Изобретение относится к измерительной технике и может быть использовано для определения векторного поля погрешностей координатно-измерительных машин (КИМ) и станков, снабженных многоосными измерительными устройствами.
Известен способ определения КИМ путем измерения на них образцовых деталей различных конструкций или набора плоскопараллельных концевых мер длины, располагаемых в рабочей зоне КИМ [Manfred Bombach u. a. zur Genauigkeit von Mehrkoordinaten, - Mebgeräten und deren Uberprüfung VDT-Z, 122, 1980, №13, pp.535-548].
Этот способ требует разработки и применения образцовых деталей специальной конструкции, обладает большой трудоемкостью и не обеспечивает требуемой точности определения погрешности КИМ, вследствие сложности формы образцовых деталей и неопределенности их положения в рабочей зоне КИМ.
Наиболее близким к предлагаемому способу по технической сущности и достигаемому результату является способ определения погрешностей КИМ, согласно которому берут трехмерный эталон, последовательно помещают его в фиксированных базовых точках рабочей зоны трехкоординатной измерительной машины и проводят измерения при последовательном расположении эталона в трех взаимно перпендикулярных направлениях. Затем расчетным путем для каждой базовой точки трехкоординатной измерительной машины определяют векторное поле погрешностей измерения любого различно ориентированного линейного размера и по совокупности векторных полей фиксированных базовых точек получают векторное поле погрешностей измерения для всей рабочей зоны трехкоординатной измерительной машины. При этом трехмерный эталон может быть выполнен в виде куба с аттестованными расстояниями между гранями или в виде плоскопараллельной концевой меры длины [а.с. 1167432, МПК3 G01D 18/00. Способ измерения погрешностей трехкоординатных измерительных машин / Волков С.П., Воробьев П.И., Колбасников А.Г. и др. Опубл. 15.07.85. Бюл. №26]. Этот способ позволяет определить векторное поле погрешностей КИМ с помощью сравнительно простых устройств.
Недостатком способа является то, что при реализации требуется использование нескольких эталонов, что не обеспечивает требуемой точности определения погрешностей, вследствие невозможности точного размещения нескольких эталонов с разными номинальными размерами в одних и тех же базовых точках рабочей зоны КИМ.
Задачей изобретения является повышение точности измерения погрешностей КИМ при поверках.
Поставленная задача достигается тем, что в способе определения погрешностей трехкоординатных измерительных машин, согласно которому берут трехмерный эталон, последовательно помещают его в фиксированных базовых точках рабочей зоны трехкоординатной измерительной машины и проводят измерения при последовательном расположении эталона в трех взаимно перпендикулярных направлениях, а затем расчетным путем для каждой базовой точки трехкоординатной измерительной машины определяют векторное поле погрешностей измерения любого различно ориентированного линейного размера и по совокупности векторных полей фиксированных базовых точек получают векторное поле погрешностей измерения для всей рабочей зоны трехкоординатной измерительной машины, в качестве эталона используют один и тот же аттестованный угольник или один и тот же аттестованный конус, причем для угольника середину базовой стороны совмещают с фиксированной базовой точкой трехкоординатной измерительной машины, ориентируют угольник вдоль одной из измерительных осей трехкоординатной измерительной машины и измеряют при каждом положении угольника расстояние между двумя его другими сторонами на нескольких линиях измерения, расположенных как параллельно базовой стороне, так и под углом к ней, а для усеченного конуса центр его базового основания совмещают с фиксированной базовой точкой рабочей зоны трехкоординатной измерительной машины, ориентируют усеченный конус вдоль одной из осей трехкоординатной измерительной машины и измеряют при каждом положении усеченного конуса его диаметральные размеры в нескольких сечениях, различно ориентированных относительно его базового основания.
Использование указанных трехмерных эталонов позволяет повысить точность определения погрешности трехкоординатной измерительной машины при одной установке эталонов путем воспроизведения на них различно ориентированных линейных размеров на нескольких линиях измерения для каждой фиксированой базовой точки в рабочем пространстве трехкоординатной измерительной машины и расположенных либо параллельно базовой поверхности эталона, либо в плоскостях, расположенных под углом к его базовой поверхности. Полученный таким образом ряд линейных размеров позволяет расчетным путем определить векторное поле погрешностей трехкоординатной измерительной машины.
