Изобретение относится к машиностроению и может быть использовано в технологии обработки металлических изделий, например при механообработке, электроэрозионной обработке, упрочнении и др.
Известен способ определения оптимальных режимов упрочнения деталей (а. с. СССР №1788757, C21D 7/04 от 17.01.91), при котором назначают тот режим, который обеспечивает создание в поверхностных слоях максимальной энергии напряженного состояния при минимальной дисперсии остаточных напряжений.
Недостатком данного способа является то, что рассматривают только упрочняющую обработку и напряжения сжатия.
Наиболее близким техническим решением, взятым в качестве прототипа, является способ определения оптимального режима обработки деталей (И.В.Ломакина, Н.С.Меркулова. «Оптимизация интегральной технологии глубинного шлифования по критерию остаточных напряжений», Качество поверхностного слоя деталей машин (КПС - 2003), Сборник докладов Международной научно-практической конференции. СПб., Изд.-во «ПИМаш», 2003, стр.100-104), включающий обработку, по группам, деталей из одной партии, используя при этом разный режим обработки для каждой группы деталей, определение величин остаточных напряжений в поверхностном слое для каждой детали, в зависимости от глубины их залегания, вычисление усредненной энергии напряженного состояния и доверительного интервала остаточных напряжений для каждой группы деталей, по совокупности результатов которых выбирают оптимальный режим обработки деталей. При этом, исходя из полученных величин остаточных напряжений, для каждой группы деталей строят усредненную эпюру, характеризующую распределение усредненных остаточных напряжений в зависимости от глубины их залегания. Далее для каждой группы деталей по графику вычисляют усредненную энергию напряженного состояния при минимальной дисперсии остаточных напряжений.
Недостатком указанного способа является то, что за усредненную энергию напряженного состояния принимают площадь, ограниченную усредненным графиком сжимающих напряжений на поверхности и осями координат, не рассматривают область напряжений растяжения и всю глубину залегания остаточных напряжений, что характерно только для упрочняющей обработки.
Техническим результатом данного изобретения является повышение качества деталей и повышение точности определения оптимального режима обработки деталей, имеющих в поверхностных слоях напряжения разного знака, с учетом энергетического состояния поверхностных слоев.
Указанный технический результат достигается за счет того, что в способе определения оптимального режима обработки деталей, включающем обработку, по группам, деталей из одной партии, используя при этом разный режим обработки для каждой группы деталей, определение величин остаточных напряжений в поверхностом слое для каждой детали, в зависимости от глубины их залегания, вычисление усредненной энергии напряженного состояния и доверительного интервала остаточных напряжений для каждой группы деталей, по совокупности результатов которых выбирают оптимальный режим обработки деталей, усредненную энергию напряженного состояния W для каждой группы деталей определяют по формуле
где n - количество деталей в группе,
W - энергия напряженного состояния для каждой детали группы, которую определяют по формуле
где i - порядковый номер измерения остаточного напряжения,
σi - величина остаточного напряжения на глубине залегания аi,
σi-1 - величина остаточного напряжения на глубине залегания аi-1,
аi - глубина залегания остаточного напряжения, заданная для i-ого измерения в соответствии с последовательной шкалой глубин,
ai-1 - глубина залегания остаточного напряжения, заданная перед i-ым измерением в соответствии с последовательной шкалой глубин и находящаяся по шкале глубин перед глубиной аi,
при этом за оптимальный режим обработки деталей принимают режим, при котором усредненная энергия напряженного состояния  и доверительный интервал остаточных напряжений имеют минимальные значения.
и доверительный интервал остаточных напряжений имеют минимальные значения.
Изобретение поясняется чертежом, на котором изображены распределения доверительных интервалов по шкале глубин залегания остаточных напряжений для различных режимов обработки деталей.
Детали одного вида обработки зачастую имеют значительный разброс качества от детали к детали, так как в поверхностных слоях детали могут возникать напряжения разного знака (знакопеременная эпюра остаточных напряжений) при неоптимизированном технологическом процессе. Оптимальный режим технологического процесса должен обеспечивать стабильное качество обработки детали.
Реализация предлагаемого изобретения осуществляется следующим образом. Берут экспериментальные детали, делят на группы, которые обрабатывают на разных режимах, определяют поверхностные остаточные напряжения σi для каждой глубины ai. Значения а - глубин залегания остаточных напряжений распределяются по последовательной шкале (мкм): 0, 2, 5, 10, далее до 100 с шагом 10, от 100 до 300 с шагом 20, далее с шагом 50. Энергию напряженного состояния W для каждой детали группы определяют по формуле
затем для каждой группы из n шт. деталей определяют среднее значение энергии напряженного состояния 
и доверительный интервал. Сравнивают полученные значения для разных групп экспериментальных деталей и находят режим, который обеспечивает минимальную величину энергии  напряженного состояния. Из исследованных режимов для дальнейшего применения для обработки деталей назначают тот, который обеспечивает создание в поверхностных слоях минимальной энергии напряженного состояния и минимальный доверительный интервал остаточных напряжений.
