Изобретение относится к экструзионным головкам для производства одно- или многослойной пленки в соответствии с основной частью п.1 формулы изобретения.
Подобные типы экструзионных головок для производства пленки уже известны. Экструзионные головки для производства однослойной рукавной пленки состоят из одной центральной оправки, концентрично окруженной кожухом. Между оправкой и кожухом находится кольцевая щель, через которую в кольцеобразную фильеру подается расплав. На своей наружной окружной поверхности оправка имеет одну или несколько спиральных канавок - спиральный распределитель. Глубина этих канавок уменьшается от начала кольцевой щели в сторону кольцеобразной фильеры. Расплав подается посредством одного или нескольких питателей расплава в начальные точки канавок спирального распределителя так, что часть расплава передается в спиральных канавках в экструзионной головке к кольцеобразной фильере. Как результат уменьшающейся глубины канавок, увеличивающееся количество расплава подается на разделяющую канавки перемычку в аксиальном направлении (см. документ DE 19924540 C1 или DE 2306834).
Экструзионные головки для производства многослойной рукавной пленки отличаются от экструзионных головок для производства однослойной рукавной пленки тем, что центральная оправка окружена коаксиально несколькими кольцевыми элементами. На своих наружных окружных поверхностях кольцевые элементы имеют спиральные распределители. Между отдельными кольцевыми элементами выполнены кольцевые щели. Разные кольцевые щели сходятся перед кольцеобразной фильерой. Спирали распределителя отдельных кольцевых элементов также соединяются с одним или несколькими питателями расплава для обеспечения подачи расплава в них (см. документ DE 2320687 или DE 19521026).
Еще один пример конструкции экструзионной головки для производства многослойной рукавной пленки описан в документе ЕР 1055504 B1. В этом варианте кольцевые элементы являются коническими по форме и расположены поверх друг друга. В каждом случае два ориентированные в противоположных направлениях спиральных канала, глубина которых уменьшается в сторону отверстия, вырезаны во внутренней или наружной окружной поверхности конических кольцевых элементов.
Еще один вариант конструкции экструзионной головки для производства пленки описан в документе DE 20307412 U1. В этом случае спиральные распределители вырезаны во внутренней ограничивающей стенке и наружной ограничивающей стенках, по меньшей мере, одного канала для расплава. Это служит для предотвращения загрязнения пленки, вызываемого посторонними частицами. Спирали на внутренней и наружной ограничивающих стенках каналов для расплава могут располагаться либо конгруэнтно, либо в шахматном порядке.
Назначение спирального распределителя - равномерно распределять расплав в кольцевую щель. Расплав разделяется посредством первичных распределителей на несколько отдельных потоков, все из которых протекают в каналы спирального распределителя. Поток расплава, протекающий в спиралях, непрерывно разделяется на касательную составляющую, которая идет по пути спирали, и аксиальную составляющую, которая протекает по разделительной перемычке между двумя спиралями, в просвет между двумя кольцевыми элементами к кольцеобразной фильере. Как результат, расплав, который берет свое начало с накладывания аксиальных и касательных потоков расплава из всех каналов распределителя, протекает во всех точках по окружности кольцеобразной фильеры. Эти две составляющие скорости вызывают не только контакт потоков расплава соседних спиральных каналов по их краям, но и их перекрытие друг другом на большой площади контакта. Благодаря этому, а также благодаря тому, что в этой системе не возникают соединительные линии, помимо необходимой механической однородности можно добиться высокой термической однородности. На конце спирального распределителя радиальный поток в каналах уже превращается исключительно в аксиальный поток к кольцеобразной фильере.
Для того чтобы обеспечить установление аксиального спирального потока, на уровне с начальной зоной спирального распределителя необходимо настроить начальный просвет. В этом месте часть расплава резко вытекает из начальной зоны спиральной камеры в кольцевую щель. В этом процессе расплав протекает по диктуемому производством начальному краю и, таким образом, подвергается исключительной ориентации и сдвигу. Этот быстро текущий аксиальный поток расплава вытесняет зоны расплава канала выше, что вызывает образование резко очерченной граничной зоны между потоками расплава, так называемых портлайнс. Это оказывает отрицательное влияние на качество рукава пленки. Поскольку полимеры имеют функцию памяти, на участке пленки, который претерпел отрицательное воздействие, например высокого напряжения или температуры, может проявиться матовая полоса или волнистый участок.
