ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к устройствам, содержащим форму для формования порошков, и к способам формования формованных изделий из порошков.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Порошковые прессовки, используемые для изготовления спеченных изделий, формуются прессованием в форме исходных порошков на основе Fe, Си и др., и затем на стадии спекания изготавливают спеченные изделия. А на стадии формования путем обжатия прессованием с помощью формы формуют формованные изделия. При таком прессовании между формованным изделием и формой возникает трение. Поэтому при смешивании порошков добавляют смазку на основе водонерастворимых солей жирных кислот, например, стеарат цинка, стеарат кальция, стеарат лития и др. и придают смазывающую способность.
Однако при подобном способе подмешивания смазки к исходным порошкам существует предел увеличения плотности формуемых изделий. Поэтому в абзацах 0012,0013 и др. публикации японского патента №3309970 [1] предложен способ формования формованных изделий из порошков, в котором для получения формуемых изделий с высокой плотностью уменьшают количество смазки, добавляемой к исходным порошкам, на форму наносится такая же смазка, которая добавляется к исходным порошкам, и тем самым компенсируют недостаток смазывающей способности.
Этот существующий способ формования представляет собой способ формования формованных изделий из порошков, включающий в себя: стадию нанесения, на которой на внутреннюю поверхность нагретой формы наносится смазка на основе соединений высшей жирной кислоты, диспергированная в воде; и стадию формования обжатием, на которой в указанную форму закладывается металлический порошок и этот металлический порошок формуется обжатием под давлением; в котором указанная смазка на основе соединений высшей жирной кислоты, химически соединяясь с этим металлическим порошком, образует пленку металлического мыла; в котором используется форма, которая нагревается и на ее внутреннюю поверхность наносится смазка на основе соединений высшей жирной кислоты, например, стеарат лития, в эту форму закладывается нагретый металлический порошок и производится формование обжатием этого металлического порошка под давлением; при котором этот металлический порошок и смазка на основе соединений высшей жирной кислоты, химически соединяясь, образуют пленку металлического мыла; при этом на внутренней поверхности формы образуется пленка металлического мыла, в результате чего удается уменьшить силу трения между формованным изделием из металлического порошка и формой и уменьшить давление выемки формованных изделий.
Благодаря тому что в форме для формования используется та же самая смазка, что добавляется к исходному порошку, используется смазка, нерастворимая в воде, и наносимая на форму смазка наносится в виде порошка. К тому же известны также способы электростатического нанесения порошков смазки и сухого нанесения с диспергированием в воде посредством поверхностно-активных агентов.
В вышеуказанном существующем уровне техники на форму наносится дисперсия, полученная диспергированием смазки в воде, однако при таком нанесении дисперсия отталкивается от поверхности формы под действием силы поверхностного натяжения, и в результате этого возникает проблема: на формующем участке формы, который формует порошки, то есть на поверхности сквозного отверстия, дисперсия наносится неравномерно, и поэтому после испарения воды не удается сформировать слой смазки на всей поверхности формующего участка (сквозного отверстия). Эта проблема особенно ощутима при горячем формовании при высоких температурах свыше 150°С и препятствовала дальнейшему повышению плотности.
С другой стороны, при нанесении на форму дисперсии смазки в воде в распыленном виде дисперсия наносится не только на формующий участок, но и на верхнюю поверхность формы. Поскольку по этой верхней поверхности формы скользит устройство подачи исходного материала, исходных порошков, называемое фидером и.т.д., из-за дисперсии, нанесенной на верхнюю поверхность, возникает опасность комкования исходных порошков и др. вредных последствий.
Кроме того, что касается матриц для формования порошков в параграфе 0006 публикации открытой японской патентной заявки 2002-1292021, раскрыта матрица для формования порошков, в которой матрица, имеющая внутреннее отверстие для формования внешнего контура формованных изделий и выполненная из твердого материала, вставляется во внутреннее отверстие матрицедержателя; в которой указанное внутреннее отверстие матрицы имеет вид конуса, расширяющегося в сторону выемки порошковой прессовки, а на поверхности указанной матрицы образуется слой покрытия по меньшей мере из одного или нескольких слоев из TiC, TiN, Al2O3, TiCN, HfN, CrN, W2C и DLC (алмазоподобный углерод), а материал указанного матрицедержателя выполнен из стали, нормально применяемая температура отпуска которой выше температуры обработки указанного покрытия.
Однако в устройстве, в котором поверхность указанной матрицы покрыта слоем покрытия по меньшей мере из одного или нескольких слоев из TiC, TiN, Al2O3, TiCN, HfN, CrN, W2C, DLC, дисперсия не наносится равномерно на поверхность сквозного отверстия, хотя и достигается повышение износостойкости матрицы и снижение трения на поверхности матрицы.
Поэтому цель данного изобретения состоит в том, чтобы предложить устройство, содержащее форму для формования порошков, и способ формования порошков, которые обеспечивают стабильное получение формовок из порошков с высокой плотностью посредством образования смазывающего слоя смазки по всей поверхности формующего участка. Кроме того, цель данного изобретения состоит в том, чтобы предложить устройство, содержащее форму для формования порошков, стабильно производящее порошковые формовки высокой плотности, которое позволяет устранить вредное влияние смазки на верхней поверхности формы.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Пункт 1 патентуемой Формулы данного изобретения представляет собой устройство, содержащее форму для формования порошков, содержащее: тело формы, имеющее вертикально расположенное к верхней поверхности сквозное отверстие, образующее боковую поверхность порошковой формовки; нижний пуансон, вставляемый снизу в указанное сквозное отверстие; верхний пуансон, вставляемый сверху в указанное сквозное отверстие; и средство для нанесения, наносящее смазочную жидкость в указанное сквозное отверстие; в котором перед закладкой сверху исходного порошка в сквозное отверстие с введенным в него указанным нижним пуансоном в указанное сквозное отверстие наносится указанная смазочная жидкость, в указанное сквозное отверстие закладывается указанный исходный порошок, после этого введением указанного верхнего пуансона в указанное сквозное отверстие формуется порошковая формовка; в котором указанное сквозное отверстие образовано так, что имеет угол контакта с указанной смазочной жидкостью менее угла контакта самого указанного тела формы с указанной смазочной жидкостью.
Согласно конструкции по этому пункту 1 патентуемой Формулы, благодаря тому, что удается уменьшить угол контакта смазочной жидкости, наносимой в сквозное отверстие, удается повысить смачивающую способность смазочной жидкости по отношению к сквозному отверстию, смазочная жидкость распределяется по всей поверхности сквозного отверстия, и тем самым удается улучшить смазывающую характеристику при формовании порошковых формовок.
Пункт 2 патентуемой Формулы данного изобретения представляет собой устройство, содержащее форму для формования порошков по пункту 1 патентуемой Формулы, которое отличается тем, что указанная смазочная жидкость представляет собой дисперсию, полученную диспергированием смазки в воде, или раствор, полученный растворением смазки в воде, а указанное сквозное отверстие поверхностно обрабатывается для придания гидрофильности.
Согласно конструкции по этому пункту 2 патентуемой Формулы, обеспечивается надежное образование смазывающего слоя испарением воды из смазочной жидкости, нанесенной в сквозное отверстие.
