Изобретение относится к машиностроению и может быть использовано в технологии изготовления деталей при их механической и упрочняющей обработке.
Известен способ определения толщины упрочненного наклепом поверхностного слоя металлических деталей при дробеструйной обработке, заключающийся в том, что материал детали подвергают поверхностной пластической деформации до получения остаточного отпечатка на поверхности детали, измеряют его диаметр и определяют соотношение статической твердости материалов дроби и детали, соотношение динамической твердости материалов дроби и детали и толщины упрочненного наклепом поверхностного слоя (патент РФ №2194263 С1, кл. G 01 N 3/00, 2000 г.).
Данный способ может быть использован при назначении режимов упрочнения дробью разнообразных по твердости деталей. Однако область применения указанного способа ограничена одним методом обработки, а именно дробеструйной обработкой рабочих поверхностей деталей.
Наиболее близким к заявленному является способ определения вида обработки детали, заключающийся в том, что предварительно обрабатывают группы деталей, причем детали каждой группы - с использованием одного вида обработки, после чего в поверхностном слое деталей каждой группы определяют величины остаточных напряжений и их распределение по глубине поверхностного слоя, величины их дисперсии и величины энергии напряженного состояния поверхностного слоя и путем сравнения различных групп по соотношению двух последних величин выбирают вид обработки детали (а.с. СССР №1788757 А1, кл. G 21 D 7/04, 1994 г.).
Однако этот способ не обеспечивает точности определения остаточных напряжений для тонких поверхностных слоев, соизмеримых с шероховатостью поверхности.
Техническим результатом заявленного изобретения является повышение точности определения вида обработки детали для заданных условий эксплуатации путем учета влияния величины шероховатости поверхности при определении остаточных напряжений. При этом понятие "вид обработки" включает в себя как метод обработки (механический, химический, химико-термический и другие), так и различные режимы внутри каждого метода, а также комбинации различных методов и/или режимов.
Указанный технический результат достигается тем, что в способе определения вида обработки детали, заключающемся в том, что предварительно обрабатывают группы деталей, причем детали каждой группы - с использованием одного вида обработки, после чего в поверхностном слое деталей каждой группы определяют величины остаточных напряжений и их распределение по глубине поверхностного слоя, величины их дисперсии и величины энергии напряженного состояния поверхностного слоя и путем сравнения различных групп по соотношению двух последних величин выбирают вид обработки детали, дополнительно определяют шероховатость поверхности деталей, в соответствии с которой корректируют величины дисперсии остаточных напряжений и используют их при определении вида обработки детали.
Могут использовать группы, содержащие, по меньшей мере, две детали каждая и для каждой группы определять средние значения шероховатости и дисперсии остаточных напряжений, что оптимизирует точность определения вида обработки детали.
Для разных групп деталей по корреляционному отношению между дисперсией остаточных напряжений и шероховатостью их поверхности для каждой группы могут определять граничное значение глубины ar, при которой дисперсия остаточных напряжений зависит от шероховатости, скорость Ci изменения дисперсии остаточных напряжений в диапазоне глубин от поверхности детали до ar, определять скорость С0 изменения дисперсии остаточных напряжений при нулевой шероховатости и корректировать величину дисперсии остаточных напряжений, что повышает точность определения вида обработки детали.
Значение аr могут определять при коэффициенте корреляции больше 0,7, что повышает точность определения вида обработки детали.
Скорость С0 могут определять по корреляционной зависимости скорости Сi от шероховатости, что повышает точность определения вида обработки детали.
Скорректированную величину Dиспр дисперсии остаточных напряжений в диапазоне глубин от поверхности детали до аr могут определять по соотношению
 где:
где:
ar - граничное значение диапазона глубин, в котором дисперсия остаточных напряжений зависит от шероховатости;
ai - глубина залегания остаточных напряжений в диапазоне глубин от поверхности образца до аr;
D0 - величина дисперсии остаточных напряжений на поверхности детали;
e - основание натурального логарифма;
С0 - скорость изменения дисперсии остаточных напряжений при нулевой шероховатости;
Сi - скорость изменения дисперсии остаточных напряжений в диапазоне глубин от поверхности детали до ar., что повышает точность определения вида обработки детали.
Сущность изобретения поясняется примером осуществления способа и графиками фиг.1-6, где показаны зависимости определяемых величин.