На фиг.1 дана схема определения погрешностей трехкоординатной измерительной машины с использованием трехмерного эталона - угольника с тремя сторонами; на фиг.2 - то же с использованием усеченного конуса; на фиг.3 - представлен эталон - угольник; на фиг.4 - представлен эталон - конус.
Определение векторного поля погрешностей трехкоординатной измерительной машины осуществляется следующим образом.
В каждую фиксированную базовую точку А1, А2, …, Аn рабочей зоны трехкоординатной измерительной машины, ограниченной осями OX, OY, OZ, последовательно устанавливают середину О1T базовой стороны (фиг.1 и фиг.3) трехмерного эталона, выполненного в виде аттестованного угольника с тремя сторонами. Угольник выполнен равнобедренным, что позволяет воспроизводить эталонную линию измерения li как параллельно базовой стороне 1, так и расположенную под углом к ней. При этом базовая сторона располагается против двух равных сторон 2 и 3, между которыми находится площадка 4, параллельная базовой стороне 1. Эталон ориентируют вдоль одной из измерительных осей КИМ, например ОХ. При этом положении угольника проводят измерения на нескольких линиях измерения, ориентированных относительно базовой стороны размеров li, заданных на различных расстояниях hi относительно площадки 4, связанной с базовой стороной 1 размером hT. Причем величины li определяются с помощью измерительной системы трехкоординатной измерительной машины. Затем угольник поворачивают на 90°, ориентируют его вдоль другой измерительной оси трехкоординатной измерительной машины - OY и проводят измерения в той же последовательности, что и для предыдущего положения эталона. После этого угольник вновь поворачивают на 90°, ориентируют его вдоль третьей машинной оси - OZ и проводят измерения. Затем расчетным путем для каждой базовой точки определяют векторное поле погрешностей измерения любого различно ориентированного линейного размера, которое по совокупности векторных полей фиксированных базовых точек А1, А2, …, Аn дает векторное поле погрешностей измерения для всей рабочей зоны трехкоординатной измерительной машины, ограниченной осями OX, OY, OZ.
При реализации предлагаемого способа с использованием эталона, имеющего форму усеченного конуса (фиг.2 и фиг.4), измерения векторного поля производятся следующим образом.
В каждую фиксированную базовую точку А1, А2, …, Аn рабочей зоны трехкоординатной измерительной машины, ограниченной осями ОХ, OY, OZ, последовательно устанавливают середину O1K базового основания 1 трехмерного эталона, выполненного в виде аттестованного усеченного конуса, основания которого перпендикулярны оси конуса. Эталон ориентируют вдоль одной из осей трехкоординатной измерительной машины, например ОХ. При этом положении конуса проводят измерения нескольких пространственно ориентированных относительно базового основания 1 диаметральных размеров di в нескольких сечениях, заданных расстоянием hi относительно вспомогательного основания 3, связанного с базовым основанием 1 размером hK. Причем измерение величины di, полученной при пересечении прямой, характеризующей сечение, с образующими 2 конуса осуществляют в каждом из нескольких сечений, расположенных на заданном расстоянии от базовой точки. Кроме того, в пределах одного сечения конуса можно получить достаточно большое количество размеров di, характеризующих правильность определения эталонных размеров измерительной системой трехкоординатной измерительной машины в пределах рабочей зоны, охватываемой эталонным конусом, что повышает точность определения векторного поля погрешности. Затем усеченный конус поворачивают на 90°, ориентируют его вдоль другой измерительной оси OY и проводят измерения в той же последовательности, что и для предыдущего положения эталона. После этого конус поворачивают и ориентируют вдоль измерительной оси OZ и проводят измерения. Затем расчетным путем для каждой базовой точки определяют векторное поле погрешностей измерения любого различно ориентированного пространственного размера, которое по совокупности векторных полей фиксированных базовых точек А1, А2, …, Аn дает векторное поле погрешностей измерения для всей рабочей зоны трехкоординатной измерительной машины, ограниченной осями OX, OY, OZ.
