Изобретение относится к обработке металлов давлением, преимущественно к производству алюминиевой или медной ленты, которая после нанесения на нее изоляции используется в качестве плоского обмоточного электрического провода
Лента, применяемая в производстве катушек электромагнитов и других электротехнических изделий, может быть получена из слитков или бесслитковым методом на обычном оборудовании прокатного цеха. Однако для предприятий, которым требуется большая номенклатура сечений провода при небольших объемах потребления, что характерно для мелкосерийного и ремонтного производства, более рационально производство плоского провода из алюминиевой или медной катанки путем ее плющения на узкополосном прокатном стане.
Известно устройство для производства плющеной ленты, содержащее пару приводных цилиндрических валков (верхний и нижний) и механизм плавной регулировки расстояния между валками, обеспечивающий настройку клети на требуемую толщину получаемой полосы (SU №441081, B21J 5/12, 1974). При производстве ленты заданной толщины осуществляют многопроходную прокатку заготовки, уменьшая расстояние между валками перед каждым последующим проходом. Количество проходов может быть уменьшено, а степень обжатия заготовки за один проход увеличена, если устройство содержит несколько пар валков, расположенных последовательно и используемых одновременно.
При небольших объемах производства регулировать расстояние между валками приходится часто, и потому устройство неудобно в эксплуатации. Кроме того, устройство не предусматривает обработку ленты по ширине и потому не пригодно для производства провода заданного сечения.
Известно также устройство для производства плющеной ленты, содержащее горизонтальные и вертикальные валки с ручьями, обеспечивающими образование четырех выпуклых участков в сечении катанки, а также цилиндрические горизонтальные валки и вертикальные валки с ручьями, имеющими плоское дно, в которых осуществляется многократное обжатие предварительно повернутой на угол 45° катанки по толщине и ширине до получения заданного сечения ленты (SU №1789314, В21В 1/16, 1993).
Недостатками устройства является низкая надежность работы и плохое качество ленты, поскольку при обжатии ее по ширине на плоскость тонкая лента неустойчива: она стремится повернуться в валках вокруг своей продольной оси и занять диагональное положение, при котором меньше сопротивление ее продольному перемещению. Кроме того, перед каждым следующим проходом расстояние между валками необходимо регулировать, а вертикальные валки еще и менять на другие, с иным по размеру и форме ручьем, т.е. требуется иметь большой набор вертикальных валков с разными ручьями, а трудоемкость настройки велика.
Наиболее близким является плющильный стан, содержащий несколько пар приводных горизонтальных валков, расположенных последовательно, и несколько пар неприводных вертикальных валков с ручьями, расположенных между приводными горизонтальными валками, причем ручьи вертикальных валков имеют криволинейное дно (Владимиров Ю.В. и др. Производство плющеной стальной ленты. М.: Металлургия, 1985, с.40-41, 50-52, рис.26).
Недостатком известного плющильного стана является то, что при рекомендованном радиусе кривизны дна ручьев, равном половине толщины ленты, лента получает форму поперечного сечения, существенно отличающуюся от прямоугольной. Обмоточный электрический провод, полученный на таком оборудовании, при намотке укладывается с большими зазорами, и намотанная катушка имеет большие габариты. Кроме того, настройка данного стана столь же трудоемка, как и аналогов, описанных выше.
Техническим результатом изобретения является обеспечение производства ленты, имеющей форму поперечного сечения, более близкую к прямоугольной, и упрощение настройки устройства на производство ленты заданного сечения.
Это обеспечивается тем, что устройство для производства плющеной ленты, содержащее несколько пар приводных горизонтальных цилиндрических валков, расположенных последовательно, и несколько пар неприводных вертикальных валков с ручьями, расположенных между парами приводных горизонтальных валков, причем ручьи вертикальных валков имеют криволинейное дно, согласно изобретению содержит набор сменных горизонтальных валков различных диаметров и набор сменных вертикальных валков различных диаметров по ручью, причем радиус кривизны дна ручьев вертикальных валков составляет 0,35-0,55 от ширины ленты. Предпочтительно выполнение дна ручьев вертикальных валков по дуге окружности, радиус которой равен половине ширины ленты. Возможно размещение пар валков в устройстве в два и более ярусов, при этом последний горизонтальный валок яруса, который огибается лентой при ее переходе к следующему ярусу, выполнен неприводным. Устройство может быть оснащено парой горизонтальных и парой вертикальных цилиндрических калибровочных валков, размещенных на выходе устройства, выполненных неприводными и с плавно регулируемым расстоянием между ними.
