Карбидокремниевые нагревательные элементы обычно изготавливают в виде сплошных стержней или цилиндрических трубок, обычно диаметром от 3 до 110 мм в диаметре. Также возможны другие поперечные сечения, например квадратные или прямоугольные трубки, но это не общепринято.
Элементы с трубчатым поперечным сечением являются более экономически выгодными в производстве, при этом используется меньше карбида кремния, чем для сплошных элементов, и большая часть карбидокремниевых элементов, используемых в промышленных печах, имеет трубчатую конструкцию.
Карбидокремниевые печные нагревательные элементы необходимо отличать от электрических воспламенителей, которые предназначены для производства теплоты с быстрым ее увеличением и спадом с тем, чтобы воспламенять горючий материал. Чтобы обеспечивать такое быстрое нагревание и охлаждение, воспламенители должны быть небольшими. От печных нагревательных элементов требуется, чтобы они обеспечивали электрический нагрев при повышенных температурах в течение продолжительных периодов времени (например, несколько лет при температуре). Поэтому критерии конструирования для печных нагревательных элементов и электрических воспламенителей являются совершенно различными.
Энерговооруженность любых излучающих нагревательных элементов является функцией площади поверхности излучения, и производительность любого элемента определенного типа обычно выражается в ваттах на квадратный сантиметр его поверхности излучения.
