Настоящее изобретение в общем относится к созданию устройств для обработки конических зубчатых колес, а в частности к устройствам, которые предназначены для сухой обработки. Настоящее изобретение также относится к соответствующему способу обработки.
Существует широкое разнообразие станков, которые используют при изготовлении конических и других аналогичных зубчатых колес. Уже были предприняты усилия для автоматизации такого изготовления. Одно из таких решений, которое однако имело ограниченный успех, связано с использованием обрабатывающего центра, который позволяет производить множество операций изготовления на одном и том же станке. Такие станки не только являются очень сложными и поэтому дорогими, но они также требуют относительно больших усилий при осуществлении подготовительной настройки (большого времени оснащения). С другой стороны, такие станки, которые были разработаны с целью расширения гибкости, скорее подходят для использования при индивидуальном изготовлении или при изготовлении очень малых серий.
Компактный станок, который предназначен для обточки и обдирки заготовок, описан в европейском патенте ЕР 0832716 В1, причем в этом станке не производят повторный зажим заготовки в патроне или ее перемещение. Другими словами, заготовка установлена в шпинделе станка после зажима в патроне и при этом ее обработку производят с использованием различных инструментов. Недостатком такого станка является то, что по причине определенной конфигурации различных элементов, он не позволяет производить сухую обработку, так как удаление горячей стружки имеет особое значение при сухой обработке. Кроме того, ходовой зазор является ограниченным за счет боковой конфигурации двух имеющих инструменты кареток относительно заготовки. Описанный в этом патенте станок не позволяет производить обработку конических зубчатых колес, кольцевых и других зубчатых колес, а скорее предназначен длч обработки прямозубых цилиндрических зубчатых колес.
Еще один станок известен из патента DE 19918289 А1, где последовательно производят две операции без повторного зажима заготовки в патроне. Первой операцией, осуществляемой на этом станке, является черновая обработка прямозубого цилиндрического зубчатого колеса с использованием червячной фрезы, чтобы придать заготовке грубый контур детали. Затем производят чистовую обработку, при этом заготовка остается зажатой в том же патроне.
Недостатком станков, на которых производят обработку заготовки с использованием множества операций без повторного зажима заготовки в патроне, является то, что ряд различных параметров необходимо принимать во внимание при проектировании и конструировании станка. Всегда приходится искать компромисс между сильно различающимися задачами, стоящими при черновой обработке и при чистовой обработке, проводимыми на одном и том же станке. При черновой обработке производят удаление большого объема металла с заготовки. В отличие от этого при чистовой обработке производят удаление малого объема металла, используют очень малую подачу и обеспечивают более высокую точность. Это приводит к различным требованиям, имеющим отношение к обработке заготовки в патроне. Кроме того, совершенно различные требования предъявляются к индивидуальным инструментам, а также к их приведению в движение. Если необходимо произвести часть указанных операций или все из них как сухую обработку, то возникают дополнительные требования к конфигурации индивидуальных осей и инструментов, так как существуют специальные требования к удалению горячей стружки при сухой обработке.
Задачей настоящего изобретения является, с одной стороны, упрощение изготовления конических зубчатых колес и ускорение их изготовления, с другой стороны, без снижения приемлемого качества.
Другой задачей настоящего изобретения является создание способа и соответствующего устройства, которые предназначены для сухой обработки.
Способ в соответствии с настоящим изобретением особенно хорошо подходит для обработки ножки зуба зубчатого колеса до проведения закалки, то есть в незакаленном состоянии. Используемые инструменты выбирают соответствующим образом.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
На фиг.1 показана примерная последовательность различных операций обработки при зубонарезании конических зубчатых колес.
На фиг.2 схематично показано первое устройство, предназначенное для использования при обработке х конических зубчатых колес, в соответствии с настоящим изобретением.
На фиг.3 схематично показано второе устройство, предназначенное для использования при обработке конических зубчатых колес, в соответствии с настоящим изобретением.
Подробное описание изобретения
Термины, которые были использованы в соответствующих публикациях и патентах, использованы и в описании настоящего изобретения. Однако следует иметь в виду, что эти термины использованы только для лучшего понимания настоящего изобретения, причем идеи настоящего изобретения и объем защиты патентных прав не ограничены в их интерпретации специфическим выбором терминов. Настоящее изобретение может быть с успехом использовано и в других областях, в которых используют другую терминологию, причем от этого смысл настоящего изобретения не изменяется.
Настоящее изобретение имеет отношение к обработке конических зубчатых колес. Этот термин также включает в себя кольцевые зубчатые колеса и конические шестерни, а также конические зубчатые колеса без осевого смещения и конические зубчатые колеса с осевым смещением, то есть так называемые гипоидные колеса.