Пункт 3 патентуемой Формулы данного изобретения представляет собой устройство, содержащее форму для формования порошков по пункту 2 патентуемой Формулы, которое отличается тем, что указанный слой, полученный поверхностной обработкой, образован покрытием оксидом, фторидом, нитридом, хлоридом, сульфидом, боридом, йодидом, карбидом или гидроксидом; пункт 4 патентуемой Формулы данного изобретения представляет собой устройство, содержащее форму для формования порошков по пункту 2 патентуемой Формулы, которое отличается тем, что указанный слой, полученный поверхностной обработкой, образован фотокаталитическим воздействием световым облучением на покрытие из оксида титана или оксида цинка; пункт 5 патентуемой Формулы данного изобретения представляет собой устройство, содержащее форму для формования порошков по пункту 2 патентуемой Формулы, которое отличается тем, что указанный поверхностно обработанный слой образован посредством поверхностной обработки путем образования гидроксида щелочной или гидротермической обработкой или путем распыления ионов калия и натрия; а пункт 6 патентуемой Формулы данного изобретения представляет собой устройство, содержащее форму для формования порошков по пункту 2 патентуемой Формулы, которое отличается тем, что указанный слой поверхностной обработки получается за счет изменения поверхностного натяжения раствора формированием мельчайших пор на поверхности.
Пункт 7 патентуемой Формулы данного изобретения представляет собой устройство, содержащее форму для формования порошков, которое содержит: тело формы, имеющее по вертикали к верхней поверхности сквозное отверстие, образующее боковую поверхность порошковой формовки; нижний пуансон, вставляемый снизу в указанное сквозное отверстие; верхний пуансон, вставляемый сверху в указанное сквозное отверстие; средство для нанесения смазочной жидкости в указанное сквозное отверстие; в котором смазочная жидкость наносится в указанное сквозное отверстие перед закладкой исходного порошка сверху в сквозное отверстие со вставленным указанным нижним пуансоном, а после закладки указанного исходного порошка производится формование порошковой формовки введением верхнего пуансона в указанное сквозное отверстие; которое отличается тем, что указанная верхняя поверхность образована так, что имеет угол контакта с указанной смазочной жидкостью, превышающий угол контакта самого указанного тела формы с указанной смазочной жидкостью.
Согласно конструкции по пункту 7 патентуемой Формулы, увеличением угла контакта со смазочной жидкостью, наносимой на верхнюю поверхность тела формы, удается уменьшить смачивающую способность смазочной жидкости по отношению к верхней поверхности, устранить смазочную жидкость с указанной верхней поверхности, и благодаря этому удается предотвратить снижение качества закладываемого исходного порошка.
Пункт 8 патентуемой Формулы данного изобретения представляет собой устройство, содержащее форму для формования порошков по пункту 7 патентуемой Формулы, которое отличается тем, что указанная смазочная жидкость представляет собой дисперсию, полученную диспергированием смазки в воде, или раствор, полученный растворением смазки в воде, а указанная верхняя поверхность поверхностно обрабатывается для придания водоотталкивания.
Согласно конструкции по этому пункту 8 патентуемой Формулы, смазочный слой может быть надежно сформирован испарением воды из смазочной жидкости, нанесенной в сквозное отверстие.
Пункт 9 патентуемой Формулы данного изобретения представляет собой устройство, содержащее форму для формования порошков, которое отличается тем, что указанная поверхностная обработка формируется веществом, имеющим связь Si-H и С-Н или неполярным веществом.
Пункт 10 патентуемой Формулы данного изобретения представляет собой способ формования формовок из порошков, в котором на формующий участок, образованный в теле формы, наносится раствор смазки в воде или дисперсия смазки в воде и испарением воды из указанной дисперсии или воды из раствора на указанном формующем участке формируется слой смазки, затем закладывается исходный порошок, после чего введением заднего пуансона в указанный участок формования формуется порошковая формовка; отличающийся тем, что в указанную дисперсию или раствор включается компонент для повышения смачиваемости указанного сквозного отверстия.
Согласно конструкции по пункту 10 патентуемой Формулы, уменьшением угла контакта раствора или дисперсии, нанесенных на участок формования, удается улучшить смачивающую способность раствора или дисперсии по отношению к участку формования, и распределением раствора или дисперсии по всей поверхности участка формования удается улучшить характеристику смазывания при формовании порошковых формовок.
Пункт 11 патентуемой Формулы данного изобретения представляет собой способ формования порошковых формовок по пункту 10 патентуемой Формулы, который отличается тем, что указанный компонент для повышения смачиваемости является поверхностно-активным агентом.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - схема 1-й стадии, изображающая 1-й вариант реализации данного изобретения.
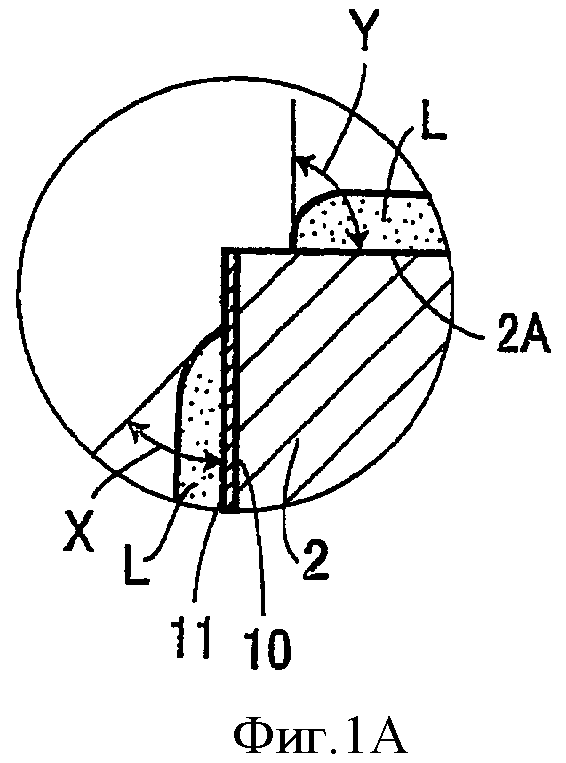
Фиг.1А - увеличенное сечение участка Р по 1-му варианту реализации данного изобретения.
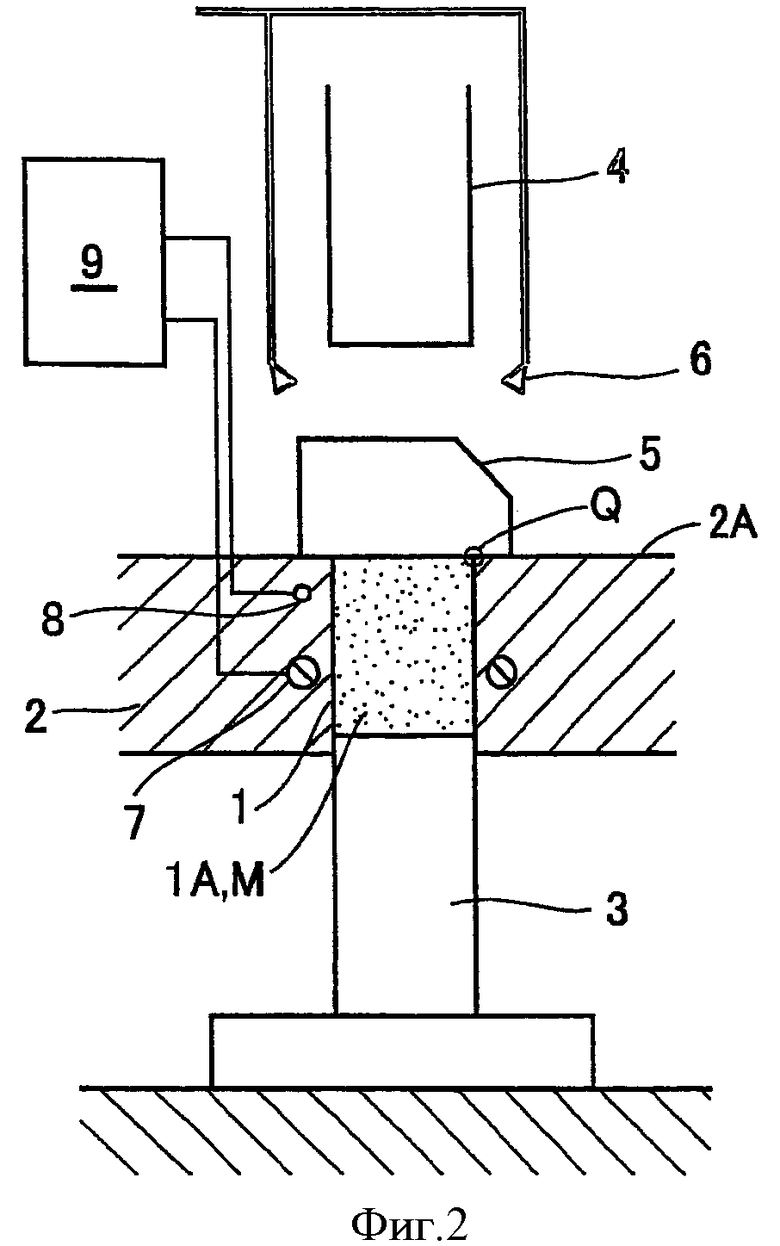
Фиг.2 - схема 2-й стадии, изображающая 1-й вариант реализации данного изобретения.