Способ осуществляли следующим образом. Производили различную обработку групп деталей, а именно пластин из сплава ВТЗ-1: после чистовой токарной обработки поверхность полировали, затем производили стабилизирующий отжиг, снова полировали, а затем производили пневмо-гидро-динамическое упрочнение при давлении микрошариков 3 и 6 атм. После каждого из этапов обработки (кроме токарной) откладывали группы деталей одного вида обработки, определяли шероховатость Ra поверхности деталей, а затем определяли остаточные напряжения.
Измерения остаточных напряжений проводили разрушающим механическим методом с помощью автоматизированной установки ПОВКОН "Тензор", обеспечивающей поддержание заданных условий травления с помощью гальваностата в предназначенном для травления исследуемого металла электролите и автоматический расчет остаточных напряжений по величине деформации, измеренной с помощью индуктивного датчика деформации в реальном масштабе времени. Глубину залегания исследуемых слоев определяли по количеству пропущенного электричества при условии поддержания процесса травления в рамках 100% выхода по току.
Для каждой группы деталей определяли средние величины остаточных напряжений и их распределение по глубине поверхностного слоя, величины их дисперсии и площадь под усредненной эпюрой остаточных напряжений.
На графике фиг.1 представлены усредненные эпюры остаточных напряжений для пяти групп деталей (по 5 деталей в каждой группе) из материала ВТЗ-1.
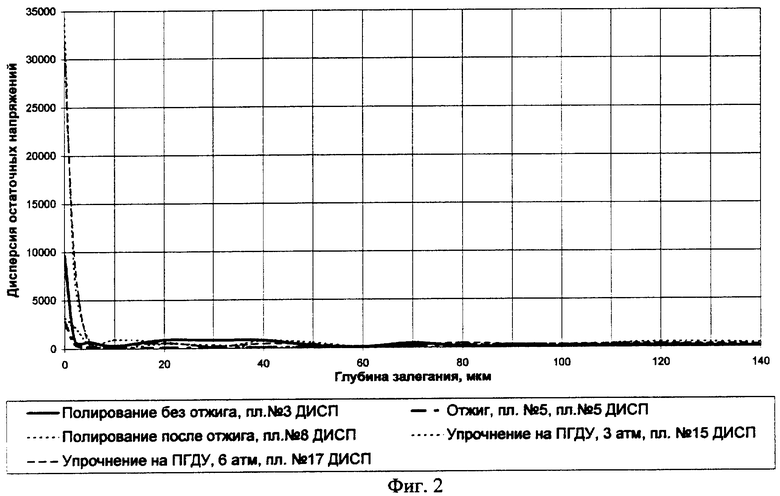
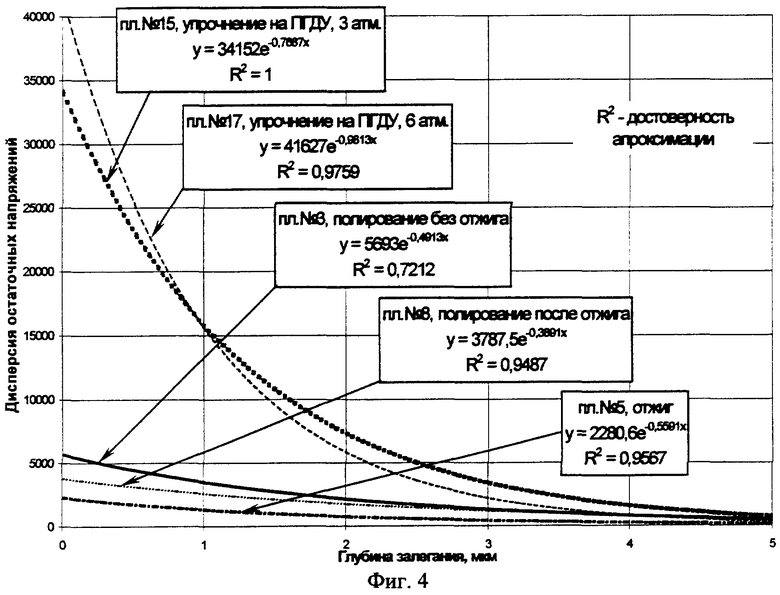
По графику фиг.2, где приведены дисперсии остаточных напряжений для каждой из полученных средних эпюр остаточных напряжений, для каждого вида обработки определяли граничное значение ar=5 мкм диапазона глубин, в котором дисперсия остаточных напряжений зависит от шероховатости.
