Настоящее изобретение относится к способу фрезерования поверхностей произвольной или криволинейной формы согласно ограничительной части п.1 формулы изобретения. Изобретение относится также к устройству для фрезерования поверхностей произвольной или криволинейной формы согласно ограничительной части п.5 формулы изобретения.
Настоящее изобретение относится к области фрезерования, прежде всего к технологии высокоскоростного фрезерования, называемого также высокопроизводительным фрезерованием.
При высокоскоростном фрезеровании детали для получения на ней поверхности требуемой пространственной (трехмерной) геометрической формы, т.е. для получения на детали поверхности произвольной или криволинейной формы, согласно уровню техники приходится сталкиваться со значительными проблемами. Уже при малых скоростях подачи инструмента, соответственно фрезы, он, соответственно она, перемещается не плавно, а рывками. В результате такого прерывистого перемещения фрезы в механической части фрезерного станка возникает вибрация. Вследствие этой вибрации на поверхности обрабатываемой детали образуются глубокие следы реза, соответственно волнистый рисунок из повторяющихся с частотой вибрации неровностей. Подобные неровности на получаемой в результате криволинейной поверхности обрабатываемой детали имеют при этом столь большие размеры, что последующее сглаживание обработанной поверхности становится невозможным или возможно лишь при условии высоких затрат. Сказанное относится прежде всего к фрезерной обработке детали, представляющей собой рабочую лопатку газовой турбины, соответственно облопаченный диск, называемый блиском. Поэтому серийное изготовление блисков известными из уровня техники методами фрезерования в настоящее время невозможно.
Описанные выше проблемы, возникающие при высокоскоростном фрезеровании прежде всего блисков, обусловлены нарушениями непрерывности или резкими изменениями траектории фрезерования, соответственно нарушениями непрерывности изменения или резкими изменениями ориентации векторов инструмента. Такие нарушения непрерывности, соответственно резкие изменения, могут быть обусловлены, с одной стороны, непосредственно моделью, созданной в системе автоматизированного проектирования (САПР-моделью), а с другой стороны, методом задания векторов инструмента, о чем более подробно сказано ниже.
Причиной является САПР-модель. Каждая САПР-модель представляет собой модель детали с поверхностью, состоящей из нескольких поверхностей, которые, в свою очередь, составлены из нескольких участков (фрагментов). В местах перехода от одной поверхности к соседней с ней поверхности, соответственно от одного фрагмента поверхности к соседнему с ним фрагменту поверхности, могут возникать нарушения непрерывности (переходы не с непрерывным изменением угла наклона касательной, соответственно не с непрерывной кривизной, пропуски, уступы, наложения). В зависимости от метода задания (определения) поверхностей составляющие их фрагменты или сами эти поверхности дополнительно могут проявлять склонность к приобретению волнистой формы. Подобная волнистость поверхностей, образующих САПР-модель, проявляется в значительном периодическом изменении их кривизны. Нарушения непрерывности и волнистость смоделированной в САПР поверхности обрабатываемой детали непосредственно влияют на форму траектории инструмента. Влияние же этих факторов на изменение ориентации векторов инструмента зависит от метода их задания.
Причиной является метод задания векторов инструмента. Для задания векторов инструмента согласно уровню техники используются три метода. В первом методе используются постоянные векторы инструмента. Этот метод непригоден для фрезерования поверхностей произвольной или криволинейной формы из-за невозможности их обработки без столкновения с ними инструмента при постоянном векторе инструмента. Во втором методе используются интерполированные векторы инструмента. В соответствии с этим методом вдоль траектории фрезерования задаются опорные векторы, между которыми интерполируется вектор инструмента. Обычно векторы инструмента интерполируются между опорными векторами путем линейной интерполяции, что приводит к нарушениям непрерывности изменения ориентации векторов инструмента в местах опорных векторов. В третьем методе используется задание векторов инструмента относительно поверхности с указанием угла наклона инструмента относительно обрабатываемой детали и угла его подвода к обрабатываемой детали. При задании векторов инструмента этим методом характер изменения их ориентации напрямую зависит от качества САПР-модели. Нарушения непрерывности, соответственно волнистость смоделированной в САПР поверхности обрабатываемой детали, непосредственно влияют на характер изменения ориентации векторов инструмента.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача предложить новый способ фрезерования поверхностей произвольной или криволинейной формы и соответствующее устройство.
Эта задача в отношении способа фрезерования поверхностей произвольной или криволинейной формы указанного в начале описания типа решается с помощью отличительных признаков п.1 формулы изобретения.
