ции с Т-образным пазом 20 оправки 4 имеющей таким образом, возможность периодического взаимодействия с приводом.
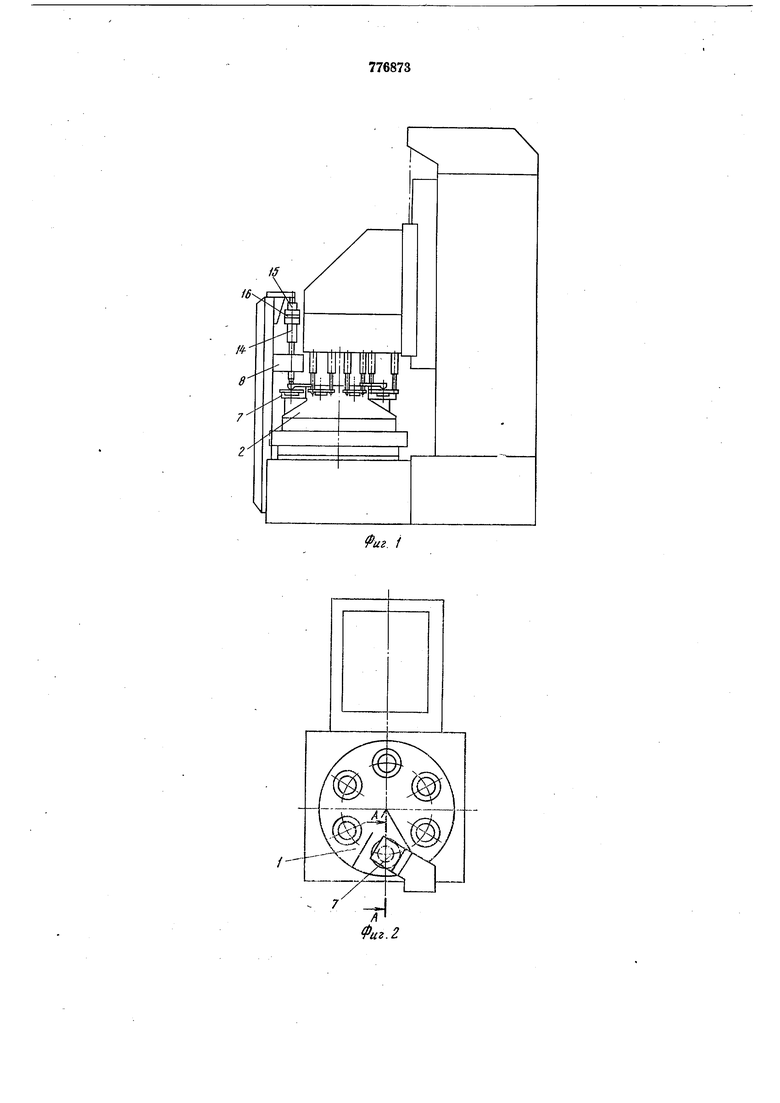
Привод обесиечивает оправке три рабочих положения: верхнее - подъем оправки 4 над приспособлением 2 для загрузки и разгрузки обрабатываемых деталей, при этом корпус 16 с цилиндрами 14 и 15 и И1ТОК 18 подняты вверх; среднее - свободный вход (с зазорами сверху и снизу) винта 19 в паз 20 в момент поворота стола 1, корпус 16 при этом опущен вниз; нижнее- фиксация обрабатываемой детали в приспособлении по обратному конусу, при этом корпус 16 и шток 18 занимают нижнее положение.
Агрегатный станок работает следующим образом.
