(54) СВАРОЧНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ
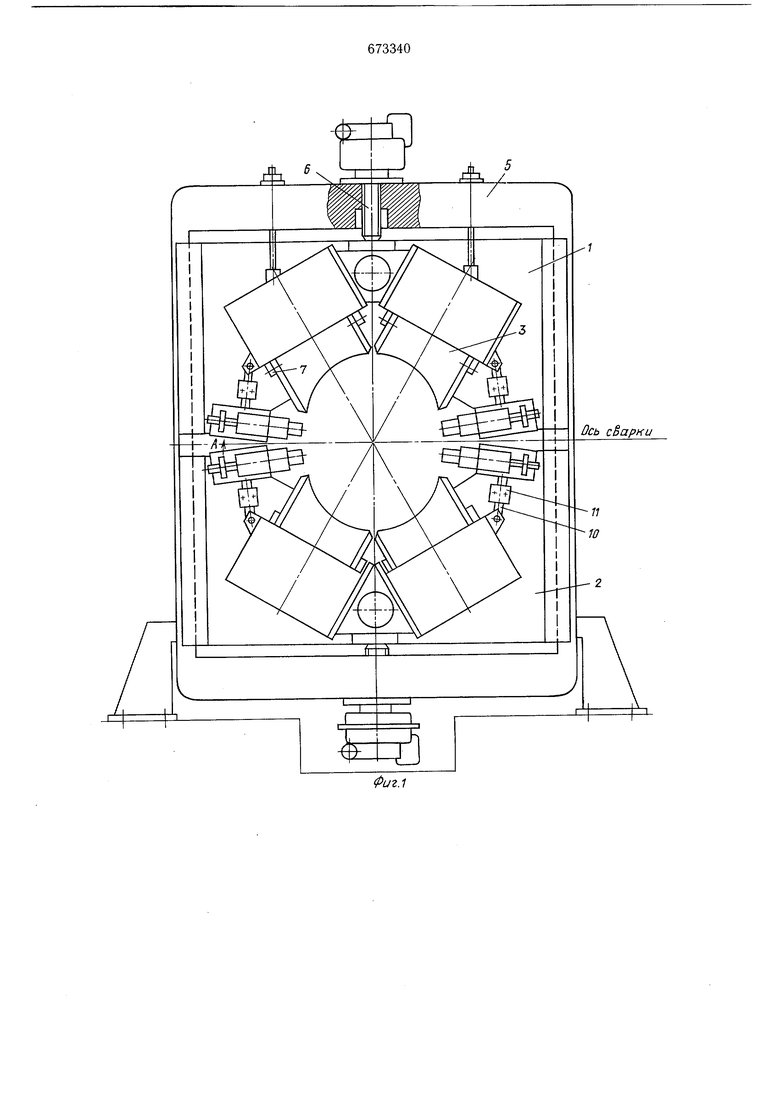
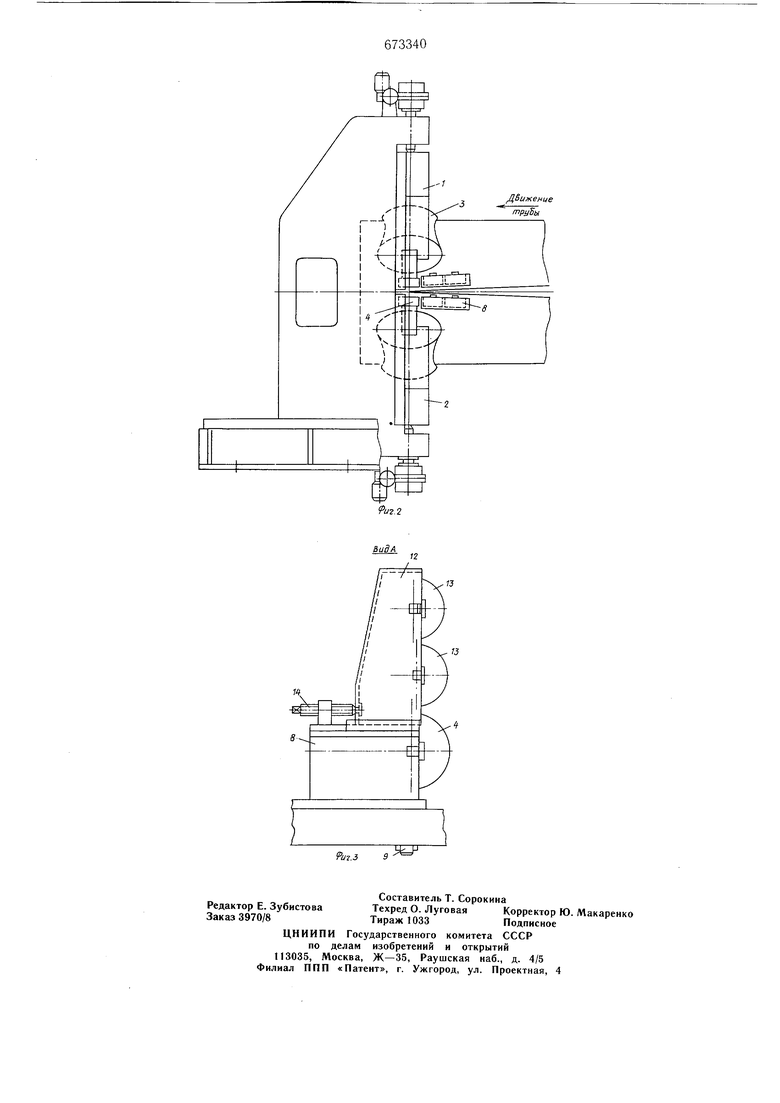
С ПРОДОЛЬНЫМ швом мок при изготовлении труб конечной длины из двух заготовок. Поставленная цель достигается тем, что кромковыравнивающие ролики снабжены обоймами и установленными в них направляющими роликами, расположенными вдоль кромок трубной заготовки со стороны подачи ее в клеть. Кроме того, кромки полуцилиндрических трубных заготовок, находясь в постоянном контакте с направляющими роликами на передних и задних участках трубной заготовки конечной длины, контролируются и удерживаются от смещения. На фиг. 1 изображена сварочная клеть для производства труб, общий вид; на на фиг. 2 - то же, вид сбоку; на фиг. 3 - узел кромковыравнивающего ролика, вид А на фиг. 1. Сварочная клеть содержит два блока - верхний 1 и нижний 2. Каждый блок в свою очередь состоит из двух обжимных роликов 3 и двух кромковыравнивающих роликов 4, образующих калибр сварочной клети. Оба блока консольно установлены в станине 5 и могут перемещаться по направляющим станины при помощи нажимных механизмов б для создания необходимого сварочного давления. Обжимные 3 и кромковыравнивающие ролики 4 посредством клинового и винтового механизмов 7 могут пере.