В основу изобретения поставлена задача разработать экструзионную головку описанного во вступлении типа, которая позволяет изготавливать раздувную рукавную пленку без образования точно очерченных граничных зон между аксиальными потоками расплава, которые видны на пленке в виде мутных полос или волнистости.
Поставленная задача достигается благодаря экструзионной головке с характеристиками, описанными в п.1 формулы изобретения. Приемлемые конструкции и преимущественные усовершенствования изобретения описаны в зависимых пунктах формулы изобретения.
Установлено, что в случае экструзионных головок для производства многослойной пленки, спиральный распределитель которых находится на наружной окружной поверхности оправки и кольцевых элементов, матовые полосы (портлайнс) или волнистость имеются только на наружном слое рукава раздувной пленки.
В случае трехслойной рукавной пленки, например, отдельные слои формируются аналогично. Тогда экструзионная головка имеет три концентрические кольцевые щели. Расплав протекает из спирального распределителя, который находится на внутренней ограничивающей стенке соответствующего канала для расплава, в кольцевую щель. Разные потоки расплава затем объединяются в кольцеобразной фильере. После слияния трех отдельных слоев любые поврежденные участки внутреннего и центрального слоев, которые повреждены, полностью скрываются в расплаве. В этом состоянии молекулы полимеров претерпевают различные процессы компенсации и релаксации. И только поврежденный расплав наружного слоя пленки остается в контакте с металлической поверхностью корпуса экструзионной головки. Поскольку гомогенизация в этом месте не происходит, на пленке после ее выхода из экструзионной головки становится видимой история потока.
Критическим сочетанием экструзионной головки является, таким образом, кольцевая щель между перемычкой наружного кольцевого элемента и цилиндрической противоположной поверхностью корпуса. Для того чтобы привести в слияние с расплавом и зоны наружного спирального выпуска, этот спиральный распределитель является более или менее зеркальным. Спиральные каналы спирального распределителя выполнены уже не на наружной окружной поверхности наружного кольцевого элемента, а на внутренней окружной поверхности корпуса. Спиральный выпуск теперь происходит вовнутрь и в конечном итоге вступает в контакт с расплавом других слоев. Как результат, поврежденные зоны расплава внутреннего, центрального и наружного слоев после слияния отдельных слоев становятся полностью скрытыми в расплаве. Это позволяет экструдировать пленку, не имеющую мутных полос (портлайнс) или волнистости.
Спиральный выпуск без внедрения сочетания кольцевой цели и ограничивающей стенки, т.е. при выпуске только из противоположных спиральных и полукруглых каналов путем уменьшения глубины каналов, не приносит положительных результатов.
Инновационный дизайн экструзионной головки обладает такими оптимальными конструктивными характеристиками, как обеспечение высоких показателей качества пленки, самоочистка и т.д.
Другие отличительные признаки и достоинства изобретения вкратце излагаются с использованием последующего описания предлагаемой конструкции и фигуры в качестве примера.
На чертеже представлен частичный разрез экструзионной головки предлагаемой конструкции, предназначенной для изготовления трехслойной рукавной пленки.
Экструзионная головка 1 состоит из внутренней цилиндрической оправки 3, которая окружена концентрически первым кольцевым элементом 5, который в свою очередь окружен вторым кольцевым элементом 4. Второй кольцевой элемент 4 окружен концентрически третьим кольцевым элементом, в данном случае корпусом 2. В каждом случае имеется кольцевая щель 9-11, т.е. канал для расплава, расположенная между оправкой 3 и внутренним кольцевым элементом 5, между внутренним кольцевым элементом 5 и вторым кольцевым элементом 4, а также между вторым кольцевым элементом 4 и корпусом 2, которая по мере приближения к кольцеобразной фильере 12 расширяется. Перед кольцеобразной фильерой 12 кольцевые щели 9-11 соединяются и образуют один общий проход.