Согласно изобретению в дополнение к или к каждой траектории инструмента задают по меньшей мере одну направляющую кривую для вектора инструмента, в зависимости от которой или каждой из которых при фрезеровании ориентируют вектор инструмента. В настоящем изобретении предлагается методика задания векторов инструмента, в соответствии с которой изменение ориентации векторов инструмента не зависит от качества обрабатываемой поверхности. Предлагаемое в изобретении решение обеспечивает всегда непрерывное изменение ориентации векторов инструмента.
В соответствии с первым предпочтительным вариантом осуществления изобретения для вектора инструмента задают только одну направляющую кривую, ориентируя вектор инструмента таким образом, чтобы этот вектор инструмента с началом в вершине инструмента, перемещаемой по его соответствующей траектории, проходил через направляющую кривую. Этот вариант осуществления предлагаемого в изобретении способа предпочтительно использовать в том случае, когда обрабатываемая деталь, соответственно ее фрезеруемая поверхность, не имеет крутых изгибов в направлении, поперечном направлению фрезерования, а наклон инструмента, соответственно фрезы, относительно детали может оставаться примерно неизменным на участке от первой до последней траектории фрезерования.
В другом, втором предпочтительном варианте осуществления изобретения для вектора фрезы задают две направляющие кривые, которыми определяется направляющая поверхность, при этом в зависимости от соотношения между текущей траекторией фрезерования и общим количеством траекторий фрезерования определяют лежащую на направляющей поверхности направляющую кривую, через которую направляют вектор инструмента. Этот вариант осуществления предлагаемого в изобретении способа предпочтительно использовать в том случае, когда обрабатываемая поверхность обрабатываемой детали имеет крутой изгиб в направлении, поперечном направлению фрезерования, а угол наклона инструмента, соответственно фрезы, относительно обрабатываемой детали должен изменяться на большую величину на участке от первой до последней траектории фрезерования.
В дополнение к или к каждой направляющей кривой предпочтительно задавать синхронизирующие точки, с помощью которых синхронизируют ориентацию вектора инструмента между траекторией инструмента или каждой траекторией инструмента и направляющей кривой или каждой направляющей кривой.
Предлагаемое в изобретении устройство и его отличительные признаки представлены в п.5 формулы изобретения. В таком устройстве имеется по меньшей мере одно программирующее устройство для программирования по меньшей мере одной траектории инструмента, соответственно траектории фрезерования, по которой или по каждой из которых инструмент возможно перемещать относительно обрабатываемой детали для ее фрезерования. Помимо этого в предлагаемом в изобретении устройстве имеются средства программирования по меньшей мере одной направляющей кривой для вектора инструмента, в зависимости от которой или каждой из которых при фрезеровании возможно изменять ориентацию вектора инструмента.
Предпочтительные варианты осуществления изобретения представлены в соответствующих зависимых пунктах формулы и рассмотрены в последующем описании.
Ниже изобретение более подробно рассмотрено на примере некоторых, не ограничивающих его объем вариантов его осуществления со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - фрезеруемая деталь, на примере которой поясняется первый вариант осуществления предлагаемого в изобретении способа,
на фиг.2 - изображенная на фиг.1 фрезеруемая деталь, на примере которой дополнительно поясняется первый вариант осуществления предлагаемого в изобретении способа,
на фиг.3 - изображенная на фиг.1 и 2 фрезеруемая деталь, на примере которой дополнительно поясняется первый вариант осуществления предлагаемого в изобретении способа,
на фиг.4 - фрезеруемая деталь, на примере которой поясняется второй вариант осуществления предлагаемого в изобретении способа, и
на фиг.5 - изображенное в виде очень упрощенной функциональной схемы предлагаемое в изобретении устройство для фрезерования поверхностей произвольной или криволинейной формы.
Ниже настоящее изобретение более подробно поясняется со ссылкой на прилагаемые к описанию чертежи. Однако перед детальным описанием собственно предлагаемого в изобретении способа, а также собственно предлагаемого в изобретении устройства сначала необходимо дать определение некоторым понятиям, используемым ниже в настоящем описании.
Цель фрезерной обработки состоит в придании поверхности обрабатываемой детали требуемой трехмерной (пространственной) геометрической формы. Поверхность с такой требуемой трехмерной (пространственной) геометрической формой, получаемой на обрабатываемой детали, называют также поверхностью произвольной или криволинейной формы.