Использование угольника позволяет определить погрешность измерительной системы трехкоординатной измерительной машины как вдоль любой координатной оси, так и в плоскости, проходящей через любые две координатные оси измерительной системы машины. Использование усеченного конуса позволяет определить погрешность измерительной системы вдоль любой координатной оси, в плоскости, проходящей через любые две координатные оси измерительной системы, и в объеме, ограниченном тремя координатными осями. Предлагаемый способ обеспечивает повышение точности измерения погрешностей трехкоординатной измерительной машины за счет измерения трехмерных эталонов в ортогональной системе координат в фиксированных базовых точках рабочей зоны измерительной машины. При этом за счет уменьшения числа используемых эталонов и числа их переустановок уменьшаются погрешности, связанные с базированием эталонов в фиксированных базовых точках рабочей зоны трехкоординатной измерительной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения погрешностей трехкоординатных измерительных машин | 1987 |
|
SU1523884A1 |
| Способ измерения погрешностей трехкоординатных измерительных машин | 1984 |
|
SU1167432A1 |
| Устройство для измерения погрешности трехкоординатных измерительных машин | 1984 |
|
SU1221495A1 |
| СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНОГО ИЗОБРАЖЕНИЯ ПОВЕРХНОСТИ НА БАЗЕ БОРТОВОГО РАДИОТЕПЛОЛОКАТОРА | 2008 |
|
RU2368918C1 |
| СПОСОБ КАЛИБРОВКИ СИСТЕМЫ КООРДИНАТ В РАБОЧЕЙ ЗОНЕ КООРДИНАТНО-ИЗМЕРИТЕЛЬНОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2164338C2 |
| ТРЕХКОМПОНЕНТНЫЙ ИЗМЕРИТЕЛЬ УГЛОВОЙ СКОРОСТИ | 2004 |
|
RU2273858C1 |
| Способ определения погрешностей трехкоординатной измерительной машины | 1990 |
|
SU1767341A1 |
| БЕСКОНТАКТНЫЙ ИЗМЕРИТЕЛЬ ПРОФИЛЯ | 2008 |
|
RU2399024C2 |
| МАГНИТОМЕТРИЧЕСКИЙ КОМПЛЕКС ДЛЯ НАВИГАЦИИ ОБЪЕКТОВ В ПРОСТРАНСТВЕ | 2023 |
|
RU2808125C1 |
| Способ построения панельно-расширяемого укрытия | 2023 |
|
RU2818635C1 |
Изобретение относится к измерительной технике и может быть использовано для определения векторного поля погрешностей трехкоординатных измерительных машин. Согласно изобретению берут трехмерный эталон, последовательно помещают его в фиксированных базовых точках рабочей зоны трехкоординатной измерительной машины и проводят измерения при последовательном расположении эталона в трех взаимно перпендикулярных направлениях, а затем расчетным путем для каждой базовой точки трехкоординатной измерительной машины определяют векторное поле погрешностей измерения любого различно ориентированного линейного размера и по совокупности векторных полей фиксированных базовых точек получают векторное поле погрешностей измерения для всей рабочей зоны трехкоординатной измерительной машины. Особенность изобретения заключается в том, что в качестве эталона используют один и тот же аттестованный угольник или один и тот же аттестованный усеченный конус. Как показано в описании, это позволяет повысить точность определения погрешностей трехкоординатных измерительных машин. 4 ил.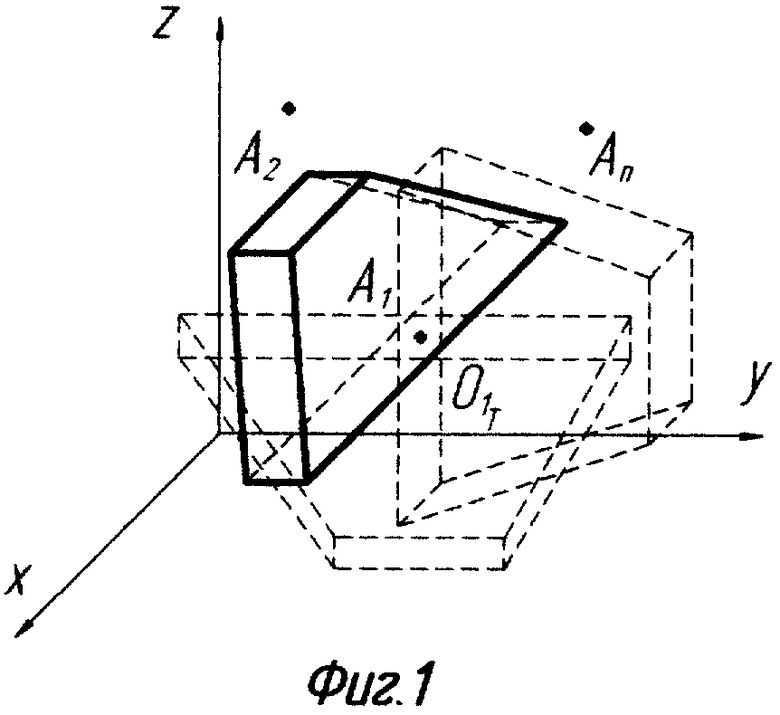
