Изобретение относится к способу изготовления фильтрующего элемента и к фильтрующему элементу, в частности мембранному фильтру.
Способы фильтрации можно разделить, в основном, прежде всего на так называемую кухонную, глубокую и поверхностную фильтрацию. В то время как при кухонной фильтрации ее осуществляет образующийся на относительно грубом основании фильтровальный осадок, а при глубокой фильтрации внутри фильтрующей среды преобладающее фильтрационное действие происходит механически и адсорптивно, при поверхностной фильтрации преобладающее фильтрационное действие происходит механически за счет отделения, например, твердых частиц, на поверхности фильтрующей среды, например фильтрующего элемента.
Фильтрующий элемент, согласно изобретению, касается поверхностной фильтрации, при которой смывание фильтра может происходить либо, в основном, перпендикулярно поверхности фильтра (так называемая статическая или тупиковая фильтрация), либо, в основном, параллельно поверхности фильтра (так называемая проточная фильтрация).
При статической фильтрации ретентат (задержанные вещества) образует в процессе фильтрации так называемый фильтровальный осадок, в котором во все более возрастающей степени происходит глубокая фильтрация и который со временем уменьшает пропускную способность фильтра. Образованию осадка в большинстве случаев препятствует, в том числе, параллельное поверхности смывание фильтрующей среды и/или смыв через фильтрующую среду.
Для поверхностной фильтрации особенно пригодны мембранные фильтры. В настоящее время большинство используемых мембранных фильтров содержат, например, полимерные мембраны (например, из полиэфира, РР-полиэфира, поливинилиденфторида и т.д.) или керамические мембраны (например, из ZiO, SiC,
Si3N4, Al2O3 и т.д.). Подобные мембранные системы имеют, правда, многочисленные недостатки. Так, их распределение «диаметра пор» относительно широкое, что ухудшает разделяющую способность мембраны. Собственно задерживаемые вещества могут тогда проникнуть через мембрану. У керамических мембран, кроме того, встречается проблема относительно низкой пропускной способности, поскольку они имеют относительно длинные «поры» (по сравнению с «диаметрами пор», т.е., скорее, каналы) с высоким сопротивлением течению. Кроме того, такие мембранные фильтры ограничены в отношении своей химической и температурной стойкости. У некоторых из упомянутых мембранных систем из-за относительно неровной или грубой поверхности добавляется еще проблема легкого образования осадка (даже при проточной фильтрации). Некоторые из названных мембранных систем, кроме того, ограничены в отношении максимального перепада давлений через мембрану (и, тем самым, в отношении повышения пропускной способности через повышение перепада давлений).
В последние годы были предложены мембранные фильтры на основе, например, Si или SiO2, Si3N4 и т.д., изготавливаемые травильными и литографическими способами.
Пример этого описан в US 5543046. Здесь раскрыт способ изготовления неорганической мембраны, которую наносят на макропористый носитель с расположенным сначала между ними «flattening layer» способом химического осаждения или катодного распыления. Вместо «flattening layer» в одном альтернативном варианте выполнения упомянут также механический полировальный процесс, «flattening layer» после образования пор удаляют.
Другой пример описан в US 5753014. Здесь раскрыты мембранный фильтр и способ его изготовления, при котором макропористый носитель также может состоять из неорганического материала, например Si, SiC, Al2О3 и т.д. Мембрана также и здесь может состоять из PTFE, Si, С, Si3N4, ZiO, Al2О3, металла или, например, стали. Также у этих способов поры травят в мембранном слое с помощью технологий, давно известных, например, из полупроводниковой техники. После образования пор мембрану освобождают посредством полного травления обратной стороны несущего слоя. В одном альтернативном варианте выполнения несущая структура может быть образована также перед изготовлением мембраны. Для уменьшения напряжений между мембранным слоем и носителем, а также их лучшего соединения используют, при необходимости, промежуточный слой, например боракс, хром, никель и т.п. В этой публикации раскрыт также порозаполнитель, например поликристаллический кремний, алюминий и т.д., который в конце должен быть удален. В одном варианте выполнения методом печати (техника «imprint» или «lift-off») с помощью печатной формы структурируют слой полиамида в качестве маскирующего слоя для мембранного слоя или в другом варианте выполнения сам структурированный слой полиамида используют в качестве мембранного слоя.
В US 5139624 поры изготавливают влажным химическим травлением.
В целом, следует заметить, что фильтрующие элементы, по меньшей мере, из двух слоев (несущий и мембранный слои) имеют ту проблему, что способы нанесения дают в большинстве случаев преобладающим образом или полностью аморфные слои, что является недостатком для механической прочности.
В настоящее время часто применяемым в качестве мембранного слоя материалом является Si3N4. Уровень техники показывает, однако, что выходящая за пределы крупных зародышей кристаллов внутренняя кристаллическая структура Si3N4-мембранного слоя при температурах ниже примерно 1400°С до сих пор почти не достигалась. Актуальный уровень техники представляет собой уровень лабораторных работ и экспериментов. Несущие структуры фильтрующих элементов состоят в большинстве случаев из кремния, температура плавления которого составляет 1420°С. Необходимый для получения высокой кристаллической доли нагрев/отжиг Si3N4 повредил или разрушил бы поэтому несущую структуру.