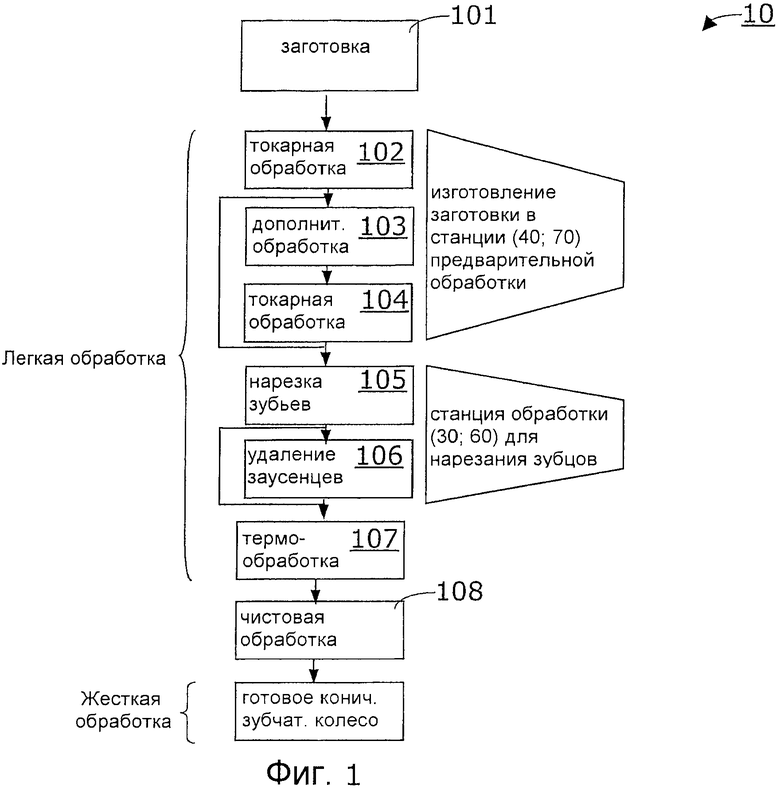
На фиг.1 показана примерная последовательность 10 различных операций обработки при зубонарезании конических зубчатых колес в соответствии с настоящим изобретением. Обработку начинают с использования заготовки (операция 101), и затем производят операции обработки заготовки. Например, (центральное) отверстие может быть получено за счет токарной обработки (операция 102). Заготовка затем может быть повернута для проведения дополнительной обработки (операция 103). После поворота может последовать новая обработка на токарном станке (операция 104). Эти операции являются факультативными и их называют в соответствии с настоящим изобретением предварительной обработкой. Другие операции или альтернативные операции также могут быть выполнены в ходе предварительной обработки. Полученную после предварительной обработки заготовку называют заготовкой зубчатого колеса. Операция 102 или операции 102-104 могут быть осуществлены на так называемой станции 40 или 70 предварительной обработки.
Затем производят так называемое зубонарезание. В соответствии с настоящим изобретением преимущественно режущий инструмент для обработки конических зубчатых колес используют для нарезания зубьев на заготовке зубчатого колеса (операция 105). Затем следует факультативная операция удаления заусенцев (операция 106). Операция 105 или операции 105-106 в соответствии с настоящим изобретением могут быть осуществлены на так называемой станции 30 или 60 обработки. Также могут быть использованы дополнительные станции обработки.
Обычно проводят операцию термообработки (операция 107) для закалки заготовки зубчатого колеса, а затем проводят операцию чистовой обработки (операция 108), после чего получают готовое коническое зубчатое колесо.
Дополнительные детали настоящего изобретения описаны далее со ссылкой на операции индивидуального способа, с использованием двух примерных вариантов, причем детали отдельных вариантов можно взаимно заменять или объединять друг с другом.
В соответствии с настоящим изобретением предлагается способ обработки конических зубчатых колес, который включает в себя следующие операции (со ссылкой на фиг.2 и 3). Заготовку К1 зажимают в первом шпинделе 42, 72 заготовки станции 40, 70 предварительной обработки. Первую обработку заготовки К1 проводят с использованием одного или нескольких инструментов 43, 73.1-73.5. Инструмент 43 или инструменты 73.1-73.5 зажимают в первом шпинделе 41, 71 станции 40, 70 предварительной обработки. Эта первая обработка заготовки предусматривает проведение одной или нескольких следующих операций обработки: сверление, обточка, фрезерование и т.д. Задачей этой первой обработки заготовки является создание заготовки К2 зубчатого колеса из заготовки К1.
Затем производят автоматическое перемещение заготовки К2 зубчатого колеса от станции 40, 70 предварительной обработки на станцию 30, 60 обработки. Заготовку К2 зубчатого колеса перемещают из первого шпинделя 42, 72 заготовки во второй шпиндель 33, 63 заготовки, который является частью станции 30, 60 обработки. Это перемещение может быть осуществлено при помощи средства, которое объединено со станцией 30, 60 обработки и/или со станцией 40, 70 предварительной обработки, как это показано на фиг.3. Однако может быть использовано и внешнее средство перемещения, как это показано на фиг.2.
Затем приступают к зубонарезанию на станции 30, 60 обработки. Зубонарезание производят следующим образом. Вторую обработку заготовки К2 зубчатого колеса производят с использованием инструмента 32, 62, который зажат во втором шпинделе 31, 61 станции 30, 60 обработки. Задачей этой второй обработки заготовки является создание зубьев на заготовке К2 зубчатого колеса. Вторая обработка заготовки преимущественно предусматривает фрезерование зубьев заготовки К2 конического зубчатого колеса с использованием фрезерной головки 32, 62.
Для того чтобы осуществлять эти операции в указанном порядке, станция 30, 60 обработки и станция 40, 70 предварительной обработки выполнены как вертикально работающие станции, причем станция 30, 60 обработки образует механический функциональный блок вместе со станцией 40, 70 предварительной обработки.
Все операции обработки преимущественно могут быть осуществлены всухую. В этом случае устройство 20, 50 может быть спроектировано и сконструировано следующим образом.
