТАМПОВЫЙ ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2000 |
|
RU2189881C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Испытательный стенд для формовки трубы из листа конечной длины | 1986 |
|
SU1391752A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ РАВНОПРОХОДНЫХ ТРОЙНИКОВ | 2006 |
|
RU2311982C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 2000 |
|
RU2191651C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДКИ ПЕРЕДНЕЙ КРОМКИ КОМПОЗИЦИОННОЙ ЛОПАТКИ ВЕНТИЛЯТОРА | 2012 |
|
RU2503519C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2057603C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ И ПРЕССУЮЩИЙ ШТАМП, ИСПОЛЬЗУЕМЫЙ ПРИ ДАННОМ СПОСОБЕ | 2015 |
|
RU2663674C1 |
Изобретение относится к области обработки металлов давлением, в частности к штамповым инструментам для прессовой формовки. Инструмент выполнен в виде двух симметрично установленных штамподержателей и размещенного в контакте с ними по опорным поверхностям комплекта разъемных парных вкладышей, установленных с возможностью сопряжения и образования внутренней формообрзующей поверхности, упора, установленного на внешнем торце крайнего по ходу верхнего вкладыша, и ограничительной пластины, расположенной внутри упомянутого верхнего вкладыша и закрепленной на упоре при помощи штанг с возможностью регулирования ее расстояния от торца верхнего вкладыша. При этом продольная ось ограничительной пластины совпадает с поперечной осью формообразующей поверхности верхнего вкладыша, а ее длина превышает расстояние между стенками трубной заготовки. Повышается точность установки трубной заготовки в штамповый инструмент, а также качество прессовой формовки труб. 3 ил.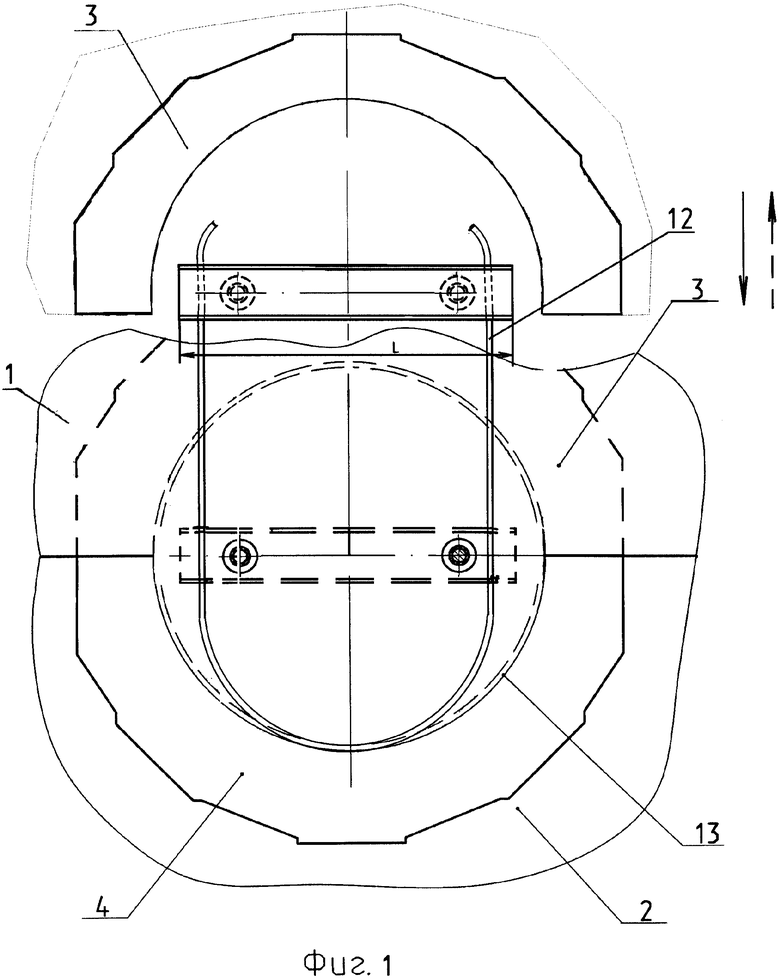
Штамповый инструмент для изготовления труб большого диаметра из трубной заготовки прессовой формовкой, выполненный в виде двух симметрично установленных штамподержателей и размещенного в контакте с ними по опорным поверхностям комплекта разъемных парных вкладышей, установленных с возможностью сопряжения и образования внутренней формообрзующей поверхности, отличающийся тем, что он снабжен упором, установленным на внешнем торце крайнего по ходу верхнего вкладыша, и ограничительной пластиной, расположенной внутри упомянутого верхнего вкладыша и закрепленной на упоре при помощи штанг с возможностью регулирования ее расстояния от торца верхнего вкладыша, при этом продольная ось ограничительной пластины совпадает с поперечной осью формообразующей поверхности верхнего вкладыша, а ее длина превышает расстояние между стенками трубной заготовки.
| ФИНКЕЛЬШТЕЙН Я.С | |||
| Штамповый инструмент для окончательной формовки трубной заготовки | |||
| Справочник по прокатному произодству | |||
| - М.: Металлургия, 1975, с.230, 350 | |||
| ИНСТРУМЕНТ ДЛЯ МЕХАННЧЕСКОЙ РАЗДАЧИ ТРУБ БОЛЬШОГО ДИАМЕТРАs^ tj !:::.Wt.' г— о ^"i .•ратрятнП-Т?^'-!??'?'-;-'ЬЯ в i.i'. >& tS'- - :;.'..!-'.. =•bHi>&JsHn«.'' 1 к;':''•. | 0 |
|
SU389869A1 |
| Устройство для раздачи труб | 1978 |
|
SU733806A1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104114C1 |
| US 3899911 А, 19.08.1975. | |||