Инструмент, используемый для фрезерной обработки детали, называют фрезой. При фрезерной обработке инструмент, соответственно фрезу, перемещают относительно обрабатываемой детали. Перемещение инструмента, соответственно фрезы, относительно обрабатываемой детали принято описывать в связанной с инструментом, так называемой инструментальной, системе координат, задающей положение вершины инструмента, соответственно положение точки отсчета координат инструмента. Линию перемещения вершины инструмента, соответственно точки отсчета координат инструмента, в процессе фрезерной обработки детали называют траекторией инструмента, соответственно траекторией фрезерования. От вершины инструмента, соответственно от точки отсчета координат инструмента, можно провести вектор вдоль оси, соответственно хвостовика инструмента, соответственно фрезы. Такой вектор, начинающийся в вершине инструмента и проходящий вдоль оси инструмента в направлении его хвостовика, называют вектором инструмента.
Фрезерная обработка детали для получения на ней определенной трехмерной поверхности криволинейной формы заключается в так называемом пятикоординатном фрезеровании. При пятикоординатном фрезеровании инструмент (фреза) может перемещаться относительно обрабатываемой детали по пяти осям. Три из этих осей служат для прямолинейного перемещения инструмента относительно обрабатываемой детали, что позволяет подвести инструмент к любой точке в рабочем пространстве. В дополнение к такому прямолинейному перемещению вдоль этих так называемых линейных осей положение инструмента для выполнения поднутрений можно также изменять вокруг оси поворота, а также оси наклона. Вращением инструмента вокруг оси поворота, а также оси наклона можно изменять угловое положение инструмента относительно обрабатываемой детали. Благодаря этому обеспечивается возможность подвода инструмента к любой точке в рабочем пространстве без его столкновения с обрабатываемой деталью и элементами станка. Ось поворота и ось наклона часто называют также общим понятием "круговые оси".
В изобретении предлагается способ фрезерования на обрабатываемой детали поверхностей произвольной или криволинейной формы, при осуществлении которого для фрезерной обработки детали относительно нее перемещают инструмент, соответственно фрезу, по меньшей мере по одной определенной траектории инструмента, соответственно траектории фрезерования. Дополнительно к или к каждой траектории инструмента задают по меньшей мере одну направляющую кривую для вектора инструмента. В процессе фрезерования вектор инструмента ориентируют в зависимости от направляющей кривой или каждой направляющей кривой.
Ниже со ссылкой на фиг.1-3 более подробно рассмотрен первый вариант осуществления предлагаемого в изобретении способа. На фиг.1-3 показана обрабатываемая деталь 10, которая в показанном на чертеже примере представляет собой рабочую лопатку газовой турбины, соответственно блиска. При обработке детали 10 режущим инструментом 11, в данном случае фрезой, поверхности детали 10 требуется придать необходимую криволинейную форму. На каждой из фиг.1-3 один и тот же инструмент 11 показан в двух различных положениях относительно обрабатываемой детали 10.
В проиллюстрированном на фиг.1-3 варианте осуществления предлагаемого в изобретении способа задают одну-единственную направляющую кривую. Фрезерование с использованием одной-единственной направляющей кривой предпочтительно в том случае, когда обрабатываемая деталь, соответственно ее обрабатываемая поверхность, не имеет крутых изгибов в направлении, поперечном направлению фрезерования, а наклон инструмента 11, соответственно фрезы, относительно детали 10 может оставаться примерно неизменным на протяжении всего процесса фрезерной обработки.
Для задания направляющей кривой 12 для вектора инструмента 11 используется проиллюстрированный на фиг.1 подход. В соответствии с ним вершину инструмента 11, соответственно фрезы, перемещают вдоль проходящей параллельно поверхности обрабатываемой детали кривой от начальной точки 13 к конечной точке 14. Траекторией, которую описывает вершина инструмента на пути ее перемещения между начальной точкой 13 и конечной точкой 14, задается направляющая кривая 12 для вектора инструмента 11. Все перемещения инструмента 11, которые программируются между этими начальной точкой 13 и конечной точкой 14, интерпретируются как направляющая кривая 12. Ориентация направляющей кривой 12 соответствует направлению последующей фрезерной обработки детали 10. В этом отношении при задании направляющей кривой важно обеспечить перемещение вершины инструмента 11 без его столкновения с деталью 10 или соседней деталью. В соответствии с этим перемещение инструмента вдоль направляющей кривой 12 позволяет исключить столкновение инструмента с деталью 10 при ее обработке.