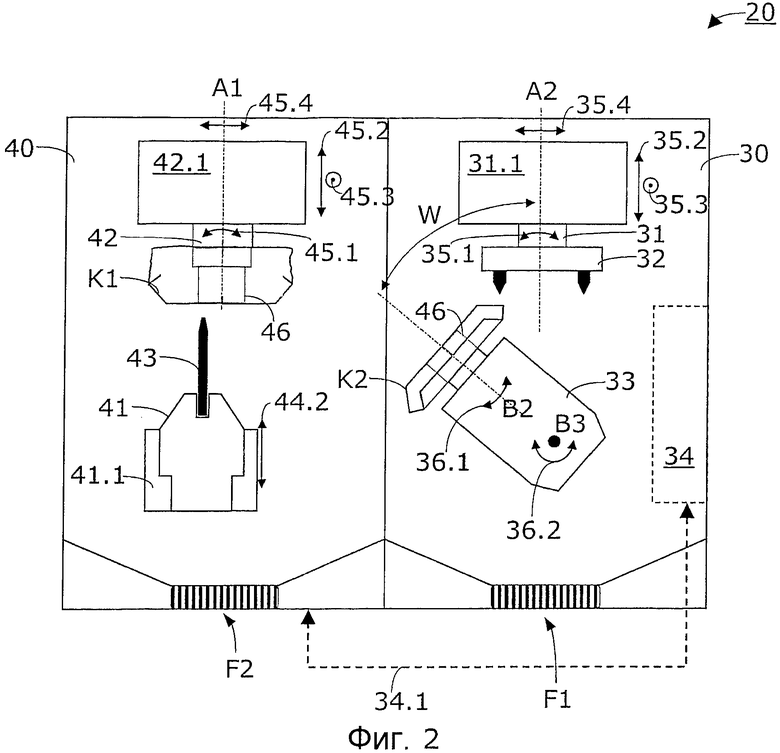
Первое устройство 20 в соответствии с настоящим изобретением показано на фиг.2. Устройство 20 особенно хорошо подходит для использования при обработке заготовок конических зубчатых колес и содержит имеющую ЧПУ управление станцию 30 обработки для зубонарезания заготовки К2 зубчатого колеса. Станция 30 обработки имеет шпиндель 31 инструмента, предназначенный для приема зуборезного инструмента 32 (такого, как сухая червячная фреза), и шпиндель 33 заготовки, предназначенный для приема заготовки К2 зубчатого колеса.
В соответствии с настоящим изобретением станция 30 обработки представляет собой вертикально работающую станцию обработки, в которой во время зубонарезания либо шпиндель 33 заготовки, имеющий заготовку К2 зубчатого колеса, расположен под шпинделем 31 инструмента, имеющим зуборезный инструмент 32, либо шпиндель 33 заготовки, имеющий заготовку К2 зубчатого колеса, расположен над шпинделем 31 инструмента, имеющим зуборезный инструмент 32. В соответствии с настоящим изобретением устройство 20 дополнительно содержит по меньшей мере одну вертикально работающую станцию 40 предварительной обработки, имеющую держатель 41 инструмента и имеющую шпиндель 42 заготовки, предназначенный для приема заготовки К1.
В соответствии с настоящим изобретением станция 30 обработки образует механический функциональный блок вместе со станцией 40 предварительной обработки, причем первую обработку заготовки К1 производят на станции 40 предварительной обработки, а затем заготовку перемещают как заготовку К2 зубчатого колеса на станцию 30 обработки после первой обработки заготовки и производят нарезание на ней зубьев. Станция 30 обработки имеет ЧПУ контроллер 34, который показан на фиг.2. Станция 30 обработки и станция 40 предварительной обработки связаны друг с другом при помощи средства управления, которое показано на фиг.2 стрелкой 34.1. Эта связь может быть осуществлена при помощи шины или кабельного соединения. Также возможно использование другого типа связи, такого как радиосвязь, для подключения ЧПУ контроллера 34 к станции 40 предварительной обработки.
Далее поясняются дополнительные детали устройства 20, показанного на фиг.2. Станция 40 предварительной обработки имеет основную ось вращения А1. Шпиндель 42 заготовки может вращаться вокруг этой оси А1, как показано двойной стрелкой 45.1. Более того, шпиндель 42 заготовки сидит на каретке 42.1 и может перемещаться в различных направлениях, как это показано стрелками 45.2, 45.3 и 45.4. Кроме того, шпиндель 41 инструмента может иметь ось вращения, если желательно вращение инструмента 43 относительно его продольной оси. В показанном варианте шпиндель 41 инструмента сидит на каретке 41.1 и может перемещаться по оси 44.2 вместе с инструментом 43. Перемещение по оси 44.2 не является абсолютно необходимым, так как инструмент 43 также может входить в зацепление с заготовкой за счет перемещения шпинделя 42 заготовки параллельно оси 45.2 в направлении инструмента 43.
Станция 30 обработки имеет основную ось А2 вращения. Шпиндель 31 может вращаться относительно этой оси А2, как это показано двойной стрелкой 35.1. Более того, шпиндель 31 установлен на каретке 31.1 и может перемещаться в различных направлениях, как это показано стрелками 35.2, 35.3 и 35.4. Кроме того, шпиндель 33 заготовки имеет ось В2 вращения и ось В3 поворота. Шпиндель 33 заготовки может вращаться относительно этой оси В2, как это показано двойной стрелкой 36.1. Кроме того, шпиндель 33 заготовки может совершать поворот относительно оси В3 поворота. В показанном примере шпиндель 33 заготовки повернут против часовой стрелки вместе с заготовкой К2 зубчатого колеса на угол W.
