4:i
ОС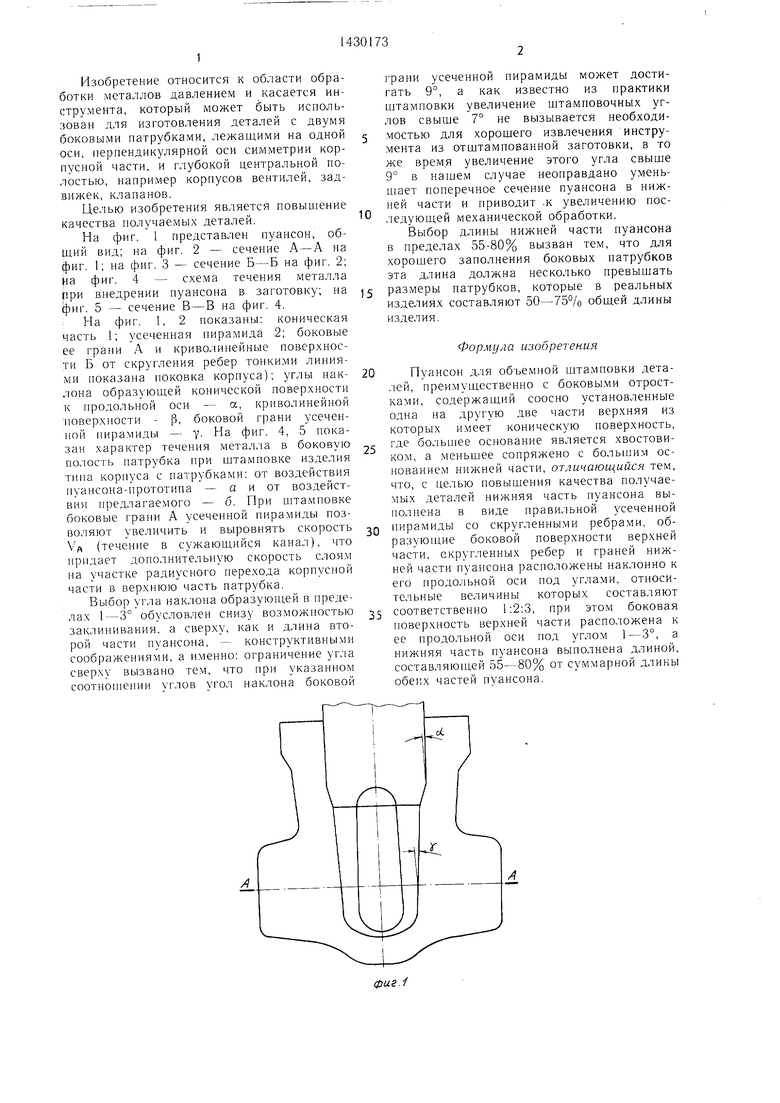
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| Штамп для изготовления деталей | 1982 |
|
SU1094665A1 |
| ПУАНСОН ДЛЯ ФОРМОВКИ ОБОЛОЧЕК | 2006 |
|
RU2339480C2 |
| Инструмент для изготовления шестигранных головок болтов | 1989 |
|
SU1690940A1 |
| Ковочный штамп | 1990 |
|
SU1748910A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Штамп для объемной штамповки | 1986 |
|
SU1423244A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
Изобретение относится к обработке .металлов давлением, в частности к пуансонам для объемной штамповки деталей с боковы.ми отростка.ми. Цель изобретения - повышение качества получаемых деталей. При внедрении верхней части пуансона в заготовку его боковые грани на участке усеченной пирамиды выравнивают CKopocTi) течения металла в зоне отростка и одно- вре.менно увеличивают ее ве шчиму, что придает дополнительную скорость слоям металла в местах раднусов сопряжения основной части детали и отростков. 5 ил.
СО
Изобретение относится к области обработки металлов давлением и касается инструмента, который может быть использован для изготовления деталей с двумя боковыми патрубками, лежащими на одной оси, перпендикулярной оси симметрии корпусной части, и глубокой центральной полостью, например корпусов вентилей, задвижек, клапанов.
Целью изобретения является повышение качества получаемых деталей.
