Изобретение относится к области обработки металла воздействием электрического тока, в частности к электроискровому легированию (ЭИЛ), и может быть использовано для придания деталям машиностроения особых поверхностных свойств, например, высокой износостойкости и/или антифрикционности.
Известен принятый в качестве ближайшего аналога изобретения электрод для ЭИЛ, выполненный из легирующего материала [1]. В качестве материала для изготовления такого электрода по условиям придания легирующему покрытию повышенной износостойкости желательно использование твердых сплавов - карбидов переходных металлов, в частности двойного литого карбида вольфрама (WC·W2C), получившего наименование рэлит.Однако использование рэлита в качестве материала легирующего электрода затруднительно из-за его высокой пористости и хрупкости, что, во-первых, создает нестабильные параметры процесса ЭИЛ, во-вторых, часто приводит к разрушению электрода в процессе ЭИЛ. Кроме того, так как по условиям прочности электрод из рэлита выполняют сравнительно небольшой длины, он имеет низкий коэффициент использования материала (КИМ), обусловленный тем, что до 25% материала электрода используется для его закрепления в электрододержателе установки ЭИЛ. С другой стороны, при формировании комбинированного покрытия для придания ему дополнительно к износостойкости антифрикционных свойств требуется его проработка графитом, что приводит к потерям времени на замену электрода из рэлита на графитовый электрод.
Достигаемым результатом изобретения является упрощение технологии ЭИЛ и сокращения времени технологического процесса при нанесении комбинированного легирующего покрытия.
Это обеспечивается тем, что электрод для электроискрового легирования, выполненный из легирующего материала, согласно изобретению составлен по меньшей мере из двух скрепленных между собой торцами отдельных электродов одинакового поперечного сечения, каждый из которых выполнен из легирующего материала другого состава по сравнению с материалом контактирующих с ним одного или двух электродов.
При этом согласно изобретению, в частности, электрод может быть составлен из двух отдельных электродов, один из которых выполнен из карбида переходного металла, а другой - из графита. Электрод может быть выполнен также из трех отдельных электродов, причем один из них выполнен из карбида переходного металла, а два других - из графита, и графитовые электроды расположены по обе стороны электрода из карбида переходного металла.
Известен способ изготовления электрода для электроискрового легирования, включающий горячее прессование порошкового материала в пресс-форме, состоящей из матрицы и пуансона [2]. Такой способ применяется обычно для изготовления одиночного электрода из какого-либо одного материала. Изготовление таким способом составного электрода не позволяет обеспечить четкие границы между составами материалов контактирующих отдельных электродов, что недопустимо по условиям технологического процесса ЭИЛ при нанесении комбинированного легирующего покрытия.
Достигаемым результатом изобретения является повышение качества составного легирующего электрода при его изготовлении с использованием горячего прессования.
Указанный результат обеспечивается тем, что при изготовлении электрода для электроискрового легирования способом, включающим горячее прессование порошкового материала в пресс-форме, состоящей из матрицы и пуансона, согласно изобретению в пресс-форму вводят с противоположной стороны матрицы второй пуансон, а в качестве пуансонов используют готовые отдельные электроды изготавливаемого составного электрода. При этом появляется возможность создания составного электрода, имеющего карбидную часть в виде отдельного электрода, например из карбидов Cr3С2 или WC·W2C (рэлита) и графитовой части в виде отдельного графитового электрода, вставляемого в электрододержатель для повышения КИМ карбидного электрода. Кроме того, составной электрод позволяет обеспечить стабильность параметров формирования слоя покрытия на деталях из токопроводящих материалов и возможность формирования комбинированных покрытий без смены электрода в режимах:
- карбидный материал+графит;
- графит+карбидный материал;
- графит+карбидный материал+графит.
На фиг.1 изображен составной электрод согласно изобретению, имеющий карбидную и графитовую части в виде двух отдельных электродов; на фиг.2 - то же, с двумя графитовыми и одним карбидным отдельными электродами; на фиг.3 - пресс-форма для изготовления составного электрода согласно изобретению.