На глубинах залегания остаточных напряжений более 5 мкм дисперсия намного меньше для всех технологических операций, чем для слоев, глубина залегания которых соизмерима с высотой шероховатости поверхности.
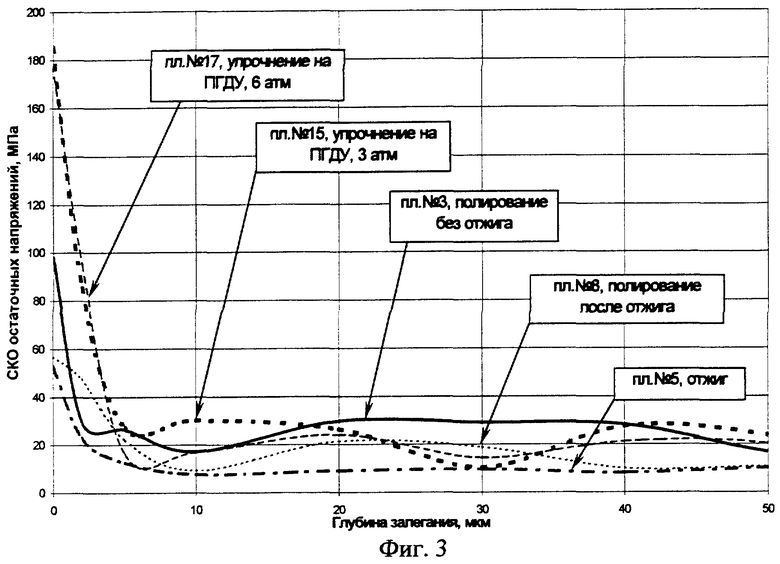
На графике фиг.3 для сопоставимости приведены среднеквадратические отклонения (СКО) величин остаточных напряжений для исследованных технологий.
Участок дисперсий эпюр остаточных напряжений до 5 мкм при коэффициенте корреляции более 0,7 аппроксимирован экспоненциальной зависимостью (фиг.4).
В таблице представлены значения соответствующих величин Ra шероховатости, измеренные до проведения определения остаточных напряжений, и величины Сi скорости изменения дисперсии остаточных напряжений для каждой группы деталей, определенные по соотношению
где:
аi - глубина залегания остаточных напряжений в диапазоне глубин от поверхности детали до аr;
D0 - величина дисперсии остаточных напряжений при аr=0;
Di - величина дисперсии остаточных напряжений в диапазоне глубин от поверхности детали до ar.
Получена линейная корреляционная зависимость (фиг.5)
Ci=0,589·Ra+0,3477,
где Ra - величина шероховатости для каждого из видов обработки. Экстраполяция на Ra=0 дает С0=0,3477 - скорость изменения дисперсии остаточных напряжений по глубине залегания при нулевой шероховатости, т.е. шероховатости идеально гладкой поверхности.
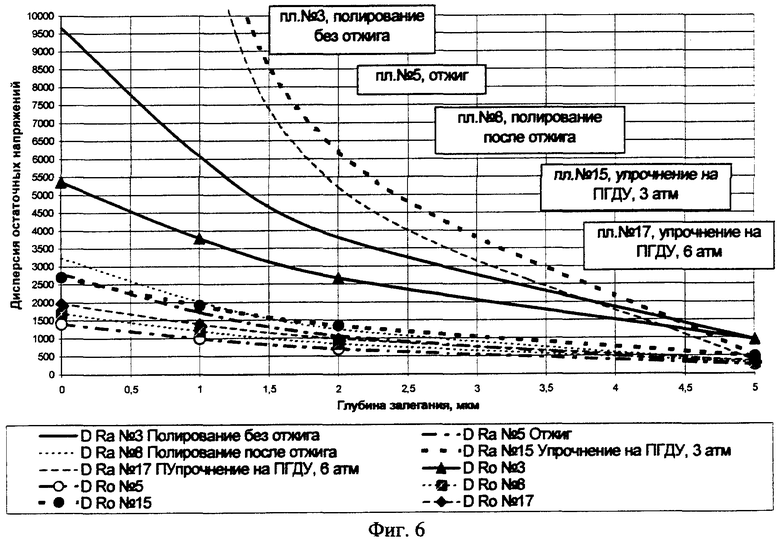
На графике фиг.6 приведены зависимости величин D дисперсии без учета влияния шероховатости поверхности и Dиспр с учетом влияния шероховатости от глубины залегания поверхностных остаточных напряжений на глубинах до 5 мкм для каждой группы деталей, при этом Dиспр определено по соотношению
где:
ar - граничное значение диапазона глубин, в котором дисперсия остаточных напряжений зависит от шероховатости;
ai - глубина залегания остаточных напряжений в диапазоне глубин от поверхности образца до ar;
D0 - величина дисперсии остаточных напряжений на поверхности детали;
e - основание натурального логарифма;
С0 - скорость изменения дисперсии остаточных напряжений при нулевой шероховатости;
Сi - скорость изменения дисперсии остаточных напряжений в диапазоне глубин от поверхности детали до ar.