Способ определения погрешностей трехкоординатных измерительных машин, согласно которому берут трехмерный эталон, последовательно помещают его в фиксированных базовых точках рабочей зоны трехкоординатной измерительной машины и проводят измерения при последовательном расположении эталона в трех взаимно перпендикулярных направлениях, а затем расчетным путем для каждой базовой точки трехкоординатной измерительной машины определяют векторное поле погрешностей измерения любого различно ориентированного линейного размера и по совокупности векторных полей фиксированных базовых точек получают векторное поле погрешностей измерения для всей рабочей зоны трехкоординатной измерительной машины, отличающийся тем, что в качестве эталона используют один и тот же аттестованный угольник или один и тот же аттестованный усеченный конус, причем для угольника середину его базовой стороны совмещают с фиксированной базовой точкой трехкоординатной измерительной машины, ориентируют угольник вдоль одной из измерительных осей трехкоординатной измерительной машины и измеряют при каждом положении угольника расстояние между двумя его другими сторонами на нескольких линиях измерения, расположенных как параллельно базовой стороне, так и под углом к ней, а для усеченного конуса центр его базового основания совмещают с фиксированной базовой точкой рабочей зоны трехкоординатной измерительной машины, ориентируют усеченный конус вдоль одной из осей трехкоординатной измерительной машины и измеряют при каждом положении усеченного конуса его диаметральные размеры в нескольких сечениях, различно ориентированных относительно его базового основания.
| Способ измерения погрешностей трехкоординатных измерительных машин | 1984 |
|
SU1167432A1 |
| Устройство для измерения погрешности трехкоординатных измерительных машин | 1984 |
|
SU1221495A1 |
| Способ определения погрешностей трехкоординатных измерительных машин | 1987 |
|
SU1523884A1 |
| Способ определения погрешностей трехкоординатной измерительной машины | 1990 |
|
SU1767341A1 |
| СПОСОБ КАЛИБРОВКИ СИСТЕМЫ КООРДИНАТ В РАБОЧЕЙ ЗОНЕ КООРДИНАТНО-ИЗМЕРИТЕЛЬНОЙ МАШИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2164338C2 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| DE 3132383 А1, 03.03.1983 | |||
| СПОСОБ МОНТАЖА ЭТАЛОНОВ АГРЕГАТОВ | 1988 |
|
SU1552496A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ФОРМЫ И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 1991 |
|
RU2035688C1 |
| СПОСОБ РАЗМЕРНОГО КОНТРОЛЯ КРУПНОГАБАРИТНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2096741C1 |
| SU 1834493 А1, 27.06.1996. | |||