Расположение осей, показанное на фиг.2, является только одним из возможных расположений. Оси двух станций 30, 40 обработки могут иметь и другое расположение.. Например, шпиндель 33 заготовки может быть расположен так, что он имеет возможность перемещения параллельно оси 35.3. В этом случае нет необходимости в перемещении каретки 31.1 в этом направлении. Наличие всего 6 осей достаточно в каждом случае как для станции 40 предварительной обработки, так и для станции 30 обработки.
В показанном варианте шпиндель 33 заготовки может не иметь поступательного перемещения вместе с заготовкой К2 зубчатого колеса. Перемещение параллельно оси 35.2 не является абсолютно необходимым, так как инструмент 32 может перемещаться вперед за счет перемещения шпинделя 31 инструмента параллельно оси 35.2 в направлении заготовки К2 зубчатого колеса. Однако шпиндель 33 заготовки также может быть установлен на каретке, чтобы получить большую степень свободы.
Различные оси представляют собой оси с цифровым управлением. При этом индивидуальные перемещения могут иметь цифровое управление от ЧПУ контроллера 34. Контроллер 34 преимущественно выполнен с возможностью цифрового управления всеми осями. Важно, что последовательности индивидуальных перемещений осуществляются скоординированным образом. Эта координация осуществляется при помощи ЧПУ контроллера 34.
Устройство в соответствии с настоящим изобретением отличается от других известных устройств тем, что индивидуальные станции 30, 40 обработки имеют вертикальную конструкцию. Кроме того, положение различных имеющих цифровое управление осей может быть выбрано так, чтобы получить наибольший возможный ходовой зазор для обработки заготовок К1, К2. Приведенная ниже конфигурация индивидуальных осей является особенно предпочтительной.
Станция предварительной обработки 40: ось А1 идет параллельно продольной оси инструмента 43, причем две оси могут быть смещены друг от друга за счет осуществления относительного перемещения параллельно направлению 45.4. При этом, например, центральное отверстие 46 может быть выполнено в заготовке К1 с использованием фрезы или токарного резца 43. Шпиндель 41 инструмента, содержащий каретку 41.1, расположен ниже шпинделя 42 заготовки, содержащего каретку 42.1, причем относительное расстояние между указанными шпинделями может быть изменено за счет относительного перемещения параллельно оси 45.2. Такое изменение относительного расстояния может быть осуществлено в показанном примере за счет перемещения каретки 42.1 параллельно оси 45.2 и/или за счет перемещения каретки 41.1 параллельно оси 44.2. Преимущественно две оси, а именно ось А1 и продольная ось инструмента 43, также могут быть смещены друг от друга в глубину (перпендикулярно плоскости чертежа). Для этого каретка 42.1 может быть смещена параллельно оси 45.3.
Станция 30 обработки: ось А2 идет параллельно оси В2 (если угол W равен 0°), однако угол W, который преимущественно составляет от 0° до ±90°, также может быть введен между осями А2 и В2 за счет поворота шпинделя 33 заготовки. Шпиндель 31, содержащий каретку 31.1, расположен в показанном варианте выше шпинделя 33 заготовки, причем относительное расстояние одного шпинделя от другого может быть изменено за счет относительного перемещения параллельно оси 35.2. Такое изменение относительного расстояния может быть осуществлено в показанном примере за счет перемещения каретки 31.1 параллельно оси 35.2. Преимущественно две оси А2, В2 могут быть сдвинуты в направлении друг к другу в боковом направлении (в плоскости чертежа). Для этого каретка 31.1 может быть смещена параллельно оси 35.4. Преимущественно две оси А2, В2 также могут сдвинуты в направлении друг к другу по глубине (перпендикулярно плоскости чертежа). Для этого каретка 31.1 может быть перемещена параллельно оси 35.3.
В соответствии с первым вариантом осуществления настоящего изобретения шпиндель 33 заготовки, предназначенный для приема заготовки К2 зубчатого колеса, имеет средство зажима или средство захвата, позволяющее зажимать заготовку К2 зубчатого колеса. Вариант, в соответствии с которым средство зажима или захвата производит автоматический зажим заготовки К2 зубчатого колеса, является особенно предпочтительным.
Устройство 20 может содержать устройство подачи, которое осуществляет перемещение заготовки К2 зубчатого колеса от станции 40 предварительной обработки к станции 30 обработки. Устройство подачи может содержать, например, горизонтальный конвейер, который принимает заготовку К2 зубчатого колеса на станции 40 предварительной обработки и транспортирует ее к станции 30 обработки. Такое устройство подачи преимущественно выполнено с возможностью полностью автоматической работы, при этом шпиндель 42 заготовки освобождает заготовку К2 зубчатого колеса, например, за счет открывания зажимных губок, после чего заготовка К2 зубчатого колеса движется по ленте горизонтального конвейера. Затем средство зажима или захвата шпинделя 33 заготовки захватывает заготовку К2 зубчатого колеса в области станции 30 обработки.
Держатель 41 инструмента станции 40 предварительной обработки преимущественно может быть снабжен револьверной головкой, которая в соответствии со вторым вариантом может иметь множество инструментов (см. фиг.3). Вариант, в соответствии с которым по меньшей мере один из инструментов, установленных в револьверной головке, может иметь индивидуальный привод, является особенно предпочтительным.
Станция 40 предварительной обработки может быть использована для токарной обработки, фрезерования, сверления и т.п. Станция предварительной обработки 40 также может иметь средство для поворота (вращения) вокруг заготовки K1.