напряженного состояния. Из исследованных режимов для дальнейшего применения для обработки деталей назначают тот, который обеспечивает создание в поверхностных слоях минимальной энергии напряженного состояния и минимальный доверительный интервал остаточных напряжений.
В процессе эксплуатации рабочие нагрузки воспринимаются поверхностью детали, и лучшей стойкостью к механическим и коррозионным разрушениям будет обладать деталь, поверхность которой имеет минимальную энергию напряженного состояния. Величина доверительного интервала ε, который рассчитывают через коэффициент Стьюдента и среднеквадратическое отклонение, характеризует в данном случае случайную погрешность технологии обработки деталей и свидетельствует о том, насколько стабильное качество поверхности получают при обработке детали, так как, чем меньше доверительный интервал, тем стабильнее технологический процесс обработки.
Таким образом, благодаря выполнению конкретных требований к стабильности и энергетическому состоянию поверхностных слоев повышается качество деталей.
Суть способа определения оптимальных режимов упрочнения деталей на примере конкретного выполнения заключается в следующем.
Берут экспериментальные втулки, например, в количестве 30 штук из материала ХН77ТЮР, делят на группы по 10 штук, которые обрабатывают точением на разных режимах с одинаковыми параметрами обработки:
Режим №1 - с применением смазочно-охлаждающей жидкости (СОЖ),
Режим №2 - с применением ионизированной газовой охлаждающей среды (ИГС)
Режим №3 - с применением охлаждения воздухом,
определяют поверхностные остаточные напряжения наружной обработанной точением поверхности и энергию напряженного состояния для каждой детали. На чертеже, поясняющем изобретение, приведены графики распределения доверительных интервалов по шкале залегания остаточных напряжений для различных режимов обработки, где 1 - доверительный интервал для режима обработки №1, 2 - для режима обработки №2, а 3 - для режима обработки №3, при количестве деталей в каждой группе 10 шт. В таблице, для примера, представлена выборка по трем образцам для каждой группы. Усредненное значение энергии напряженного состояния режима обработки для группы из 10 шт. равно соответственно: 
 и
и  где
где  - усредненное значение энергии напряженного состояния режима точения с СОЖ (№1),
- усредненное значение энергии напряженного состояния режима точения с СОЖ (№1),  - усредненное значение энергии напряженного состояния режима точения с ИГС (№2), a
- усредненное значение энергии напряженного состояния режима точения с ИГС (№2), a  - усредненное значение энергии напряженного состояния режима точения с охлаждением воздухом (№3), и доверительный интервал ε (чертеж). Сравнивают полученные значения для режимов точения №1, №2 и №3 и находят режим, который обеспечивает минимальную величину энергии напряженного состояния. Из исследованных режимов для дальнейшего применения для обработки деталей назначают режим точения с СОЖ (№1), который обеспечивает создание в поверхностных слоях минимальной энергии напряженного состояния и минимальный доверительный интервал остаточных напряжений.
- усредненное значение энергии напряженного состояния режима точения с охлаждением воздухом (№3), и доверительный интервал ε (чертеж). Сравнивают полученные значения для режимов точения №1, №2 и №3 и находят режим, который обеспечивает минимальную величину энергии напряженного состояния. Из исследованных режимов для дальнейшего применения для обработки деталей назначают режим точения с СОЖ (№1), который обеспечивает создание в поверхностных слоях минимальной энергии напряженного состояния и минимальный доверительный интервал остаточных напряжений.
Таким образом, благодаря предлагаемому способу определения оптимальных режимов обработки деталей при использовании минимальной усредненной энергии напряженного состояния и минимального доверительного интервала остаточных напряжений получены детали со стабильным энергетически состоянием поверхностных слоев, что гарантирует высокое качество деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2316602C1 |
| Способ определения напряжённого состояния лопаток турбины высокого давления | 2016 |
|
RU2628304C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВИДА ОБРАБОТКИ ДЕТАЛИ | 2005 |
|
RU2287146C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
SU1788757A1 |
| СПОСОБ КОНТРОЛЯ РАБОТОСПОСОБНОСТИ НЕСЕРТИФИЦИРОВАННОГО ОБОРУДОВАНИЯ ДЛЯ ИЗМЕРЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ С ПОМОЩЬЮ ТЕСТОВЫХ ОБРАЗЦОВ | 2007 |
|
RU2354929C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ С ЭЛЕКТРОПРОВОДНЫМИ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340867C2 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2320984C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КАЧЕСТВА ДЕТАЛЕЙ | 2004 |
|
RU2293304C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ ХАРАКТЕРИСТИК И ФИЗИЧЕСКОГО КРИТЕРИЯ ПРОЧНОСТИ МАТЕРИАЛА ДЕТАЛИ | 2004 |
|
RU2279657C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ПОВЕРХНОСТНЫХ СЛОЯХ ДЕТАЛИ | 2014 |
|
RU2574225C1 |
Изобретение относится к области машиностроения и может быть использовано, например, при механообработке, электроэрозионной обработке и упрочнении деталей. Для обеспечения стабильного энергетического состояния в поверхностных слоях детали, гарантирующего высокое качество детали, партию деталей подвергают обработке по группам, используя разный режим обработки для каждой группы деталей, определяют величину остаточных напряжений в поверхностном слое для каждой детали, в зависимости от глубины их залегания, вычисляют для каждой группы деталей доверительный интервал остаточных напряжений и усредненную энергию напряженного состояния по формуле: 
где:  - энергия напряженного состояния для каждой детали группы, Дж/мм2; n - количество деталей в группе; i - порядковый номер измерения остаточного напряжения; σi - величина остаточного напряжения, МПа на глубине залегания αi; σi-1 - величина остаточного напряжения на глубине αi-1; αi - глубина остаточного напряжения, заданная для i-го измерения в соответствии с последовательной шкалой глубин, мкм; αi-1 - глубина остаточного напряжения, заданная перед i-ым измерением в соответствии с последовательной шкалой глубин и находящаяся по шкале глубин перед глубиной αi, при этом за оптимальный режим обработки деталей принимают режим, при котором усредненная энергия напряженного состояния и доверительный интервал остаточных напряжений имеют минимальные значения. 1 табл., 1 ил.