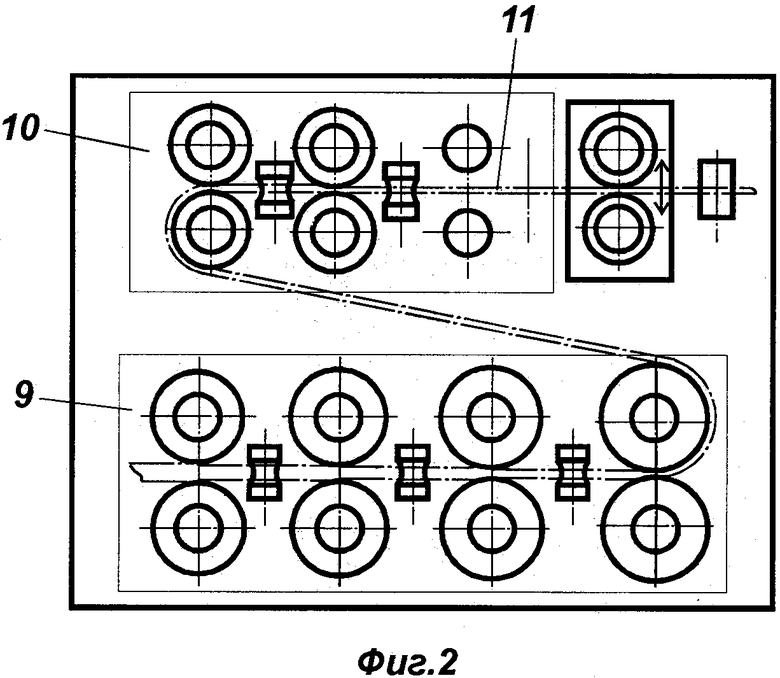
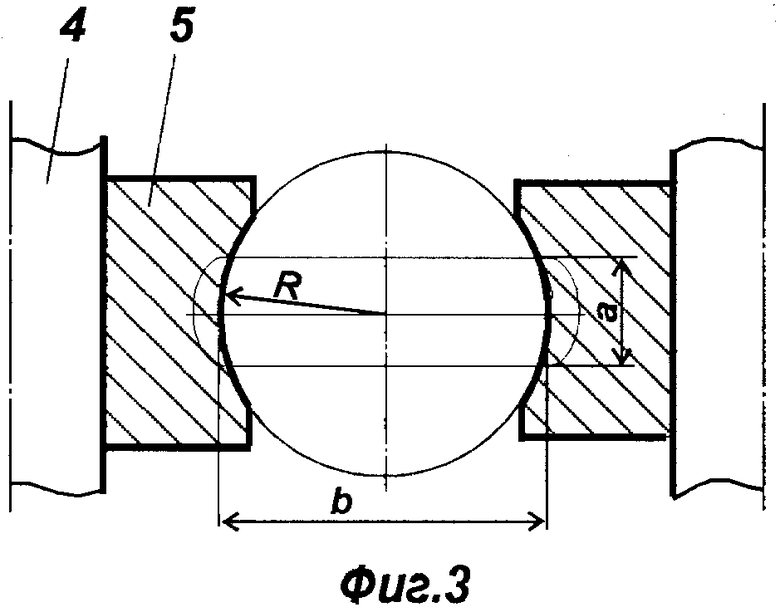
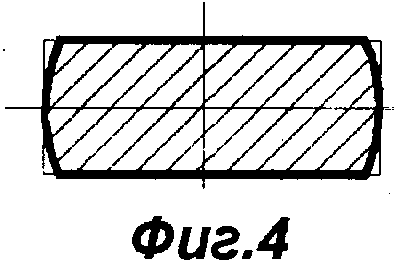
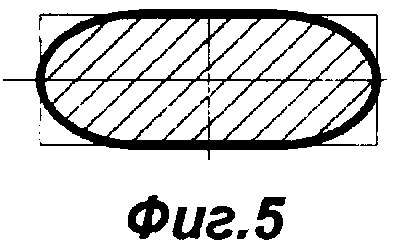
Сущность изобретения поясняется чертежом, где на фиг.1 схематично показано устройство для производства плющеной ленты; на фиг.2 - то же, с размещением пар валков в два яруса; на фиг.3 - вертикальные валки устройства; на фиг.4 - профиль сечения получаемой ленты; на фиг.5 - профиль сечения ленты, получаемой с помощью устройства-прототипа.