Оправка 3 имеет на своей наружной окружной поверхности спиральный распределитель 8. Глубина спиралей уменьшается в сторону кольцеобразной фильеры 12. Спиральный распределитель 8 содержит одну или несколько спиральных канавок, вырезанных в соответствующем компоненте. Внутренний кольцевой элемент 5 также имеет на своей наружной окружной поверхности спиральный распределитель 7. Второй кольцевой элемент 4 спирального распределителя не имеет. Еще один спиральный распределитель 6 вырезан на внутренней окружной поверхности корпуса 2.
Расплав через питатель 13 расплава подается в экструзионную головку 1 и из нее через несколько распределителей (непоказанных) передается к началу спиральных распределителей 6-8. Из них расплав распределяется, с одной стороны, в касательном направлении в спиралях по окружности кольцевой щели 9-11 и, с другой стороны, в аксиальном направлении в кольцевой щели 9-11 между спиральным распределителем и гладкой цилиндрической ограничивающей стенкой соседнего кольцевого элемента. Ближе к верхнему концу кольцевой щели касательная составляющая уменьшается из-за уменьшающейся глубины канавок спирального распределителя и из-за расширения кольцевой щели по мере приближения к кольцеобразной фильере, а аксиальная составляющая увеличивается. Перед кольцеобразной фильерой отдельные потоки расплава сливаются и выходят из экструзионной головки как одна пленка.
Поскольку спиральный выпуск наружных слоев рукава пленки, т.е. внутреннего и наружного слоев, происходит к центру рукава пленки с последующим контактом с расплавом других слоев, обеспечивается возможность изготовления пленки, не имеющей мутных полос и волнистости.
В случае необходимости изготовления более чем трехслойной рукавной пленки с использованием предлагаемой экструзионной головки между наружным и внутренним кольцевыми элементами устанавливается соответствующее количество дополнительных кольцевых элементов, при этом спиральный распределитель внутреннего канала для расплава располагается относительно центральной оси экструзионной головки на ее внутренней ограничивающей стенке, а спиральный распределитель самого наружного канала для расплава располагается относительно центральной оси экструзионной головки на ее наружной ограничивающей стенке. Если, с другой стороны, экструзионная головка предназначена для изготовления однослойной рукавной пленки, экструзионная головка состоит из оправки со спиральным распределителем на наружной поверхности, кольцевого элемента без спирального распределителя и корпуса со спиральным распределителем на его внутренней поверхности.
Экструзионные головки, предназначенные для производства рукавной пленки, в которой необходимо избежать образования мутных полос или волнистости, конструктивно выполняются таким образом, что наружные спиральные распределители направлены к внутренней и наружной поверхности получаемого рукава пленки.
Изобретение не ограничивается примером конструкции, описанной выше и показанной на чертеже. Экструзионная головка может, например, состоять из оправки, одного кольцевого элемента и корпуса, но может иметь и несколько кольцевых элементов в зависимости от требуемого числа слоев рукава пленки. Спиральные распределители центральных каналов для расплава могут располагаться на любой - внутренней или наружной - ограничивающей стенке соответствующего канала для расплава.