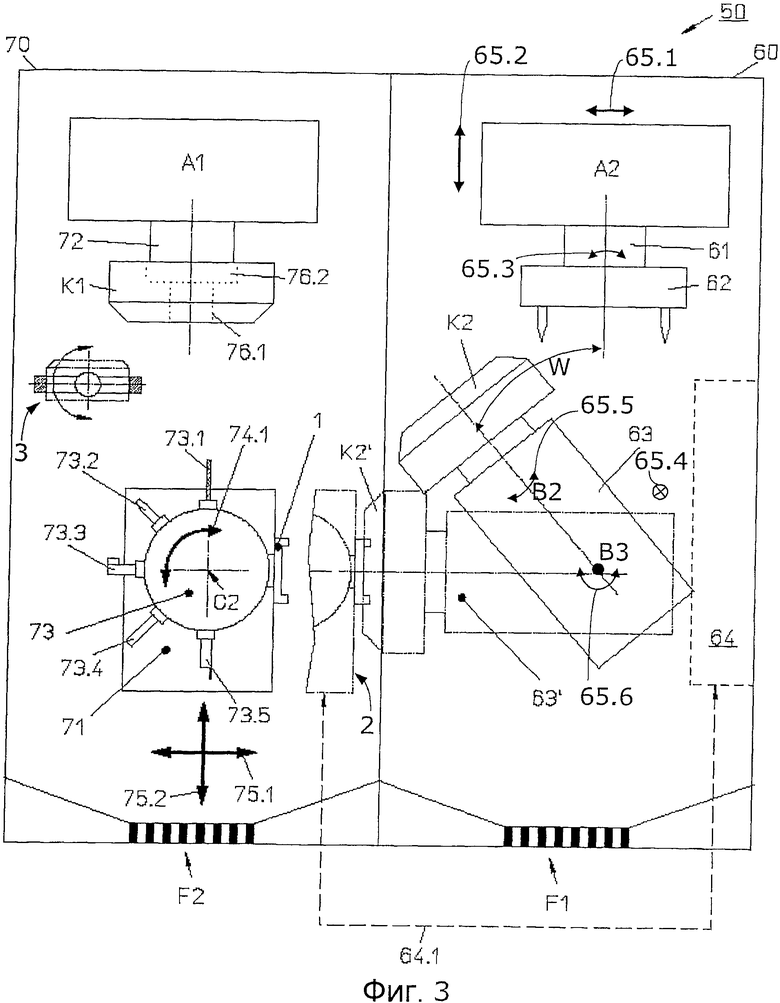
Устройство 50 в соответствии со вторым вариантом настоящего изобретения показано на фиг.3. Устройство 50 специально предназначено для использования при обработке заготовок конических зубчатых колес и содержит имеющую ЧПУ управление станцию 60 обработки, предназначенную для зубонарезания заготовки К2 зубчатого колеса. Станция 60 обработки имеет шпиндель 61 инструмента, предназначенный для приема зуборезного инструмента 62, и шпиндель 63 заготовки, предназначенный для приема заготовки К2 зубчатого колеса.
В соответствии с настоящим изобретением станция 60 обработки представляет собой вертикально работающую станцию обработки, в которой шпиндель 63 заготовки, имеющий заготовку К2 зубчатого колеса, расположен во время зубонарезания ниже шпинделя 61 инструмента, имеющего зуборезный инструмент 62. Шпиндель 61 инструмента, имеющий зуборезный инструмент 62, однако также может быть расположен ниже шпинделя 63 заготовки, имеющего заготовку К2 зубчатого колеса. В соответствии с настоящим изобретением устройство 50 дополнительно содержит по меньшей мере одну вертикально работающую станцию 70 предварительной обработки, имеющую держатель 71 инструмента и имеющую шпиндель 72 заготовки, предназначенный для приема заготовки К1.
В соответствии с настоящим изобретением станция 60 обработки совместно со станцией 70 предварительной обработки образуют механический функциональный блок, в котором заготовка К1 проходит первую обработку на станции 70 предварительной обработки, а затем перемещается как заготовка К2 зубчатого колеса на станцию 60 обработки после первой обработки заготовки и в ней нарезают зубья. Станция 60 обработки имеет ЧПУ контроллер 64, который показан на фиг.3. Станция 60 обработки и станция 70 предварительной обработки связаны друг с другом при помощи средства управления, как это показано на фиг.3 стрелкой 64.1. Эта связь реализована идентично или аналогично связи, описанной со ссылкой на фиг.2.
Далее поясняются дополнительные детали устройства 50, показанного на фиг.3. Станция 70 предварительной обработки имеет основную ось вращения А1. Шпиндель 72 заготовки может вращаться относительно этой оси А1. Кроме того, держатель 73 инструмента имеет ось С2 поворота, которая идет перпендикулярно к плоскости чертежа. Держатель 73 инструмента может вращаться относительно этой оси С2, как это показано двойной стрелкой 74.1. В показанном варианте держатель 73 инструмента установлен на каретке 71 и может совершать перемещение вместе с инструментами 73.1-73.5 параллельно осям 75.1 и 75.2. Возможность отдельного перемещения шпинделя 72 заготовки параллельно осям 75.1 и 75.2 не является абсолютно необходимой, однако она может быть предусмотрена в альтернативном варианте (см. фиг.2, например).
Далее описаны дополнительные специальные характеристики устройства 50. Эти характеристики также могут быть использованы в устройстве 20, показанном на фиг.2.
