Предлагаемое изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических заводов при изготовлении полых деталей.
Известен способ горячей объемной штамповки на вертикальном прессе деталей типа стаканов или чаш концентричным угловым прессованием, включающий выдавливание подготовленной заготовки через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступенью сквозного ступенчатого отверстия контейнера, при этом приводной пуансон и упомянутую заготовку размещают внутри ступени меньшего диаметра, а дорн - в зоне ступени большего диаметра упомянутого отверстия (пат. США №3263468, кл.72-267, опубл. 1966).
Недостатком известного способа являются ограниченные технологические возможности штамповки на вертикальном прессе, так как диапазон размеров по высоте получаемых стаканов недостаточно велик. Это особенно важно при необходимости изготовления стаканов - полуфабрикатов длинномерных трубных изделий.
Известен способ объемного выдавливания деталей типа стакана концентричным угловым прессованием на горизонтальном экструзионном гидравлическом прессе, включающий экструдирование детали из цилиндрической исходной заготовки через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступени сквозного ступенчатого отверстия контейнера, при этом исходную заготовку и приводной штемпель размещают в отверстии меньшего диаметра контейнера, а дорн - в ступени большего диаметра упомянутого отверстия (пат. США №4104903, Кл. B21C 23/08, опубл. 1978 - прототип).
Недостатком существующего способа являются невысокие механические свойства материала получаемых стаканов из-за недостаточно рациональной структуры при деформировании, что препятствует получению необходимых прочностных характеристик деталей в условиях их циклического нагружения при эксплуатации в экстремальных условиях.
Предлагаемый способ объемного выдавливания концентричным угловым прессованием на горизонтальном экструзионном гидравлическом прессе включает экструдирование стакана из цилиндрической исходной заготовки через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступенью сквозного ступенчатого отверстия контейнера, при этом исходную заготовку и приводной штемпель размещают в отверстии меньшего диаметра контейнера, а дорн - в зоне ступени большего диаметра упомянутого отверстия. Причем выдавливание ведут в три стадии, на первой из которых у торца исходной заготовки формируют утолщение ее осадкой приводным штемпелем на дорне с образованием в зоне этой заготовки, примыкающей к дорну, ступени большего диаметра, на второй стадии из заготовки с утолщением у торца формируют на дорне галету перемещением приволного штемпеля с одновременным приложением к формируемой галете в зоне ее большего диаметра через контейнер осевого усилия в том же направлении, что и перемещение приводного штемпеля. При этом габаритные диаметральные размеры формируемой галеты ограничивают поверхностью большей ступени отверстия контейнера. На третьей стадии экструдируют стенку стакана из сформированной галеты совместным перемещением приводного штемпеля и контейнера. Размеры исходной заготовки перед выдавливанием, сформированной галеты и готового стакана связаны определенной зависимостью.
Предлагаемый способ отличается от прототипа тем, что выдавливание ведут в три стадии, на первой из которых у торца исходной заготовки формируют утолщение ее осадкой приводным штемпелем на дорне с образованием в зоне этой заготовки, примыкающей к дорну, ступени большего диаметра, на второй стадии из заготовки утолщением у торца формируют на дорне галету перемещением приволного штемпеля с одновременным приложением к формируемой галете в зоне ее большего диаметра через контейнер осевого усилия в том же направлении, что и перемещение приводного штемпеля, при этом габаритные диаметральные размеры формируемой галеты ограничивают поверхностью большей ступени отверстия контейнера, а на третьей стадии экструдируют стенку стакана из сформированной галеты совместным перемещением приводного штемпеля и контейнера, причем размеры исходной заготовки перед выдавливанием, сформированной галеты и готового стакана связаны следующей зависимостью:
0,12≤H(D2 нар-D2 вн)/hD2 заг≤9,1, где
H и Dзаг - соответственно, высота и диаметр исходной заготовки;
h - высота сформированной галеты;
Dнар и Dвн - соответственно, наружный и внутренний диаметр готового стакана.