Устройство содержит основание 1, на котором в подшипниках (не показаны) установлен ряд пар горизонтальных осей 2. На этих осях закрепляются горизонтальные цилиндрические валки 3, выбранные из набора пар сменных валков различного диаметра. В промежутках между горизонтальными осями размещены (тоже в подшипниках) неприводные вертикальные оси 4. На вертикальных осях устанавливаются сменные валки 5 с ручьем 6 из набора вертикальных валков разного диаметра по ручью и с различной кривизной R дна ручья. В конце устройства размещены пара горизонтальных 7 и пара вертикальных 8 цилиндрических калибровочных валков, установленных с возможностью плавной регулировки расстояния между ними.
Все горизонтальные оси 2 в данном устройстве связаны с общим приводом посредством последовательно соединенных зубчатых пар (не показано), обеспечивающих необходимое увеличение скорости подачи от начала к концу устройства. Пары валков могут быть размещены в несколько ярусов (на фиг.2 - в два яруса 9 и 10), что позволяет разместить устройство более компактно и уменьшить число звеньев зубчатых передач, связывающих горизонтальные оси с общим приводом. В таком случае горизонтальная ось валка, огибаемого лентой 11 при переходе к следующему ярусу, выполняется неприводной. В устройстве, показанном на фиг.2, это последний верхний валок яруса 9. Благодаря этому предотвращается возможность обрыва или накапливания ленты на переходе между ярусами из-за несоответствия скоростей подачи. В промежутке между последней парой горизонтальных валков яруса 9 и первой парой горизонтальных валков яруса 10 вертикальные валки не установлены.
Работа с устройством осуществляется следующим образом. Настройка устройства на производство ленты заданного сечения производится дискретно по заранее составленным таблицам. В соответствии с исходным диаметром катанки и размерами поперечного сечения ленты, которые нужно получить, выбирают и устанавливают на оси 2 цилиндрические валки 3 нужных диаметров, обеспечивающие в совокупности заданное обжатие ленты 11 по толщине до величины а. Также выбирают и устанавливают пары вертикальных валков 5 для обеспечения обжатия ленты по ширине до величины b. Но при этом еще принимают во внимание форму ручья: предпочтительно выбирать валки, у которых радиус дна ручья равен половине ширины ленты в данной паре валков: R=0,5b. В процессе прокатки в таких валках возможное отклонение осевого положения ленты не приводит к изменению ее формы и получается лента, форма сечения которой показана на фиг.4. Плоский провод, получаемый из такой ленты, укладывается при намотке достаточно плотно, с небольшими зазорами. Использование валков с меньшим радиусом дна ручья, например R=0,3 5b, возможно, но при этом края ленты оказываются сильнее скругленными, приближаясь по мере уменьшения радиуса к нерациональной форме, получаемой на устройстве-прототипе и показанной на фиг.5. Использование валков с немного большим радиусом дна ручья, например R=0,55b, тоже возможно в некоторых случаях, но в таких валках лента уже становится неустойчивой, она стремится повернуться вокруг своей продольной оси, а при повороте ленты происходит искажение формы ее поперечного сечения.
Для производства ленты большого сечения валками оснащают не все оси устройства. А если необходимо получить ленту столь малого сечения, что недостаточно обжатия исходной катанки за один проход, обеспечиваемого устройством, то процесс обработки повторяют, выбрав и установив в устройство валки больших диаметров.
