Изобретение относится к обработке металлов давлением и может быть использовано при горячей штамповке заготовок корпусов рулевых тяг.
Известен способ изготовления заготовок корпусов рулевых тяг, включающий нагрев заготовки, поперечно-клиновую прокатку заготовки с формированием стержневого участка и сферической головки, которая осуществляется на специальных станах поперечно-клиновой прокатки, и горячую штамповку головки в виде чашки на прессах (Щукин В.Я., Кожевников Г.В., Рудович А.О. Новое в поперечно-клиновой прокатке / Кузнечно-штамповочное производство, 1999, №3, с.35-37). Низкое качество заготовок после поперечно-клиновой прокатки, особенно в зонах по оси, где возникают растягивающие напряжения, приводящие к образованию трещин и пустот, является существенным недостатком известного технического решения. Другой недостаток заключается в том, что процесс осуществляется на линиях, включающих стан поперечно-клиновой прокатки и пресс, которые в совокупности занимают значительные производственные площади.
Наиболее близким по технической сущности к заявляемому объекту является способ горячей штамповки заготовок рулевых тяг за четыре перехода с использованием горизонтально-ковочной машины (см. Шнейберг В.М., Акаро И.Л. Кузнечно-штамповочное производство Волжского автомобильного завода. - М.: Машиностроение, 1977, с. 108, рис.41). В соответствии с известным способом на первом переходе осуществляют штамповку конической головки с большим основанием, примыкающим к стержню, диаметр которого составляет (1,5÷1,6) d0, а высота (5÷6) d0, где d0 - диаметр исходной заготовки. На втором переходе штампуют коническую головку, высота которой (3÷4) d0, а диаметр большего основания (1,9÷2,0) d0. Штампуемые на первом и втором переходах конические головки имеют объем, равный объему головки заготовки рулевой тяги с облоем и припуском на механическую обработку. На третьем переходе осуществляют штамповку сферической головки с переходным коническим участком к стержню. Перед подачей на четвертую позицию штамповки заготовку поворачивают в вертикальной плоскости на 90°. На четвертом переходе окончательно штампуют заготовку корпуса рулевой тяги, формируя головку наконечника в виде чашки и участка перехода к стержню с овальным поперечным сечением.
Недостаток известного технического решения связан с низкой стабильностью процесса штамповки вследствие продольного изгиба штампуемого участка заготовок на первом и втором переходах. Причинами продольного изгиба являются, во-первых, неперпендикулярность торца исходной заготовки продольной оси, которая обязательно в той или иной мере имеет место при отрезке заготовок от прутка, во-вторых, большая относительная высота штампуемого участка (5÷6 диаметров исходной заготовки), так как объем штампуемых участков по известной технологии практически равен объему окончательно отштампованной головки. Искривление заготовок на первом и втором переходах приводит к образованию складок (зажимов), незаполнению штампа с одной стороны и образованию заусенца с другой у головок, сформированных на третьем переходе, что, в свою очередь, вызывает снижение качества изделий и даже образование брака. Другой недостаток известного технического решения связан с повышенным расходом металла из-за значительного облоя, который образуется при окончательной штамповке заготовки рулевой тяги в зоне перехода от головки к стержню, так как штампуемый участок имеет нерациональную форму и завышенный объем.
В основу изобретения поставлена задача разработать такой способ изготовления заготовок рулевых тяг, который обеспечил бы стабильность процесса штамповки и снижение брака за счет предотвращения продольного изгиба штампуемых участков заготовок путем уменьшения высоты штампуемых участков, а также экономию металла за счет уменьшения облоя в зоне перехода от головки к стержню за счет оптимизации формы переходного участка на третьем переходе.
Это достигается тем, что в известном способе горячей объемной штамповки заготовок рулевых тяг из цилиндрической исходной заготовки, включающем нагрев штампуемого участка исходной заготовки, предварительную штамповку головки за три перехода с зажимом заготовки в полуматрицах и окончательную штамповку головки в виде чашки с переходным участком к стержню, имеющим овальное поперечное сечение, причем на третьем переходе предварительной штамповки головки формируют сферическую головку с переходным участком, на первом и втором переходах предварительной штамповки формируют головку в виде двух конусов, сопряженных по большим основаниям, диаметр которых составляет 1,2÷1,4 от диаметра исходной заготовки для головки, полученной на первом переходе, и 1,7÷1,9 от диаметра исходной заготовки для головки, полученной на втором переходе, а высота каждого конуса составляет 1,8÷2,0 от диаметра исходной заготовки для головки, полученной на первом переходе, и 1,6÷1,7 от диаметра исходной заготовки для головки, полученной на втором переходе, переходный участок на третьем переходе предварительной штамповки формируют горообразной формы с радиусом, равным 0,3÷0,4 от диаметра исходной заготовки, а зажим заготовки в полуматрицах осуществляют локально на участке, сопряженном со штампуемой головкой.
