Изобретение относится к абразивной промышленности, а именно к способам изготовления абразивного инструмента, в частности чашечных кругов.
Известен способ изготовления конических чашечных кругов, в котором ведут дозированную подачу формуемого материала в пресс-форму [1]. В пресс-форме формуют заготовку круга, близкую к размеру готового круга, далее заготовку сушат и обтачивают на сверлильном станке.
Недостатками способа являются дополнительное количество отходов, получаемых при обточке.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ изготовления конических чашечных кругов на вулканитовой связке, включающий дозированную подачу формуемого материала в закрытую пресс-форму с последующим его формованием [2]. В качестве формуемого материала используют прокатанные и вырубленные заготовки донной и боковой частей круга. Донную часть вырубают в виде круга, а боковую часть в виде параллелограмма.
Недостатком способа являются ограниченные технологические возможности в связи с получением кругов толщиной не более 10 мм, высокая трудоемкость укладки обеих заготовок в пресс-форму, низкая прочность крепления стенки чашки ко дну, наличие шва, появление трещин на стенках чашки, которые не устраняются при прессовании.
Задачей предлагаемого решения является расширение технологических возможностей путем получения кругов с толщиной стенки более 10 мм и снижение трудоемкости изготовления.
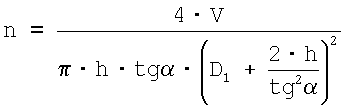
Поставленная задача достигается тем, что в способе изготовления конических чашечных кругов на вулканитовой связке, включающем дозированную подачу формуемого материала в закрытую пресс-форму с последующим его формованием, согласно изобретению в качестве формуемого материала используют собранные в пакет предварительно прокатанные и вырубленные кольцевые заготовки, количество n которых определяют по формуле:
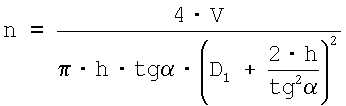 ,
,
где D1 - диаметр основания круга, мм;
V - объем получаемого круга, мм3;
α - угол наклона стенок круга к основанию, град;
h - высота кольцевой заготовки, которую выбирают из интервала 6÷10 мм из условия получения целого числа n, мм;
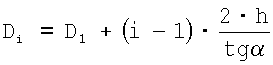
при этом диаметр нижней кольцевой заготовки равен диаметру основания круга D1, а диаметр каждой последующей заготовки равен:
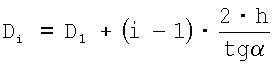 ,
,
где i - номер заготовки, i=1...n.
То, что в предлагаемом способе в качестве формуемого материала используют собранные в пакет предварительно прокатанные и вырубленные кольцевые заготовки, количество которых определяют заявленным методом, позволяет при прессовании исключить появление растягивающих напряжений по сечению стенки. В связи с этим появляется возможность формирования стенки без ограничения ее толщины.
Вырубка заготовок только одной формы (кольцевой) и простота сборки этих заготовок в пакет упростит их изготовление.
Высоту кольцевых заготовок выбирают равной 6÷10 мм, исходя из технологических возможностей прокатного оборудования. Уменьшение этой высоты менее 6 мм ведет к образованию расслоений получаемого круга, а увеличение ее более 10 мм ведет к появлению пустот.
Количество заготовок в n пакете должно быть целым числом, которое получают из заявляемой зависимости, варьируя высотой h заготовки в заданных пределах (6÷10 мм).
Уменьшение заявленной величины диаметра Di каждой последующей заготовки ведет к появлению пустот, а увеличение - к расслоению круга.
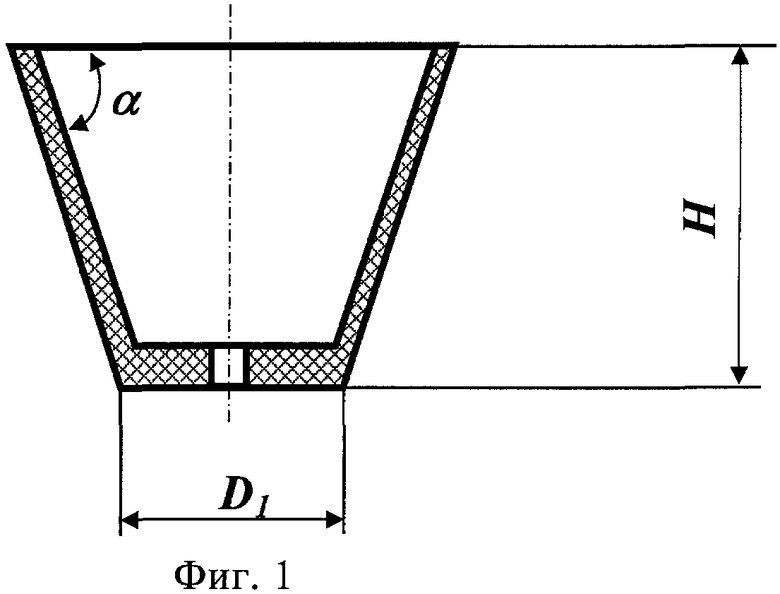
Предлагаемый способ проиллюстрирован чертежами, где на фиг.1 показана схема формования пакета заготовок, на фиг.2 - чертеж получаемого конического чашечного круга.
На схеме обозначены:
1 - нижняя заготовка;
2 - последующая заготовка;
3 - матрица;
4 - пуансон.
Способ осуществляется следующим образом.