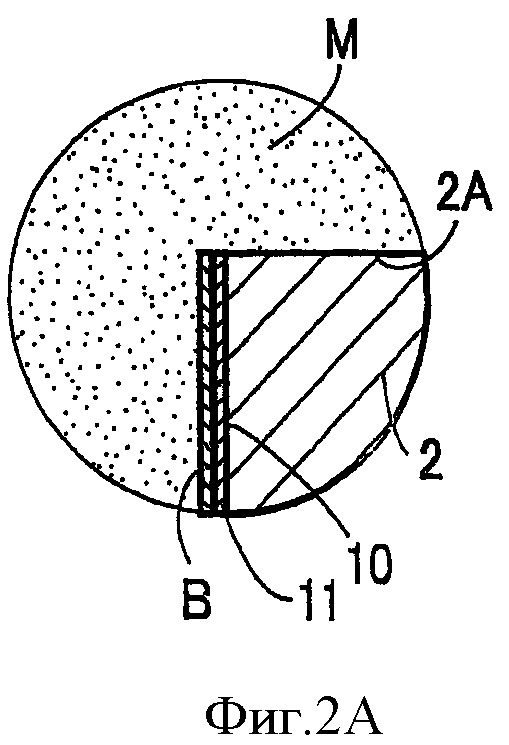
Фиг.2А - увеличенное сечение участка Q по 1-му варианту реализации.
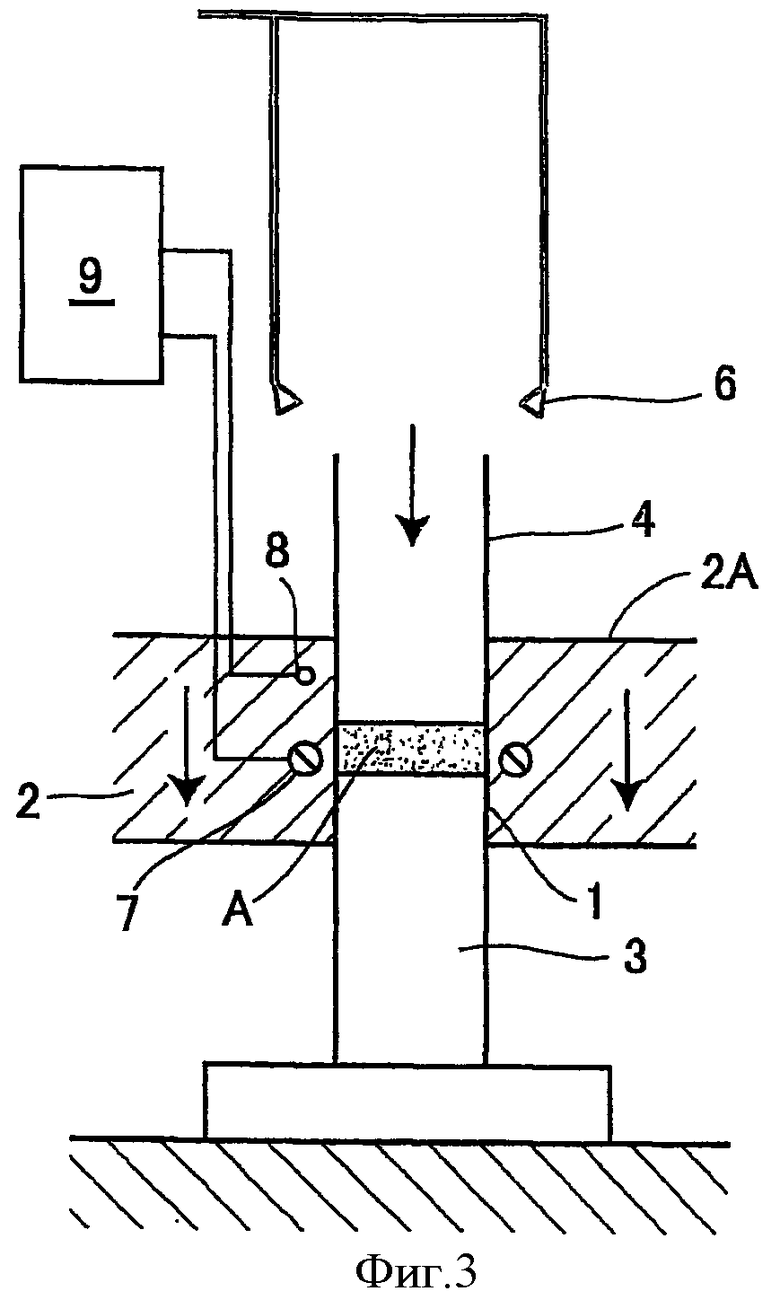
Фиг.3 - схема 3-й стадии, изображающая 1-й вариант реализации данного изобретения.
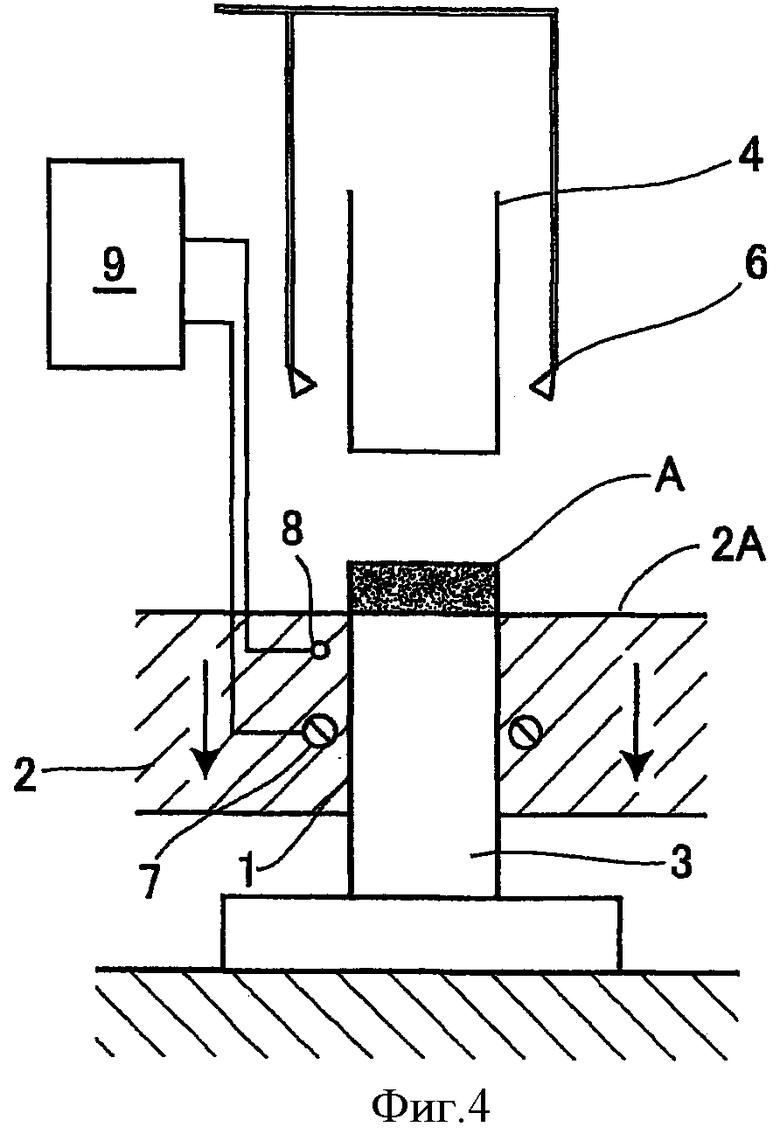
Фиг.4 - схема 4-й стадии, изображающая 1-й вариант реализации данного изобретения.