Изготовление очень тонких мембран (менее 1 мкм) при диаметрах пор менее 1 мкм, которые, однако, устойчивы к относительно высоким давлениям (свыше 1 бар), известными до сих пор способами является сложным делом с высоким процентом брака. Ограничение в отношении нагружаемости давлением, связанное также с соответствующими пористостью и толщиной мембраны, делает фильтрацию с высокой пропускной способностью дорогой.
Задачей настоящего изобретения является создание мембранного фильтра и способа его изготовления, которые позволили бы избежать вышеупомянутых недостатков. В частности, должен быть создан фильтрующий элемент, который при высокой пропускной способности был бы механически стабильным и выдерживал бы нагрузки давлением, включая колебания давления, в течение длительного срока службы.
Эта задача решается посредством признаков, приведенных в п.п.1 и 24 формулы. Предпочтительные варианты и усовершенствования изобретения приведены в зависимых пунктах.
Повышение механической нагружаемости фильтрующего элемента может быть достигнуто за счет:
1) благоприятной геометрии мембраны;
2) повышения механической нагружаемости или прочности материала мембраны посредством
2.1 внутреннего предварительного напряжения мембраны и
2.2 кристаллических структур материала мембраны, а также
3) уплотнения материала мембраны.
Общее решение состоит в том, чтобы изготовить мембранный слой из материала, который при температурах ниже температуры плавления несущего материала (в случае кремния ниже примерно 1400°С) достигает достаточно высокой кристаллической доли (более 50%). Для этого пригоден (в частности) SiC.
У Si3N4 при относительно высоких температурах начинается кристаллообразование. Так, при температуре выше примерно 1400°С наблюдается степень кристаллизации более 90%. Ввиду сопоставимой с этим температуры плавления кремниевого несущего материала кристаллообразование должно быть инициировано при более низкой температуре, по возможности, ниже примерно 1350°С и осуществлено до достаточной степени кристаллизации. Для Si3N4 при этом в распоряжении имеются некоторые способы. Важнейшим из них присуще то, что в растущую пленку покрытия вводят дополнительную энергию.
К этим методам относятся, в том числе, нанесение покрытий посредством бомбардировки ионами (преимущественно ионами аргона) или метод магнетронного катодного распыления, методы нанесения покрытий в комбинации с вводом высокой частоты, а также другой предпочтительный метод нанесения покрытий, известный как HW-CVD (англ. hot wire CVD) или Cat-CVD (англ. catalytic CVD). Подробно различные методы нанесения покрытий поясняются ниже.
После применения этих методов в большинстве случаев требуется, например, дополнительная термическая обработка, чтобы низкую степень кристаллизации (зародыши кристаллов) повысить до требуемого значения. Для этого покрытую подложку нагревают несколько часов до температур выше 1000°С.
Этот метод является сложным (для кремния в качестве несущего материала), дорогостоящим, требует в настоящее время новых и, тем самым, дорогих установок для нанесения или даже усовершенствования существующих установок.
Другой возможностью получения механически стабильных тонких слоев является переход к другому материалу покрытия, который имеет более низкую температуру кристаллообразования и может обрабатываться таким же, описанным выше способом изготовления фильтрующего элемента. Таким материалом является карбид кремния (SiC).
У SiC кристаллообразование начинается уже примерно при 400°С; при температурах выше 1000°С при достаточно длительном времени обработки ожидается доля кристаллов более 85%. Модуль упругости SiC составляет около 300 ГПа и после подобной обработки может достигать 370-430 ГПа и значений изгибной прочности более 1000 МПа. Могут быть образованы кристаллы с размерами от нескольких нанометров, например 5 нм, до значений более 50 нм, что предпочтительно в целях повышения механической прочности и задержки образования и распространения трещин.
Дальнейшее улучшение достигается за счет нанесения (последующего) мембранного слоя из композиции, например, SiC и Si3N4. Также с такими композиционными системами достигаются значения изгибной прочности заметно более 1100 МПа.
Способ изготовления фильтрующего элемента состоит из следующих этапов:
S1) нанесение мембранного слоя на несущую подложку;
S2) травление мембранной камеры на противоположной мембранному слою стороне несущей подложки, в результате чего остается еще остаточный слой несущей подложки;
S3) образование пор в мембранном слое посредством литографии и травления для создания перфорированной мембраны;
S4) удаление остаточного слоя посредством травления для освобождения мембранного слоя;
S5) причем мембранный слой на этапе S1 или на более позднем этапе подвергают дополнительной обработке для повышения механической прочности.
Как уже сказано, механическая нагружаемость материала мембраны (помимо благоприятного выбора геометрии мембраны, о котором говорится ниже) может быть повышена за счет уплотнения материала мембраны, создания внутреннего предварительного напряжения и/или кристаллических структур в материале мембраны.
В одном примере выполнения повышенная прочность достигается за счет того, что мембранный слой имеет внутреннее механическое предварительное напряжение. Мембранный слой, так сказать, напряжен этим предварительным напряжением над мембранной камерой и может за счет этого воспринимать более высокие давления перпендикулярно своей поверхности.
Предварительное напряжение мембранного слоя определяется, например, применяемым методом нанесения мембранного слоя (например, из Si3N4 или SiC). Особенно пригодными для этого являются известные в технике LPCVD-методы (low pressure chemical vapour deposition), которые осуществляют при низких технологических давлениях 10-100 Па и температурах в диапазоне 400-900°С.