Распределения дисперсии для каждой из групп деталей, исправленные на влияние различной шероховатости, сравнены между собой. Учитывая площади под эпюрами сжимающих напряжений (фиг.1) и величины исправленных дисперсий (фиг.6), выбран вид обработки "упрочнение ПГДУ 6 атм", включающей последовательно произведенные токарную обработку, полирование поверхности, стабилизирующий отжиг, полирование и пневмо-гидро-динамическое упрочнение при давлении микрошариков 6 атм.
Заявленное изобретение может быть использовано в различных областях машиностроения. Детали, изготовленные определенным данным способом обработки, будут обладать повышенной стойкостью к механическим и коррозионным разрушениям, что приведет к повышению их усталостной прочности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2364634C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 2006 |
|
RU2316602C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
SU1788757A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ С ЭЛЕКТРОПРОВОДНЫМИ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2340867C2 |
| СПОСОБ КОНТРОЛЯ РАБОТОСПОСОБНОСТИ НЕСЕРТИФИЦИРОВАННОГО ОБОРУДОВАНИЯ ДЛЯ ИЗМЕРЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ С ПОМОЩЬЮ ТЕСТОВЫХ ОБРАЗЦОВ | 2007 |
|
RU2354929C1 |
| Способ комплексного упрочнения | 2002 |
|
RU2224816C1 |
| Способ подбора дозы микрошариков для дробеструйной обработки, обеспечивающей поверхностное пластическое деформирование детали из легированной стали для активации поверхности детали перед азотированием | 2023 |
|
RU2806001C1 |
| СПОСОБ ОБРАБОТКИ НЕЖЕСТКИХ ВАЛОВ | 1991 |
|
RU2021098C1 |
| СПОСОБ ПОВЫШЕНИЯ УСТАЛОСТНОЙ ПРОЧНОСТИ СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2004 |
|
RU2277596C1 |
| СПОСОБ АНОДНО-ДИНАМИЧЕСКОГО УПРОЧНЕНИЯ ДЕТАЛИ ИЗ ТОКОПРОВОДЯЩЕГО МАТЕРИАЛА | 2009 |
|
RU2411111C2 |


Изобретение относится к машиностроению. Сущность: предварительно обрабатывают группы деталей, причем детали каждой группы - с использованием одного вида обработки. Затем в поверхностном слое деталей каждой группы определяют величины остаточных напряжений и их распределение по глубине поверхностного слоя, величины их дисперсии и величины энергии напряженного состояния поверхностного слоя. Путем сравнения различных групп по соотношению двух последних величин выбирают вид обработки детали. Дополнительно определяют шероховатость поверхности деталей, в соответствии с которой корректируют величины дисперсии остаточных напряжений и используют их при определении вида обработки детали. Технический результат: повышение точности определения вида обработки детали для заданных условий эксплуатации. 5 з.п. ф-лы, 6 ил.
где аr - граничное значение диапазона глубин, в котором дисперсия остаточных напряжений зависит от шероховатости;
аi - глубина залегания остаточных напряжений в диапазоне глубин от поверхности образца до аr;
D0 - величина дисперсии остаточных напряжений на поверхности детали;
е - основание натурального логарифма;
С0 - скорость изменения дисперсии остаточных напряжений при нулевой шероховатости;
Сi - скорость изменения дисперсии остаточных напряжений в диапазоне глубин от поверхности детали до аr.
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ УПРОЧНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
SU1788757A1 |
| Способ поверхностного упрочнения стальных деталей | 1982 |
|
SU1157088A1 |
| СПОСОБ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 1998 |
|
RU2137591C1 |
| US 4366008, 28.12.1982. | |||