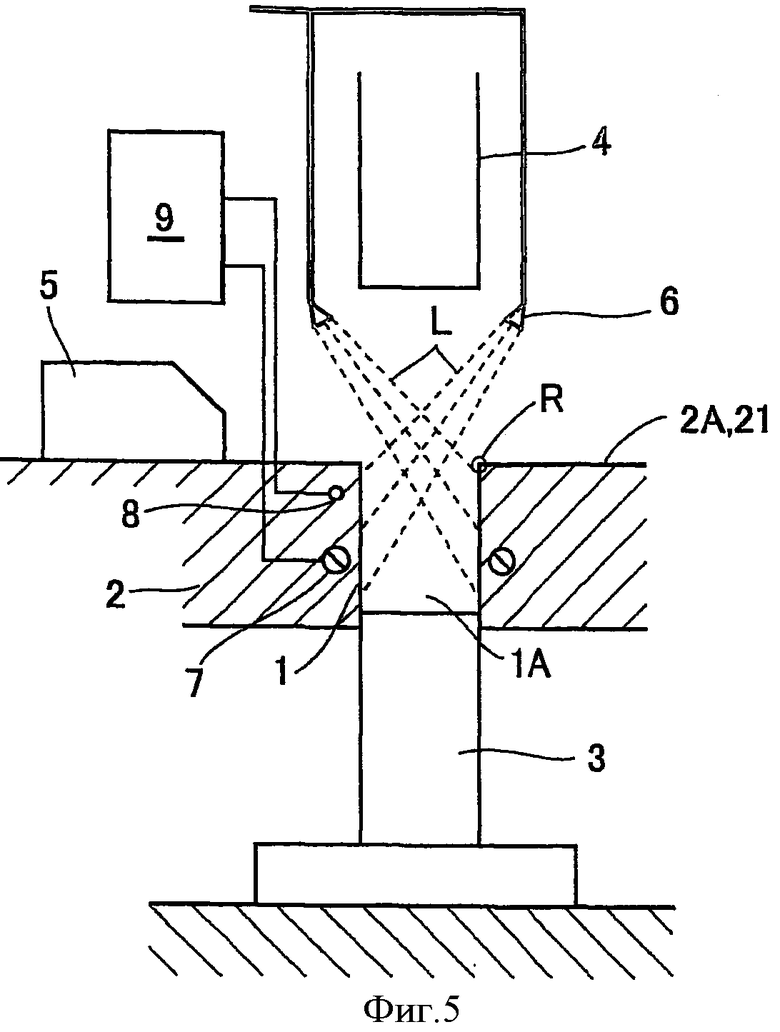
Фиг.5 - схема 1-й стадии, изображающая 2-й вариант реализации данного изобретения.
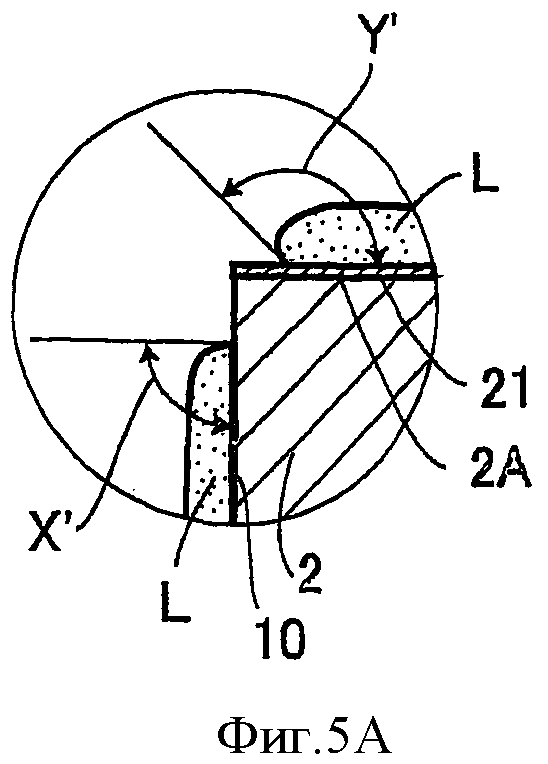
Фиг.5А - увеличенное сечение участка R по 1-му варианту реализации.
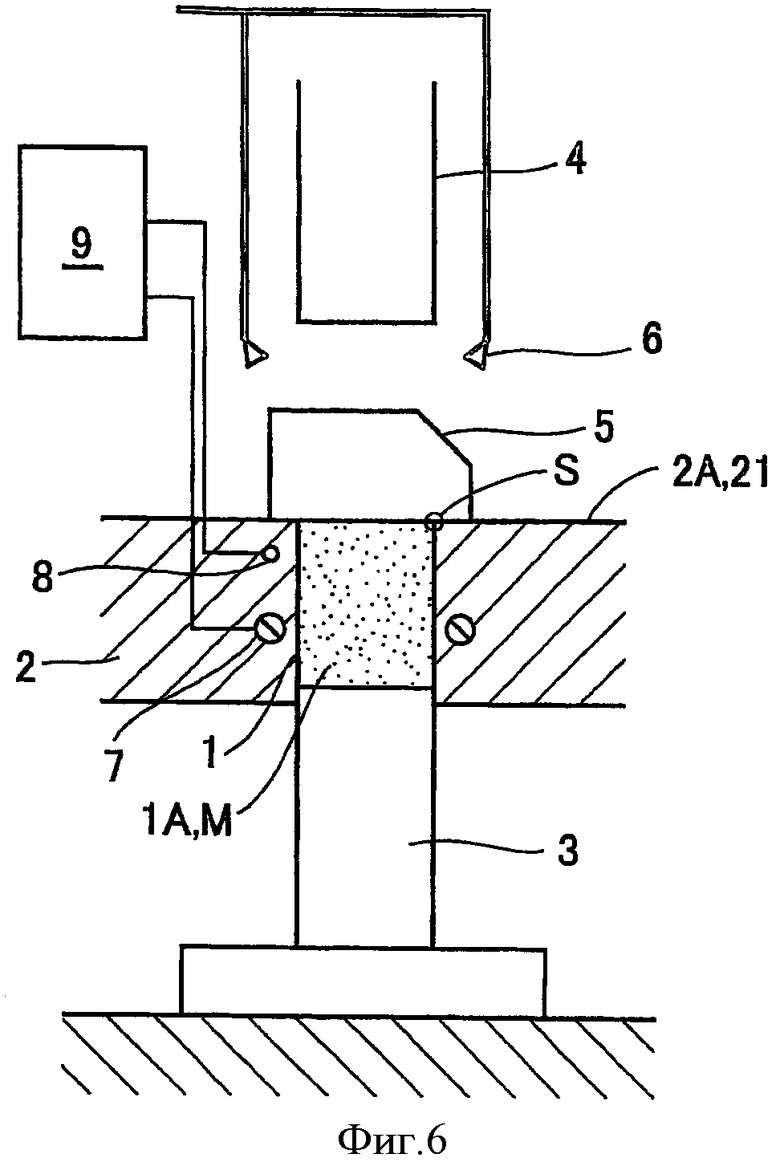
Фиг.6 - схема 2-й стадии, изображающая 2-й вариант реализации данного изобретения.