Внутреннее предварительное напряжение мембраны существенно уменьшает так называемое напряжение Ван Мизеса в мембране при ее сжимающих нагрузках; в одном примере выполнения примерно на 80% предварительно установленного напряжения мембраны. Кроме того, внутреннее предварительное напряжение мембраны уменьшает также возникающие при сжимающих нагрузках растяжения мембраны. Предварительное напряжение мембраны должно быть более примерно 10 МПа, преимущественно более 100 МПа.
В другом примере выполнения мембранный слой имеет нано- и/или микрокристаллические структуры.
Создание кристаллических структур может происходить несколькими путями. У многих методов нанесения покрытий покрытие наносят на носитель в практически полностью аморфном виде; у некоторых методов, правда, также во время нанесения покрытия могут быть получены, по меньшей мере, зародыши кристаллов, особенно предпочтительные для последующей обработки (на этапе S5).
Особенно подходящие методы нанесения покрытий для получения тонких слоев разделяются, прежде всего, грубо на так называемые CVD-методы (chemical vapour deposition) и PVD-методы (physical vapour deposition). У CVD-методов в результате химических реакций (например, термического разложения при высоких температурах) из газовой фазы на подложке осаждают тонкие слои возникшего из газовой фазы твердого материала. У CVD-методов условием является, поэтому существование газообразных соединений, так что они могут вступать в реакцию между собой, причем один из продуктов реакции является используемым для нанесения покрытия веществом. Все другие продукты реакции являются газообразными и могут быть, поэтому легко удалены.
CVD-методы разделяются на другие специальные, известные в уровне техники CVD-методы, такие как APCV-процессы (atmospheric pressure CVD), LPCVD-процессы (low pressure CVD) с давлениями 10-100 Па, RPCVD-процессы (reduced pressure vapour phase epitaxie) при давлениях 1-10 кПа, PECVD-процессы (plasma induced CVD), LICVD-процессы (laser induced CVD), а также реактивные варианты техники катодного распыления и техники напыления.
У PVD-методов покрытие подложки происходит посредством осаждения пара на нее, причем пар создают физическим путем (например, посредством испарения, катодного распыления, молекулярно-лучевой эпитаксии). PVD-процесс включает в себя, в основном, три фазы: образование частиц, транспортировку частиц и осаждение или конденсацию частиц на подложке. Существенным свойством PVD-процессов является глубокий вакуум (10-8-10 Па), в котором происходят PVD-процессы.
Во время нанесения материала мембраны можно инициировать подходящее, по меньшей мере, небольшое образование кристаллических структур или зародышей кристаллизации.
У CVD-методов по мере повышения температуры носителя или подложки возрастает, как известно, доля кристаллических структур в осажденном слое (например, у LPCVD-методов при температурах выше 400°С). У PECVD-методов температура подложки может быть повышена примерно до 1350°С, и может быть получен кристаллический мембранный слой (например, из SiC) со степенью кристаллизации более 75%, в особых случаях почти 100%.
Другой возможностью образования, по меньшей мере, зародышей кристаллизации уже при нанесении покрытия (или после него) является бомбардировка подложки ионами, например ионами аргона. Ионная бомбардировка происходит при этом при температурах в несколько сотен градусов. Попадающие на подложку ионы вводят свою энергию в места попадания. Другими известными мерами поддержания образования зародышей кристаллизации помимо ионной бомбардировки являются лазерное облучение и облучение электромагнитным излучением, например радиоволнами (например, магнетронное катодное распыление при 13,65 МГц). Этот описанный ввод энергии в материал мембраны также способствует образованию зародышей кристаллизации при более низких температурах.
У HWCVD-методов возникновение зародышей кристаллизации инициируют и заметно усиливают также при более низких температурах. У HWCVD-метода очень горячие (температура выше 1800°С) танталовые проволоки создают в реакционной камере вблизи покрываемой поверхности свободные радикалы силана (SiH4) и частиц аммиака (NH3), которые служат в материале покрытия зародышами кристаллизации, а именно также для возможных дальнейших этапов обработки.
После нанесения материала мембраны на носитель кристаллическую долю также можно значительно увеличить посредством следующих мер:
а) спекание под давлением или почти без давления;
б) ионная бомбардировка;
в) изостатическое горячее прессование;
г) комбинация а), б) и в).
В одном варианте осуществления способа, согласно изобретению, для изготовления фильтрующих элементов нанесенный (позднее) на несущую структуру мембранный слой спекают посредством ввода энергии (например, повышения температуры). Например, в случае Si3N4-мембранного слоя при температурах около 1450°С начинается рост зерен, чему способствуют, возможно, уже имеющиеся зародыши кристаллизации. При этом образуются продолговатые Si3N4-зерна, так называемый β-Si3N4. Размеры зерен лежат при этом в диапазоне 20-50 мкм. С повышением температуры и возрастанием времени нагрева доля β-Si3N4 быстро увеличивается и выше примерно 1750°С достигает более 90%. Процесс спекания сопровождается вследствие уменьшения объема по границам зерен уплотнением Si3N4-слоя. Выше примерно 1500°С плотность может достигать до 90% теоретически возможного значения.
В процессе спекания могут быть введены вспомогательные средства, например
Al2O3 и/или Y2О3 (например, соответственно в количестве около 5 мас.%).