В случае трубчатых карбидокремниевых элементов только площадь наружной поверхности рассматривается как полезная поверхность излучения, поскольку нет радиационной теплопередачи от внутренних поверхностей трубки в окружающую среду.
Карбид кремния является относительно дорогим керамическим материалом, особенно таких сортов, которые используются при изготовлении высокотемпературных электрических нагревательных элементов, поэтому использование меньшего количества материала обеспечивает значительный экономический эффект.
Было установлено, что при повышении отношения полезной поверхности излучения к площади поперечного сечения нагревательных элементов дополнительная мощность может быть получена от элемента с аналогичной площадью поперечного сечения по сравнению с известным трубчатым или сплошным элементом или в качестве альтернативы такая же мощность от меньшего и более легкого элемента при использовании меньшей массы карбида кремния.
Согласно настоящему изобретению предложен карбидокремниевый печной нагревательный элемент в форме полосы.
Предпочтительно, чтобы нагревательные элементы были неполыми.
Предпочтительно, чтобы нагревательные элементы имели отношение размеров в поперечном сечении больше чем 3:1, более предпочтительно больше чем 5:1, наиболее предпочтительно больше чем 10:1.
Под отношением размеров понимается отношение ширины полосы к толщине.
Дополнительные признаки изобретения будут понятными из нижеследующего иллюстративного описания со ссылкой на чертежи, на которых:
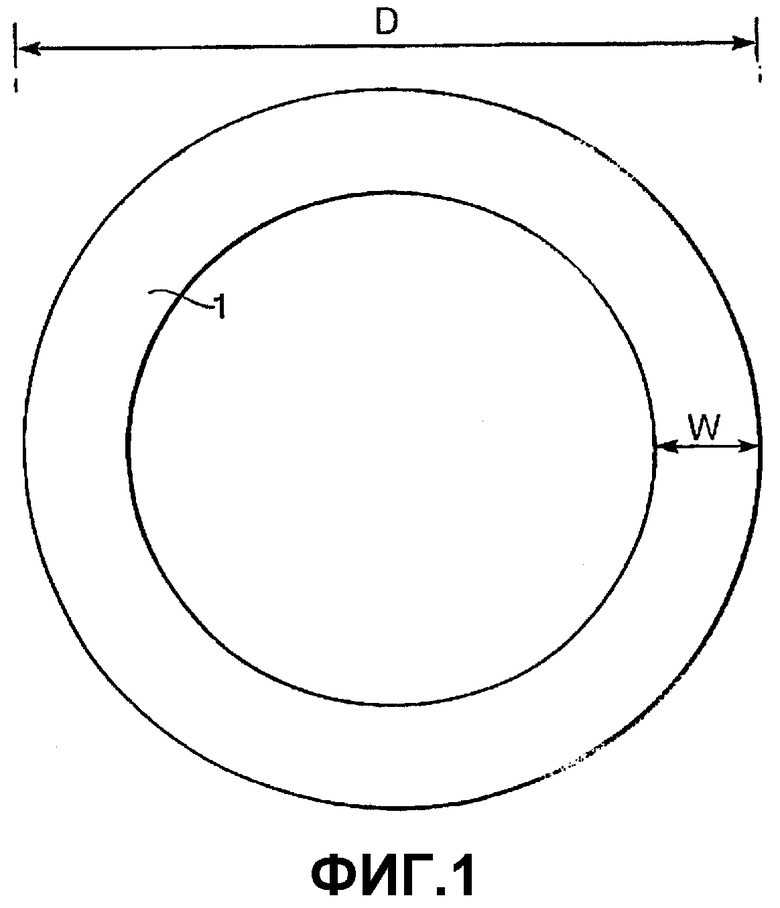
фиг. 1 - сечение известного трубчатого нагревательного элемента;
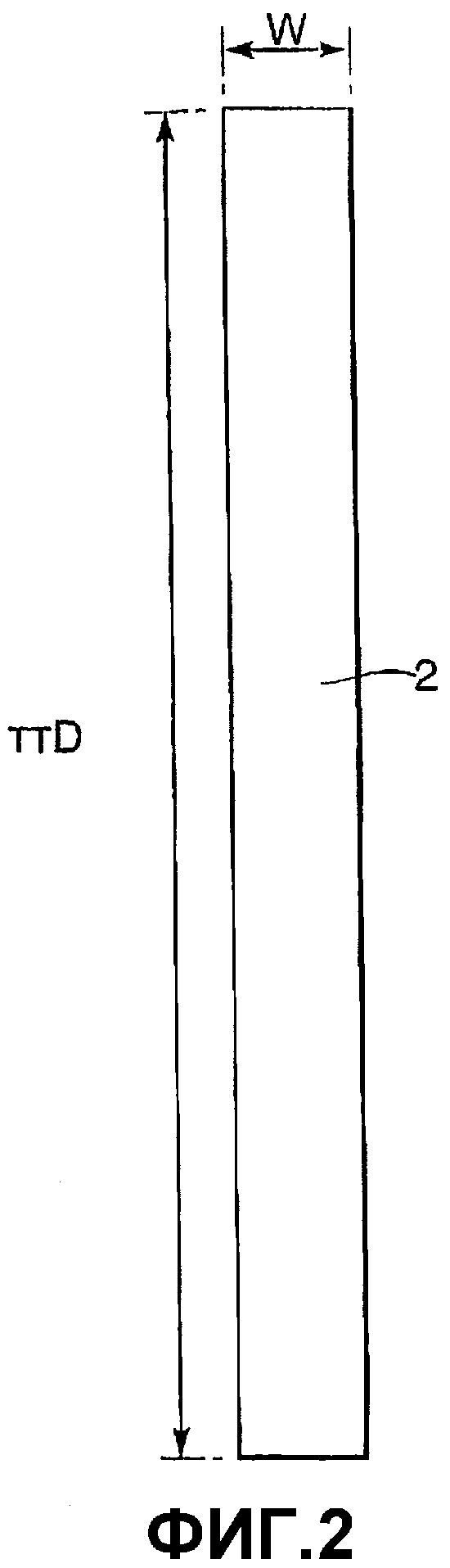