Предлагаемое изобретение поясняется чертежами, где показаны стадии концентричного углового прессования.
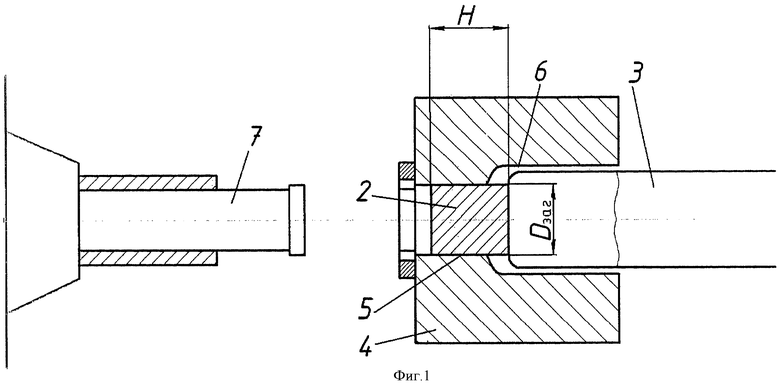
На фиг.1 - исходное положение перед началом выдавливания;
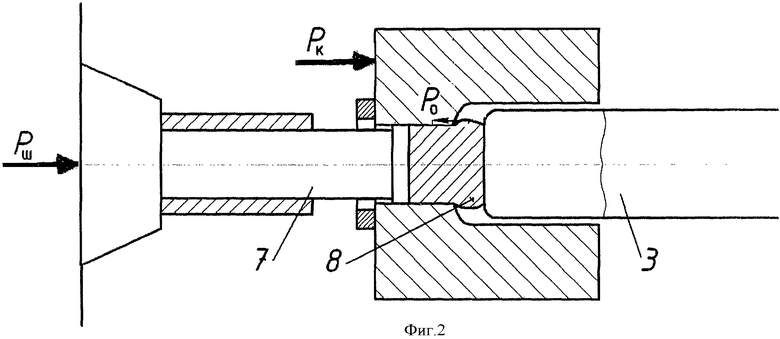
На фиг.2 - первая стадия выдавливания;
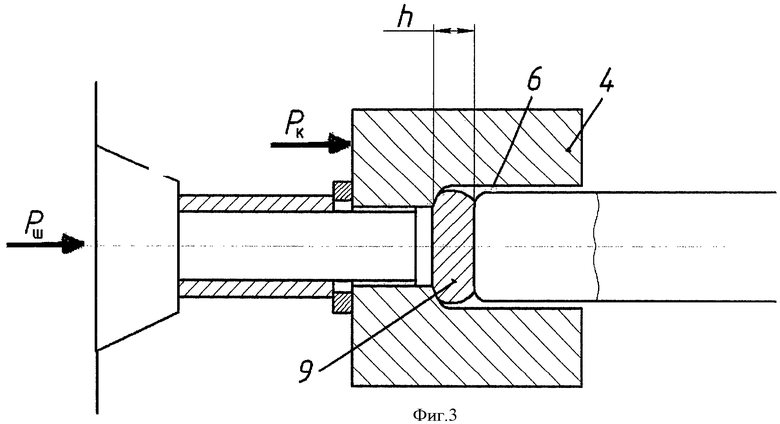
На фиг.3 - вторая стадия выдавливания;
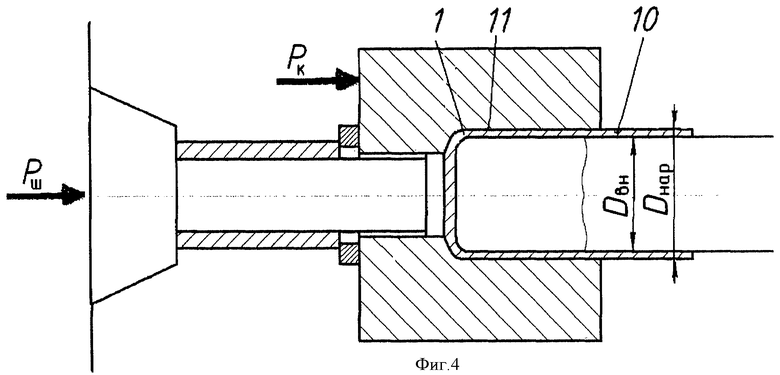
На фиг.4 - третья стадия выдавливания.