Заданную проиллюстрированным на фиг.1 путем направляющую кривую 12 можно использовать либо не использовать. Иными словами, в соответствии с настоящим изобретения собственно фрезерная обработка детали 10 может выполняться и с учетом направляющей кривой 12, и без ее учета. При использовании направляющей кривой 12 фрезерная обработка детали 10 выполняется в зависимости от направляющей кривой 12. При неиспользовании же направляющей кривой 12 она при фрезерной обработке детали не учитывается. На фиг.2 проиллюстрирован процесс фрезерной обработки детали 10 без использования направляющей кривой 12, тогда как на фиг.3 проиллюстрирован процесс фрезерной обработки детали 10 с использованием направляющей кривой 12.
Как указано выше, на фиг.2 проиллюстрирован процесс фрезерной обработки детали 10 без использования направляющей кривой 12. В этом случае путь перемещения инструмента 11, а также ориентация вектора инструмента 11 определяются исключительно на основании заданных траекторий инструмента, соответственно траекторий фрезерования, без учета направляющей кривой 12.
При использовании же направляющей кривой 12 вектор инструмента согласно изобретению ориентируют таким образом, чтобы этот вектор инструмента с началом в вершине инструмента, перемещаемой по его соответствующей траектории, проходил через направляющую кривую 12 (т.е. пересекал ее). Сказанное проиллюстрировано на фиг.3. При использовании направляющей кривой 12 вектор инструмента в начале траектории 15 инструмента, соответственно траектории фрезерования, проходит через начальную точку 13, а в конце траектории 15 инструмента - через конечную точку 14 направляющей кривой 12. На участке между начальной точкой 13 и конечной точкой 14 направляющей кривой 12 точка пересечения с ней вектора инструмента интерполируется в зависимости от соотношения пройденного инструментом и общего расстояний. Под таким соотношением пройденного инструментом и общего расстояний подразумевается соотношение между длиной пути, пройденного инструментом 11 по его текущей траектории 15, и общей длиной пути перемещения инструмента по его текущей траектории.
На фиг.4 проиллюстрирован второй вариант осуществления предлагаемого в настоящем изобретении способа. На фиг.4 также показана деталь 16, которую требуется обработать инструментом 17, которым в данном случае является фреза. На фиг.4 инструмент 17 также показан в двух различных положениях относительно обрабатываемой детали 16.
В показанном на фиг.4 варианте в дополнение к или к каждой траектории инструмента задают две направляющие кривые для вектора инструмента 17 и, в частности, первую, верхнюю направляющую кривую 18 и вторую, нижнюю направляющую кривую 19. Вариант с заданием двух направляющих кривых наиболее целесообразно использовать в том случае, когда обрабатываемая поверхность обрабатываемой детали 10 имеет более крутой изгиб в направлении, поперечном направлению фрезерования, а ориентация вектора инструмента должна изменяться на больший угол на участке от первой до последней траектории инструмента, соответственно траектории фрезерования.
Для задания обеих направляющих кривых 18, 19 используется аналогичный показанному на фиг.1-3 варианту подход. Для задания первой направляющей кривой 18 вершину инструмента 17 перемещают от начальной точки 20 первой направляющей кривой 18 к ее конечной точке 21. Аналогичным образом для задания второй направляющей кривой 19 вершину инструмента 17 перемещают от начальной точки этой направляющей кривой к ее конечной точке. В показанном на фиг.4 ракурсе начальная и конечная точки второй направляющей кривой не обозначены, поскольку они закрыты инструментом 17 и поэтому не видны. Ориентация обеих направляющих кривых 18, 19 в этом варианте также соответствует направлению собственно фрезерной обработки детали 16.
В этом отношении при задании первой, верхней направляющей кривой 18 важно обеспечить возможность обработки вдоль нее верхней части детали 16 без столкновения с ней инструмента. Вторую, нижнюю направляющую кривую 19 также задают исходя из необходимости обеспечить возможность обработки нижней части детали 16 без столкновения с ней инструмента.
Как показано на фиг.4, первая, верхняя направляющая кривая 18 и вторая, нижняя направляющая кривая 19 ограничивают между собой направляющую поверхность 22. При использовании направляющих кривых 18, 19 вектор инструмента 17 ориентируют таким образом, что в зависимости от соотношения между текущей траекторией фрезерования, соответственно траекторией 23 инструмента, и общим количеством траекторий фрезерования, соответственно траекторий инструмента, путем интерполяции можно определить направляющую кривую 24, через которую должен проходить вектор инструмента 17. Сказанное означает, что в этом случае вектор инструмента с началом в его вершине, перемещаемой по текущей траектории фрезерования, соответственно траектории инструмента, направляют через интерполированную направляющую кривую 24.
