Изобретение относится к машиностроению и может быть использовано в технологии поверхностной упрочняющей обработки (ППД) металлических изделий, например, при виброгалтовке, дробеструйной обработке и др.
Известен способ нормирования параметров поверхностного слоя деталей по зависимости их от длительной прочности (ползучести). Данный способ предусматривает длительный цикл испытаний и не учитывает дисперсию параметров качества поверхности и энергии ее напряженного состояния, что не обеспечивает достаточной точности выбора оптимальных режимов обработки.
Известен также способ определения оптимальных режимов упрочняющей обработки деталей, заключающийся в том, что берут партию экспериментальных деталей, делят на группы, которые упрочняют на разных режимах, определяют остаточные напряжения в поверхностных слоях всех деталей. Для каждой группы деталей определяют дисперсию остаточных напряжений. Режим упрочнения назначает тот, который обеспечивает минимальную дисперсию остаточных напряжений.
Недостатком данного способа является отсутствие учета энергетического состояния поверхности способного обеспечить достаточно высокий предел усталостной прочности детали в условиях эксплуатации, что снижает ресурс деталей.
Целью изобретения является повышение ресурса деталей при выборе оптимального режима упрочнения деталей путем учета энергетического состояния поверхностных слоев.
Указанная цель в способе определения оптимальных режимов упрочнения деталей достигается тем, что берут партию экспериментальных деталей, делят на группы, которые упрочняют на разных режимах, определяют поверхностные остаточные напряжения для всех деталей, затем для каждой группы деталей определяют дисперсию остаточных напряжений и находят режим, который обеспечивает ее минимальную величину. Строят усредненную эпюру остаточных напряжений отдельно для каждой группы деталей. Определяют площадь, ограниченную графиком сжимающих напряжений на поверхности и осями координат. Эта интегральная характеристика напряженного состояния отражает уровень энергии, накопленной поверхностными слоями деталей в процессе их упрочнения. Сравнивают полученные значения для разных групп экспериментальных деталей и находят их максимальное значение. Из исследованных режимов для дальнейшего упрочнения деталей назначают тот, который обеспечивает создание в поверхностных слоях максимальной энергии напряженного состояния при минимальной дисперсии остаточных напряжений.
Благодаря выполнению конкретных требований к стабильности и энергетическому состоянию поверхностных слоев, такие детали будут обладать повышенной стойкостью к механическим и коррозионным разрушениям, что приведет к повышению усталостной прочности деталей.
Суть способа определения оптимальных режимов упрочнения деталей на примере конкретного выполнения заключается в следующем.
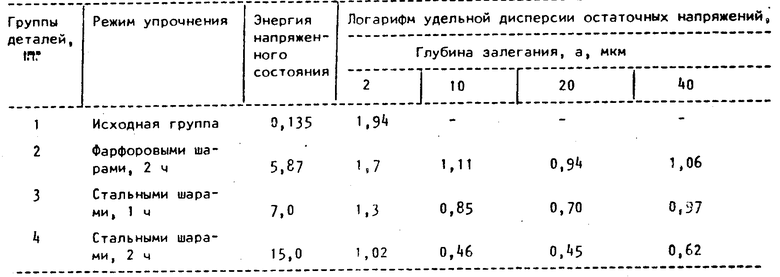
Путем холодного вальцевания и последующей термообработки была получена партия (50 штук) экспериментальных лопаток из материала ХН35ВТЮ. Лопатки разделили на 4 группы. 1 группа - исходные лопатки. Остальные лопатки было упрочнены на разных режимах: 2 группа - фарфоровыми шарами 2 ч, 3 группа - стальными шарами 1 ч, 4 группа - стальными шарами 2 ч.
Все лопатки замаркированы и из них вырезаны образцы для определения поверхностных остаточных напряжений на установке АПООН путем электрохимического травления, одновременного измерения деформации, расчета остаточных напряжений на ЭВМ на разных глубинах их залегания.
Для каждой группы лопаток определяли среднее значение остаточных напряжений  на каждой из расчетных глубин а их залегания (а= 2; 5; 10; 20 и т. д. , мкм):
на каждой из расчетных глубин а их залегания (а= 2; 5; 10; 20 и т. д. , мкм): =
=  .
.
Далее определяли дисперсию остаточных напряжений
D=  для разных глубин их залегания.
для разных глубин их залегания.
Ради сопоставимости результатов рассчитывали "удельную дисперсию" остаточных напряжений за вычетом ее предельной величины β, характеризующей точность контроля (β = 127)
Dуд=  и определяли логарифм ее величины.
