Настоящее изобретение относится к безнатяжной правильной машине, предназначенной для выравнивания металлической полосы, и к способу правки, при осуществлении которого используется упомянутая правильная машина.
Металлическая полоса или металлический лист подвергается различным операциям, таким как горячая прокатка и холодная прокатка, которые предназначены для придания полосе или листу одинаковых размеров по всей ее или его длине. Таким образом, прокатанная металлическая полоса - теоретически - имеет постоянную толщину и постоянную ширину в любой точке.
Однако операция прокатки недостаточна для получения бездефектной полосы. Это происходит потому, что она проявляет неразвивающиеся дефекты плоскостности, такие как волнистость на краях и в центре, и/или развивающиеся дефекты, такие как загиб кромок и утолщение посредине полосы, то есть кривизну либо вдоль длины, либо вдоль ширины полосы соответственно.
Эти дефекты плоскостности можно исправить путем правки полосы в многовалковой правильной машине. Такая правильная машина состоит из двух накладываемых друг на друга кассет, каждая из которых поддерживает несколько валков с механическим приводом, имеющих постоянный диаметр, смещенных относительно друг друга и расположенных в чередующемся порядке над и под траекторией полосы. С точки зрения количества валков, диаметра валков, межцентрового расстояния и наладки, конфигурация правильной машины этого типа обеспечивает достижение удовлетворительной правки полосы, толщина которой находится в пределах определенного диапазона.
В обычной правильной машине межцентровые расстояния валков постоянны и заданы таким образом, что отношение диаметра валков к межцентровому расстоянию находится между примерно 0,90 и примерно 0,95. Однако в правильной машине этого типа усилия и моменты правки велики. Чтобы уменьшить их, фирмы-изготовители разработали правильные машины, в которых все межцентровые расстояния увеличены таким образом, что отношение диаметра валков к межцентровому расстоянию составляет примерно 0,70-0,80. Вместе с тем это отношение больше не обеспечивает исправление неразвивающихся дефектов, связанных с толщиной полосы, в частности в более тонкой полосе, на всем протяжении правильной машины.
Фирмы-изготовители также предложили убрать некоторые из валков, например, уменьшая их количество от девяти валков до пяти. Однако при использовании уменьшенного количества валков резко изменяется степень пластической деформации в пределах правильной машины и становится трудно удержать развивающиеся дефекты под контролем.
Поэтому задача настоящего изобретения состоит в том, чтобы предложить правильную машину, в которой усилия и моменты правки уменьшены по сравнению с усилиями и моментами правки в обычной правильной машине, и при этом сохраняется возможность надлежащего исправления дефектов плоскостности на всем протяжении правильной машины, а также упрощается сохранение контроля над загибом кромок и утолщением посредине полосы.
Для достижения этой цели объектом изобретения является безнатяжная правильная машина, предназначенная для правки металлической полосы, с входом и выходом, содержащая n+1 валков k с механическим приводом, с двумя накладываемыми друг на друга кассетами, каждая из которых поддерживает, по меньшей мере, n/2 валков k, имеющих постоянный радиус R, смещенных относительно друг друга и расположенных в чередующемся порядке над и под траекторией полосы, причем ось каждого из валков k одной кассеты отделена от оси ближайшего соседнего валка k другой кассеты межцентровым расстоянием Ek, причем указанная безнатяжная правильная машина снабжена средством для регулирования межцентровых расстояний Ek и выполнена из условия:
R/Ek=R/E1 - для первых пяти валков от входа правильной машины - при k от 2 до 4,
R/Ek=R/En и R/En<R/E1 - для последних пяти валков от входа правильной машины - при k от n-3 до n, R/En≤R/Ek≤R/E1 и R/Ek=R/Ek - между пятым валком и (n-1)-м валком от входа правильной машины - при k от 5 до n-1, где Е1 - межцентровое расстояние между первым и вторым валками от входа правильной машины;
En - межцентровое расстояние между последним и предпоследним валками от правильной машины;
Ek+1 - межцентровое расстояние, следующее непосредственно за межцентровым расстоянием Ek.
Предпочтительным является то, что правильная машина содержит ≥8.
При толщине полосы, подвергаемой правке, 0,5 и 3 мм, правильная машина содержит 14≤n≤22 валков.
Предпочтительно, что при толщине полосы, подвергаемой правке, от 3 и 15 мм, правильная машина содержит 10≤n≤16.
Правильная машина разделена на две зоны, первая из которых содержит количество валков k от 1 до х, а вторая - от х+1 до n, и выполнена из условия 0,90≤R/Ek≤0,95, для первой и 0,70≤R/Ek≤0,80 - для второй зон.