При этом, в частности, векторы инструмента ориентируют таким образом, что они пересекают расположенную между обеими направляющими кривыми 18, 19 направляющую поверхность 22 следующим образом. В направлении, поперечном направлению фрезерования, вектор инструмента 17 при его перемещении вдоль первой траектории инструмента, соответственно траектории фрезерования, пересекает направляющую поверхность 22 по первой, верхней направляющей кривой 18, а при перемещении вдоль последней траектории инструмента, соответственно траектории фрезерования - по второй, нижней направляющей кривой 19. В промежутке между первой и последней траекториями интерполированную направляющую кривую 24 определяют путем интерполяции в зависимости от отношения количества всех траекторий инструмента к текущей траектории 23 инструмента.
В направлении фрезерной обработки точку пересечения вектора инструмента с первой, второй или интерполированной направляющей кривой 18, 19 или 24 определяют аналогично показанному на фиг.1-3 варианту. Сказанное означает, что в начале текущей траектории 23 инструмента, соответственно траектории фрезерования, вектор инструмента проходит через начальную точку, а в конце этой траектории - через конечную точку направляющей кривой 18, 19 или 24 соответственно. На участке между начальной и конечной точками точку пересечения вектора инструмента с соответствующей направляющей кривой 18, 19 или 24 определяют путем интерполяции в зависимости от соотношения между пройденным инструментом и общего расстояний.
Необходимо отметить, что и в показанном на фиг.1-3 варианте, и в показанном на фиг.4 варианте для задания направляющей кривой или каждой направляющей кривой нет необходимости в фактическом перемещении инструмента описанным выше образом. Более того, задавать направляющую кривую или каждую направляющую кривую можно путем непосредственного программирования соответствующей кривой в системе автоматизированного проектирования и управления производством (САПР/САУП).
В описанных выше первом и втором вариантах осуществления предлагаемого в изобретении способа дополнительно к или к каждой траектории инструмента и дополнительно к или к каждой направляющей кривой 12, соответственно 18, 19, в предпочтительном варианте осуществления изобретения предлагается задавать синхронизирующие точки. С помощью таких синхронизирующих точек синхронизируют ориентацию вектора инструмента между траекторией инструмента и направляющей кривой. В каждой подобной синхронизирующей точке траектории инструмента, соответственно траектории фрезерования, при этом обеспечивается прохождение вектора инструмента через соответствующую синхронизирующую точку на соответствующей направляющей кривой. Задание подобных синхронизирующих точек всегда предпочтительно в том случае, когда траектория инструмента, соответственно траектория фрезерования, по своей форме или протяженности отличается от направляющей кривой.
Синхронизирующие точки задают, соответственно определяют, при задании соответствующей направляющей кривой, а также при задании траекторий инструмента.
С целью обеспечить наличие для каждой синхронизирующей точки на траектории инструмента соответствующей синхронизирующей точки на направляющей кривой количество синхронизирующих точек на или на каждой траектории инструмента должно быть равно количеству синхронизирующих точек на или на каждой направляющей кривой.
На фиг.5 в виде очень упрощенной функциональной схемы показано предлагаемое в изобретении устройство для фрезерования поверхностей произвольной или криволинейной формы. В показанном на чертеже примере предлагаемое в изобретении устройство имеет первое программирующее устройство 25 для программирования по меньшей мере одной траектории инструмента (фрезы), соответственно траектории фрезерования. Этими вычисленными в первом программирующем устройстве 25 траекториями инструмента определяется путь перемещения инструмента, соответственно фрезы, относительно обрабатываемой детали. Первое программирующее устройство 25 представляет собой САПР/САУП-систему. Такая САПР/САУП-система позволяет традиционным, хорошо известным способом программировать траектории инструмента, соответственно траектории фрезерования. САПР/САУП-система создает так называемый АРТ-файл 26 (от англ. "Automatic Programming Tools", инструментальные автоматизированные средства программирования), на основании которого затем АРТ-процессором 27 создается не зависящий от конкретного станка управляющий файл 28 для фрезерной обработки детали.