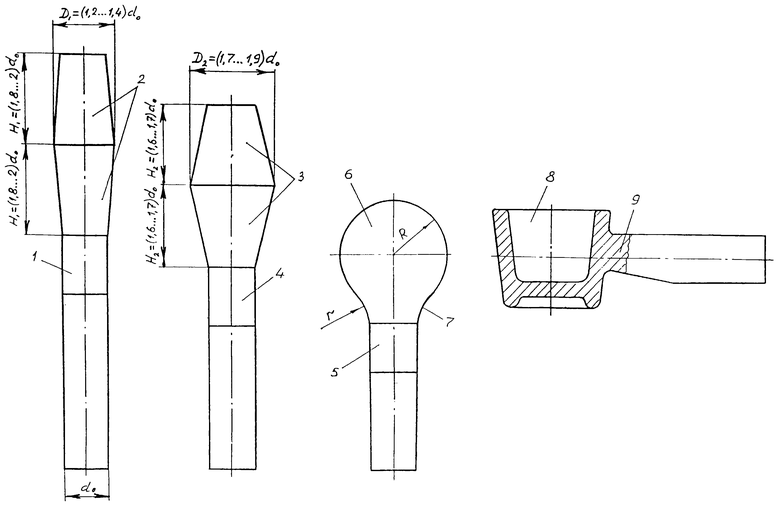
Сущность изобретения поясняется чертежом, где показана схема технологического процесса горячей штамповки заготовки корпуса рулевой тяги.
Способ горячей штамповки заготовки корпуса рулевой тяги осуществляется следующим образом. Цилиндрическую заготовку, отрезанную от пруткового или бунтового металла на пресс-ножницах, помещают в индуктор, где нагревают штампуемый участок заготовки. Специальными клещами-упором заготовку захватывают за ненагреваемый участок и помещают на позицию первого перехода штамповки горизонтально-ковочной машины (ГКМ), где при движении бокового ползуна зажимают в полуматрицах на участке 1, а при движении главного рабочего ползуна штампуют головку в виде двух конусов 2, сопряженным по большим основаниям, диаметр которых составляет (1,2÷1,4) d0, а высота каждого конуса (1,8÷2,0) d0. При этом объем штампуемого участка заготовки составляет (0,55÷0,65) от объема окончательно отштампованной головки, а верхняя граница участка 1 зажима непосредственно примыкает к малому основанию нижнего конуса 2. При отводе рабочего и бокового ползунов полуфабрикат освобождается из штампа и с помощью клещей-упора переносится на вторую позицию ГКМ, где осуществляется вторая предварительная штамповка головки в виде двух сопряженных по большему основанию конусов 3. При этом заготовку зажимают полуматрицами на участке 4. Штампуемые конуса имеют высоту (1,6÷1,7) d0 и диаметр больших основании (1,7÷1,9) d0, а суммарный объем конусов составляет (0,75÷0,85) от объема окончательно отштампованной головки. На третьем переходе заготовку зажимают в полуматрицах на участке 5 и штампуют сферическую головку 6 с тороидальным участком 7, радиус которого составляет 0,3÷0,4 диаметра исходной заготовки. На четвертом переходе осуществляют окончательную штамповку головки 8 в виде чашки с переходным участком 9 к стержню овального поперечного сечения.
Таким образом, применение заявляемого способа позволяет за счет уменьшения высоты штампуемых на первом и втором переходах участков, а также локального зажима заготовки производить ее деформирование без искривления продольной оси, что повышает качество изделий и стабильность технологического процесса. Штамповка на третьей позиции сферической головки с тороидальным переходом к стержню с радиусом, равным (0,3÷0,4) d0, обеспечивает существенное уменьшение облоя в этой зоне. При этом на 4÷6% снижается расход металла за счет использования заготовок меньшей длины.