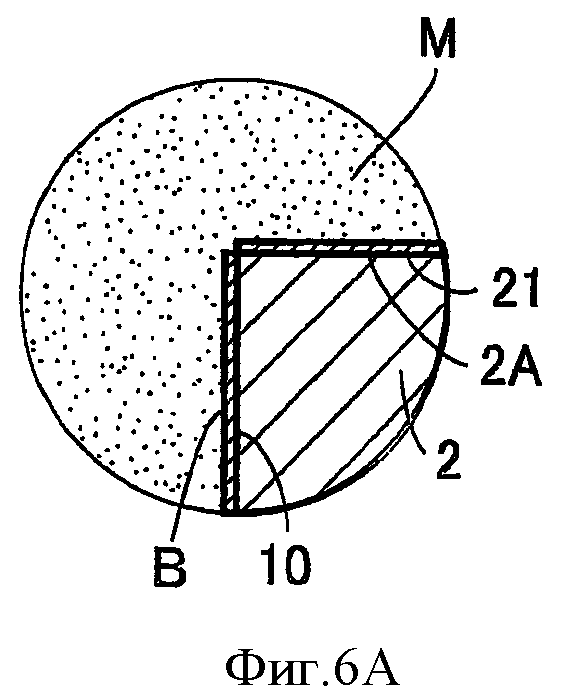
Фиг.6А - увеличенное сечение участка S по 1-му варианту реализации.
Фиг.7 - схема 1-й стадии, изображающая 3-й вариант реализации данного изобретения.
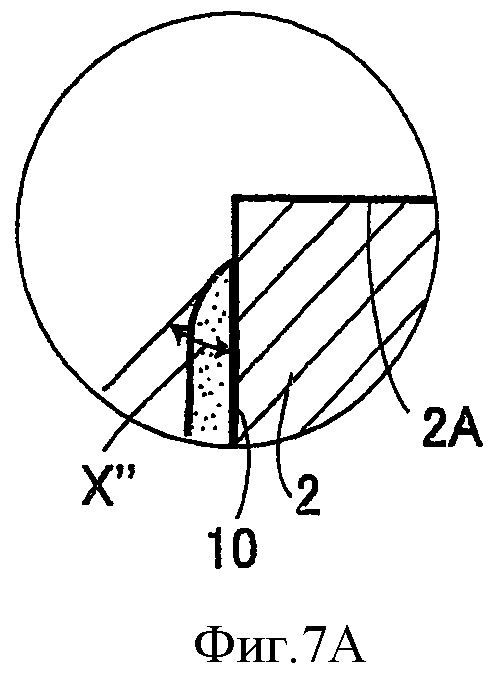
Фиг.7А - увеличенное сечение участка Т по 3-му варианту реализации.
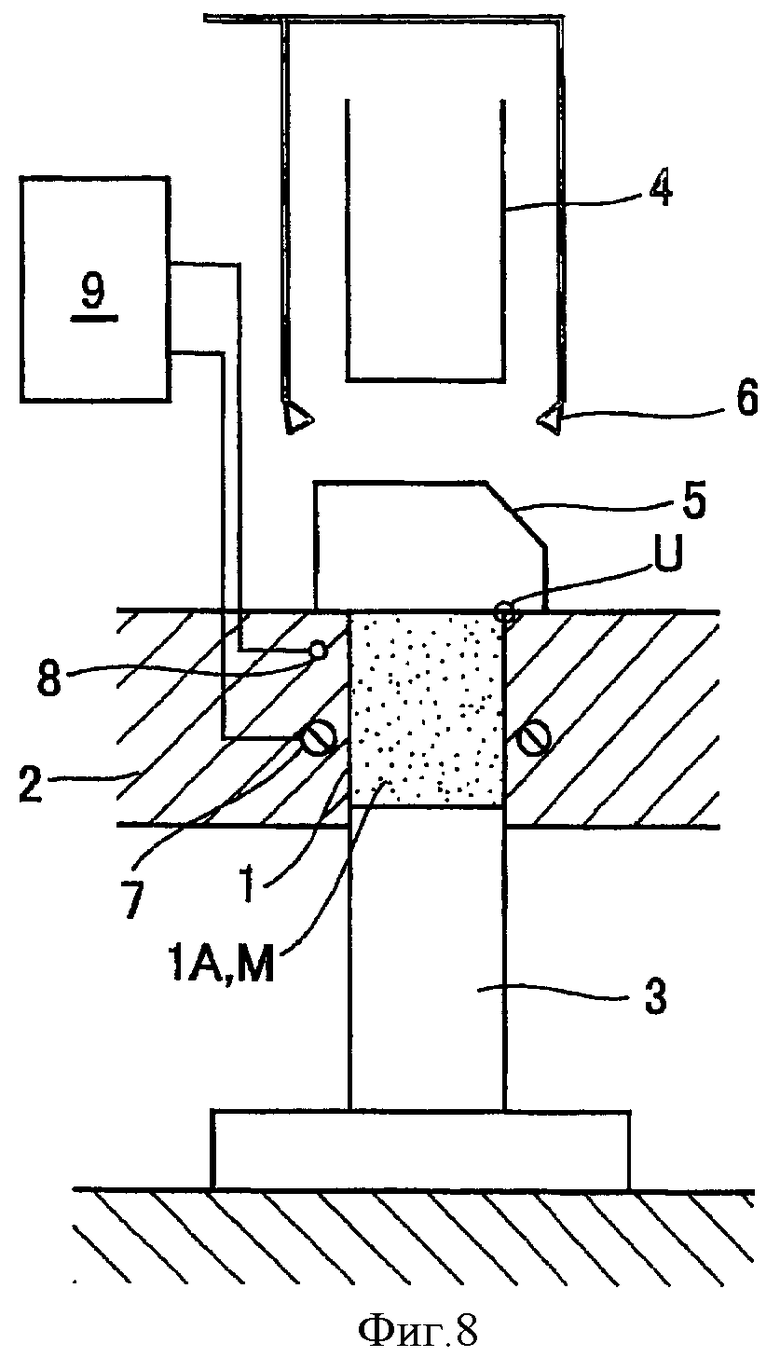
Фиг.8 - схема 2-й стадии, изображающая 3-й вариант реализации данного изобретения.
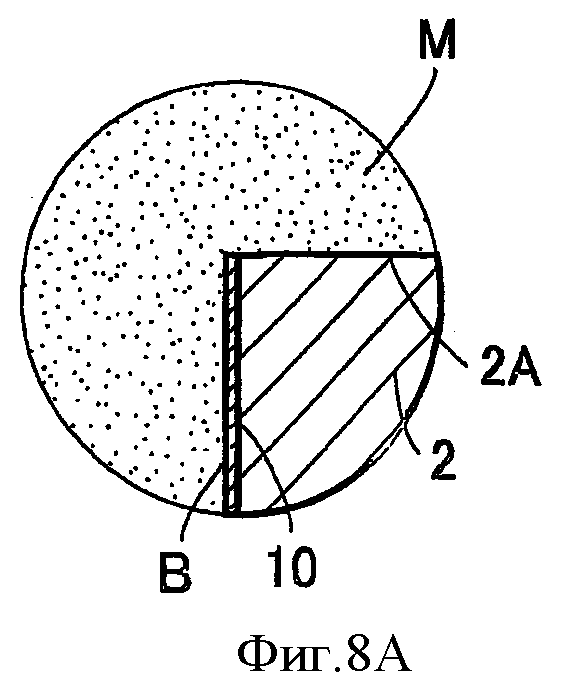
Фиг.8А - увеличенное сечение участка U по 3-му варианту реализации.