Электрод 1 для электроискрового легирования, выполненный из легирующего материала, согласно изобретению составлен по меньшей мере из двух скрепленных между собой торцами 2 отдельных электродов 3, 4, 5 одинакового (в данном случае круглого) поперечного сечения 6. Каждый из электродов 3, 4, 5 выполнен из легирующего материала другого состава по сравнению с материалом контактирующих с ним электродов. В соответствии с вариантом фиг.1 электрод 1 составлен из двух отдельных электродов, 3, 4, причем электрод 3 выполнен из карбида переходного металла, а другой - из графита. По варианту фиг.2 электрод 1 составлен из трех отдельных электродов 3, 4, 5, причем электрод 3 выполнен из карбида переходного металла, а электроды 4, 5 - из графита. Последние расположены по обе стороны электрода 3 из карбида переходного металла. Длина l составного электрода 1 складывается из длины lк электрода 3 из карбида переходного металла и длин lг электродов 4,5 из графита. При этом длина lк электрода 3 из карбида переходного металла составляет не более четырех диаметров d этого электрода. Данное соотношение выбрано из условия обеспечения максимальной прочности и максимальной и стабильной плотности карбидной части составного электрода 1, а также из условий технологичности при его производстве. Минимальный диаметр d составного электрода 1 должен составлять не менее 3 мм.
Пресс-форма для изготовления составного электрода 1 (фиг.3) содержит графитовую матрицу 7 и два пуансона 8 и 9, в качестве которых используют готовые отдельные электроды 3, 4 или 5 изготавливаемого составного электрода. Диаметр матрицы соответствует диаметру d изготавливаемого электрода. Для удобства осуществления технологических операций каждый пуансон в исходном состоянии снабжен основанием 10.
Пример изготовления составного электрода «графит МПГ-7 - рэлит (WC·W2C) - графит МПГ-7». Формообразующая поверхность матрицы 7 натирают порошком гексагонального нитрида бора для предотвращения припекания частиц карбидного материала к графитовым стенкам. С одной стороны матрицы 7 вводят пуансон 8 из графита МПГ-7. Матрица 7 с пуансоном 8 устанавливается на основание 10 последнего, после чего производят засыпку небольшого количества порошка кобальта или никеля (0,010÷0,015 от веса засыпаемой после этого в полость матрицы 7 мерной навески 11 рэлита). Затем производят повторную засыпку порошка никеля или кобальта в том же количестве, что и перед засыпкой мерной навески рэлита. По окончании засыпки в полость матрицы 7 вводят верхний пуансон 9 из графита материала МПГ-7, и собранную матрицу помещают в нагреватель устройства для прессования электродов (на показаны). При достижении температуры 1800-2000°С начинается усадка засыпки, и верхний пуансон 9 плавно нагружают с помощью пресса при следующих параметрах режима прессования:
При максимальной нагрузке и температуре 2500±30°С делают выдержку до прекращения усадки.
После этого постепенно снижают температуру до 1500±50°С, после чего снимают половину нагрузки, а при достижении температуры 800±50°С нагрузку снимают полностью. После остывания производят обрезку лишних элементов (оснований 10) пуансонов 8,9 и извлекают электрод 1 из матрицы 7. При этом отдельные электроды 3, 4, 5 составного электрода 1 оказываются прочно соединенными промежуточной эвтектической зоной 12 (фиг.1, 2) шириной b=(0,2÷1,0) d с четко выраженными границами между составами отдельных электродов.
Источники информации
1. Заявка RU № 99106787, B 23 H 1/04, 1997.03.20, 2001.08.22.
