3
Изобретение относится к области сварки и может быть использовано для изготовления прямошовных труб конечной длины.
Наиболее близкой к предлагаемому является сварочная клеть для изготовления прямошовных труб конечной длины, содержащая станину, в направляющих КОТОРОЙ установлены С ВОЗМОЖ -
ностью радиального перемещения кассеты с кромкогибочными роликами и с обжимными роликами, оси вращения которых перпендикулярны основанию станины.
Однако известная сварочная клеть не обеспечивает увеличение качества выхода годного, так как не повышает точность совмещения свариваемых кромок по всей длине трубы, включая концевые участки которые из-за сварочных деформаций имеют под сварку другой угол наклона к горизонту по сравнению с серединой трубы.
Целью изобретения является увеличение выхода годного путем повышения точности совмещения свариваемых кромок по всей длине трубы, включая концевые участки.
Поставленная цель достигается тем, что сварочная клеть для изготовления прямошовных труб конечной длины, содержащая станину, в направляющих которой установлены с возможностью радиального перемещения кассеты с кромкогибочными роликами и с обжимными роликами, оси вращения которых перпендикулярны к основанию стнины, мость роликов с осями, перпен- дикулярными к основанию станины, расположены с возможностью радиального перемещения и снабжены обоймами и приводом перемещения, при этом каж- дая обойма выполнена в виде двупле- чих рычагов, шарнирно связанных между собой, причем на одном плече рычагов смонтированы оси роликов, а свободные их плечи соединены с приводом, выполненным в виде силового гидроцилиндра, корпус которого шарнирно закреплен на раме, а шток шарнирно связан с двуплечими рычагами.
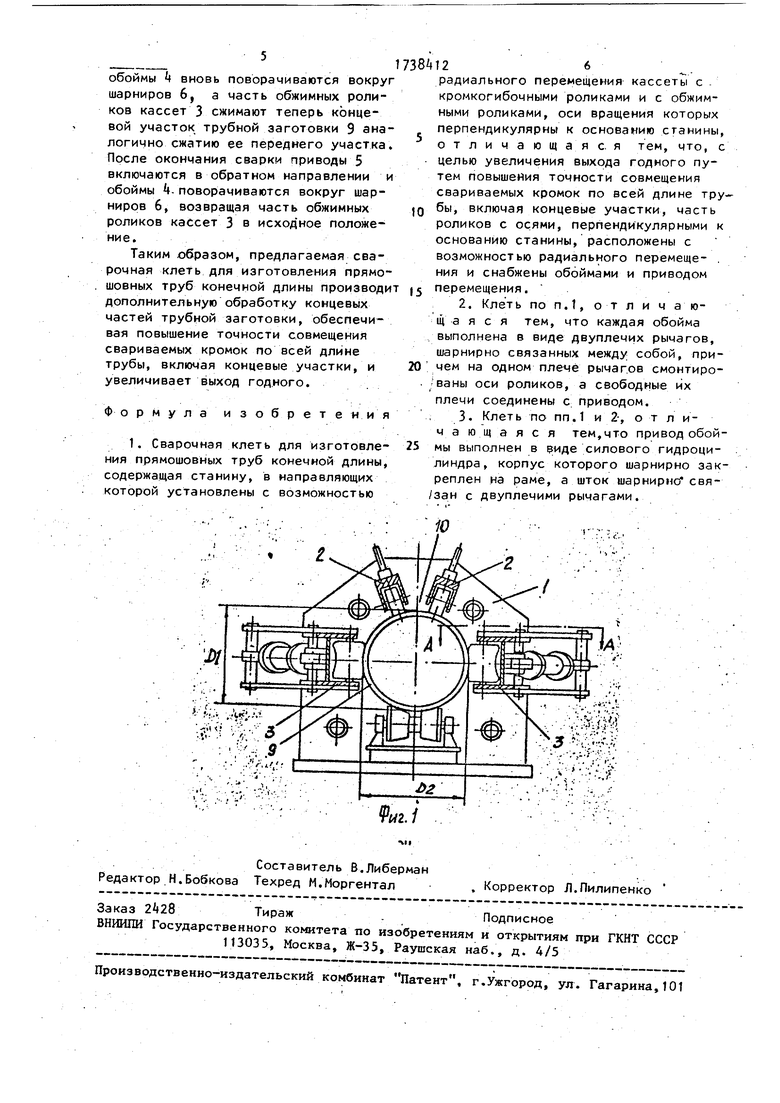
На фиг.1 изображена сварочная клеть для изготовления прямошовных труб конечной длины, поперечное сечение, общий вид; на фиг.2 - сечение А-А на фиг.1.