В другом варианте выполнения нагрев α-Si3N4 происходит посредством электромагнитного излучения, например микроволнами (выше, например, 25 ГГц) или радиоволнами. Существенное преимущество спекания электромагнитным излучением в том, что энергия вводится почти в весь пробный объем, а не попадает, как в обычном случае, посредством теплопроводности от поверхности или поверхности зерен в объем. Вспомогательные средства для спекания еще более способствуют вводу энергии. У этого варианта рост зерен по сравнению с описанным выше традиционным способом спекания наступает при более низких на 100-150°С температурах. Так, рост зерен начинается здесь уже примерно при 1350°С, а примерно при 1600°С Si3N4 имеет кристаллическую форму более чем на 90%. Также уплотнение наступает при соответственно более низких температурах и заканчивается при максимальном значении более 90%. Максимум излучения лежит преимущественно вблизи, по меньшей мере, одного максимума кривой адсорбции материала покрытия.
При образовании кристаллической фазы следует обратить внимание на то, чтобы в Si3N4-слое оставалась определенная аморфная остаточная доля (например, самое большее 10%), поскольку иначе зерна β-фазы слишком увеличатся и слой в конце концов снова станет хрупким.
Если в качестве материала покрытия для последующего мембранного слоя выбирают SiC, то процесс спекания может осуществляться при заметно более низких температурах (также ниже 1400°С) с выраженным образованием зерен кристаллов. Следует исходить из того, что уже при температурах от 900°С достигается степень кристаллизации, по меньшей мере, 10%. Более длительное время спекания также способствует более высоким степеням кристаллизации. Таким образом, механически высокостабильный мембранный слой можно получить также на несущей структуре из кремния.
Эффектом подобного процесса спекания, оказывающим влияние на механическую прочность мембранного слоя, является, в том числе, заметное повышение прочности при растяжении. Для неспеченного Si3N4 предел прочности при растяжении составляет, например, 500-600 МПа, тогда как после спекания он составляет более 1100 МПа. Это объясняет заметное повышение стабильности мембранного слоя при сжатии.
В другом варианте можно посредством, например изостатического горячего прессования дополнительно уплотнить мембранный слой. Процесс прессования проводят, например, при температурах выше 750°С и давлениях более 100 бар. Этот процесс может происходить также после обработки спеканием. Структуры зерен остаются при этом почти неизменными, однако пористость заметно уменьшается, а предел прочности при растяжении может возрасти до значения более 1100 МПа.
Описанная обработка спеканием может осуществляться либо до, либо после структурирования (образование пор) мембранного слоя.
Изостатическое горячее прессование проводят на неструктурированном мембранном слое.
Толщина мембраны составляет менее 50 мкм, преимущественно менее 1 мкм.
Диаметр пор составляет менее 50 мкм, преимущественно менее 1 мкм. «Элементарная ячейка» (единица площади мембраны с одной порой) имеет площадь, которая больше/равна диаметру поры в квадрате.
Основными свойствами фильтрующего элемента являются следующие:
- относительно тонкая свободнонесущая мембрана с малым аспектным отношением (толщина мембраны: диаметр пор) [высокая пропускная способность];
- относительно высокая механическая прочность или стабильность при сжатии.
Для этого решающими являются следующие этапы способа:
- травление в несколько этапов, причем для образования пор в мембранном слое сначала оставляются остаточный слой в несущей структуре (здесь, например, слой кремния) и удаляют его только после образования пор (с промежуточными опорными структурами или без них);
- образование кристаллической структуры материала мембранного слоя, что сильно задерживает образование или рост трещин и резко повышает прочность при растяжении. Это происходит не только за счет подходящего выбора параметров процессов нанесения покрытия (температура, давление и т.д.), но и за счет процессов спекания и/или изостатического (горячего) прессования.
Внутреннее предварительное напряжение мембраны снижает внутреннее сравнимое напряжение Ван Мизеса и, тем самым, изгибающие нагрузки в мембранном слое (в некоторых случаях примерно на 300 МПа). Для изготовления фильтрующих элементов заявителя решающим является, прежде всего, образование кристаллических структур. Необходимы, во-первых, определенное небольшое предварительное напряжение в мембранном слое у свободнонесущей мембраны (для ее «натяжения») и, во-вторых, в зависимости от параметров процессов нанесения покрытия - полезное «сопутствующее явление» (часто около 100 МПа или более).
Следует сказать, что этап (после образования пор в мембранном слое), на котором удаляют остаточный слой кремниевой несущей структуры, может быть осуществлен не только (как до сих пор описано) посредством дальнейшего травления с обратной стороны (стороны несущей структуры), но и через образованные поры с мембранной стороны. При этом под перфорированной мембраной происходит тогда подтравливание, при котором остаточный слой удаляется, а перфорированная мембрана, тем самым, освобождается. Применяемые для этого травители, конечно, не должны разъедать мембранный слой. При этом рассматриваются, в том числе, процессы сухого травления, например, с SF6, CCl2F2+O2, NF3 и смеси изотропных и анизотропных травителей.
В результате глубокого травления кремния образуются мембранные камеры, покрытые свободнонесущей мембраной. Периферийная форма мембранных камер принципиально не ограничена. Так, могут быть изготовлены квадратные, прямоугольные, ромбовидные и т.д. контуры мембранных камер. Однако размеры мембранных камер определяются общей стабильностью всего фильтрующего элемента, заданной, в основном, кремниевой несущей структурой.