адещаться в радиальном направлении для настройки калибра сварочной клети. Корпус 8 кромковыравнивающего ролика 4 подвешен на продольной оси 9 с возможностью поворота в радиальной плоскости калибра с помощью винтов 10 и гайки 11 относительно обжимных роликов Здля совмещения свариваемых кромок. Продольная ось 9 поворота кромковыравнивающего ролика 4 выполнена в плоскости торца этого ролика со стороны обжимного ролика для сохранения сварочного калибра при повороте ролика в момент совмещения свариваемых кромок. На корпусе 8 кромковыравнивающего ролика 4 закреплена обойма 12 с роликами 13, расположенными вдоль кромок трубных заготовок навстречу ее движению. Обойма 12 с роликами 13 имеет возможность радиального перемещения вдоль корпуса при вращении винта 14. Устройство работает следующим образом. Два полуцилиндра, сформованных соответствующим образом, подаются к сварочной клети. При задаче переднего конца в калибр сварочной клети кромки полуцилиндров движутся вдоль роликов 13, которые выравнивают и задают необходимый угол схождения кромок, подготавливая их таким образом под сварку. Вдоль свариваемых кромок устанавливают индуктор на оправке, который наводит при работе в заготовке токи индукции высокой частоты. Двигаясь вдоль индуктора, кромки интенсивно нагреваются. Металл достигает сварочной температуры при подходе к точке схождения кромок. Под действием давления, создаваемого обжимными роликами 3, осуществляется сварка одновременно двух швов. Использование настоящей сварочной