фиг. 2 - вид трубчатого элемента, развернутого для образования элемента в форме полосы согласно настоящему изобретению;
фиг. 3 - вид U-образного состоящего из трех частей нагревательного элемента согласно настоящему изобретению;
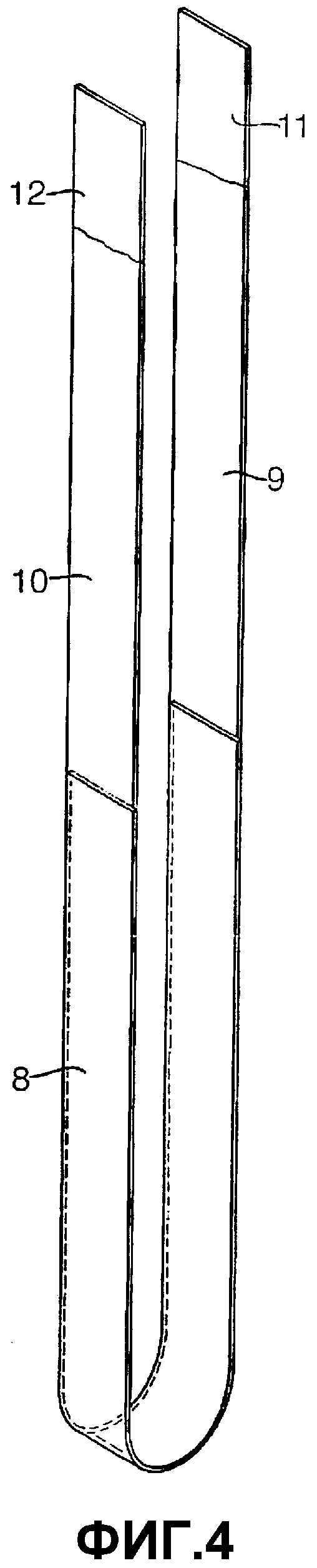
фиг. 4 - вид U-образного состоящего из одной части нагревательного элемента согласно настоящему изобретению;
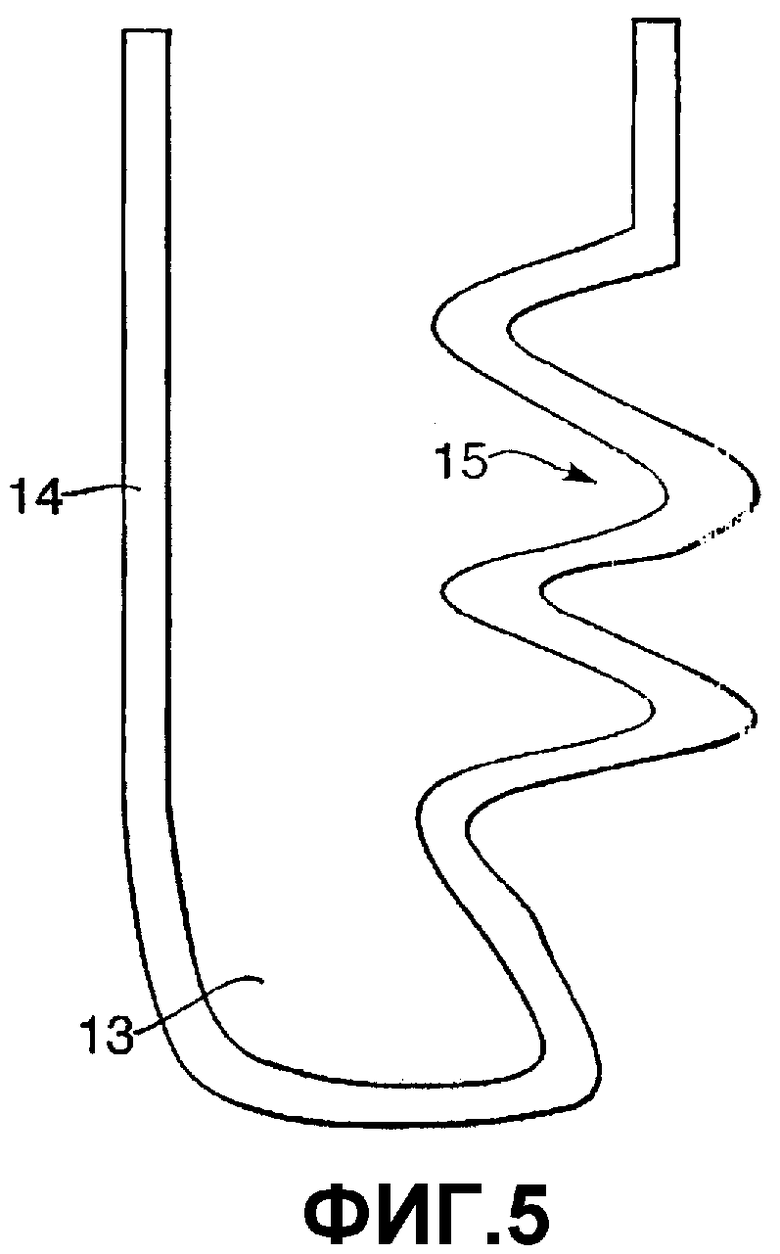
фиг. 5 - вид синусоидального нагревательного элемента согласно настоящему изобретению; и
фиг. 6 - сечение криволинейного элемента в форме полосы согласно настоящему изобретению.
На фиг. 1 известный трубчатый нагревательный элемент 1 имеет диаметр D и толщину W стенки. Площадь поверхности, которая может излучать, определяется периметром πD элемента. Площадь поперечного сечения материала трубки приближается к πDW.
На фиг. 2 трубка показана развернутой с образованием полосы 2 длиной πD и толщиной W. При этом площадь поперечного сечения материала трубки приближается к πDW, но площадь поверхности, которая может излучать, задается периметром 2π(D+W) элемента. В развернутой трубке эффективно удваивается поверхность излучения, тогда как площадь поперечного сечения материала остается неизменной.
В дополнение к этому общая площадь трубки 1 равна πD2/4, тогда как площадь полосы 2 равна πDW. Поэтому отношение площадей полосы и трубки равно 4W/D. В случае трубки диаметром 40 мм и со стенкой толщиной 5 мм это дает в результате отношение общих площадей полосы и трубки, составляющее 0,5. Благодаря уменьшению общей площади элемента можно выполнить меньшее отверстие в стенке печи.