Настройка данного устройства на производство ленты заданного сечения производится без регулировок расстояний между валками, дискретно, что существенно проще. При пропускании ленты через регулируемые пары неприводных цилиндрических калибровочных валков 7 и 8 осуществляется обжатие ленты в очень небольших пределах, что позволяет дополнительно улучшить форму ленты и более точно приблизить размеры ее поперечного сечения к заданным значениям, если в этом есть необходимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ | 2002 |
|
RU2218257C1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Способ горячей прокатки мелкосортных профилей | 1986 |
|
SU1412821A1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОКАТКИ КРУГЛОГО ПРОФИЛЯ И ПРОКАТНЫЙ СТАН ДЛЯ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1989 |
|
RU2062672C1 |
| Способ получения стальной плющеной ленты | 1990 |
|
SU1789314A1 |
| Трубосварочный стан | 1986 |
|
SU1382528A1 |
| КОЛОСНИКОВЫЙ ПРОФИЛЬ ДЛЯ ПРОИЗВОДСТВА ЩЕЛЕВЫХ СЕТОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2173224C2 |
Изобретение предназначено для упрощения настройки оборудования при изменении размеров плющеной ленты и улучшения формы ее поперечного сечения. На основании последовательно расположено несколько пар сменных приводных горизонтальных цилиндрических валков и несколько пар сменных неприводных вертикальных валков с ручьями, размещенных между парами приводных горизонтальных валков. Исключение необходимости регулирования расстояния между валками при настройке установки на производство ленты заданного размера обеспечивается за счет того, что устройство содержит набор сменных горизонтальных валков различных диаметров и набор сменных вертикальных валков различных диаметров по ручью, причем радиус кривизны дна ручьев вертикальных валков составляет 0,35-0,55 от ширины ленты. Предпочтительно выполнение дна ручьев вертикальных валков по дуге окружности, радиус которой равен половине ширины ленты. Возможно размещение пар валков в устройстве в два и более яруса, при этом последний горизонтальный валок яруса, который огибается лентой при ее переходе к следующему ярусу, выполнен неприводным. Устройство может быть оснащено парой горизонтальных и парой вертикальных цилиндрических калибровочных валков, размещенных на выходе, выполненных неприводными и с плавно регулируемым расстоянием между ними. 5 з.п. ф-лы, 5 ил.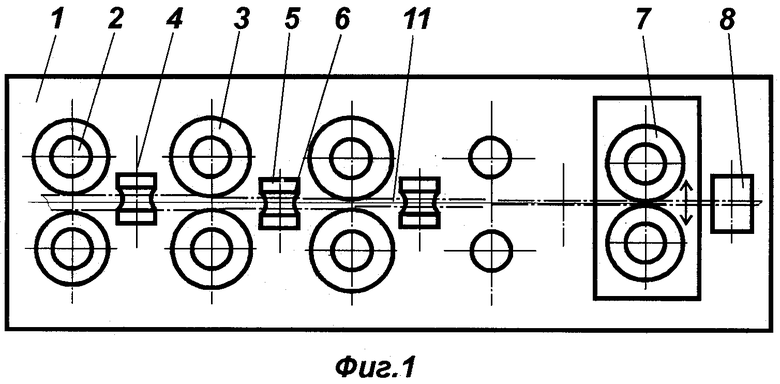
| ВЛАДИМИРОВ Ю.В | |||
| и др | |||
| Производство плющеной стальной ленты | |||
| - М.: Металлургия, 1985, с.40, 41, 50-52, рис.26 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2286858C2 |
| Универсальная клеть преимущественно плющильного стана | 1983 |
|
SU1166849A1 |
| Способ холодной прокатки плющеной ленты | 1975 |
|
SU730393A1 |
| УСТАНОВКА ДЛЯ ПОДГОТОВКИ ПОДПИТОЧНОЙ ВОДЫ ТЕПЛОСЕТИ | 2005 |
|
RU2288184C1 |