При подходящем выборе кремниевой подложки боковые стороны мембранных камер (если смотреть в сечении) могут быть выполнены вертикально (например, (110)-Si) или наискось (например, (100)-Si).
Прочностные испытания показали, что на нагружаемость сжатием мембраны влияет, в основном, только одна боковая длина мембраны. Поэтому в одном предпочтительном варианте мембранные камеры выполняют в виде длинных шлицев, поскольку, прежде всего малая боковая длина влияет на стабильность при сжатии и поведение мембраны при разрушении. Размах в этом направлении составляет в одном варианте преимущественно порядка около 100 мкм. Большая боковая длина, в основном, не ограничена, за исключением общей стабильности всего фильтрующего элемента. Так, шлицеобразная мембранная камера может простираться, в принципе, почти по всей длине фильтрующего элемента, что положительно способствует пористости фильтрующего элемента.
В других вариантах глубокое травление кремния может осуществляться более чем двумя этапами, чтобы, например, при большем размахе мембраны и/или более высокой пористости установить промежуточные опорные структуры. При этом на первом этапе глубокого травления кремния можно структурировать или протравить большую поверхность основания будущей мембранной камеры, причем здесь тоже сначала оставляют остаточный слой кремниевого несущего материала. В одном возможном способе, как и описано, мембрану образуют на лицевой стороне. Затем остаточный слой кремниевого носителя покрывают на обратной стороне маскирующим слоем (например, фотолаком), который затем структурируют соответствующими литографическими методами. Созданную, таким образом, структуру в маскирующем слое используют вслед за этим для удаления травлением доступный через структурированный маскирующий слой остаточный слой кремниевого носителя. Защищенные структурированным маскирующим слоем перед травлением части остаточного слоя кремниевого несущего материала образуют промежуточные опорные структуры, повышающие стабильность мембраны в большей мембранной камере. Благодаря этому варианту можно значительно повысить пористость фильтрующего элемента (за счет увеличения площади мембранной камеры).
Этот многоэтапный способ глубокого травления кремния может быть, при необходимости, распространен по тому же принципу на более чем два или три описанных этапа травления. Проведение первого этапа глубокого травления кремния перед изготовлением мембраны улучшает параллелизацию процесса производства фильтрующего элемента и, тем самым, повышает рентабельность.
Другое преимущество многоэтапного способа глубокого травления кремния в том, что временно имеющийся остаточный слой кремниевого несущего материала может хорошо воспринимать и отводить напряжения в мембране, что, в частности, имеет значение у мембранных слоев с внутренним предварительным напряжением и/или, например, при наличии дополнительных, временно имеющихся промежуточных слоев (например, металлических поверхностей, таких как NiCr, Cu и т.д.). Кроме того, этот остаточный слой в мембранном слое воспринимает напряжения, которые могут временно возникнуть в мембране при порообразовании, поскольку при травлении пор не все они открываются одновременно. Кроме того, остаточный слой улучшает возможность манипулирования всей структурой фильтрующего элемента во время изготовления фильтра. Все это значительно снижает процент брака.
Другое преимущество (помимо, в том числе, параллелизации этапа процесса) травления обратной стороны перед образованием пор в мембране заключается в том, что таким образом можно относительно просто создать иерархию промежуточных опор.
На последнем этапе травления для освобождения перфорированного мембранного слоя мембранную сторону фильтрующего элемента, как правило, защищают от травителя. Это происходит, например, за счет использования так называемой «травильницы», которая закрывает лицевую сторону (мембранную сторону) структуры. Другой возможностью является закрывание лицевой стороны перфорированной мембраны средством, например алюминием, которое также, по меньшей мере, частично заполняет поры. Это препятствует, например, тому, что возникающий на последнем этапе травления водород разрушит мембранный слой или образованный мембранный слой будет разъеден и изменен травителем. Давление водорода или, в целом, газового пузырька в порах диаметром d отвечает упрощенной формуле Р≅3,5 бар/d1мкм, т.е. при d=1 в поре господствует давление около 3,5 бар, а при d=0,5 - давление 7 бар! Также эта мера значительно снижает процент брака при изготовлении фильтрующих элементов.
Ниже описан вариант осуществления способа изготовления фильтрующего элемента, согласно изобретению. На чертежах изображают:
- фиг.1: сечение мембранного элемента после первого этапа способа;
- фиг.2: сечение мембранного элемента после второго этапа способа;
- фиг.3: сечение мембранного элемента после третьего этапа способа;
- фиг.4: сечение мембранного элемента после третьего и перед четвертым этапом способа по п.1;
- фиг.5: сечение мембранного элемента после четвертого этапа способа.
На первом этапе способа на фиг.1 на несущий слой 2 наносят мембранный слой 1. Несущим слоем 2 является при этом, например, кремниевая подложка. Нанесение мембранного слоя 1, состоящего, например, из Si3N4, SiC или комбинации этих веществ, происходит преимущественно CVD-методом (например, LPCVD или PECVD) или PVD-методом (например, катодным распылением). В изображенном примере это происходит с одной стороны. Оно может происходить также с двух сторон. Толщина мембранного слоя может составлять, например, 500 нм или более. Несущий слой 2 может быть традиционной кремниевой пластиной, известной в полупроводниковой промышленности.