и определяли логарифм ее величины.
Строили усредненные эпюры остаточных напряжений  для каждой из четырех групп образцов и определяли площадь под эпюрами сжимающих остаточных напряжений вблизи поверхности (W1 - W4).
для каждой из четырех групп образцов и определяли площадь под эпюрами сжимающих остаточных напряжений вблизи поверхности (W1 - W4).
В таблице представлены полученные результаты. Как видно из таблицы для четвертой группы образцов энергия напряженного состояния максимальная, а дисперсия для той же группы образцов - минимальная.
Для дальнейшей обработки деталей в качестве оптимального режима был выбран четвертый режим - виброгалтовка стальными шарами, 2 ч.
Для подтверждения правильности такого выбора были проведены испытания лопаток на виброэлектродинамическом стенде ВЭДС - 400 А по первой изгибной форме колебаний с симметричным циклом нагружения с базой 20 . 106 циклов. За ограниченный предел усталости принято максимальное напряжение, при котором отрабатывалась база испытаний для 6 лопаток без разрушения.
Предел усталости для исследованных режимов обработки составил 275, 375 и 375 и 400 МПа, соответственно с 1 по 4 режим. Таким образом подтверждено, что четвертый режим дает прирост предела усталости на 6,6% в сравнении со 2 и 3 режимами. Следовательно ресурс работоспособности деталей, обработанных на выбранном режиме в сравнении с прототипом за счет выполнения условий предлагаемого технического решения будет увеличен на 6-7% . (56) Журнал "Авиационная промышленность", 85, N 7, с. 2.
Авторское свидетельство СССР N 1314738, кл. C 21 D 3/00, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ ОБРАБОТКИ ДЕТАЛЕЙ | 2008 |
|
RU2364634C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ВИДА ОБРАБОТКИ ДЕТАЛИ | 2005 |
|
RU2287146C1 |
| Способ упрочнения высоконагруженных металлических деталей | 1979 |
|
SU773135A1 |
| Способ восстановления деталей с поверхностными дефектами | 1986 |
|
SU1328171A1 |
| СПОСОБ ЭЛЕКТРИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ В ДЕТАЛЯХ ИЗ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2006 |
|
RU2320984C1 |
| Способ поверхностного упрочнения деталей дробью | 1981 |
|
SU1013243A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2094486C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ | 1991 |
|
RU2047464C1 |
| СПОСОБ КОНТРОЛЯ РАБОТОСПОСОБНОСТИ НЕСЕРТИФИЦИРОВАННОГО ОБОРУДОВАНИЯ ДЛЯ ИЗМЕРЕНИЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ С ПОМОЩЬЮ ТЕСТОВЫХ ОБРАЗЦОВ | 2007 |
|
RU2354929C1 |
| Способ определения напряжённого состояния лопаток турбины высокого давления | 2016 |
|
RU2628304C1 |
Использование: изобретение относится к машиностроению и может быть использовано в технологии поверхностной упрочняющей обработки металлических изделий, например, при виброгалтовке, дробеструйной обработке и др. Сущность: лопатки из материала ХИЗ5ВТЮ делят на 4 группы, упрочняют при разных режимах, определяют поверхностные остаточные напряжения для каждой группы, а затем определяют дисперсию остаточных напряжений для разных глубин их залегания. Строят усредненные эпюры остаточных напряжений и определяют площадь под эпюрами сжимающих остаточных напряжений, что отражает уровень энергии, накопленной поверхностными слоями деталей в процессе их упрочнения. Сравнивают все значения и находят максимальное значение энергии, при этом максимальному значению соответствует минимальная дисперсия остаточных напряжений. 1 табл.
СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНЫХ РЕЖИМОВ УПРОЧНЕНИЯ ДЕТАЛЕЙ, включающий упрочнение различных групп деталей на разных режимах и определение остаточных напряжений в поверхностных слоях деталей, для каждой группы деталей определяют дисперсию остаточных напряжений, по минимому которой назначают оптимальный режим упрочнения, отличающийся тем, что, с целью повышения ресурсов деталей, строят эпюру - график распределения усредненных остаточных напряжений в зависимости от глубины их залегания, определяют площади под эпюрами сжимающих напряжений у поверхности, характеризующие энергию напряженного состояния для разных групп, и определяют ее максимальное значение, а оптимальный режим упрочнения деталей назначают исходя из максимального значения энергии напряженного состояния поверхностных слоев при минимальной дисперсии остаточных напряжений.