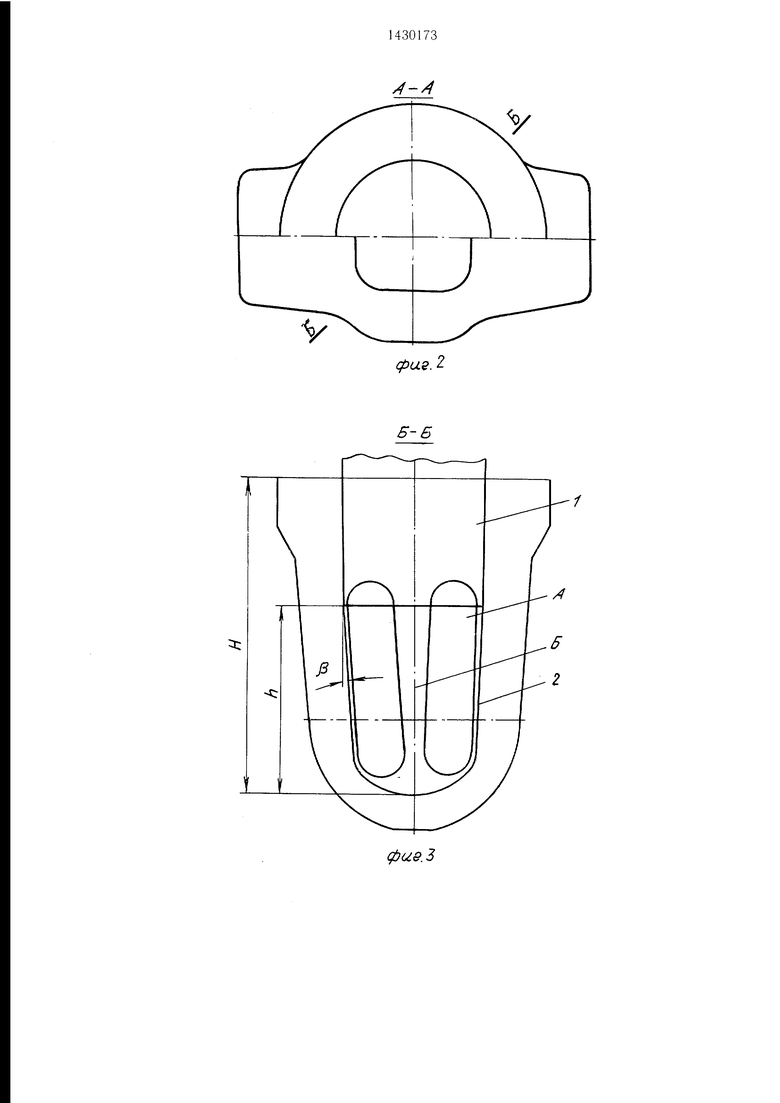
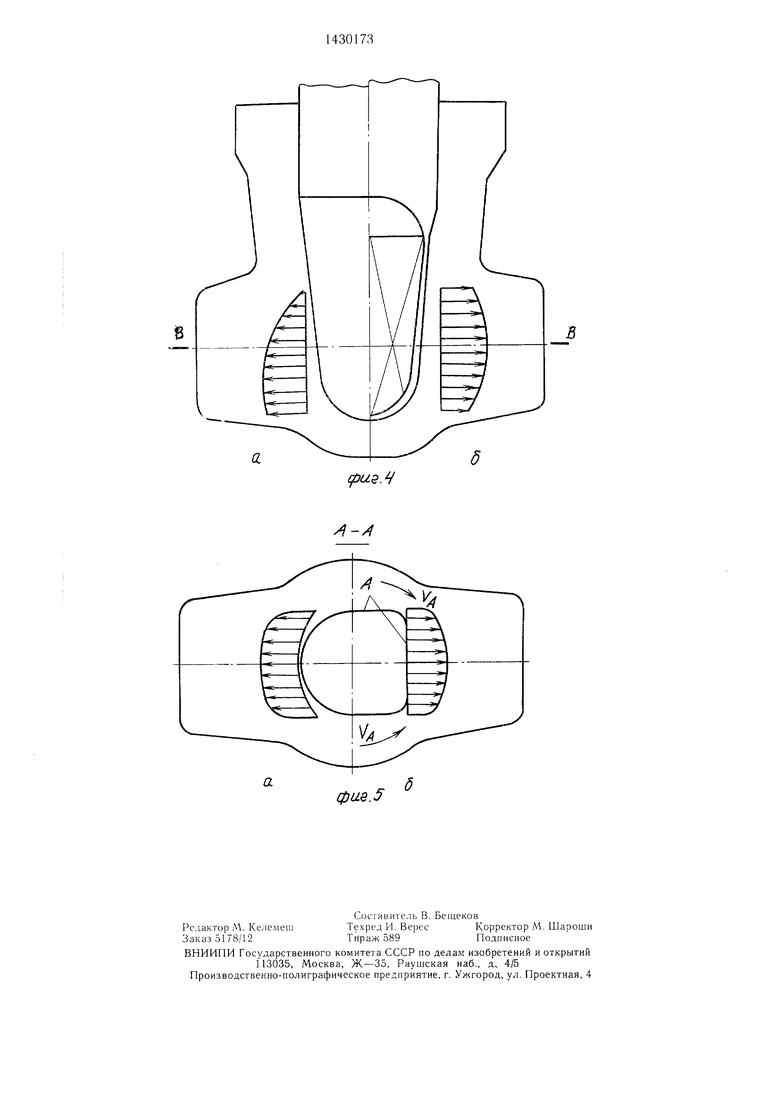
На фиг. 1 представлен пуансон, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 2; на фиг. 4- - схема течения металла при внедрении пуансона в заготовку; на фиг. 5 - сечение В-В на фиг. 4.
На фиг. 1, 2 показаны: коническая часть 1; усеченная пирамида 2; боковые ее грани У и криволинейные поверхности Б от скругления ребер тонкими линиями показана поковка корпуса); углы наклона образующей конической поверхности к продольной оси - а, криволинейной поверхности - |3, боковой грани усеченной пирамиды - 7- На фиг. 4, 5 показан характер течения метал.ча в боковую полость патрубка при щтамповке изделия тина корпуса с патрубками: от воздействия пуансона-прототипа - а и от воздействии предлагаемого - б. При щтамповке боковые грапи А усеченной пирамиды позволяют увеличить и выровнять скорость Vft (течение в сужающийся канал), что придает дополнительную скорость слоям па участке радиусного перехода корпуспой части в верхнюю часть патрубка.
Выбор угла наклона образующей в пределах 1 - 3° обусловлен снизу возможностью заклинивания, а сверху, как и длина второй части нуансона, - конструктивными соображениями, а именно: ограничение yr;ia сверху вызвано тем, что при указанном cooTiiOHieHHH чтлов УГОЛ наклона боковой