Примеры:
1. Изготавливали стакан 1 (фиг.4) наружным диаметром Dнар=460 мм, внутренним диаметром Dвн=380 мм из сплава системы Al-Li (1420). Исходная, подготовленная заготовка с размерами: высота H=200 мм и диаметр Dзаг=340 мм, нагревалась и помещалась в экспериментальную оснастку (фиг.1), содержащую закрепленный на неподвижной поперечине горизонтального гидравлического пресса (не показан) дорн 3, а также смонтированный на одной из приводных поперечин (не показана) пресса с возможностью перемещения в осевом направлении контейнер 4. Исходная цилиндрическая заготовка размещалась в ступени 5 (меньшей) ступенчатого отверстия контейнера 4, а дорн 3 - в зоне ступени 6 (большей) этого отверстия. Приводной штемпель 7 смонтирован в упомянутой ступени 5 отверстия контейнера 4 на другой подвижной поперечине (не показана) у торца заготовки, противолежащего ее торцу, обращенному к дорну 3. К контейнеру 4 прикладывается в осевом направлении усилие Pк, прижимающее его в направлении поперечины, на которой закреплен дорн 3. При приложении к штемпелю 7 усилия Pш материал заготовки 2 осаживается на дорне 3 с образованием у торца заготовки 2 в ее зоне, прилегающей к дорну 3 утолщения 8 - первая стадия выдавливания. Образование утолщения 8 заготовки 2 приводит к появлению усилия Pо, воздействующего на контейнер 4 в направлении, противоположном усилию Pк. Это вторая стадия выдавливания (фиг.2). Когда величина усилия Pо превышает величину усилия Pк, контейнер «всплывает» и начавшееся его перемещение в сторону действия усилия Pо теперь зависит от разности Pо - Pк. При этом в утолщении 8 заготовки 2 обеспечиваются условия всестороннего сжатия, что позволяет интенсифицировать пластическое деформирование. На этой стадии завершается формирование приводным штемпелем 7 на дорне 3 галеты 9 (фиг.3) при одновременном приложении к зоне больших диаметральных размеров формируемой галеты через контейнер осевого усилия (Pк+Pш) в том же направлении, что и перемещение приводного штемпеля 7. Толщина галеты h равна 109 мм. При этом габаритные диаметральные размеры галеты 9 ограничивают внутренней поверхностью ступени 6 контейнера 4. На третьей стадии штамповки экструдировали из галеты 9 стенку 10 стакана 1 через осесимметричный ручей 11, образованный поверхностями неподвижного дорна 3 и большей ступени 6 отверстия контейнера 4, совместным перемещением штемпеля 7 и контейнера 4.
При этом H(D2 нар-D2 вн)/hD2 заг=1,066
Конструкцией экспериментальной оснастки обеспечивалась возможность (не показана) извлечения готового стакана. 2. Изготавливалась аналогичная деталь (стакан 1) с размерами
Dнар=420 мм;
Dвн=370 мм;
из заготовки Al - сплава с размерами
Dзаг=340 мм;
H=220 мм;
Толщина галеты
h=144 мм.
При этом H(D2 нар-D2 вн)/hD2 заг≈0,52.