клети для изготовления труб с продольным щвом по сравнению с лучшими образцами аналогичного оборудования- позволит увеличить точность совмещения свариваемых кромок при изготовлении труб конечной длины из двух заготовок. Благодаря этому сокращаются отходы металла и повышается качество получаемых труб. Формула изобретения Сварочная клеть для изготовления труб с продольным щвом по авт. св. № 341619, отличающаяся тем, что, с целью увеличения точности совмещения свариваемых кромок при изготовлении труб конечной длины, кромковыравнивающие ролики снабжены обоймами и установленными в них направляющими роликами, расположенными вдоль кромок трубной заготовки со стороны подачи ее в клеть.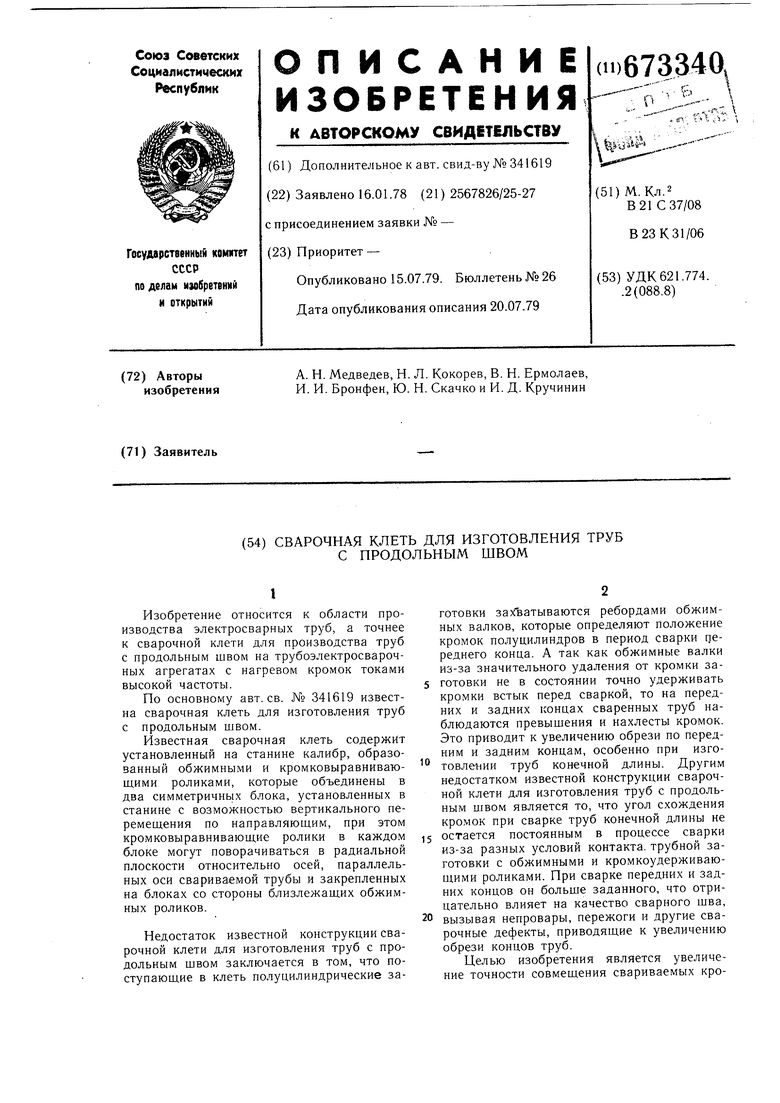
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ПРОДОЛЬНЫМ ШВОМ | 1972 |
|
SU341619A1 |
| Способ изготовления двухшовных труб конечной длины | 1975 |
|
SU560663A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Устройство для сварки прямошовных труб | 1976 |
|
SU764765A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| Сварочная клеть для изготовления труб с продольным швом | 1973 |
|
SU490603A2 |
| Установка для сборки и сварки прямошовных труб | 1982 |
|
SU1156765A1 |
| СТАН ДЛЯ СВАРКИ ТРУБ | 1966 |
|
SU224734A1 |
| Способ изготовления сварных прямошовных труб | 1990 |
|
SU1776474A1 |
| Клеть трубосварочного стана | 1979 |
|
SU835557A1 |