грани усеченной пирамиды может достигать 9°, а как известно из практики щтамповки увеличение щтамповочных углов свыще 7° не вызывается необходимостью для хорощего извлечения инструмента из отштампованной заготовки, в то же время увеличение этого угла свыще 9° в HaHjeM случае неоправдано уменьшает поперечное сечение пуансона в нижней части и приводит .к увеличению последующей механической обработки.
Выбор длины нижней части пуансона в пределах 55-80% вызван тем, что для хорощего заполнения боковых патрубков эта длина должна несколько превышать
размеры патрубков, которые в реальных изделиях составляют 50-75% общей длины изделия.
Формула изобретения
0
5
0
.5
Пуансон для объемной штамповки деталей, преимущественно с боковыми отростками, содержащий соосно установленные одна на другую две части верхняя из которых имеет коническую поверхность, где больп1ее основание является хвостовиком, а меньшее сопряжено с большим основанием нижней части, отличающийся тем, что, с пелью повышения качества получаемых деталей нижняя часть пуансона вы- полн.ена в виде правильной усеченной пирамиды со скругленными ребрами, образующие боковой поверхности верхней части, скругленных ребер и граней нижней части пуансона расположены наклонно к его продольной оси под углами, относительные величины которых составляют соответственно 1:2:3, при этом боковая поверхность верхней части расположена к ее продольной оси под углом 1-3°, а нижняя часть пуансона выполнена длиной, составляющей 55-80% от суммарной длины обеих частей пуансона.
V
У
(f)us.2
фи&.З
Cf}US.
-/1
фае. 5
| Бобышка наметки штампа для объемной штамповки | 1981 |
|
SU1152695A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