Этот нагревательный элемент может быть плоским, но в случае многих применений нагревательный элемент может быть изогнут один или несколько раз, особенно вне плоскости полосы, для приспособления к установке в оборудование различных типов, но главным образом в электропечи сопротивления косвенного нагрева.
На фиг. 3 и 4 показана одна возможная форма (U) для нагревательного элемента. На фиг. 3 нагревательный элемент выполнен из 3-х секций и содержит простую U-образную полосу 3, обеспечивающую горячую зону высокого электрического удельного сопротивления, присоединенную к «холодным концам» 4, 5 с низким электрическим сопротивлением обычного вида, при этом электрическое удельное сопротивление холодного конца более низкое, чем электрическое удельное сопротивление нагревательной секции, и/или имеет большую площадь поперечного сечения. Выводные концы 6, 7 служат для электрического соединения с источником питания.
На фиг. 4 показан цельный нагревательный элемент, содержащий простую U-образную полосу, имеющую U-образную основную часть 8, определяющую горячую зону высокого электрического удельного сопротивления, и стержни, определяющие холодные концы 9, 10 с низким электрическим сопротивлением и выводные концы 11, 12. Модификация карбида кремния для образования таким способом областей различного электрического удельного сопротивления является известной технологией.
Возможны другие формы выполнения элемента, когда одна или несколько нагревательных секций могут быть образованы с более чем одним изогнутым участком для согласования с формой оборудования, в которую элемент (элементы) должен (должны) устанавливаться, и/или для обеспечения удобного соединения с однофазным или 3-фазным источником электропитания. Например, можно без труда изготовить W-образный элемент. В случае 3-фазного нагревательного элемента три полосы могут быть соединены для образования звезды или другой конфигурации.
На фиг. 5 в основном U-образный элемент 13 содержит прямолинейный стержень 14 и синусоидальный стержень 15, обеспечивающие большую поверхность излучения на длину элемента, чем это может быть выполнено посредством элемента с двумя прямолинейными стержнями.
На фиг. 6 полоса 16 является криволинейной на по меньшей мере части ее длины, а не плоской с тем, чтобы обеспечивать дополнительную жесткость по ее длине. В тех случаях, когда полоса изгибается для образования U-образной формы, предпочтительно, чтобы полоса не была криволинейной там, где ее изгибают, а только прямолинейной.
Карбидокремниевые элементы по существу U-образной формы являются известными и прежде их изготавливали, используя трубчатую или сплошную цилиндрическую нагревательную секцию. Изгиб мог быть образован путем литья в форме, имеющей U-образную конфигурацию, например шликерным литьем, но шликерное литье является непредпочтительным и относительно дорогим способом изготовления карбидокремниевых нагревательных элементов.
В способах литья имеется ограничение на размер частиц карбидокремниевого материала, которые могут быть выгодно использованы при изготовлении, и в тех случаях, когда необходим материал с крупными зернами, литье не рассматривается как практический способ изготовления. Кроме того, желательно изготавливать нагревательные элементы из реакционно-связанного материала высокой плотности, поэтому шликерное литье является непредпочтительным способом изготовления, поскольку литьевой материал или шликер должен включать как карбид кремния, так и углерод, которые довольно трудно отливать контролируемым или воспроизводимым способом.
В тех случаях, когда необходимо крупномасштабное производство карбидокремниевых элементов, предпочтительным является способ изготовления путем экструзии, в котором зерна карбида кремния или смесь карбида кремния и углерода перемешивают со связующими веществами и с пластификаторами, так что они могут быть выдавлены через головки или наборы головок и стержней в тех случаях, когда должны быть изготовлены полые секции. [Могут быть области применения, в которых может быть выгодна полая полоса (требуется меньше материала, легче по весу, проще осуществлять соединение в случае трех деталей, меньшая возможность теплового удара), и в настоящем изобретении предполагаются полые полосы.] Экструзия является полностью контролируемым и воспроизводимым процессом, пригодным для крупномасштабного производства высококачественных электрических нагревательных элементов из карбида кремния.
Поскольку выдавливаемый материал должен быть пластичным, чтобы осуществлять экструзию, то можно изменять его форму путем изгиба или формования после выполнения экструзии, но до сушки и обжига. Приведено соображение относительно изгиба или формования обычных стержней или труб, из которых обычно могут быть изготовлены карбидокремниевые элементы, но имеется большой недостаток, присущий этой процедуре: при изменении формы путем изгиба возрастает длина внешнего контура изгиба и уменьшается длина внутреннего контура. Поэтому материал на внешней стороне кривой растягивается с уменьшением его плотности, а материал на внутренней поверхности сжимается с возрастанием плотности или со сморщиванием материала.