На втором этапе на фиг.2 на обратной стороне, т.е. на противоположной мембранному слою 1 стороне несущего слоя, осуществляют глубокое травление кремния. Для этого прежде всего обратную сторону покрывают слоем резиста (например, известного фотолака), который затем структурируют преимущественно с помощью фотолитографии. Посредством, например, сухого травления реактивными ионами структуру в слое резиста переносят в нижележащий слой. В случае покрытых с обеих сторон (Si3N4 или SiC) подложек - это Si3N4- или SiC-покрытие, имеющееся на стороне, противоположной стороне будущей мембраны. За переносом структуры резиста в покрытие обратной стороны следует собственное глубокое травление кремния, например, посредством NaOH (мокрое травление NaOH, например, при 80°С, время травления 7-8 часов). Если подложка покрыта только с одной стороны (на стороне будущей мембраны), то мокрое травление NaOH происходит непосредственно после структурирования резиста. Это мокрое химическое травление показывает очень сильную зависимость скоростей травления в отношении кристаллической ориентации подложки. Так называемые {111}-поверхности травят примерно в 100 раз медленнее, чем другие поверхности, что у (100)-Si дает косые боковые стороны 4 с углом α 54,76°. У (110)-Si боковые стороны более крутые, т.е., в основном, вертикальные. Скорость травления составляет около 1 мкм/мин. Этот этап травления в одном варианте прекращают при остаточной толщине кремниевого несущего слоя около 30 мкм, так что остается остаточный слой 5. На этом этапе, кстати, покрытие (Si3N4 или SiC) утоньшается, например, до 600-800 нм.
На третьем главном этапе (S3) прежде всего, наносят так называемый металлический жертвенный слой, например NiCr, Cu и т.д., толщиной порядка 150 нм, который при структурировании собственно мембранного слоя (Si3N4 или SiC) будет служить в качестве травильной маски. Для улучшения юстировки всей пластины можно нанести затем, например, золото и фотолитографическим и мокрым химическим методами, как известно, структурировать, например, в крестики или аналогичные маркировки. Эти маркировки имеют высокую контрастность, благодаря чему пластина может быть позиционирована лучше. Обычно нанесенный толщиной, например, около 500 нм, темперированный лаковый слой литографически структурируют до нужного рисунка пор.
Перенос рисунка пор в мембранный слой (например, из Si3N4 или SiC) происходит в одном варианте двумя этапами сухого травления: на первом частичном этапе (S3-1) лаковую структуру переносят в металлический жертвенный слой посредством, например, ионно-лучевого травления в аргоне, а на втором частичном этапе (S3-2) пористую структуру в металлическом жертвенном слое переносят в мембранный слой посредством, например, реактивного ионного травления с помощью электронного циклотронного резонанса (травильный газ, например, CF4/О2) (фиг.3). В зависимости от аппаратных или прочих условий способа могут применяться другие известные методы травления.
На четвертом главном этапе (S4) глубокое травление кремния с обратной стороны завершают, т.е. остаточный слой 5, толщина которого в этом случае составляет около 30 мкм, удаляют, чтобы освободить снизу мембранный слой 3. При этом можно, прежде всего, удалить остаточный металлический жертвенный слой во избежание ввода возможных напряжений этим жертвенным слоем в мембрану. Этот этап глубокого травления кремния проводят, например, с помощью гидроксида тетраметиламмония (ТМАН) примерно при 80°С в течение примерно 1 часа, поскольку ТМАН менее разъедает мембранный слой, чем NaOH. Могут применяться, конечно, и другие известные методы травления.
При диаметрах пор менее примерно 1 мкм возникающее газообразование на этом этапе травления может привести к разрыву мембраны. Поэтому в одном варианте мембрану защищают от травителя с помощью так называемой «травильницы». Для этого мембранную сторону пластины герметично соединяют с емкостью, например, по типу чашки Петри. В другом варианте поры заполняют материалом, например алюминием (и при этом закрывают также лицевую сторону мембраны), во избежание разрыва в результате газообразования. По окончании глубокого травления кремния этот материал, например, другим способом травления, посредством иной химической обработки или, например, простого нагрева удаляют с лицевой стороны мембраны и из пор.
На первом этапе S1 или на последующем этапе мембранный слой подвергают отдельной обработке (а именно, обработке давлением, ионной бомбардировке и/или термообработке). Преимущественно ионную бомбардировку и/или термообработку осуществляют одновременно с нанесением мембранного слоя, т.е. на этапе S1, или в более поздний момент времени, например, после этапа S4. Изостатическое горячее прессование осуществляют преимущественно между этапами S1 и S2.
В завершение еще соединенные между собой на пластине фильтрующие элементы отделяют друг от друга, например, посредством обычного распиливания или разламывания вдоль предварительно образованных, например, посредством травления, кромок излома (места заданного разрушения).
Мембранные камеры 3, как уже сказано, могут иметь, если смотреть с обратной стороны, различные контуры. В одном предпочтительном варианте мембранная камера имеет форму длинного шлица, большей частью покрытого мембраной. Камера-шлиц имеет в одном варианте выполнения, например, длину около 2100 мкм и ширину 100 мкм.