Дополнительно к первому программирующему устройству 25 предлагаемое в изобретении устройство имеет средства программирования направляющей кривой или каждой направляющей кривой для вектора инструмента, которые в рассматриваемом варианте выполнены в виде второго программирующего устройства 29. Во втором программирующем устройстве 29 реализованы дополнительные функции на базе языка программирования APT, служащие для задания по меньшей мере одной направляющей кривой для вектора инструмента, ориентацию которого (вектора) можно изменять в процессе фрезерования в зависимости от или от каждой направляющей кривой.
При использовании направляющей кривой, соответственно направляющих кривых, они в показанном на фиг.5 устройстве включаются в выполняемый с использованием средств APT процесс вычислений таким образом, что созданные САПР/САУП-системой векторы инструмента заменяются на созданные вторым программирующим устройством 29 векторы инструмента. На основании управляющего файла 28 так называемыми постпроцессорами 30 формируются так называемые ЧПУ-данные 31, которые зависят от конкретного станка и служат для управления перемещением инструмента по отдельным осям в станке 32 с ЧПУ, т.е. фрезерном станке.
Следует отметить, что средства программирования направляющей кривой или каждой направляющей кривой 12, соответственно 18, 19, могут быть также интегрированы и в программирующее устройство 25, предназначенное для программирования одной или каждой траектории инструмента, соответственно траектории фрезерования. В этом случае в предлагаемом в изобретении устройстве будет иметься только одно программирующее устройство, а ориентация векторов инструмента будет изменяться непосредственно в САПР/САУП-системе.
Предлагаемый в изобретении способ, а также предлагаемое в изобретении устройство позволяют существенно повысить эффективность фрезерования поверхностей произвольной или криволинейной формы. Предлагаемое в изобретении решение позволяет добиться все еще вполне приемлемых результатов фрезерования даже при нарушениях непрерывности поверхности САПР-модели. Поскольку для фрезерной обработки более не требуется создавать опорные векторы, дополнительно сокращается продолжительность фрезерной обработки. Помимо этого отпадает необходимость в устранении нарушений непрерывности поверхности САПР-модели. Еще одно преимущество изобретения состоит в сокращении количества шагов итерации при программировании и пробной фрезерной обработке, поскольку задание направляющей кривой или каждой направляющей кривой позволяет надежно исключить возможность столкновения инструмента с обрабатываемой деталью, соответственно соседней с ней деталью. Кроме того, улучшается качество фрезерованной поверхности. Благодаря этому удается избежать необходимости в выполнении последующих стадий механической обработки фрезерованной поверхности для повышения ее качества. Поскольку, кроме того, предлагаемое в изобретении решение позволяет исключить возникновение вибрации фрезерного станка, с одной стороны, уменьшается интенсивность износа деталей и механизмов фрезерного станка, а с другой стороны, значительно сокращается процент брака.
Предлагаемый в изобретении способ, а также предлагаемое в изобретении устройство могут использоваться прежде всего для фрезерной обработки компрессорных или турбинных лопаток на так называемых блисках. Изобретение впервые позволяет сделать экономичным серийное производство блисков на фрезерных станках.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2004 |
|
RU2351442C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2004 |
|