НАИЛУЧШИЙ ВАРИАНТ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
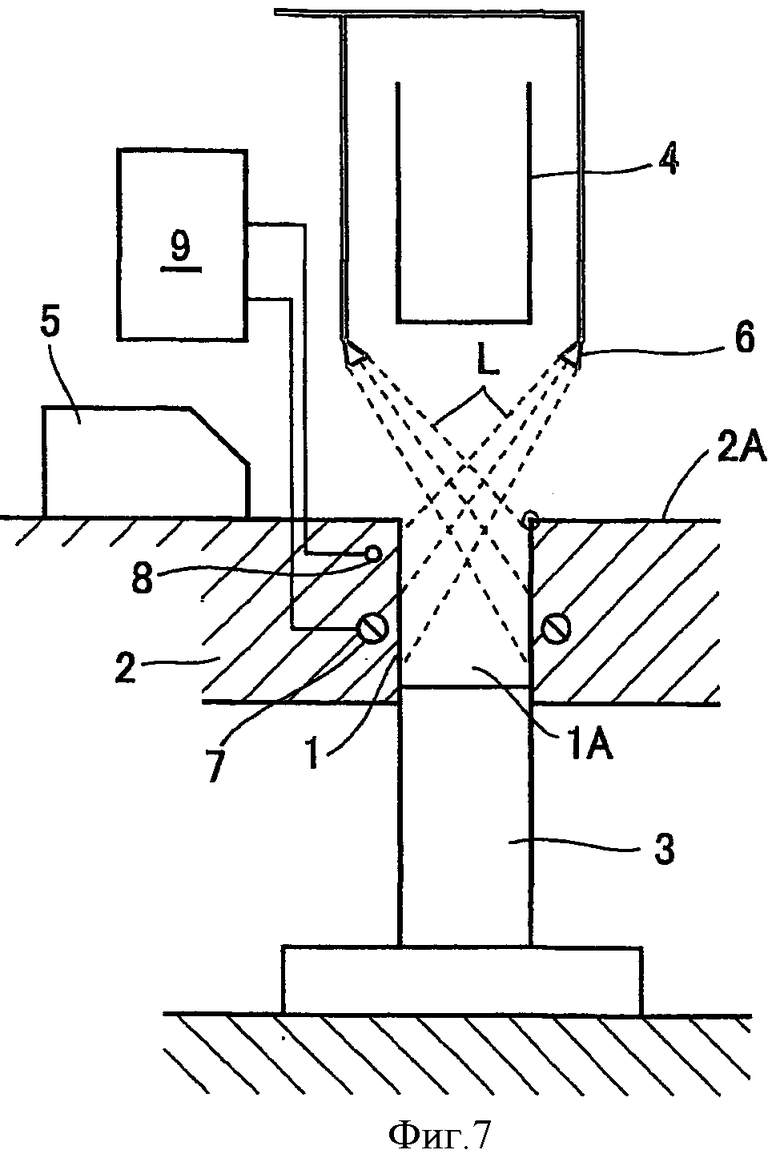
Ниже на фиг.1-4 описывается 1-й вариант реализации. Фиг.1 изображает 1-ю стадию; на фиг.1 позиция 1 это сквозное отверстие, являющееся формующим участком, образованным по вертикали к верхней поверхности 2А матрицы 2, являющейся телом формы, формирующим боковую поверхность порошковой формовки А, являющейся нижеописываемой порошковой прессовкой; снизу этого сквозного отверстия 1 вставляется нижний пуансон 3, а сверху сквозного отверстия 2 вставляется верхний пуансон 4. На верхней поверхности матрицы 2 установлен со свободой скольжения фидер 5, являющийся устройством подачи исходного материала, подающим исходный порошок М. Над сквозным отверстием 2 установлен распылитель 6, являющийся средством нанесения, которое наносит в сквозное отверстие 1 раствор L распылением этого раствора L, полученного растворением смазки в растворителе-воде; этот распылитель 6 установлен так, что обращен к сквозному отверстию 1 и вместе с тем присоединен к резервуару раствора L (не показанному на чертежах) через автоматически открываемый и закрываемый клапан (не показанный на чертежах). Вместо раствора L может быть использована дисперсия, полученная диспергированием смазки в растворителе-воде, как описано в патентной литературе [1]. Кроме того, вокруг участка формования 1А порошковых формовок А, образуемого сквозным отверстием 1 и нижним пуансоном 3, вставленным в это сквозное отверстие 1, установлены нагреватель 7 и датчик температуры 8; эти нагреватель 7 и датчик температуры 8 присоединены к устройству регулирования температуры 9, являющемуся средством регулирования температуры, и этим устройством регулирования температуры 9 температура в сквозном отверстии 2 регулируется так, чтобы она была выше температуры испарения раствора L и ниже температуры плавления смазки.
На поверхности 10 указанного сквозного отверстия 1 создается слой в результате поверхностной обработки 11 путем гидрофильной обработки для повышения смачиваемости указанной поверхности 10 указанным раствором L, либо путем распределения гидрофильного материала. Благодаря тому, что угол контакта X указанного слоя в результате поверхностной обработки 11 с указанным раствором L оказывается меньше угла контакта Y поверхности 10, образуемой материалом самой указанной матрицы 2, либо верхней поверхности 2А, на которой непосредственно оказывается материал, с указанным раствором L (X меньше L), удается увеличить указанную смачиваемость. При этом измерение указанных углов контакта X, Y производится не в условиях по фиг.1, показанных для пояснения, а они измеряются в одинаковых условиях при сохранении горизонтальности поверхности 10 и верхней поверхности 2А. Указанный слой в результате поверхностной обработки 11 получается гидрофильным покрытием посредством пламенного напыления, физического осаждения из газовой фазы, химического осаждения из газовой фазы, дробеструйной нагартовки и пр. оксидом, фторидом, нитридом, хлоридом, сульфидом, боридом, йодидом, карбидом, гидроксидом и др., имеющими связи, показанные в таблице 1; получается фотокаталитическим воздействием световым облучением на покрытия из оксида титана, оксида цинка и др.; получается образованием гидроксида щелочной и гидротермической обработкой и поверхностной обработкой распылением ионов калия и натрия; а также достигается повышением смачиваемости поверхности 10 сквозного отверстия 1 путем уменьшения угла контакта поверхности 10 сквозного отверстия 1 с раствором посредством слоя за счет поверхностной обработки с использованием изменения поверхностного натяжения раствора L формированием микропор на поверхности с помощью пленки пламенного покрытия и формы для порошковых прессовок. При этом поверхность указанного сквозного отверстия 1 может быть образована посредством обработки маслянистых органических веществ кислотной и пламенной обработкой, электролитическим шлифованием поверхности 10 для уменьшения угла контакта X. При отсутствии проблем с прочностью и пр. материал формы может быть образован гидрофильными веществами, указанными в таблице 2. Для повышения прочности и твердости на железо и др. сверхтвердые металлы можно диспергировать вещества, указанные в таблице 1; для повышения гидрофильности эффективно также применение в качестве материала формы сплава с Ti, V, Si, Al и др. легко окисляемыми металлами. При нанесении покрытия целесообразно с точки зрения одновременного обеспечения срока службы формы и гидрофильности для повышения прочности и твердости покрывать железо и сверхтвердые металлы вместе с гидрофильным веществом.
Примеры гидрофильных веществ.