Исходя из требуемого объема круга варьируя высотой кольцевой заготовки в заданных пределах (6÷10 мм), по зависимости
определяют количество заготовок (должно быть целым числом). Затем по зависимости
определяют диаметры соответствующих кольцевых заготовок. Прокатывают из формовочного материала листы высотой h и затем вырубают n количество заготовок рассчитанных диаметров. Затем кольцевые заготовки укладывают заявленным способом в матрицу 3 и ведут прессование с помощью пуансона 4.
Согласно предлагаемому способу на ЗАО «РОССИ» были изготовлены конические чашечные круги ЧК 150×50×32 с толщиной стенки 12 мм. Формование круга вели из вулканитового формовочного материала марки 14А 40-Н В 35 м/с, из пластин с размерами, рассчитанными согласно заявляемому способу (см. таблицу).
Полученные круги не имели трещин и соответствовали требованиям ГОСТа 2424-83.
Предлагаемый способ найдет применение в абразивной промышленности при изготовлении чашечных кругов, применяемых для чистового шлифования в различных отраслях промышленности.
Источники информации
1. В.Н.Любомудров, Н.Н.Васильев и др. Абразивные инструменты и их изготовление. Машгиз. 1953 г., с.182, 198, 205.
2. Авторское свидетельство №942979. Способ изготовления чашечных шлифовальных кругов. М. кл. В24D17/00.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2224635C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2155671C1 |
| Способ изготовления чашечных шлифовальных кругов | 1980 |
|
SU942979A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2013 |
|
RU2525029C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ЧАШЕЧНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2207947C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении конических чашечных кругов на вулканитовой связке. Осуществляют дозированную подачу формуемого материала в закрытую пресс-форму с последующим его формованием. В качестве формуемого материала используют собранные в пакет предварительно прокатанные и вырубленные кольцевые заготовки. Диаметр нижней кольцевой заготовки выбирают равным диаметру D1 основания круга. Количество n заготовок и диаметр D каждой последующей заготовки определяют по приведенным расчетным формулам в зависимости от объема получаемого круга, угла наклона стенок круга к основанию, высоты кольцевой заготовки, которую выбирают в интервале значений 6÷10 мм из условия получения целого числа n. В результате расширяются технологические возможности путем получения кругов с толщиной стенки более 10 мм и снижается трудоемкость их изготовления. 2 ил., 1 табл.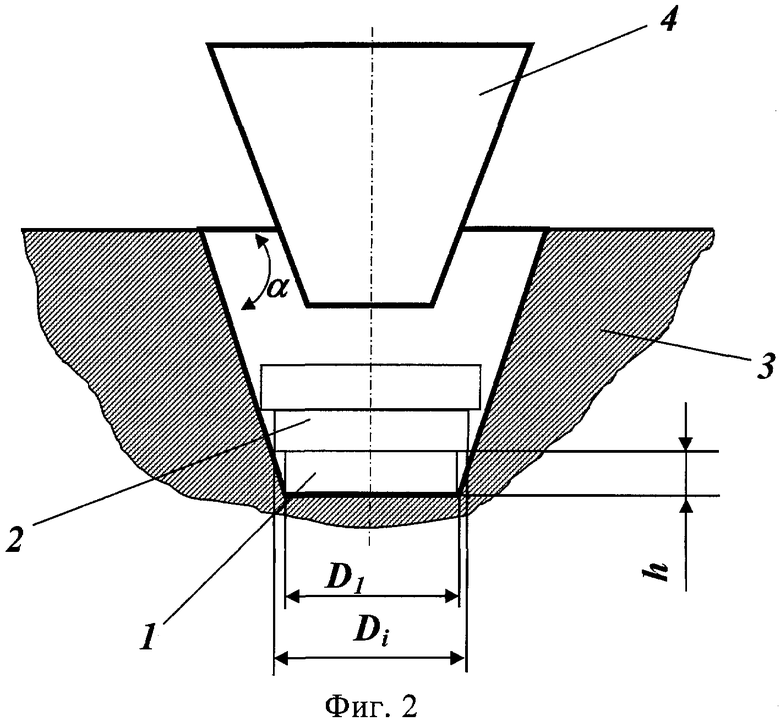
Способ изготовления конических чашечных кругов на вулканитовой связке, включающий дозированную подачу формуемого материала в закрытую пресс-форму с последующим его формованием, отличающийся тем, что в качестве формуемого материала используют собранные в пакет предварительно прокатанные и вырубленные кольцевые заготовки, количество n которых определяют по формуле:
 ,
,
где D1 - диаметр основания круга, мм;
V - объем получаемого круга, мм3;
α - угол наклона стенок круга к основанию, град;
h - высота кольцевой заготовки, которую выбирают в интервале значений 6÷10 мм из условия получения целого числа n, мм,
при этом диаметр нижней кольцевой заготовки выбирают равным диаметру D1 основания круга, а диаметр Di каждой последующей заготовки определяют по формуле:
 ,
,
где i - номер заготовки, i=1...n.
| Способ изготовления чашечных шлифовальных кругов | 1980 |
|
SU942979A1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАГОТОВОК ЧАШЕЧНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2207947C1 |
| СПОСОБ ПОЛУЧЕНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2003 |
|
RU2243879C1 |
| ЛЮБОМУДРОВ В.Н | |||
| и др | |||
| Абразивные инструменты и их изготовление | |||
| - М.-Л.: Машгиз, 1953, с.198-199. | |||