RU2355517C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПОВЕРХНОСТЕЙ ПРОИЗВОЛЬНОЙ ФОРМЫ И СООТВЕТСТВУЮЩАЯ ФРЕЗА | 2004 |
|
RU2370348C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ | 2004 |
|
RU2355516C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ ЗАГОТОВКИ ПОСРЕДСТВОМ ФРЕЗЕРНОГО ИНСТРУМЕНТА | 2009 |
|
RU2465103C2 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ | 2004 |
|
RU2358843C2 |
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ ЦЕНТР | 2002 |
|
RU2212998C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351443C2 |
Способ включает перемещение инструмента относительно обрабатываемой детали по меньшей мере по одной заданной траектории инструмента и ориентацию вектора инструмента. Для повышения качества обработки в дополнение к или к каждой траектории инструмента для вектора инструмента задают первую направляющую кривую, в зависимости от которой или каждой из которых при фрезеровании ориентируют вектор инструмента, или для вектора инструмента задают первую и вторую направляющие кривые, которые задают исходя из необходимости обеспечить возможность обработки детали без столкновения с ней инструмента и которыми определяется направляющая поверхность, и в зависимости от соотношения между текущей траекторией инструмента и общим количеством траекторий инструмента определяют лежащую на направляющей поверхности направляющую кривую, через которую направляют вектор инструмента. Устройство содержит первое программирующее устройство для программирования по меньшей мере одной траектории инструмента, по которой или по каждой из которых инструмент возможно перемещать при фрезеровании. Для получения того же технического результата оно снабжено средством программирования первой направляющей кривой для вектора инструмента, в зависимости от которой при фрезеровании возможно изменять ориентацию вектора инструмента, и вторым программирующим устройством для программирования второй направляющей кривой для вектора инструмента, при перемещении которого по направляющим кривым при обработке детали исключается возможность столкновения с ней инструмента. При этом первая и вторая направляющие кривые определяют направляющую поверхность, по лежащей на которой направляющей кривой, определяемой в зависимости от соотношения между текущей траекторией инструмента и общим количеством траекторий инструмента, перемещается инструмент. 2 н. и 6 з.п. ф-лы, 5 ил.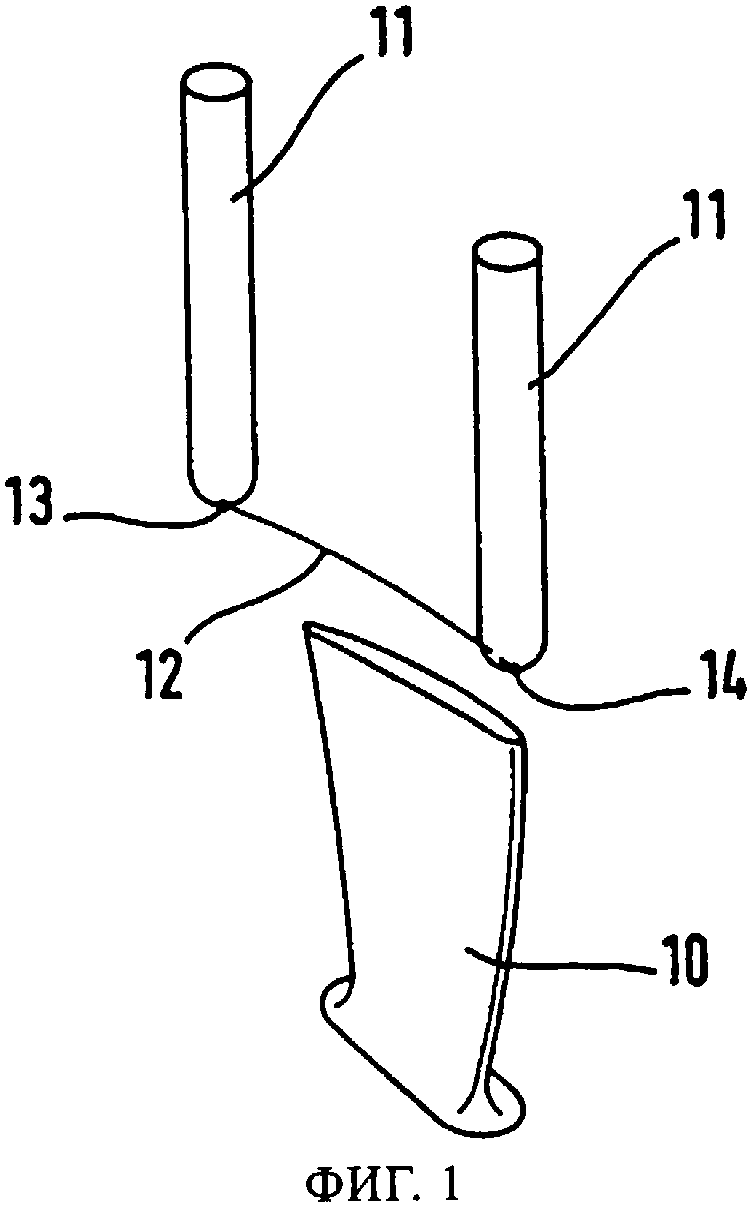
1. Способ фрезерования, преимущественно пятикоординатного фрезерования, поверхностей произвольной или криволинейной формы на обрабатываемых деталях, при осуществлении которого обрабатываемую деталь (16) фрезеруют инструментом (17) в виде фрезы с получением в результате поверхности требуемой криволинейной формы, перемещая при этом инструмент (17) в процессе фрезерования относительно обрабатываемой детали по меньшей мере по одной заданной траектории инструмента, и ориентируют вектор инструмента, отличающийся тем, что в дополнение к или к каждой траектории инструмента для вектора инструмента задают первую направляющую кривую (18, 19), в зависимости от которой или каждой из которых при фрезеровании ориентируют вектор инструмента или для вектора инструмента (17) задают первую и вторую направляющие кривые (18, 19), которые задают исходя из необходимости обеспечить возможность обработки детали без столкновения с ней инструмента и которыми определяется направляющая поверхность (22), и в зависимости от соотношения между текущей траекторией инструмента и общим количеством траекторий инструмента определяют лежащую на направляющей поверхности (22) направляющую кривую (24), через которую направляют вектор инструмента (17).