Для повышения пористости или площади мембраны каждого фильтрующего элемента в одном варианте могут быть образованы главные мембранные камеры большей ширины (более 100 мкм) за счет ввода на расстоянии около 100 мкм друг от друга меньших промежуточных опор 8. Это может происходить за счет проведения этапа S2 на большей площади. Затем глубокое травление кремния прекращают, этот остаточный слой, который может иметь также большую толщину, чем указанные 30 мкм, структурируют подходящим образом (с тонким металлическим жертвенным слоем или без него) и т.д. Это можно повторять, в принципе, многократно (этапы S2-i, i=1…n), чтобы образовать все более комплексно выполненные промежуточные опоры. Следует, однако, предпочесть, чтобы по названным причинам перед образованием пор 6 всегда оставался остаточный слой 5, который удаляют лишь в последнюю очередь.
Благодаря особой прочности мембранного слоя из SiC можно при приблизительно таком же аспектном отношении (вместо 0,45 мкм диаметра пор: 0,80 мкм толщины мембраны, например, 0,2 мкм (или менее): 0,4 мкм (или менее)) получить мембрану с диаметром пор менее 0,4 мкм проще и с хорошим выходом.
Благодаря высокой прочности мембранного слоя из SiC можно при определенных обстоятельствах отказаться на этапе S2 от остаточного слоя 5, поскольку высокопрочный SiC-слой может воспринимать без вреда возникающие при травлении пор напряжения. Таким образом, отпал бы этап S4, что упростило, сократило и удешевило бы процесс изготовления фильтрующего элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Карбидокремниевый пленочный функциональный элемент прибора и способ его изготовления | 2023 |
|
RU2816687C1 |
| ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ МЕМБРАННОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2327252C1 |
| ПОЛУПРОВОДНИКОВАЯ СЭНДВИЧ-СТРУКТУРА 3С-SiC/Si, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ МЕМБРАННОГО ТИПА С ЕЕ ИСПОЛЬЗОВАНИЕМ | 2008 |
|
RU2395867C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С НАНОСТРУКТУРАМИ ДЛЯ ЛОКАЛЬНЫХ ЗОНДОВЫХ СИСТЕМ | 2015 |
|
RU2619811C1 |
| ЧУВСТВИТЕЛЬНЫЙ ЭЛЕМЕНТ МЕМБРАННОГО ТИПА | 2003 |
|
RU2247443C1 |
| Функциональный элемент полупроводникового прибора и способ его изготовления | 2022 |
|
RU2787939C1 |
| Способ формирования объемных элементов в кремнии для устройств микросистемной техники и производственная линия для осуществления способа | 2022 |
|
RU2794560C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ПОДЛОЖКИ ИЗ SIC | 2016 |
|
RU2721306C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ПОДЛОЖКИ ИЗ SiC | 2016 |
|
RU2728484C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ ДАТЧИКОВ КОНЦЕНТРАЦИИ ГАЗА | 2015 |
|
RU2597657C1 |
Изобретение относится к способу изготовления фильтрующего элемента и к фильтрующему элементу, в частности мембранному фильтру. Способ изготовления фильтрующего элемента включает в себя следующие этапы: нанесение мембранного слоя (1) на несущую подложку (2); травление мембранной камеры (3) на противоположной мембранному слою (1) стороне несущей подложки (2), в результате чего остается еще остаточный слой (5) несущей подложки (2); образование пор (6) в мембранном слое (1) для создания перфорированной мембраны; удаление остаточного слоя (5) посредством травления для освобождения мембранного слоя (1). Новым является то, что мембранный слой (1) на этапе S1 или на более позднем этапе подвергают дополнительной обработке для повышения механической прочности, чтобы придать ему кристаллическую структуру с повышенной по сравнению с основным материалом мембранного слоя (1) механической прочностью и/или уплотненную структуру и преимущественно создать в нем внутреннее механическое предварительное напряжение. Фильтрующий элемент при высокой пропускной способности остается механически стабильным и выдерживает нагрузки давлением, включая колебания давления, в течение длительного срока службы. 2 н. и 29 з.п. ф-лы, 5 ил.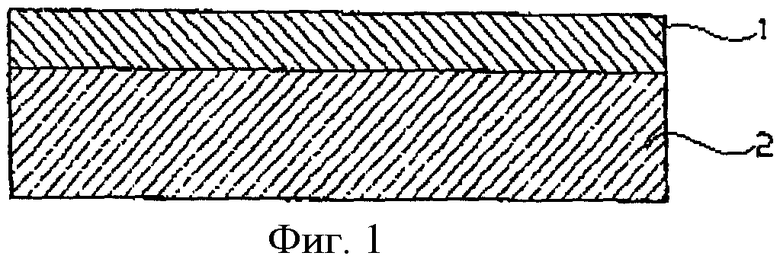
1. Способ изготовления фильтрующего элемента, включающий в себя следующие этапы:
S1) нанесение мембранного слоя на несущую подложку;
S2) травление мембранной камеры на противоположной мембранному слою стороне несущей подложки, в результате чего остается еще остаточный слой несущей подложки;
S3) образование пор в мембранном слое посредством литографии и травления для создания перфорированной мембраны;
S4) удаление остаточного слоя посредством травления для освобождения мембранного слоя мембранной камеры;
S5) причем мембранный слой подвергают дополнительной обработке для повышения механической прочности на этапе S1 или на более позднем этапе, включающем:
S51) создание зародышей кристаллов в мембранном слое на этапе S1 и/или
S52) температурную обработку структуры из несущего и мембранного слоев, в частности нагрев для повышения кристаллической доли в мембранном слое на этапе S1 и/или S5 и/или
S53) изостатическое горячее прессование структуры из несущего и мембранного слоев для повышения кристаллической доли в мембранном слое на этапе S5 и/или
S54) создание внутреннего предварительного напряжения в мембранном слое на этапе S1 или S5.