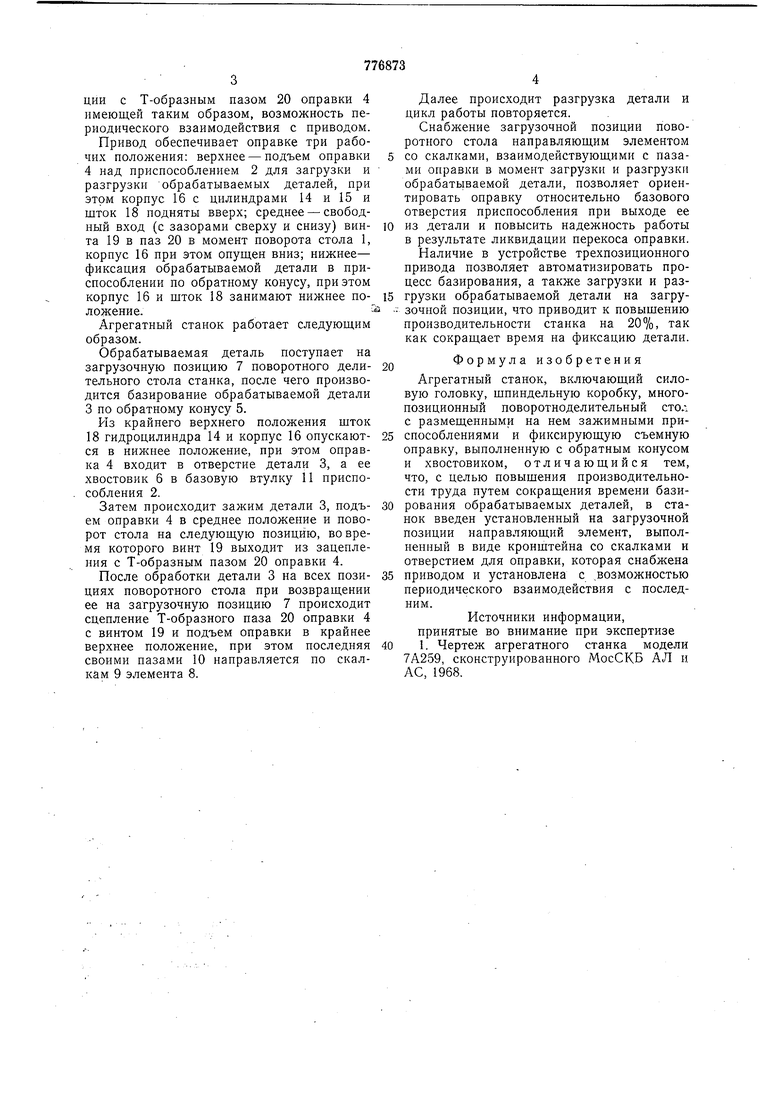
Обрабатываемая деталь поступает на загрузочную позицию 7 поворотного делительного стола станка, после чего производится базирование обрабатываемой детали 3 по обратному конусу 5.
Из крайнего верхнего положения шток 18 гидроцилиндра 14 и корпус 16 опускаются в нижнее положение, при этом оправка 4 входит в отверстие детали 3, а ее хвостовик 6 в базовую втулку И приспособления 2.
Затем происходит зажим детали 3, подъем оправки 4 в среднее положение и поворот стола на следующую позицию, во время которого винт 19 выходит из зацепления с Т-образным пазом 20 оправки 4.
После обработки детали 3 на всех позициях поворотного стола при возвращении ее на загрузочную позицию 7 происходит сцепление Т-образного паза 20 оправки 4 с винтом 19 и подъем оправки в крайнее верхнее положение, при этом последняя своими пазами 10 направляется по скалкам 9 элемента 8.
Далее происходит разгрузка детали и цикл работы повторяется.
Снабжение загрузочной позиции поворотного стола направляющим элементом 5 со скалками, взаимодействующими с пазами оправки в момент загрузки и разгрузки обрабатываемой детали, позволяет ориентировать оправку относительно базового отверстия приспособления при выходе ее 0 из детали и повысить надежность работы в результате ликвидации перекоса оправки. Наличие в устройстве трехпозиционного привода позволяет автоматизировать процесс базирования, а также загрузки и раз5 грузки обрабатываемой детали на загрузочной позиции, что приводит к повышению производительности станка иа 20%, так как сокращает время на фиксацию детали.
QФормула изобретения
Агрегатный станок, включающий силовую головку, шпиндельную коробку, многопозиционный поБоротиоделительный стол с размещенными на нем зажимными приспособлениями и фиксирующую съемную оправку, выполненную с обратным конусом и хвостовиком, отличающийся тем, что, с целью повышения производительности труда путем сокращения времени базирования обрабатываемых деталей, в станок введен установленный на загрузочной позиции направляющий элемент, выполненный в виде кронштейна со скалками и отверстием для оправки, которая снабжена
5 приводом и установлена с .возможностью периодического взаимодействия с последиим.
Источники информации, принятые во внимание при экспертизе
0 1. Чертеж агрегатного станка модели 7А259, сконструированного МосСКБ АЛ и АС, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Агрегатный автоматизированный станок | 1991 |
|
SU1815151A1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Агрегатный станок | 1980 |
|
SU921786A1 |
| Гибкий производственный модуль | 1988 |
|
SU1593915A1 |
| Установка для сборки и сварки изделий | 1980 |
|
SU872154A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |
| Металлорежущий станок | 1981 |
|
SU988528A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
/