2. Способ по п.1, отличающийся тем, что в дополнение к каждой направляющей кривой (18, 19) и к одной или к каждой траектории инструмента задают синхронизирующие точки, с помощью которых синхронизируют ориентацию вектора инструмента между траекторией инструмента или каждой траекторией инструмента и каждой направляющей кривой (18, 19).
3. Способ по п.1 или 2, отличающийся тем, что ориентация каждой направляющей кривой (18, 19) соответствует направлению фрезерной обработки детали (16).
4. Способ по п.1, отличающийся тем, что в направлении, поперечном направлению фрезерования, вектор инструмента (17) при его перемещении вдоль первой его траектории пересекает направляющую поверхность (22) по первой направляющей кривой (18), тогда как при перемещении вдоль последней его траектории по второй направляющей кривой (19), при этом в промежутке между первой и последней траекториями фрезерования путем интерполяции в зависимости от соотношения между текущей траекторией фрезерования и общим количеством траекторий инструмента определяют лежащую на направляющей поверхности интерполированную направляющую кривую (24), а в направлении фрезерной обработки точку пересечения вектора инструмента с первой, второй или интерполированной направляющей кривой (18, 19, 24) определяют исходя из того, что в начале траектории инструмента его вектор проходит через начальную точку, а в конце траектории инструмента - через конечную точку конкретной направляющей кривой (18, 19, 24), при этом на участке между этими начальной и конечной точками точку пересечения вектора инструмента с конкретной направляющей кривой определяют путем интерполяции в зависимости от соотношения между пройденным инструментом и общим расстоянием.
5. Устройство для фрезерования, преимущественно пятикоординатного фрезерования, поверхностей произвольной или криволинейной формы на обрабатываемых деталях путем фрезерования обрабатываемой детали (16) инструментом (17) в виде фрезы с получением в результате поверхности требуемой криволинейной формы, содержащее первое программирующее устройство (25) для программирования по меньшей мере одной траектории инструмента по которой или по каждой из которых инструмент (17) возможно перемещать относительно обрабатываемой детали (16) для ее фрезерования, отличающееся тем, что оно снабжено средствами программирования первой направляющей кривой (18, 19) для вектора инструмента (17), в зависимости от которой при фрезеровании возможно изменять ориентацию вектора инструмента, и вторым программирующим устройством (29) для программирования второй направляющей кривой (18, 19) для вектора инструмента (17), при перемещении которого по направляющим кривым (18, 19) при обработке детали (16) исключается возможность столкновения с ней инструмента, при этом первая и вторая направляющие кривые (18, 19) определяют направляющую поверхность (22), по лежащей на которой направляющей кривой (24), определяемой в зависимости от соотношения между текущей траекторией инструмента и общим количеством траекторий инструмента, перемещается инструмент (17).
6. Устройство по п.5, отличающееся тем, что первое программирующее устройство (25) для программирования траектории инструмента или каждой траектории инструмента выполнено в виде системы автоматизированного проектирования/системы автоматизированного управления производством (САПР/САУП-системы), которая создает по меньшей мере один АРТ-файл (26), преобразуемый по меньшей мере одним последующим постпроцессором (30) в по меньшей мере один выполняемый фрезерным устройством файл (31) числового программного управления (ЧПУ).
7. Устройство по п.5 или 6, отличающееся тем, что второе программирующее устройство (29) формирует АРТ-данные, интегрируемые в сформированный или каждый сформированный САПР/САУП-системой АРТ-файл таким образом, что при использовании направляющей кривой (18, 19) сформированные первым программирующим устройством (25) векторы инструмента заменяются на векторы инструмента, зависящие от или от каждой направляющей кривой (12; 18, 19).
8. Устройство по п.7, отличающееся тем, что средства программирования направляющих кривых (18, 19) интегрированы в программирующее устройство (25), предназначенное для программирования одной или каждой траектории инструмента.
| US 4596501 А, 24.06.1986 | |||
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ПОДВИЖНЫМ ОРГАНОМ СТАНКА | 0 |
|
SU399099A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ | 0 |
|
SU312690A1 |
| Способ построчной обработки сложных поверхностей | 1978 |
|
SU688297A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2023547C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ВТОРОГО ПОРЯДКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2170161C2 |