Устройство 50 имеет встроенное устройство подачи, которое производит перемещение заготовки К2 зубчатого колеса от станции 70 предварительной обработки на станцию 60 обработки. Держатель 73 инструмента имеет специальные зажимные губки в области, обозначенной позицией 1. После окончания обработки заготовки К1 на станции 70 предварительной обработки, ее перемещают на станцию 60 обработки. Заготовку К1 после предварительной обработки называют здесь заготовкой К2 зубчатого колеса, чтобы отличить ее от необработанной заготовки К1. В первой операции держатель 73 инструмента перемещают при помощи каретки 71 параллельно оси 75.2 в направлении заготовки К2 зубчатого колеса (то есть уменьшают относительное расстояние между инструментом и заготовкой), которая в этот момент все еще зажата в шпинделе 72 заготовки. Для осуществления съема и перемещения заготовку К2 зубчатого колеса захватывают при помощи губок зажима или захвата, обозначенных позицией 1, при этом губки зажима или захвата входят в (центральное) отверстие 76.1 заготовки К2 зубчатого колеса. Ранее этого момента губки зажима или захвата перемещают из "положения 3 часа" (на фиг.3) в "положение 12 часов". После захвата заготовки К2 зубчатого колеса при помощи губок зажима или захвата заготовку К2 зубчатого колеса освобождают из шпинделя 72 заготовки. Держатель 73 инструмента теперь совершает поворот (преимущественно по часовой стрелке) из "положения 12 часов" в "положение 3 часа", показанное на фиг.3, и каретка 71 движется, насколько это необходимо, в направлении шпинделя 63 заготовки. Это положение держателя 73 инструмента схематично показано на фиг.3 позицией 2.
В следующей операции шпиндель 63 заготовки совершает поворот в "положение 9 часов". Показанный вариант является предпочтительным, так как в нем не используют перемещение шпинделя 63 заготовки параллельно оси 75.1, а соответствующее перемещение производят за счет смещения каретки 71 вправо и влево параллельно оси 75.1.
Губки зажима или захвата шпинделя 63 заготовки теперь входят с заднего конца в (центральное) отверстие 76.2 заготовки К2 зубчатого колеса. В этом положении перемещения заготовка колеса названа заготовкой К2', а шпиндель заготовки назван шпинделем 63'. После закрывания губок зажима или захвата шпинделя 63' заготовки заготовка К2' зубчатого колеса освобождается при помощи губок 1 зажима или захвата шпинделя 73. Шпиндель 63 заготовки теперь может быть повернут назад из положения перемещения в положение обработки (например, на угол 90° - W) и может начинаться обработка с использованием зуборезного инструмента 62.
Возможно устройство 50 может иметь средство для переворота заготовки К1. Это средство схематично показано на фиг.3 как средство 3. Для того чтобы не перегружать общее построение, показанное на фиг.3, средство 3 вместе с зажатой в нем заготовкой К1 показано отдельно в меньшем масштабе. Двойной стрелкой показано, что заготовка К1 может быть перевернута при помощи средства 3. Важно отметить, что средство 3 расположено и выполнено так, что позволяет переворачивать заготовку К1 совместно со шпинделем 72 заготовки (при взаимодействии с ним).
Станция 60 обработки может, например, иметь следующие 6 осей: ось поворота (А2) 65.3, две линейные оси 65.1 и 65.2, а также ось (В2) 65.5 поворота заготовки, ось (В3) 65.6 разворота и линейную ось 65.4 (перпендикулярно к плоскости чертежа). Следует иметь в виду, что в составе 6 осей могут быть использованы и другие желательные оси.
В показанном варианте держатель 73 инструмента содержит множество индивидуальных держателей инструмента. Пять индивидуальных держателей инструмента снабжены инструментами 73.1-73.5 в показанном примере. Держатель 73 инструмента преимущественно выполнен так, что по меньшей мере один из индивидуальных держателей инструмента снабжен шпиндельной головкой, что позволяет соответствующему инструменту иметь индивидуальный привод. Инструментами 73.1 могут быть, например, сверлильные или фрезерные головки, которые могут быть приведены во вращение вокруг своей продольной оси. Инструментами 73.2 и 73.3 также могут быть, например, фрезерные головки или токарные резцы, которые постоянно зажаты в держателе 73 инструмента. Инструментами 73.3 и 73.5 могут быть, например, головки для удаления заусенцев.
Оба варианта могут быть модифицированы и соответствующим образом приспособлены к параметрам каркаса.
Так, например, устройство 20 или 50 также может быть использовано для удаления заусенцев. Возможны два различных подхода. Удаление заусенцев можно производить после предварительной обработки, например после операции 104 на фиг.1. В этом случае удаление заусенцев производят на станции предварительной обработки 70. Удаление заусенцев можно также производить после фрезерования зубьев конического зубчатого колеса, например после операции 106. В последнем случае шпиндель 63 заготовки вращают против часовой стрелки вокруг оси В3, чтобы произвести обработку заготовки К2 зубчатого колеса с использованием инструмента для удаления заусенцев, находящегося в держателе 73 инструмента. В этом случае удаление заусенцев производят за счет взаимодействия станции 70 предварительной обработки и станции 60 обработки.
Устройство на станции обработки преимущественно содержит ЧПУ контроллер, позволяющий станции обработки работать автономно или как функциональный блок совместно со станцией предварительной обработки, что является особенно предпочтительным. Это позволяет станции обработки работать одной и при необходимости расширяться за счет добавления станции предварительной обработки и/или других дополнительных станций. Преимущество такого решения заключается в том, что используют только один ЧПУ контроллер, который установлен на станции обработки или который предназначен для работы со станцией обработки, при этом станция предварительной обработки может быть внедрена более рентабельно. Эта рентабельность в первую очередь достигается за счет того, что станция предварительной обработки не требует использования своего собственного ЧПУ контроллера. Кроме того, в этом случае связь между двумя станциями становится намного проще и упрощается координация последовательностей индивидуальных перемещений.