Таким образом предлагаемый способ позволяет повысить качество получаемых деталей типа стакана за счет интенсификации пластической деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНЦЕНТРИЧНОГО УГЛОВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ | 2010 |
|
RU2437738C2 |
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА ЧАШ И СТАКАНОВ | 2009 |
|
RU2391174C1 |
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ | 2008 |
|
RU2371276C1 |
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА СТАКАНОВ И ЧАШ | 2009 |
|
RU2402401C1 |
| СПОСОБ КОНЦЕНТРИЧНОГО УГЛОВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ ИЛИ ЧАШ | 2010 |
|
RU2443498C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2011 |
|
RU2532678C2 |
| ШТАМП ДЛЯ КОНЦЕНТРИЧНОГО УГЛОВОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ ИЛИ ЧАШ | 2010 |
|
RU2456113C2 |
| СПОСОБ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ СТАКАНА | 2008 |
|
RU2389582C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДОВЫХ ЛОПАТОК | 2008 |
|
RU2375135C1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1998 |
|
RU2146177C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в кузнечных цехах металлургических и машиностроительных заводов при изготовлении полых деталей. Из цилиндрической исходной заготовки экструдированием в три стадии получают стакан. Экструдирование производят через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступенью сквозного ступенчатого отверстия контейнера. На первой стадии у торца исходной заготовки формируют утолщение. Для этого осуществляют осадку заготовки приводным штемпелем на дорне. На второй стадии из заготовки с утолщением у торца формируют на дорне галету. Для этого перемещают приводной штемпель и одновременно прикладывают к галете через контейнер осевое усилие. При этом габаритные диаметральные размеры галеты ограничивают поверхностью большей ступени отверстия контейнера. На третьей стадии экструдируют стенку стакана совместным перемещением приводного штемпеля и контейнера. Размеры исходной заготовки перед выдавливанием, сформированной галеты и готового стакана связаны приведенной зависимостью. В результате обеспечивается повышение качества полученных изделий. 4 ил., 2 пр.
Способ объемного выдавливания деталей типа стакан концентричным угловым прессованием на горизонтальном экструзионном гидравлическом прессе, включающий экструдирование стакана из цилиндрической исходной заготовки через осесимметричный ручей, образованный поверхностями неподвижного дорна и большей ступенью сквозного ступенчатого отверстия контейнера, при этом исходную заготовку и приводной штемпель размещают в отверстии меньшего диаметра контейнера, а дорн - в зоне ступени большего диаметра упомянутого отверстия, отличающийся тем, что выдавливание ведут в три стадии, на первой из которых у торца исходной заготовки формируют утолщение ее осадкой приводным штемпелем на дорне с образованием в зоне этой заготовки, примыкающей к дорну, ступени большего диаметра, на второй стадии из заготовки с утолщением: у торца формируют на дорне галету перемещением приводного штемпеля с одновременным приложением к формируемой галете в зоне ее большего диаметра через контейнер осевого усилия в том же направлении, что и перемещение приводного штемпеля, при этом габаритные диаметральные размеры формируемой галеты ограничивают поверхностью большей ступени отверстия контейнера, а на третьей стадии экструдируют стенку стакана из сформированной галеты совместным перемещением приводного штемпеля и контейнера, причем размеры исходной заготовки перед выдавливанием сформированной галеты и готового стакана связаны следующей зависимостью:
0,12≤H(D2 нap-D2 вн)/hD2 зaг≤9,1,
где Н и Dзаг - соответственно, высота и диаметр исходной заготовки;
h - высота сформированной галеты;
Dнар и Ввн - соответственно, наружный и внутренний диаметр готового стакана.
| US 4104903 А, 08.08.1978 | |||
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ | 2008 |
|
RU2371276C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ОСЕСИММЕТРИЧНОЙ ЧАШИ | 2007 |
|
RU2339483C1 |
| Способ изготовления полых деталей | 1980 |
|
SU902963A1 |
| Способ изготовления деталей типа станков с фланцами | 1974 |
|
SU504604A1 |
| US 3263468 A, 02.08.1966 | |||
| US 5694687 A, 09.12.1997. | |||