Перечень позиций на чертеже:
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Устройство для изготовления армированного сеткой рукавного изделия | 1979 |
|
SU882760A1 |
| Установка для изготовления двухосноориентированных полимерных рукавных пленок | 1979 |
|
SU874382A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU880779A2 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU897550A2 |
| Охлаждающее устройство для пленочного рукава | 1984 |
|
SU1500148A3 |
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |
| Экструзионная головка для совместной экструзии нескольких пластических материалов в виде рукавной пленки | 1981 |
|
SU1371494A3 |
Изобретение относится к экструзионной головке для производства раздувной рукавной пленки из термопластичных полимеров. Экструзионная головка содержит питатель расплава, несколько каналов в виде кольцевых щелей. Каналы расположены концентрично относительно центральной оси экструзионной головки со спиральными распределителями. Спиральный распределитель внутреннего канала для расплава расположен относительно центральной оси экструзионной головки на внутренней ограничивающей стенке. Спиральный распределитель наружного канала расположен на наружной ограничивающей стенке. Несколько первичных распределителей разделяют расплав, выходящий из питателя расплава на отдельные потоки, которые сливаются в спиральных распределителях. Экструзионная головка содержит кольцеобразную фильеру, в которой сливаются каналы для расплава. Техническим результатом является изготовление рукавной пленки без образования матовых полос или волнистых участков за счет использования экструзионной головки. 3 з.п. ф-лы, 1 ил.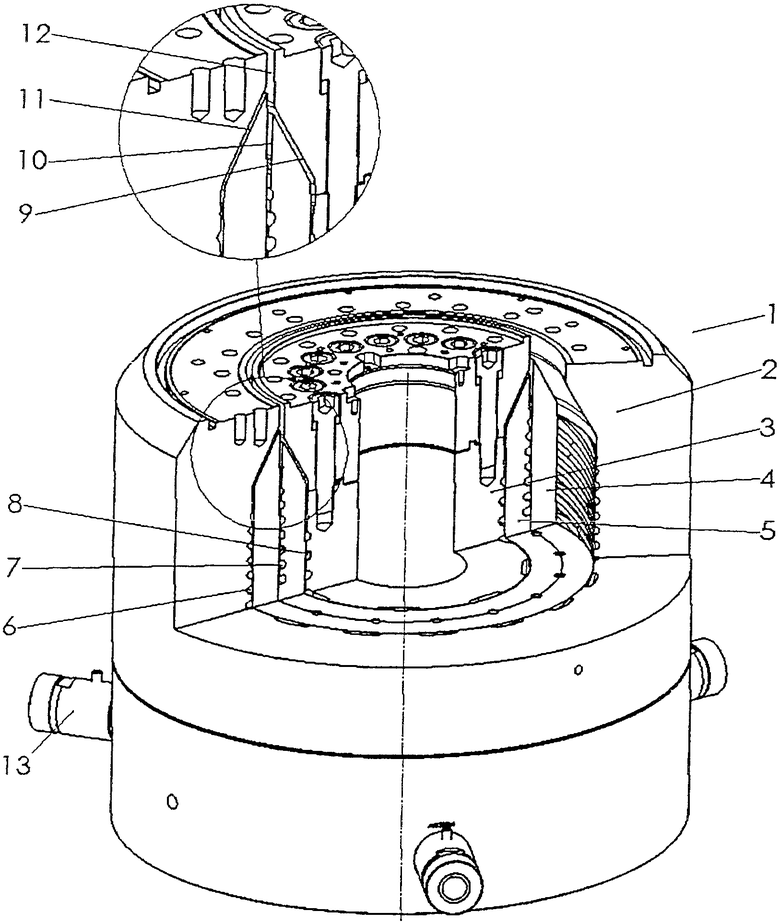
питатель расплава (13);
несколько каналов (9, 10, 11) для расплава в виде кольцевых щелей, расположенных концентрично относительно центральной оси экструзионной головки (1), со спиральными распределителями (6, 7, 8), расположенными на ограничивающих стенках каналов для расплава, причем спиральный распределитель (8) внутреннего канала (9) для расплава расположен относительно центральной оси экструзионной головки на внутренней ограничивающей стенке, а спиральный распределитель (6) наружного канала (11) для расплава расположен относительно центральной оси экструзионной головки на наружной ограничивающей стенке;
несколько первичных распределителей, которые разделяют расплав, выходящий из питателя (13) расплава, на несколько отдельных потоков расплава, которые затем сливаются в спиральных распределителях (6, 7, 8);
и одну кольцеобразную фильеру (12), в которой сливаются каналы (9, 10, 11) для расплава.
| JP 56067223 А, 06.06.1981 | |||
| Экструзионная головка для формования многослойных изделий из термопластов | 1987 |
|
SU1502383A1 |
| US 3642397 А1, 15.02.1972 | |||
| DE 3623308 А, 28.01.1988 | |||
| СПОСОБ ПОЛУЧЕНИЯ ХРОМАТА ЩЕЛОЧНОГО МЕТАЛЛА | 1994 |
|
RU2119455C1 |
| УСТРОЙСТВО ДЛЯ ОЗОНИРОВАНИЯ ВОДЫ | 1991 |
|
RU2038288C1 |

