Изобретение касается установки для отделения профильных частей от экструдированного фасонного профиля, движущегося в продольном направлении, с перемещаемыми вдоль фасонного профиля салазками, которые имеют отделяющее устройство с пильным полотном и по меньшей мере две зажимные колодки для фиксации без возможности смещения салазок на фасонном профиле, и с устройством управления, соединенным с зажимными колодками, и отделяющим устройством, которое управляет зажимными колодками, и отделяющим устройством в зависимости от предварительно заданной длины профильной части.
Известно то, что, для того чтобы иметь возможность делить на профильные части фасонный профиль, получаемый на экструзионной машине, после экструзионной машины устанавливают установку для отделения профильных частей, которая имеет отделяющее устройство с вращающимся пильным полотном. Для того чтобы можно было пренебречь продольным перемещением фасонного профиля при распиливании, подобные установки имеют салазки, которые при распиливании движутся вместе с фасонным профилем. Если нужно отрезать профильную часть, то устройство управления нагружает по меньшей мере две зажимные колодки на салазках, чтобы, с одной стороны, соединить салазки без возможности смещения с фасонным профилем, а с другой стороны, даже при распиливании прижать разделяемую область фасонного профиля к салазкам, после чего отделяющее устройство управляется известным образом для распиливания фасонного профиля. Хотя подобные установки зарекомендовали себя, однако при подобной технологии имеют место стружки, которые наряду с увеличенным расходом материала также являются причиной пылевой нагрузки и загрязнения установки, окружающей среды и профильных частей. В связи с этим подобные установки имеют наряду с защитными устройствами против разлета стружки также устройства для улавливания пыли, образующейся при распиливании, что ведет к сравнительно высоким конструктивным затратам. С другой стороны, даже свободные от нагрузок отделяющие устройства только ограниченно оправдали себя, так как от этих устройств требуется сравнительно высокая невосприимчивость к обусловленным экструзией изменениям качества фасонного профиля. Такая высокая невосприимчивость не позволяет использовать известные устройства с зажимными колодками, которые должны соответствовать профилю, для прижима фасонного профиля. Склейка или отклонение заготовки профиля от требуемой формы ведет к тому, что при использовании ножа для резки фасонного профиля режущая кромка ножа испытывает чрезмерно высокие нагрузки, что влечет за собой разрушение ножа.
Задачей изобретения является создание установки для отделения профильных частей описанного вначале типа со сравнительно низкими конструктивными затратами, так что, несмотря на обусловленные экструзией изменения в размерах фасонного профиля, потери материала при отделении профильных частей могут поддерживаться настолько низкими, насколько возможно. Кроме того, это устройство должно отличаться безопасностью применения, а также высоким сроком службы.
Поставленная задача решается изобретением с помощью того, что отделяющее устройство согласовано с ножом, имеющим возможность перемещаться поперек продольной протяженности фасонного профиля, и что устройство управления имеет схему выбора для выборочного отделения профильных частей с помощью пильного полотна или с помощью ножа.
Когда отделяющее устройство с пильным полотном также согласовано с ножом, который имеет возможность перемещаться поперек продольной протяженности фасонного профиля, то в результате получается не только простая конструкция, так как уже имеющиеся салазки для пильного полотна также используются для поддержания ножа, но и зажимные колодки, уже предусмотренные для пильного полотна, могут использоваться для ножа. Тогда в случае, когда эти зажимные колодки не будут точно прижимать фасонный профиль, это не будет представлять какой-либо проблемы для вращающегося пильного полотна. Согласно изобретению нож применяется только в случае, когда фасонный профиль имеет высокую точность геометрической формы, и зажимные колодки обеспечивают точный прижим фасонного профиля. С этой целью устройство управления имеет схему выбора, с помощью которой можно выбирать между отделением профильной части с помощью пильного полотна или с помощью ножа. Таким образом, создана более простая установка по сравнению с известными установками, которая не только не чувствительна к условиям экструзии, что позволяет исключить поломку ножа, но и позволяет поддерживать потери материала при отделении настолько низкими, насколько возможно. Кроме того, заявленная установка должна изготавливаться со сравнительно меньшими затратами, так как салазки, устройство управления, а также зажимные колодки совместно используются пильным полотном и ножом.