В случае по существу пластинчатых нагревательных элементов толщина в поперечном сечении может быть выполнена довольно небольшой, тем самым минимизируется различие контуров по внутренней и внешней длинам кривой и тем самым минимизируются изменения плотности материала и любое искривление или разрушение экструдированного материала. С достижением преимущества при изгибе только вне плоскости полосы (а не изгибе в плоскости полосы) искривление или разрыв экструдированного материала может быть минимизирован.
С целью проверки были изготовлены путем экструзии карбидокремниевые нагревательные элементы, имеющие в поперечных сечениях толщину 5 мм и ширину 45 мм (отношение размеров 9:1) и толщину 3 мм и ширину 36 мм (отношение размеров 12:1).
После изготовления ленточные элементы могут быть подвергнуты обычным для карбидокремниевых нагревательных элементов стадиям обработки, например пропитке, глазурованию, металлизации выводов.
Согласно настоящему изобретению создан карбидокремниевый нагревательный элемент в форме полосы, имеющий более высокую площадь поверхности излучения по отношению к показателю объема, чем известный трубчатый элемент.
Экструдированный карбидокремниевый печной нагревательный элемент в форме полосы, в котором полоса имеет отношение размеров в поперечном сечении больше, чем 3:1, т.е. имеющий более высокую площадь поверхности излучения по отношению к показателю объема, что повышает мощность нагревателя при использовании меньшей массы карбида кремния. 2 н. и 19. з.п. ф-лы, 6 ил.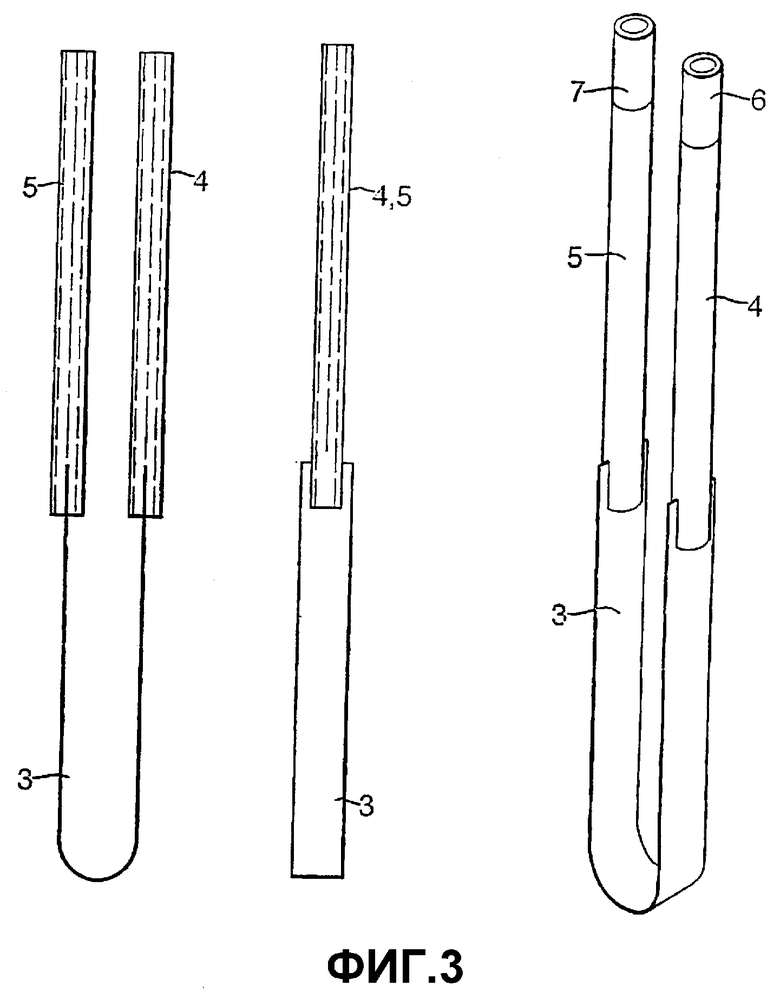
| US 965051, 12.10.1999 | |||
| Устройство для непрерывного прессования керамических изделий | 1981 |
|
SU1043007A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| US 3964943, 22.06.1976 | |||
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ МАГНИТНЫХ МАТЕРИАЛОВ | 1987 |
|
SU1497871A1 |
| US 3875477, 01.04.1975 | |||
| US 4272639, 09.06.1981. | |||