Примеры гидрофильных веществ
На первой стадии температура поверхности 10 сквозного отверстия 1 посредством тепла нагревателя 7, предварительно отрегулированного регулятором температуры 9, устанавливается выше температуры испарения раствора L и ниже температуры плавления смазки. Затем в положении, когда в сквозное отверстие 1 вставлен нижний пуансон 3, образуя участок формования 1А, открытием автоматически открываемого и закрываемого клапана из распылителя 6 раствор L смазки наносится напылением на участок формования 1А матрицы 2, нагретой нагревателем 7. При этом угол контакта X раствора L без слоя, полученного в результате поверхностной обработки 11, оказывается равным углу контакта Y, а благодаря указанному слою поверхностной обработки 11 оказывается равным малому углу контакта X, и в результате этого уменьшается отталкивание раствора L, и раствор L наносится в сквозном отверстии 1, по всей поверхности. При испарении и высыхании раствора L на слое, полученном в результате поверхностной обработки 11 сквозного отверстия 1, по всей поверхности вырастают кристаллы, и равномерно образуется кристаллический слой В, являющийся смазывающим слоем указанной смазки.
Затем, как показано на второй стадии по фиг.2, выдвигается вперед питатель 5 и сбрасыванием исходного порошка М закладывает его в участок формования 1А. Затем, как показано на третьей стадии по фиг.3, матрица 2 перемещается вниз и вместе с тем в участок формования 1А сквозного отверстия 1 сверху вставляется верхний пуансон 4, и исходный порошок М прессуется, будучи зажатым между верхним пуансоном 4 и нижним пуансоном 3. В это время нижний край нижнего пуансона 3 зафиксирован и не движется. Кроме того, на третьей стадии исходный порошок М прессуется в состоянии смазывания к кристаллическому слою В, образованному смазкой.
Сформованная таким прессованием порошковая формовка А может быть выпрессована при дальнейшем опускании матрицы 2 вниз и примерном совмещении верхней поверхности нижнего пуансона 3 с верхней поверхностью матрицы 2, как это показано на четвертой стадии по фиг.4. И при этой выпрессовке порошковая формовка А контактирует в состоянии смазывания с кристаллическим слоем L, образованным смазкой. После такой выемки порошковой формовки устройство возвращается к первой стадии, и на участке формования 1А распылением раствора L формируется кристаллический слой L, а затем в участок формования 1А закладывается исходный порошок М.
Таким образом, в указанном варианте реализации на поверхности 10 указанного сквозного отверстия 1 сформирован слой в результате поверхностной обработки 11, чтобы получить угол контакта X с указанным раствором L менее угла контакта Y самой указанной матрицы 2 с указанным раствором L; благодаря этому при нанесенном растворе L повышается смачивающая способность раствора L в сквозном отверстии 10, этот раствор L достигает слоя, полученного в результате поверхностной обработки 11, а затем раствор распространяется по всей поверхности сквозного отверстия 1; путем испарения воды удается сформировать кристаллический слой В по всей поверхности, и в результате этого удается стабильно получать порошковые формовки А высокой плотности.
Кроме того, перед закладкой указанного исходного порошка М на указанный участок формования 1А наносится раствор L, полученный растворением смазки в растворителе до однородной фазы, и испарением этого раствора L на указанном участке формования 1А образуются кристаллы и формируется кристаллический слой В, благодаря чему на периферической поверхности участка формования 1А образуется мелкозернистый смазывающий слой В и удается уменьшить давление выемки порошковых формовок А из участка формования 1А и вместе с тем повысить плотность порошковых формовок А.
Далее описываются второй и третий варианты реализации по фиг.5-6 и фиг.7-8. Аналогичным с первым вариантом реализации деталям даны те же обозначения и их подробное описание опущено.
Во втором варианте реализации на верхней поверхности 2А матрицы 2, на которой со свободой скольжения установлен питатель 5, обработкой для обеспечения водоотталкивания или распределением водоотталкивающего материала в целях уменьшения смачиваемости указанной верхней поверхности 2А указанным раствором L, то есть повышения водоотталкивания (гидрофобности), образован слой в результате такой поверхностной обработки 21. Угол контакта Y' указанного слоя в результате поверхностной обработки 21 с указанным раствором L оказывается больше угла контакта X' поверхности, образуемой самим материалом указанной матрицы 2, а во втором варианте реализации - поверхности 10 сквозного отверстия 1 с указанным раствором L (Y' больше X'), благодаря чему удается уменьшить указанную смачиваемость. Указанный слой, полученный в результате поверхностной обработки 21, образуется веществами со связями Si-H и С-Н типа смол на основе кремния и смол на основе фтора и др. и из неполярных веществ, приведенных в таблице 3.
Примеры водоотталкивающих веществ
Следовательно, во втором варианте реализации открытием автоматически открываемого и закрываемого клапана из распылителя 6 раствор L смазки наносится напылением на участок формования 1А матрицы 2, нагретой нагревателем 7. При этом часть раствора L наносится на верхнюю поверхность 2А. Однако угол контакта Y' этой верхней поверхности 2 благодаря указанному слою, полученному поверхностной обработкой 21, оказывается больше угла контакта X' раствора L, непосредственно контактирующего с матрицей 2, в результате чего раствор L отталкивается, и предотвращается накопление раствора L на верхней поверхности 2А.
Таким образом, благодаря тому, что на указанной верхней поверхности 2А сформирован слой в результате поверхностной обработки 21, чтобы она имела угол контакта Y' с указанным раствором L больше угла контакта X' самой матрицы 2 с раствором L, повышается водоотталкивающая способность на верхней поверхности 2А, затрудняется накапливание раствора L на верхней поверхности 2А (на слое, полученном поверхностной обработкой 21), затрудняется контакт раствора L с исходным порошком М, размещенным в питателе 5, и предотвращается накапливание исходного порошка М, комкованного раствором L.
В третьем варианте реализации над сквозным отверстием 2 установлен распылитель 6, представляющий собой средство для нанесения, которое наносит раствор L на участок формования 1А путем распыления этого раствора L, полученного растворением смазки в воде, и этот распылитель 6 установлен так, что обращен к сквозному отверстию 2. Указанный раствор L содержит компоненты, повышающие смачиваемость поверхности 10 сквозного отверстия 1. Указанные компоненты, повышающие смачиваемость, являются компонентами, уменьшающими угол контакта X" раствора L с поверхностью 10, например, используются поверхностно-активные агенты. Вместо раствора L можно использовать дисперсию, полученную диспергированием смазки в воде. И в этом случае дисперсия также содержит компоненты, повышающие смачиваемость.
Следовательно, в состоянии, когда введением нижнего пуансона 3 в сквозное отверстие 1 образован участок формования 1А, на участок формования 1А матрицы 2, нагретой нагревателем 7, открытием автоматически открывающегося и закрывающегося клапана из распылителя 6 напылением наносится раствор L смазки. При этом угол контакта X" раствора L без компонентов для повышения смачиваемости оказывается большим, а благодаря указанным компонентам для повышения смачиваемости угол контакта X" оказывается небольшим, и в результате этого уменьшается отталкивание раствора L, и раствор L наносится и смачивает всю поверхность 10 сквозного отверстия 1. Кроме того, при испарении и высыхании раствора L по всей периферийной поверхности сквозного отверстия 1 вырастают кристаллы и равномерно образуется кристаллический слой В указанной смазки.
Таким образом, в указанных вариантах реализации благодаря тому, что в указанный раствор L вводятся компоненты для повышения смачиваемости указанным раствором L, чтобы уменьшить угол контакта X" с поверхностью 10, при нанесении раствора L повышается смачивающая способность раствора L в сквозном отверстии 1, этот раствор L переносится на всю поверхность сквозного отверстия 1, и посредством испарения воды удается формировать кристаллический слой В по всей поверхности, в результате чего удается стабильно получать порошковые формовки высокой плотности.
