Изобретение относится к технологии контактной сварки встык пластмассовых труб и может быть использовано при сварке труб с толщиной стенок 20 мм и более.
Известен способ удаления нагревательного инструмента и устройство для его осуществления, включающий отрыв от торцов труб нагревательного инструмента посредством рукояток (Ялышко Г.Ф. Сварка и монтаж трубопроводов из полимерных материалов. - М.: Стройиздат, 1990, с.85-91).
Недостатком известного способа и устройства для его осуществления является невозможность отрыва нагревательного инструмента от свариваемой трубы с большой толщиной стенки (более 20 мм).
Наиболее близким к заявленному изобретению является способ удаления нагревательного инструмента из зоны контактной сварки пластмассовых труб и устройство для его осуществления, включающие разведение свариваемых труб путем отведения подвижного хомута сварочной установки, отрыв нагревательного инструмента от торцов труб и удаление последнего из зоны сварки. (Ялышко Г.Ф. Сварка и монтаж трубопроводов из полимерных материалов. - М.: Стройиздат, 1990, с.85-91).
Известное устройство содержит подвижный и неподвижный хомуты, в которых установлены свариваемые трубы, нагревательный инструмент, установленный между ними.
Недостатком известного технического решения является также невозможность отрыва нагревательного инструмента от трубы с большой толщиной стенки (более 20 мм). В таких случаях обычно используют силовые рычаги из подручных предметов (брус, ломик и тому подобное), которые размещают между хомутом и нагревательным инструментом, что приводит к увеличению продолжительности технологической паузы, что, в свою очередь, приводит к переохлаждению и окислению расплава оторванного торца, а значит к снижению прочности сварного шва. Кроме того, возникает необходимость в дополнительном члене бригады сварщиков.
Задачей предлагаемого изобретения является повышение качества сварного шва за счет обеспечения нормативной продолжительности технологической паузы при сварке труб с большой толщиной стенок.
Указанная задача решается тем, что в способе удаления нагревательного инструмента из зоны контактной сварки пластмассовых труб, включающем разведение труб путем отвода подвижного хомута сварочной установки, отрыв нагревательного инструмента от торцов труб и удаление последнего из зоны сварки, согласно изобретению в процессе оплавления торцов труб нагревательный инструмент соединяют с подвижным и неподвижным хомутами через тягу посредством скобы, прикрепленной к тяге, которую устанавливают так, чтобы она вошла в пазы проушин, расположенных на хомутах, на обоих концах тяги устанавливают упоры с зазором между упором и проушиной, равным 10-15 мм, после процесса оплавления торцов осуществляют отведение хомута и отрыв одной из труб от нагревательного инструмента, при дальнейшем отведении подвижного хомута упор приводят в соприкосновение с проушиной и производят отрыв нагревательного инструмента от второй трубы.
Указанная задача решается также тем, что в устройстве для удаления нагревательного инструмента из зоны стыковой сварки пластмассовых труб, содержащем подвижный и неподвижный хомуты, в которых установлены свариваемые трубы, нагревательный инструмент, расположенный между ними, согласно изобретению на нагревательном инструменте установлена съемная скоба, жестко соединенная с тягой, имеющей на обоих концах упоры и расположенной в проушинах, установленных на подвижном и неподвижном хомутах.
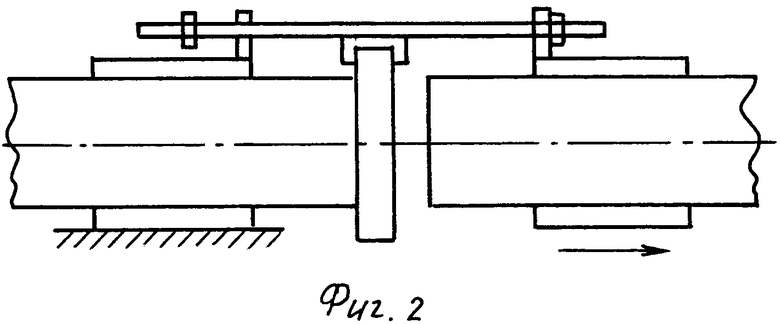
На фиг.1 представлено устройство для удаления нагревательного инструмента из зоны стыковой сварки в процессе оплавления торцов свариваемых труб.
На фиг.2 представлено устройство для удаления нагревательного инструмента из зоны стыковой сварки в процессе отрыва одной из труб.
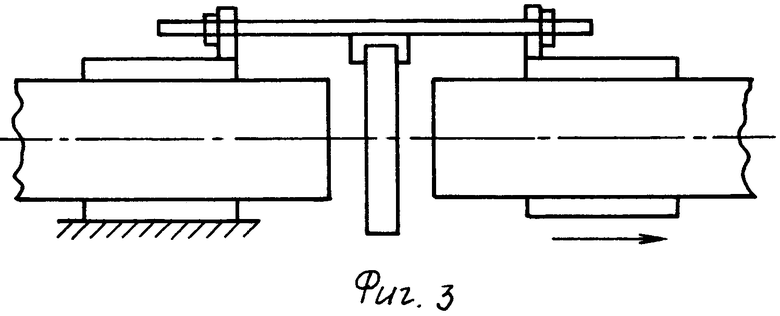
На фиг.3 представлено устройство для удаления нагревательного инструмента из зоны стыковой сварки в процессе отрыва второй трубы.