Особенно предпочтительные конструктивные соотношения получаются, когда нож смещен вбок относительно плоскости пильного полотна и, по меньшей мере, пильное полотно и нож заключены в общий корпус на салазках. Если устройство управления учитывает поправку в зависимости от схемы выбора при нагружении зажимных колодок и отделяющего устройства, то может быть рассчитано конструктивное боковое расстояние между ножом и пильным полотном при отделении профильной части. Устройство управления может при наличии сведений о боковом расстоянии корректировать положение салазок относительно профильной части. Простые конструктивные соотношения получаются, когда устройство управления в зависимости от схемы выбора считывает из запоминающего устройства поправку, которая может вводиться посредством ввода данных в запоминающее устройство установки и таким образом изменяться. Если нож выполнен в виде дискового ножа, который установлен с возможностью поворота вокруг оси, параллельной продольной протяженности фасонного профиля, то при резке фасонного профиля с помощью обкатки ножа на салазках может быть повышена невосприимчивость ножа к обусловленным экструзией отклонениям фасонного профиля от требуемой формы.
На чертежах показано:
фиг.1 - вид сбоку установки для отделения профильных частей с проходящим вертикально к салазкам ножом;
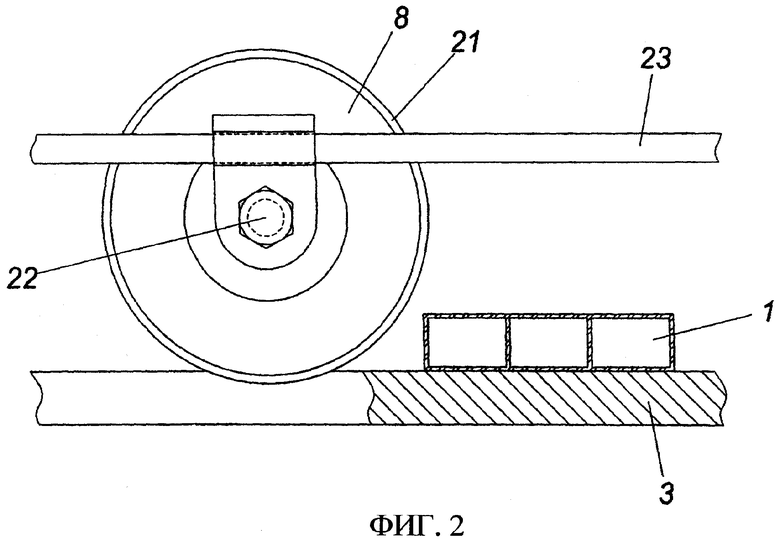
фиг.2 - фрагмент отделяющего устройства из фиг.1, в котором вместо вертикально направленного к салазкам ножа применяется горизонтально направленный нож.
Согласно представленному примеру осуществления (фиг.1) установка имеет салазки 3, установленные с возможностью перемещения вдоль экструдированного фасонного профиля по направляющей штанге 2, причем салазки перемещаются с помощью привода 4 смещения. Привод 4 смещения может служить только для возврата салазок 3 в свое исходное положение, так как совместное движение салазок 3 с движущимся фасонным профилем 1 может осуществляться с помощью фиксации зажимных колодок 5 и 6 на фасонном профиле 1, причем предусмотрены нагружаемые цилиндрами зажимные колодки 5 и 6 на салазках 3. Далее на салазках 3 предусмотрено отделяющее устройство с пильным полотном 7, приводимым в движение двигателем 21, и ножом 8, которые могут перемещаться поперек продольной оси фасонного профиля 1. Нож 8 закреплен в направляющих, которые проходят перпендикулярно продольной оси фасонного профиля и на расстоянии от него, что позволяет перемещение ножа 8 в направлении фасонного профиля 1 наподобие гильотины. Для регулирования ножа по высоте предусмотрен привод 9. Пильное полотно 7 и нож 8 расположены для упрощения на салазках 3 с боковым смещением относительно друг друга. Однако имеется возможность того, что нож 8 и пильное полотно 7 будут располагаться без бокового смещения друг от друга, чтобы поддерживать длину салазок незначительной. Салазки 3 имеют выемки 10 и 11 для пильного полотна 7 и соответственно ножа 8, при этом предусмотрены направляющие для ножа 8 на обеих сторонах салазок. Если от фасонного профиля 1 должна быть отделена профильная часть заданной длины, то устройство 13 управления нагружает привод 4 смещения, так что салазки 3 из своего подробно не показанного исходного положения в области входа фасонного профиля 1 перемещаются вместе с движущимся профилем. Затем с помощью устройства 13 управления осуществляется настройка цилиндров 14 и 15, для того чтобы без возможности смещения соединить салазки 3 с фасонным профилем 1 или соответственно прижать профиль 1 в области разреза к салазкам. Чтобы поддержать прижим фасонного профиля в области разреза, может быть предусмотрен дополнительный цилиндр 12 с зажимной колодкой, что на фиг.1 изображено штрихпунктирной линией.