Для обеспечения совместного функционирования станции обработки и станции предварительной обработки, как это предусмотрено в соответствии с настоящим изобретением, станция предварительной обработки соединена механически со станцией обработки и подключена к ней при помощи средства управления, с использованием добавочных соединений. За счет управления при помощи ЧПУ контроллера станции обработки можно осуществлять цифровое управление осями станции предварительной обработки и координировать последовательность индивидуальных перемещений. Точное перемещение от станции предварительной обработки к станции обработки с использованием горизонтального конвейера или объединенного устройства подачи, показанного на фиг.3, становится возможным за счет механического соединения двух станций. Устройства F1, F2 сбора стружки также могут быть объединены друг с другом за счет механического соединения двух станций, что позволяет удалять стружку быстро и без проблем в заднюю часть устройств.
Станция предварительной обработки преимущественно содержит свои собственные средства привода, которыми управляет ЧПУ контроллер, так что станция предварительной обработки и станция обработки могут работать синхронно. Это позволяет производить по меньшей мере частично синхронную обработку заготовки К1 на станции предварительной обработки и зубонарезание заготовки К2 зубчатого колеса на станции обработки.
Вариант, в соответствии с которым станция обработки предназначена для сухого фрезерования конических зубчатых колес, является особенно предпочтительным.
В соответствии с настоящим изобретением инструменты, изготовленные из быстрорежущей стали, твердого сплава, керамики или кермета (комбинации металла и керамики), каждый из которых имеет соответствующее покрытие из твердого сплава, используют для обработки зубьев конических зубчатых колес.
Преимуществом настоящего изобретения является то, что несколько заготовок могут всегда проходить обработку на станке. Поэтому при разумной цене может быть создана более или менее компактная технологическая линия, которая может быть установлена на очень малом пространстве.
Такая компактная технологическая линия имеет более высокую производительность, чем указанные известные ранее станки, например, по сравнению с решением по ЕР 0832716 B1.
Устройство имеет управляемую при помощи ЧПУ станцию обработки, предназначенную для зубонарезания заготовки зубчатого колеса и имеющую шпиндель инструмента и шпиндель заготовки. Для упрощения обработки и повышения ее производительности устройство снабжено по меньшей мере одной вертикально работающей станцией предварительной обработки, имеющей держатель инструмента и шпиндель заготовки. При этом станция обработки выполнена вертикальной. Во время зубонарезания шпиндель заготовки и заготовка зубчатого колеса расположены ниже или выше шпинделя инструмента, имеющего зуборезный инструмент. Станция обработки образует механический функциональный блок вместе со станцией предварительной обработки. При этом устройство выполнено с возможностью перемещения заготовки, прошедшей первую обработку на станции предварительной обработки к станции обработки для изготовления зубчатого колеса. При этом станция обработки и станция предварительной обработки связаны друг с другом при помощи средства управления. Способ обработки заключается в использовании устройства с достижением того же технического результата. 2 н. и 17 з.п. ф-лы, 3 ил.
1. Устройство (20; 50) для обработки конических зубчатых колес, имеющее управляемую при помощи ЧПУ станцию (30; 60) обработки, предназначенную для зубонарезания заготовки (К2) зубчатого колеса, причем станция (30; 60) обработки имеет шпиндель (31; 61) инструмента, предназначенный для приема зуборезного инструмента (32; 62) и шпиндель (33, 63) заготовки, предназначенный для приема заготовки (К2) зубчатого колеса, отличающееся тем, что оно снабжено по меньшей мере одной вертикально работающей станцией (40; 70) предварительной обработки, имеющей держатель (41; 71) инструмента и шпиндель (42; 72) заготовки, предназначенный для приема заготовки (К1), при этом станция обработки (30; 60) выполнена в виде вертикально работающей станции (30; 60) обработки, в которой во время зубонарезания шпиндель (33; 63) заготовки, имеющий заготовку (К2) зубчатого колеса, расположен ниже или выше шпинделя (31; 61) инструмента, имеющего зуборезный инструмент (32; 62), причем станция (30; 60) обработки образует механический функциональный блок вместе со станцией (40; 70) предварительной обработки, при этом устройство выполнено с возможностью перемещения заготовки (К1), прошедшей первую обработку на станции (40; 70) предварительной обработки к станции обработки (30; 60) для изготовления зубчатого колеса, при этом станция (30; 60) обработки и станция (40; 70) предварительной обработки связаны друг с другом при помощи средства управления.
2. Устройство по п.1, отличающееся тем, что станция (30; 60) обработки содержит ЧПУ контроллер (34; 64), причем станция (30; 60) обработки работает автономно или как функциональный блок совместно со станцией (40; 70) предварительной обработки.
3. Устройство по п.2, отличающееся тем, что станция (30; 60) обработки и станция (40; 70) предварительной обработки содержат индивидуальные приводы, которые все имеют управление от ЧПУ контроллера (34; 64) для осуществления по меньшей мере частично синхронно первой обработки заготовки (К1) и зубонарезания заготовки (К2) зубчатого колеса.
4. Устройство по п.2, отличающееся тем, что станция (40; 70) предварительной обработки подключена к станции (30; 60) обработки, с использованием дополнительного средства соединения, механически и при помощи средства управления для управления обработкой заготовки при помощи ЧПУ контроллера (34; 54) станции обработки (30; 60).
5. Устройство по п.1, отличающееся тем, что оно содержит устройство подачи, которое осуществляет автоматическое перемещение заготовки (К2) зубчатого колеса от станции (40; 70) предварительной обработки к станции (30; 60) обработки.