Правильная машина предпочтительно разделена на три зоны, первая из которых содержит количества валков k от 1 до х, вторая - 5≤х≤n-4, а третья от х+1 до n, и выполнена из условия 0,90≤R/Ek≤0,95 для первой, 0,80≤R/Ex≤0,90 - для второй и 0,70≤R/Ek≤0,80 - для третьей зон.
Правильная машина целесообразно разделена на три зоны, первая из которых содержит количество валков k от х+1 до n, вторая - 5≤х≤n-4, а третья от х+1 до n, и выполнена из условия 0,90≤R/Ek≤0,95 для первой, - 0,80≤R/Ex≤0,90 и 0,75≤R/Ex+1≤0,85 для второй и 0,70≤R/Ek≤0,80 - для третьей зон.
Поставленная задача решена также посредством способа правки металлической полосы, в котором используют правильную машину в соответствии с вышеперечисленными признаками и в котором обеспечивают степень пластической деформации, по меньшей мере, 60% и, по большей мере, 90%.
Предпочтительно в качестве металлической полосы используют стальную полосу.
Настоящее изобретение заключается в том, что предложена правильная машина, в которой, по меньшей мере, первые пять валков, начиная от входа правильной машины, имеют отношение радиуса к межцентровому расстоянию, идентичное отношению, существующему в обычных правильных машинах, при этом, по меньшей мере, последние пять валков, начиная от входа правильной машины, имеют отношение радиуса к межцентровому расстоянию, близкое к существующему в кромкорасправителе, и при этом межцентровое расстояние между промежуточными валками правильной машины преимущественно увеличено.
Признаки и преимущества настоящего изобретения станут более очевидными при изучении нижеследующего описания, приводимого в качестве неограничительного примера и со ссылками на прилагаемые чертежи, на которых представлено:
фиг.1 - поперечное сечение безнатяжной многовалковой правильной машины, схематично;
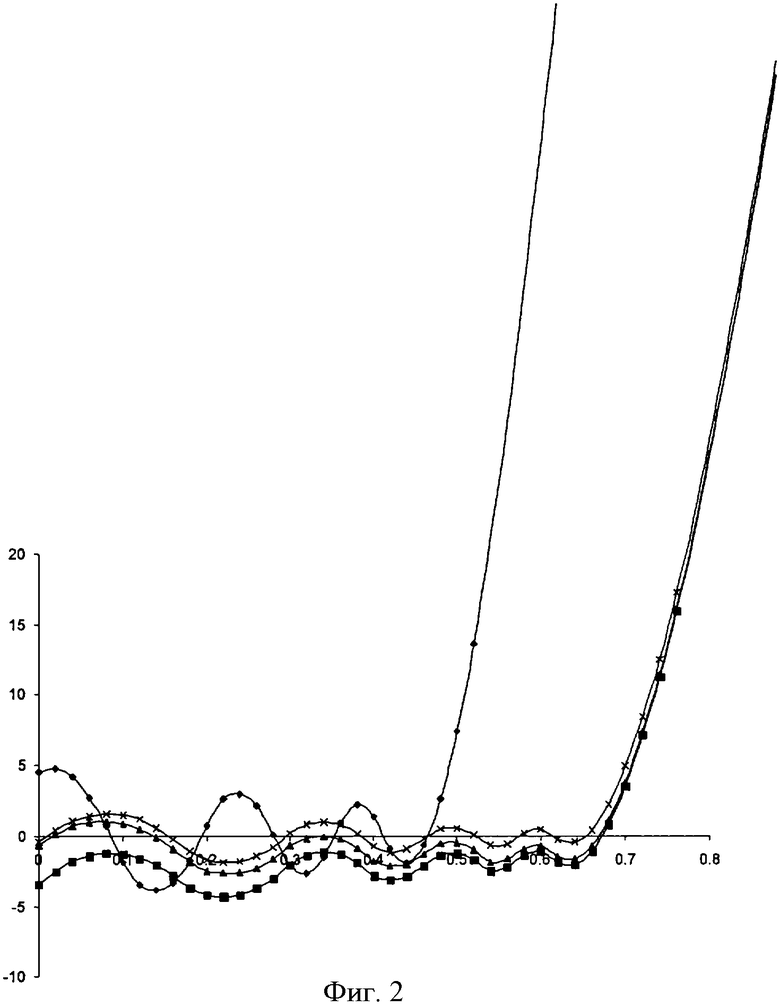
фиг.2 - расчетная кривая остаточного загиба кромок применительно к выправленной металлической полосе как функция зажимающего усилия на выходе правильной машины для степени пластической деформации 60%;
фиг.3 - расчетная кривая остаточного загиба кромок применительно к выправленной металлической полосе как функция зажимающего усилия на выходе правильной машины для степени пластической деформации 80%.