Ниже по таблице 4 описываются примеры реализации и примеры для сравнения. Во всех примерах реализации и в примерах для сравнения в таблице 4 в качестве исходного порошка использовали порошок железа (со средним диаметром частиц 90 мкм), в форму, образующую цилиндр с поверхностью прессования 1 см2, помещали 7 г указанного смешанного порошка, и после этого формовали порошковые формовки давлением формования 8 т/см2. В примерах реализации на участок формования формы, покрытый гидрофильным веществом и нагретый до 250°С, в качестве водорастворимой смазки наносили 1%-ный водный раствор вторичного кислого фосфорнокислого калия, после чего испарением и сушкой формировали кристаллический слой, а затем закладывали исходный порошок. В примере для сравнения 1 обычную форму сушили после нанесения смазочной жидкости на участок формования формы, нагретый до 250°С, после чего закладывали исходный порошок. В примере для сравнения 2 обычную форму сушили после нанесения смазочной жидкости на участок формования формы, нагретый до 150°С, после чего закладывали исходный порошок. В примере для сравнения 3 обычную форму нагревали до 150°С и закладывали исходный порошок без нанесения смазочной жидкости. Во всех примерах для участка формования обычной формы использовали SKH -51, обычно применяемую в качестве инструментальной стали.
Пример для сравнения.
Из сравнения результатов в таблице 4 понятно, что во всех примерах реализации 1-6, в которых формовали формой с нанесенным гидрофильным покрытием, возможно формование при высоких температурах свыше 150°С и достигается плотность, превышающая плотность формовок, сформованных при 150°С, в то время как при формовании при 250°С формой без гидрофильного покрытия формование невозможно из-за неполного приставания смазки к участку формования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСПЕРСИЯ ПОЛИТЕТРАФТОРЭТИЛЕНА В ОРГАНИЧЕСКОМ РАСТВОРИТЕЛЕ И ДИСПЕРГАТОРЫ, ИСПОЛЬЗУЕМЫЕ ПРИ ЭТОМ | 1996 |
|
RU2164925C2 |
| СПОСОБ ФОРМОВКИ ПОРОШКОВЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ И ФОРМУЮЩАЯ УСТАНОВКА ДЛЯ ФОРМОВКИ ПОРОШКА | 2003 |
|
RU2316412C2 |
| Способ формования металлических порошков | 1988 |
|
SU1650362A1 |
| Прессформа для формования втулок из порошка | 1980 |
|
SU900981A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПОРОШКОВ И ИЗГОТОВЛЕНИЕ СПЕЧЕННОГО МАГНИТА ИЗ РЕДКОЗЕМЕЛЬНЫХ МЕТАЛЛОВ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ ДАННОГО УСТРОЙСТВА | 2016 |
|
RU2710812C2 |
| Устройство для формования трубчатых изделий из порошка | 1982 |
|
SU1072999A1 |
| Устройство для формования пористых изделий из порошка | 1980 |
|
SU908520A1 |
| Прессформа для формования изделий из металлических порошков | 1985 |
|
SU1252046A1 |
| СПОСОБ ПОВЕРХНОСТНОЙ МОДИФИКАЦИИ КОНТАКТИРУЮЩИХ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ И СРЕД | 1998 |
|
RU2205193C2 |
| СПЕЧЕННЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА С ВЫСОКИМ ПОВЕРХНОСТНЫМ УПЛОТНЕНИЕМ И ВЫСОКОЙ ПОВЕРХНОСТНОЙ ТВЕРДОСТЬЮ (ВАРИАНТЫ) И СПОСОБ ЕГО ПРОИЗВОДСТВА (ВАРИАНТЫ) | 2004 |
|
RU2352670C2 |
Изобретение относится к устройствам для формования порошков. Устройство содержит форму с вертикальным сквозным отверстием, предназначенным для формования боковой поверхности порошковых формовок, нижний пуансон для установки снизу в сквозное отверстие, верхний пуансон для установки сверху в сквозное отверстие и средство для нанесения смазочной жидкости в сквозное отверстие перед закладкой в него исходного порошка сверху при установленном в сквозном отверстии нижнем пуансоне, предназначенном для формирования порошковой формовки после введения верхнего пуансона в сквозное отверстие. В качестве смазочной жидкости используется дисперсия, полученная диспергированием смазки в воде, или раствор, полученный растворением смазки в воде. Согласно первому варианту поверхность сквозного отверстия выполнена так, что имеет угол контакта с упомянутой смазочной жидкостью меньше, чем угол контакта с материалом поверхности формы. Согласно второму варианту устройства верхняя поверхность формы выполнена так, что имеет угол контакта с упомянутой смазочной жидкостью больше, чем угол контакта с материалом поверхности формы. Обеспечивается стабильное получение формовок с высокой плотностью и устраняется вредное влияние смазки на верхней поверхности формы. 2 н. и 7 з.п. ф-лы, 4 табл., 14 ил.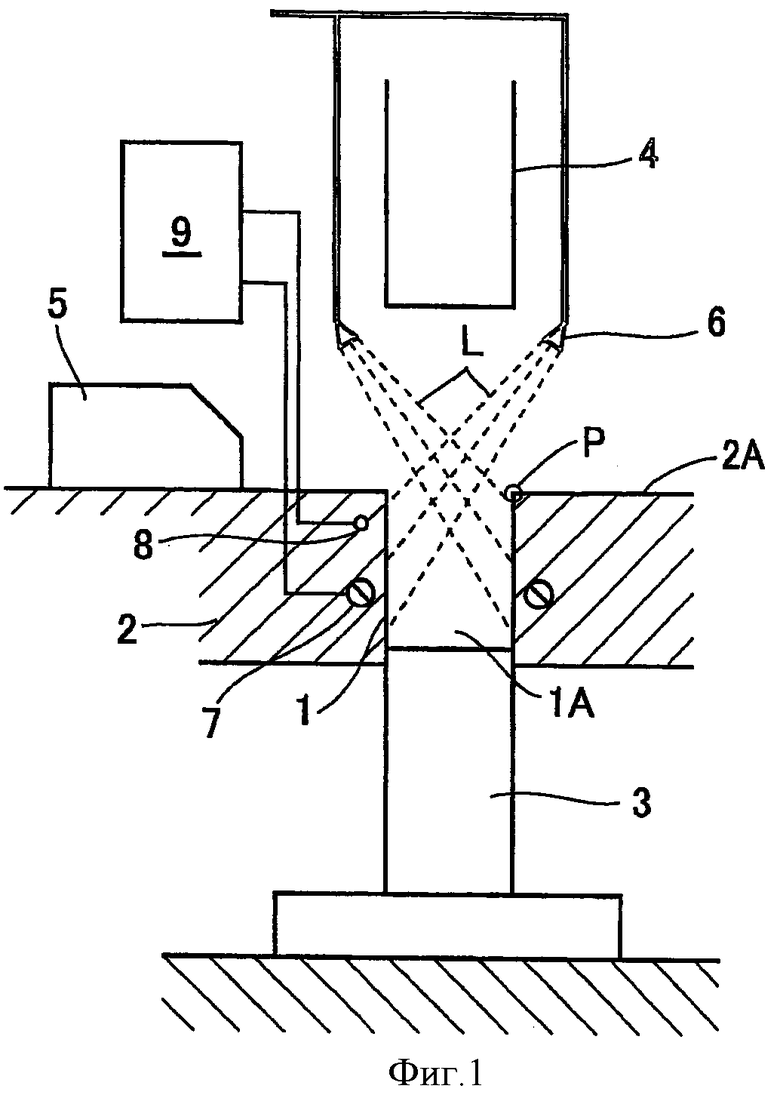
| Рыхлитель | 1983 |
|
SU1170075A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Способ подготовки поверхности пресс-формы перед прессованием | 1974 |
|
SU621471A1 |
| Смазка для металлических форм | 1979 |
|
SU772862A1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ, СПОСОБ ГЕНЕРАЦИИ ПЛАЗМЫ И УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2001 |
|
RU2196394C1 |