2. Способ по п.1, отличающийся тем, что обработанный мембранный слой имеет кристаллическую долю, по меньшей мере, 25%.
3. Способ по п.1, отличающийся тем, что мембранный слой наносят на несущую подложку методом химического осаждения из паровой фазы (CVD-метод).
4. Способ по п.1, отличающийся тем, что мембранный слой наносят на несущую подложку методом физического осаждения из паровой фазы (PVD-метод).
5. Способ по п.1, отличающийся тем, что мембранный слой состоит из керамического материала.
6. Способ по п.5, отличающийся тем, что мембранный слой состоит из неоксидной керамики.
7. Способ по п.6, отличающийся тем, что мембранный слой состоит из нитридной неоксидной керамики.
8. Способ по п.7, отличающийся тем, что мембранный слой состоит из Si3N4.
9. Способ по п.6, отличающийся тем, что мембранный слой состоит из карбидной неоксидной керамики.
10. Способ по п.9, отличающийся тем, что мембранный слой состоит из SiC.
11. Способ по п.1, отличающийся тем, что температурную обработку при нанесении мембранного слоя проводят в температурном диапазоне 200-2000°С и при давлении процесса 5-100 Па.
12. Способ по п.1, отличающийся тем, что этапом температурной обработки является спекание при температурах выше примерно 900°С.
13. Способ по п.1, отличающийся тем, что температурную обработку проводят посредством электромагнитного излучения в радио- или микроволновом диапазоне.
14. Способ по п.13, отличающийся тем, что микроволны лежат в частотном диапазоне выше 25 ГГц, преимущественно в частотном диапазоне, в котором материал мембранного слоя имеет максимум своей кривой абсорбции.
15. Способ по п.1, отличающийся тем, что этап температурной обработки включает в себя изостатическое горячее прессование при температурах выше примерно 750°С и давлениях выше примерно 100 бар.
16. Способ по п.15, отличающийся тем, что этап изостатического горячего прессования проводят по времени перед этапом S3 по п.1.
17. Способ по п.1, отличающийся тем, что мембранный слой после этапа S3 по п.1 защищают от травителя.
18. Способ по п.17, отличающийся тем, что мембранный слой защищают посредством прочного покрытия.
19. Способ по п.17, отличающийся тем, что мембранный слой защищают посредством материала покрытия, который снова удаляют после этапа S4 по п.1.
20. Фильтрующий элемент с мембранным слоем (1) и несущим слоем (2), причем мембранный слой (1) имеет множество перфорационных отверстий (6), отличающийся тем, что в несущем слое (2) освобождена мембранная камера (3), мембранный слой (1) покрывает мембранную камеру (3), при этом мембранный слой (1) имеет уплотненную и/или, по меньшей мере, частично кристаллическую структуру с повышенной по сравнению с исходным материалом прочностью.
21. Элемент по п.20, отличающийся тем, что мембранный слой (1) с повышенной прочностью имеет внутреннее механическое предварительное напряжение.
22. Элемент по п.20, отличающийся тем, что мембранный слой (1) имеет микро- и/или нанокристаллические структуры и/или уплотнен.
23. Элемент по п.20, отличающийся тем, что несущая подложка (2) имеет несколько мембранных камер (3), покрытых одним и тем же мембранным слоем (1).
24. Элемент по одному из пп.20-23, отличающийся тем, что мембранная камера (3) имеет при виде сверху четырехугольную форму.
25. Элемент по п.24, отличающийся тем, что мембранная камера (3) имеет при виде сверху форму шлица, длина которого, по меньшей мере, вдвое больше его ширины.
26. Элемент по п.20, отличающийся тем, что две противоположные друг другу боковые стороны (4) мембранной камеры (3) проходят под углом к плоскости мембраны менее или равным 90°.
27. Элемент по п.20, отличающийся тем, что для показателя из толщины D мембраны и диаметра Р пор действительно следующее отношение: 0,01<D/P<100, причем для толщины D мембраны действительно 0,01 мкм <D<100 мкм.
28. Элемент по п.20, отличающийся тем, что поры выполнены в основном кругообразными и имеют диаметр порядка 0,01-100 мкм.
29. Элемент по п.20, отличающийся тем, что мембранный слой (1) своей направленной к мембранной камере (3) стороной прилегает, по меньшей мере, к одной промежуточной опоре (8), толщина которой меньше толщины несущей подложки.
30. Элемент по п.20, отличающийся тем, что мембранная камера (3) проходит в основном по всей поверхности фильтрующего элемента.
31. Элемент по п.20, отличающийся тем, что несущая подложка выбрана из группы следующих материалов: Si, SiC, оксиды титана и другие соединения титана, оксид магния, оксид циркония, никель, хром, нихромные соединения, Al2О3, соединения иттрия, при этом мембранный слой состоит из Si3N4, SiC, комбинации обоих материалов или другой кремниевой керамики.
| Устройство для отображения графической информации на экране электронно-лучевой трубки | 1980 |
|
SU879635A1 |
| Тансформаторный электромагнитноакустический преобразователь | 1977 |
|
SU678403A1 |
| US 5543046 А, 28.10.1969 | |||
| US 5753014 А, 19.05.1998. | |||