Устройство для осуществления способа (фиг.1) содержит: 1 - трубу в неподвижном хомуте сварочной установки; 2 - трубу в подвижном хомуте сварочной установки; 3 - неподвижный хомут; 4 - подвижный хомут; 5 - нагревательный инструмент; 6 - скобу; 7 - тягу; 8 - проушины; 9 - упоры.
Способ удаления нагревательного инструмента из зоны стыковой сварки пластмассовых труб осуществляют следующим образом.
В процессе оплавления торцов свариваемых труб 1 и 2 нагревательный инструмент 5 соединяют с подвижным 4 и неподвижным 3 хомутами через тягу 7 посредством скобы 6, прикрепленной к тяге. Тягу устанавливают так, чтобы она вошла в пазы проушин 8, расположенных на хомутах 3 и 4. На обоих концах тяги 7 устанавливают упоры 9 с зазором между упором и проушиной, равным 10-15 мм. После процесса оплавления торцов осуществляют отведение подвижного хомута 4 и отрыв одной из труб от нагревательного инструмента 5. При дальнейшем отведении подвижного хомута 4 упор 9 приводят в соприкосновение с проушиной и производят отрыв нагревательного инструмента 5 от второй трубы.
Предлагаемое изобретение при его использовании обеспечит повышение качества сварного шва за счет обеспечения быстрого и не требующего дополнительных усилий удаления нагревательного инструмента из зоны стыковой сварки пластмассовых труб с большой толщиной стенок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| СПОСОБ СТЫКОВОЙ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 1991 |
|
RU2028211C1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1115910A1 |
| Устройство для сварки пластмассовых труб | 1988 |
|
SU1537563A1 |
| Способ стыковой сварки труб из термопластов | 1984 |
|
SU1219404A1 |
| Машина для контактной стыковой сварки труб большого диаметра | 1981 |
|
SU977124A1 |
| Устройство для стыковой сварки труб из термопластов | 1980 |
|
SU1028516A1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2006 |
|
RU2343331C2 |
| Устройство для сварки труб из термопластов | 1979 |
|
SU856828A1 |
Изобретение относится к строительству трубопроводного транспорта и используется при сварке пластмассовых труб с толщиной стенок 20 мм и более. Нагревательный инструмент соединяют с подвижным и неподвижным хомутами через тягу посредством прикрепленной к тяге скобы, Тяга входит в пазы проушин, расположенных на хомутах. На концах тяги устанавливают упоры с зазором между упором и проушиной. После оплавления торцов труб осуществляют отведение хомута и отрыв одной из труб от нагревательного инструмента, при дальнейшем отведении подвижного хомута упор входит в соприкосновение с проушиной и производит отрыв нагревательного инструмента от торца второй трубы. Повышается качество сварного шва за счет обеспечения нормативной продолжительности процесса сварки труб с большой толщиной стенок. 2 н.п. ф-лы, 3 ил.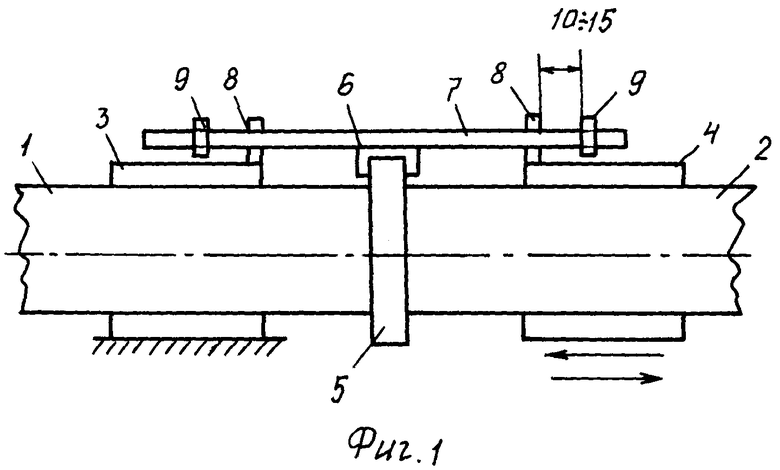
| ЯЛЫШКО Г.Ф | |||
| Сварка и монтаж трубопроводов из полимерных материалов | |||
| - М.: Стройиздат, 1990, с.85-91 | |||
| ЗАЙЦЕВ К.И | |||
| и др | |||
| Методы ликвидации внутреннего грата в сварных стыках пластмассовых трубопроводов | |||
| Строительство трубопроводов | |||
| - М., №7, 1981, с.19-20 | |||
| Способ притирки зубчатых колёс | 1940 |
|
SU62551A1 |
| SU 612448 A1, 20.08.1999 | |||
| SU 1448476 A1, 20.05.1999 | |||
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ СРЕЗАННОГО ГРАТА ИЗ ЭЛЕКТРОСВАРНЫХ ТРУБ | 1998 |
|
RU2122476C1 |
| RU 2003131199 A, 10.04.2005 | |||
| Поплавковое шасси для гидросамолетов | 1926 |
|
SU5139A1 |