- энергия напряженного состояния для каждой детали группы, Дж/мм2; n - количество деталей в группе; i - порядковый номер измерения остаточного напряжения; σi - величина остаточного напряжения, МПа на глубине залегания αi; σi-1 - величина остаточного напряжения на глубине αi-1; αi - глубина остаточного напряжения, заданная для i-го измерения в соответствии с последовательной шкалой глубин, мкм; αi-1 - глубина остаточного напряжения, заданная перед i-ым измерением в соответствии с последовательной шкалой глубин и находящаяся по шкале глубин перед глубиной αi, при этом за оптимальный режим обработки деталей принимают режим, при котором усредненная энергия напряженного состояния и доверительный интервал остаточных напряжений имеют минимальные значения. 1 табл., 1 ил.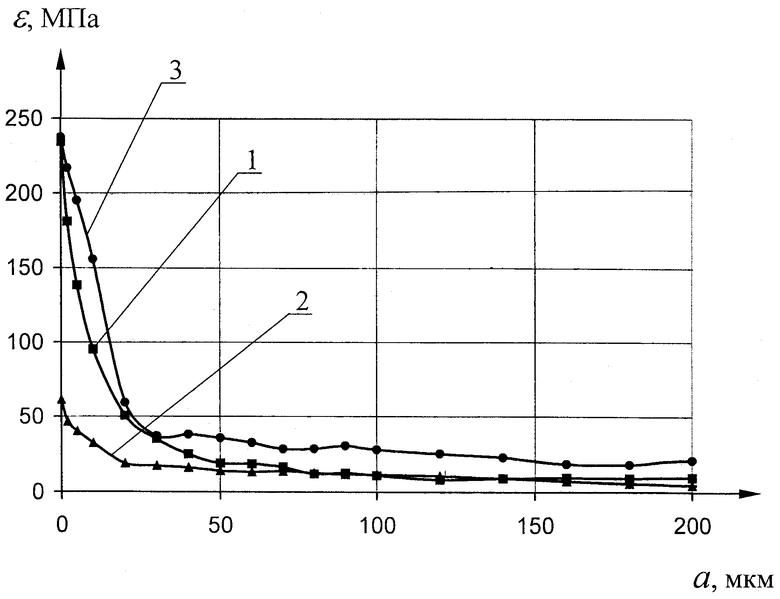
Способ определения оптимального режима обработки деталей, включающий обработку деталей из одной партии по группам с использованием разных режимов обработки для каждой группы деталей, определение величин остаточных напряжений в поверхностном слое для каждой детали в группе, в зависимости от глубины их залегания, вычисление усредненной энергии напряженного состояния и доверительного интервала ε остаточных напряжений для каждой группы деталей, при этом усредненную энергию напряженного состояния для каждой группы деталей определяют по формуле
 ,
,
где n - количество деталей в группе;
W - энергия напряженного состояния для каждой детали группы, Дж/м2, которую определяют по формуле
 ,
,
где i - порядковый номер измерения остаточного напряжения;
σi - величина остаточного напряжения на глубине залегания аi, МПа;
σi-1 - величина остаточного напряжения на глубине залегания аi-1, МПа;
аi - глубина залегания остаточного напряжения, заданная для i-го измерения в соответствии с последовательной шкалой глубин, мкм;
аi-1 - глубина залегания остаточного напряжения, заданная перед i-м измерением в соответствии с последовательной шкалой глубин и находящаяся по шкале глубин перед глубиной аi, мкм,
а за оптимальный режим обработки группы деталей принимают режим, при котором усредненная энергия напряженного состояния и доверительный интервал остаточных напряжений имеют минимальные значения.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Сборник докладов Международной научно-практической конференции | |||
| - С.-Пб.: ПИМаш, 2003, с.100-104 | |||
| SU 1436609 A3, 30.01.1993 | |||
| Способ определения оптимальной скорости резания | 1989 |
|
SU1773561A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
SU1788757A1 |