JQ
J5
20
25
3Q
а. -JQ 35
55
124
Сварочная клеть содержит станину 1, в направляющих которой установлены кассеты 2 с кромкогибочными роликами и кассеты 3 с обжимными роликами, оси вращения которых перпендикулярны к основанию станины. Каждая, из кассет по концам снабжена ходовыми винтами для радиального перемещения. Часть обжимных роликов кассет 3 снабжена обоймами , выполненными в виде
двуплечих рычагов, на одних плечах которых смонтированы оси обжимных роликов, а свободные их плечи соединены с приводами 5. Кассеты 3 и обоймы 1 связаны между собой шарниром 6. Привод 5 каждой обоймы 4 выполнен в виде силового гидроцилиндра, корпус которого с помощью шарнира 7 закреплен на раме, а шток связан со свободным плечом двуплечего рычага шарниром В.Кромкогибочные ролики кассет 2 и обжимные ролики кассет 3 образуют калибр, вализирующий трубную заготовку 9 по диаметрам D1 и D2. Сварка трубной заготовки 9 производится по образующей 10.
Сварочная клеть для изготовления прямошовных труб конечной длины работает следующим образом.
I
Трубная заготовка 9 приводом стана подается в сварочную клеть до совмещения переднего торца с осью сварки и останавливается. Включаются приводы 5 и обоймы 4 поворачиваются вокруг шарниров 6, а часть обжимных роликов кассет 3 сжимают передний торец трубной заготовки 9, при этом ее диаметр D2 уменьшается, а диаметр D1 увеличивается. Происходит изменение угла наклона образующей 10 на начальном участке до совмещения с углом наклона той же образующей поверхности под сварку по всей средней части трубной заготовки 9. Приводы 5 останавливаются. Начинается процесс сварки наружного шва. При сварке трубной заготовки 9 на заданной длине приводы 5 включа - ются в обратном направлении и обоймы k поворачиваются вокруг шарниров 6, возвращая часть обжимных роликов кассет 3 в исходное положение. Приводы 5 отключаются. Сваривается средняя часть трубной заготовки 9. До подхода к оси сварки концевого участка трубной заготовки 9 на заданной длине вновь включаются приводы 5 и
&«./
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2015 |
|
RU2612881C1 |
| Сварочная клеть для сборки и сварки труб конечной длины | 1989 |
|
SU1636083A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2003 |
|
RU2243840C2 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА КОНЕЧНОЙ ДЛИНЫ | 2002 |
|
RU2215605C2 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2008 |
|
RU2361691C1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Сварочная клеть для изготовления труб с продольным швом | 1978 |
|
SU673340A2 |
| Установка для производства прямошовных труб большого диаметра конечной длины | 1981 |
|
SU994071A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Кромкогибочная клеть трубоформовочного стана | 1979 |
|
SU878387A1 |
Использование: сварка кромок прямошовных труб большого диаметра. Сущность изобретения: в станине клети установлены с возможностью радиального перемещения кассеты, в которых расположены ролики, образующие круглый калибр с заданной овализацией. Часть роликов с осями, перпендикулярными к основанию станины 1, установлена с возможностью дополнительного радиального перемещения и расположена в обоймах с приводом. Каждая обойма выполнена в виде двуплечих рычагов, шарнирно связанных между собой. На одном плече рычагов смонтированы оси роликов, а свободные их плечи со-, единены с приводом, 2 з.п.ф-лы, 2 ил. #0/раЈ #0 J#t/jfce#i/jr (Л С Х| СО 00 Ј ihJ 1 ffa cSaptw
| ПРИМЕНЕНИЕ СОЕДИНЕНИЙ МЫШЬЯКА ДЛЯ ЛЕЧЕНИЯ ОТТОРЖЕНИЯ ТКАНИ ИЛИ ОРГАНА | 2013 |
|
RU2665362C2 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Обойма сварочной клети | 1973 |
|
SU498132A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| A-A () : | |||