2. Заявка RU № 2005125788, B 23 F 3/15, 2005.08.15, 2007.02.20.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сварочного биметаллического электрода намораживанием | 2020 |
|
RU2756092C1 |
| Способ получения бронзовых электродов для процессов электроискрового легирования | 2022 |
|
RU2802616C1 |
| Способ вакуумной карбидизации поверхности металлов | 2019 |
|
RU2725941C1 |
| Способ электроискрового легирования поверхности металлических изделий | 2019 |
|
RU2732843C1 |
| Способ электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали и устройство для его осуществления | 2018 |
|
RU2705744C1 |
| Способ формирования покрытия на штамповых сталях | 2020 |
|
RU2746518C1 |
| СОСТАВ СМЕСИ ДЛЯ ПОЛУЧЕНИЯ ТВЕРДОГО СПЛАВА НА ОСНОВЕ КАРБИДА ИЛИ КАРБОНИТРИДА ТИТАНА И СПОСОБ ПОЛУЧЕНИЯ ТВЕРДОГО СПЛАВА | 1993 |
|
RU2082552C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕПЛОПРОВОДНОГО АЛЮМИНИЙ-ГРАФИТОВОГО КОМПОЗИТА | 2020 |
|
RU2754225C1 |
| Способ изготовления дисперсно-упрочненного композиционного электродного материала для электроискрового легирования и электродуговой наплавки | 2016 |
|
RU2623942C1 |
| Способ вакуумного нанесения слоистых покрытий комбинацией методов электроискрового легирования и катодно-дугового испарения и устройство для его осуществления (варианты) | 2022 |
|
RU2797563C1 |
Изобретение относится к области обработки металла воздействием электрического тока, в частности к электроискровому легированию. Электрод состоит из по меньшей мере двух скрепленных между собой торцами, отдельных электродов одинакового поперечного сечения, каждый из которых выполнен из легирующего материала другого состава по сравнению с составом материала контактирующих с ним электродов. Способ изготовления электрода включает горячее прессование порошкового материала в пресс-форме, состоящей из матрицы и пуансона, при этом в пресс-форму с противоположной стороны матрицы вводят второй пуансон, а в качестве пуансонов используют готовые отдельные электроды, которые составляют изготавливаемый электрод. Изобретение позволяет упростить технологию электроискрового легирования и сократить время технологического процесса при нанесении комбинированного (износостойкого и антифрикционного) легирующего покрытия. 2 н. и 3 з.п. ф-лы, 3 ил.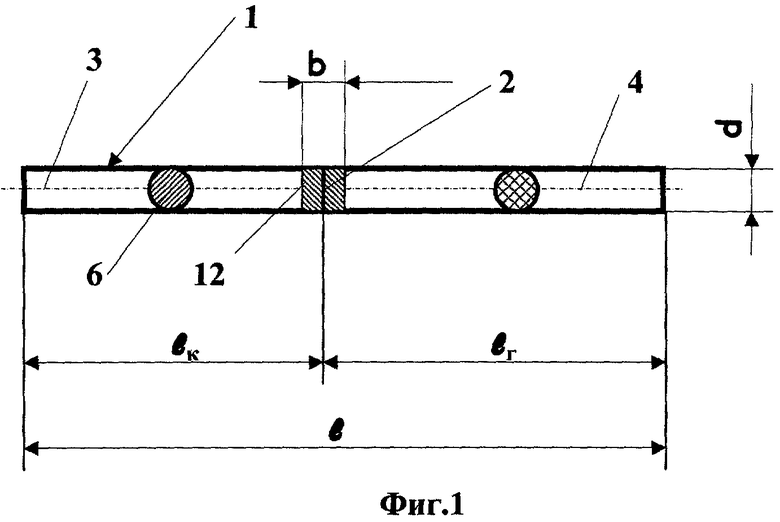
1. Электрод для электроискрового легирования, выполненный из легирующего материала, отличающийся тем, что он состоит из по меньшей мере двух скрепленных между собой торцами отдельных электродов одинакового поперечного сечения, каждый из которых выполнен из легирующего материала другого состава по сравнению с составом материала контактирующих с ним электродов.
2. Электрод по п.1, отличающийся тем, что он составлен из двух отдельных электродов, один из которых выполнен из карбида переходного металла, а другой - из графита.
3. Электрод по п.1, отличающийся тем, что он составлен из трех отдельных электродов, причем один из них выполнен из карбида переходного металла, а два других - из графита, и графитовые электроды расположены по обе стороны электрода из карбида переходного металла.
4. Электрод по п.2 или 3, отличающийся тем, что длина электрода из карбида переходного металла составляет не более четырех диаметров этого электрода.
5. Способ изготовления электрода для электроискрового легирования, включающий горячее прессование порошкового материала в пресс-форме, состоящей из матрицы и пуансона, отличающийся тем, что в пресс-форму с противоположной стороны матрицы вводят второй пуансон, а в качестве пуансонов используют готовые отдельные электроды, которые составляют изготавливаемый электрод.
| RU 99106787 A, 20.03.2001 | |||
| Способ изготовления электродов малого диаметра для электроискрового легирования | 1978 |
|
SU722719A1 |
| Материал электрода-инструмента для электроэрозионного легирования | 1982 |
|
SU1125115A1 |
| Электрод-инструмент для электроэрозионного легирования сталей | 1987 |
|
SU1484519A1 |
| GB 762212 A, 28.11.1956. | |||