Пример. Заготовку корпуса тяги рулевой системы автомобилей ВАЗ (деталь 2101-3003057) штамповали на горизонтально-ковочной машине модели ВВ-1134 (завод ТКПО, г.Рязань) из стали 40. Исходная заготовка диаметром d0=18 мм и длиной l0=215 мм отрезали от пруткового металла на пресс-ножницах. Участок заготовки длиной 160...170 мм нагревали в индукторе до температуры 1050-1150°С. На первой позиции ГКМ штамповали головку в виде двойного конуса с диаметром большего основания D1=24 мм и высотой H1=34,5 мм. На втором переходе штамповали головка в виде двух конусов, у которых диаметры больших оснований D2=32 мм, а высота каждого конуса Н2=31 мм. На третьем переходе штамповали сферическую головку с радиусом сферы R=20 мм и тороидальным переходным участком к стержню с радиусом r=7,5 мм. Перед штамповкой заготовки на первом, втором и третьем переходах она зажималась полуматрицами за участок, примыкающий к штампуемой головке. На четвертом переходе осуществляли окончательную штамповку корпуса рулевой тяги с формированием головки в виде чашки и участком перехода к стержню овального поперечного сечения. Процесс штамповки протекал стабильно, продольного изгиба штампуемых участков заготовок, образование складок и одностороннего облоя не наблюдалось. У окончательно отштампованной заготовки облой в зоне перехода от головки к стержню минимален.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВКИ КОРПУСА РУЛЕВОЙ ТЯГИ | 2007 |
|
RU2350423C1 |
| СПОСОБ ШТАМПОВКИ КЛЕММНЫХ БОЛТОВ | 2011 |
|
RU2478451C1 |
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕММНЫХ БОЛТОВ | 2006 |
|
RU2303502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| Способ малоотходной штамповки | 1987 |
|
SU1416252A1 |
| Способ изготовления крутоизогнутых угольников из трубчатых заготовок | 1990 |
|
SU1771844A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при горячей штамповке заготовок корпусов рулевых тяг. Производят нагрев штампуемого участка исходной заготовки, предварительную штамповку головки за три перехода с зажимом заготовки в полуматрицах и окончательную штамповку головки в виде чашки с переходным участком к стержню, имеющим овальное поперечное сечение. На первом и втором переходах предварительной штамповки формируют головку в виде двух конусов, сопряженных по большим основаниям. Диаметр оснований составляет 1,2÷1,4 от диаметра исходной заготовки, полученной на первом переходе, и 1,7÷1,9 от диаметра исходной заготовки для головки, полученной на втором переходе. Высота каждого конуса составляет 1,8÷2,0 от диаметра исходной заготовки для головки, полученной на первом переходе, и 1,6÷1,7 от диаметра исходной заготовки для головки, полученной на втором переходе. На третьем переходе предварительной штамповки формируют сферическую головку с переходным участком горообразной формы с радиусом, равным 0,3÷0,4 от диаметра исходной заготовки. Заготовку зажимают в полуматрицах локально на участке, сопряженном со штампуемой головкой. В результате обеспечивается стабильность процесса штамповки, снижение брака и экономия металла. 1 ил.
Способ горячей объемной штамповки заготовки корпуса рулевой тяги из цилиндрической исходной заготовки, включающий нагрев штампуемого участка исходной заготовки, предварительную штамповку головки за три перехода с зажимом заготовки в полуматрицах и окончательную штамповку головки в виде чашки с переходным участком к стержню, имеющим овальное поперечное сечение, при этом на третьем переходе предварительной штамповки головки формируют сферическую головку с переходным участком, отличающийся тем, что на первом и втором переходах предварительной штамповки формируют головку в виде двух конусов, сопряженных по большим основаниям, диаметр которых составляет 1,2÷1,4 от диаметра исходной заготовки для головки, полученной на первом переходе, и 1,7÷1,9 от диаметра исходной заготовки для головки, полученной на втором переходе, а высота каждого конуса составляет 1,8÷2,0 от диаметра исходной заготовки для головки, полученной на первом переходе, и 1,6÷1,7 от диаметра исходной заготовки для головки, полученной на втором переходе, переходный участок на третьем переходе предварительной штамповки формируют торообразной формы с радиусом, равным 0,3÷0,4 от диаметра исходной заготовки, а зажим заготовки в полуматрицах осуществляют локально на участке, сопряженном со штампуемой головкой.
| Способ изготовления изделий типа стержня с полой головкой | 1988 |
|
SU1641496A1 |
| ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ | 0 |
|
SU343751A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВХ | 1996 |
|
RU2095185C1 |
| GB 1350998, 24.04.1974 | |||
| СПОСОБ ПОЛУЧЕНИЯ 2-[(ДИМЕТИЛАМИНО)МЕТИЛ]ФЕНОЛА | 2008 |
|
RU2384567C2 |