Чтобы устройство 13 управления могло рассчитать длину фасонного профиля, движущегося мимо салазок 3, предусмотрен роликовый датчик 22, прилегающий к фасонному профилю, который соединен с устройством 13 управления. Положение салазок 3 известно устройству 13 управления за счет привода 4 смещения. Устройство 13 управления может тогда управлять в зависимости от схемы 16 выбора отделяющим устройством, а именно, что должно быть выполнено отделение с помощью пильного полотна 7 или с помощью ножа 8. Схема 16 выбора может, например, с помощью датчиков учитывать точность фасонного профиля 1, так что решение о соответствующем отделении с помощью пильного полотна 7 или ножа 8 может быть осуществлено установкой, что здесь подробно не показано. Возможно также и то, что такое решение принимается обслуживающим персоналом или соответственно оно задается в схеме 16 выбора с помощью кнопки.
На салазках 3 для пильного полотна 7 и ножа 8 предусмотрен единый корпус 17.
В зависимости от схемы 16 выбора устройство 13 управления при настройке привода 4 смещения или соответственно зажимных колодок 14 и 15 учитывает поправку 18, чтобы, таким образом, принять во внимание боковое расстояние между пильным полотном 7 и ножом 8. Эта поправка 18 записана в запоминающем устройстве 19, которое может изменяться с помощью устройства 20 ввода данных.
Вместо выполнения ножа по типу гильотины нож 8 может быть выполнен в виде дискового ножа 21, который устанавливается с возможностью поворота вокруг оси 22, параллельной продольной протяженности фасонного профиля 1 (фиг.2). Дисковый нож 21 обкатывается поперек фасонного профиля 1 в канавке на салазках 3, для чего предусмотрена направляющая штанга 23, которая закреплена на салазках 3, что не показано в подробностях.
Изобретение относится к установкам для отделения профильных частей от экструдируемого фасонного профиля. Установка предназначена для отделения профильных частей от движущегося в продольном направлении фасонного профиля с перемещаемыми вдоль фасонного профиля салазками. Салазки имеют отделяющее устройство с пильным полотном и ножом и по меньшей мере две зажимные колодки для фиксации без смещения салазок на фасонном профиле. С зажимными колодками и отделяющим устройством соединено устройство управления, предназначенное для управления зажимными колодками и отделяющим устройством в зависимости от предварительно заданной длины профильной части. При этом отделяющее устройство согласовано с ножом, имеющим возможность перемещения поперек продольного направления фасонного профиля. Устройство управления имеет схему выбора для выборочного отделения профильной части посредством пильного полотна или ножа. Обеспечиваются низкие потери материала, безопасность работы и высокий срок службы установки. 4 з.п. ф-лы, 2 ил.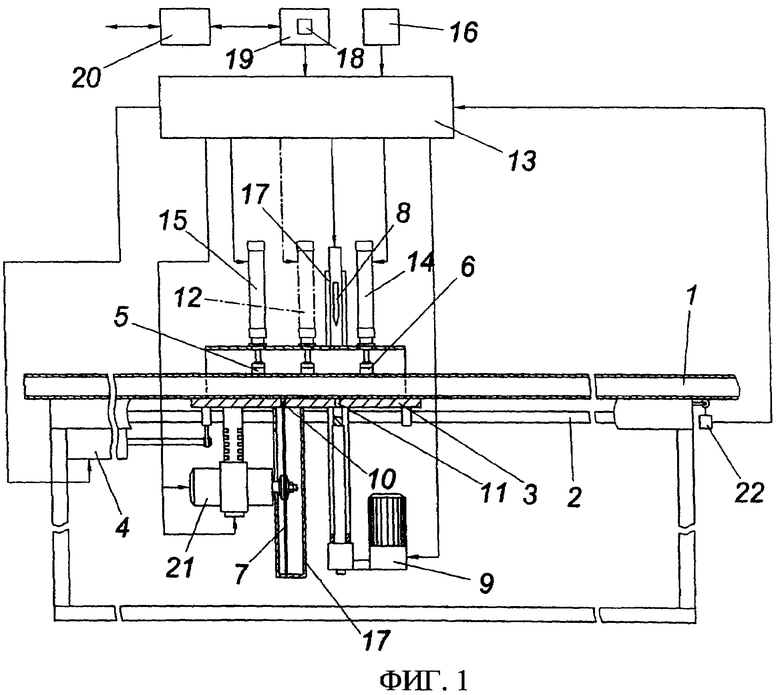
| DE 3429370 A1, 20.02.1986 | |||
| Летучие ножницы | 1975 |
|
SU549276A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2044628C1 |
| Винтовой пресс | 1980 |
|
SU897585A1 |
| WO 8905709, 29.06.1989. | |||