6. Устройство по п.1, отличающееся тем, что в вертикально работающей станции (40; 70) предварительной обработки держатель (41; 71) инструмента расположен ниже шпинделя (42; 72) заготовки, имеющего заготовку (К1).
7. Устройство по п.1, отличающееся тем, что держатель (41; 71) инструмента станции (40; 70) предварительной обработки снабжен фрезерным инструментом (43, 73.1) или содержит патрон для токарного резца (73.2) и снабжен токарным резцом (73.2) для обработки заготовки (К1), введенной в шпиндель (42; 72) заготовки станции (40; 70) предварительной обработки.
8. Устройство по п.1, отличающееся тем, что держатель инструмента станции (70) предварительной обработки содержит держатель (73) инструмента, имеющий поворотную шпиндельную головку, позволяющую осуществлять привод соответствующего инструмента (73.1) индивидуально.
9. Устройство по п.1, отличающееся тем, что ниже станции (30; 60) обработки и ниже станции (40; 70) предварительной обработки предусмотрено устройство (Fl, F2) сбора стружки, преимущественно с возможностью удаления стружки в заднюю часть каждого из устройств (Fl, F2).
10. Устройство по п.1, отличающееся тем, что станция (30; 60) обработки выполнена в виде станка для фрезерования конических зубчатых колес, который специально предназначен для сухого фрезерования.
11. Устройство по п.10, отличающееся тем, что оно содержит дополнительную станцию последующей обработки, которая предназначена для удаления заусенцев с заготовки (К2) зубчатого колеса.
12. Устройство (20; 50) по п.11, отличающееся тем, что держатель (41; 71) инструмента содержит инструмент для удаления заусенцев после токарной обработки или для удаления заусенцев после фрезерования.
13. Устройство (20; 50) по п.1, отличающееся тем, что как станция (40; 70) предварительной обработки, так и станция (30; 60) обработки имеет шесть осей с управлением которыми при помощи ЧПУ контроллера (34; 64).
14. Способ обработки конических зубчатых колес, включающий (а) зажим заготовки (К1) в первом шпинделе (42; 72) заготовки станции (40; 70) предварительной обработки, осуществление первой обработки заготовки (К1) с использованием инструмента (43; 73.1-73.5), который зажат в первом шпинделе (41; 73) станции (40; 70) предварительной обработки, чтобы получить заготовку (К2) зубчатого колеса из заготовки (К1), автоматическое перемещение заготовки (К2) зубчатого колеса от станции предварительной обработки (40; 70) к станции обработки (30; 60), причем заготовку (К2) зубчатого колеса перемещают от первого шпинделя (42; 72) заготовки ко второму шпинделю (33; 63) заготовки станции (30; 60) обработки, проведение второй обработки заготовки (К2) зубчатого колеса с использованием инструмента (32; 62), который зажат во втором шпинделе (31; 61) станции (30; 60) обработки, чтобы получить зубья на заготовке (К2) зубчатого колеса, причем станцию (30; 60) обработки и станцию (40; 70) предварительной обработки выполняют в виде вертикально работающих станций, при этом станция (30; 60) обработки образует механический функциональный блок совместно со станцией (40; 70) предварительной обработки.
15. Способ по п.14, отличающийся тем, что станцию (30; 60) обработки и станцию (40; 70) предварительной обработки связывают друг с другом при помощи средства управления, преимущественно при помощи шины (34.1; 64.1).
16. Способ по п.14, отличающийся тем, что во время первой обработки заготовки (К1) осуществляют по меньшей мере частично синхронно вторую обработку заготовки (К2) зубчатого колеса.
17. Способ по п.14, отличающийся тем, что используют объединенное устройство подачи во время автоматического перемещения заготовки (К2) зубчатого колеса от станции (70) предварительной обработки к станции (60) обработки, при этом осуществляют прием заготовки (К2) зубчатого колеса при помощи средства (1) зажима или захвата, которое предусмотрено в первом держателе (73) инструмента, вращают первый держатель (73) инструмента вместе с заготовкой (К2) зубчатого колеса вокруг оси (С2), перемещают заготовку (К2) зубчатого колеса от средства (1) зажима или захвата, которое предусмотрено в первом держателе инструмента (73), к средству зажима или захвата, которое предусмотрено во втором шпинделе (63) заготовки, вращают второй шпиндель (63) заготовки вместе с заготовкой (К2) зубчатого колеса вокруг оси, чтобы привести заготовку (К2) зубчатого колеса в положение обработки.
18. Способ по п.14, отличающийся тем, что вторая обработка заготовки предусматривает фрезерование, преимущественно сухое фрезерование, с использованием фрезерной головки (32; 62).
19. Способ по п.17, отличающийся тем, что во время автоматического перемещения заготовки (К2) зубчатого колеса перемещения осуществляют при помощи ЧПУ контроллера (34; 64) вдоль и/или вокруг четырех осей (65.6, 74.1, 75.1, 75.2).
| Способ нарезания конических колес на станках с ЧПУ | 1989 |
|
SU1720815A1 |
| Зубообрабатывающий станок для конических колес с круговыми зубьями | 1972 |
|
SU468718A1 |
| Станок для обработки конических колес с круговыми зубьями | 1974 |
|
SU496120A1 |
| Приспособление к зубообрабатывающему станку для нарезания модифицированных конических зубчатых колес | 1988 |
|
SU1562072A1 |
| DE 19918289 A, 26.10.2000. | |||