На фиг.1 схематично показана правильная машина 1, содержащая две накладываемые друг на друга кассеты 2, 3, каждая из которых поддерживает валки 4, 4' с механическим приводом, имеющие постоянный радиус R. Чтобы выправить металлическую полосу 5, эту полосу 5 приводят в движение между валками 4, 4', что и определяет вход правильной машины, соответствующий входу полосы 5 в правильную машину 1, и выход правильной машины, соответствующий выходу полосы 5 из правильной машины. Валки 4, 4' размещены так, что оказываются смещенными относительно друг друга и расположенными в чередующемся порядке над и под траекторией металлической полосы 5. Для достижения корректной правки полосы 5 каждая кассета 2, 3 должна поддерживать, по меньшей мере, n/2 валков 4, 4', а точнее, в случае правильной машины 1, содержащей n+1 валков 4, 4', нижняя кассета 2 содержит (n/2)+1 валков, а верхняя кассета 3 содержит n/2 валков 4'. Ось каждого из валков 4, 4' заданной кассеты 2, 3 отделена от ближайшего соседнего валка 4, 4' другой кассеты межцентровым расстоянием Ek, которое можно изменять.
Чтобы получить выправленную полосу 5 с нулевым загибом кромок, необходимо задать зазор между находящимися на выходной стороне правильной машины 1 валками 4 нижней кассеты 2 и валками 4' верхней кассеты 3, то есть задать зажимающее усилие на входе и зажимающее усилие на выходе правильной машины 1. Чтобы адаптировать такую настройку к типу полосы 5, подлежащей правке, можно изменять межцентровое расстояние Ek посредством регулировочных средств (не показаны).
Авторами изобретения установлено, что посредством уменьшения отношения радиуса к межцентровому расстоянию валков до значения примерно 0,8, начиная с пятого валка от входа правильной машины, в правильной машине, в которой отношение радиуса к межцентровому расстоянию между, по меньшей мере, первыми пятью валками от входа правильной машины соответствует отношению радиуса к межцентровому расстоянию обычной правильной машины, можно уменьшить усилия и моменты правки на 5-25%, в зависимости от типа проводимой регулировки.
Таким образом, для первых пяти валков от входа правильной машины, то есть когда k изменяется от 2 до 4, отношение R/Ek равно отношению R/E1, где Е1 соответствует межцентровому расстоянию между первым валком от входа правильной машины и вторым валком от входа правильной машины, при этом R/E1 находится между 0,90 и 0,95, включая указанные предельные значения, и эти значения соответствуют отношению радиуса к межцентровому расстоянию обычной правильной машины.
Для последних пяти валков от входа правильной машины, то есть когда k изменяется от n-3 до n, отношение R/Ek равно отношению R/En, где En соответствует межцентровому расстоянию между последним валком от входа правильной машины и предпоследним валком от входа правильной машины, при этом R/En находится между 0,70 и 0,80, включая указанные предельные значения, и эти значения соответствуют отношению радиуса к межцентровому расстоянию в обычном кромкорасправителе.
Таким образом, очевидно, что в правильной машине, соответствующей изобретению, отношение R/E1 всегда больше, чем отношение R/En. Кроме того, также рекомендуется, чтобы между пятым валком от входа и (n-1)-м валком от входа правильной машины, то есть когда k изменяется от 5 до n-1, удовлетворялись следующие соотношения:
R/En≤R/Ek≤R/E1 и R/En≤R/Ek+1.
Эти условия дают возможность уменьшить усилия, прикладываемые к валкам, и уменьшить момент, необходимый для правки. Таким образом, при результатах, эквивалентных по параметрам правки, мощность правильной машины, соответствующей изобретению, будет на 15-20% меньше, чем мощность обычной правильной машины.
Кроме того, авторы изобретения наблюдали увеличение количества рабочих точек при использовании правильной машины, соответствующей изобретению, по сравнению с обычной правильной машиной, имеющей такое же количество валков. Количество рабочих точек правильной машины определяется регулировкой, проводимой для правильной машины с целью получения на выходе из правильной машины полосы, имеющей нулевой загиб кромок и нулевое утолщение посредине полосы. Таким образом, чем больше количество рабочих точек для данной правильной машины, тем меньше ограничений накладывается на регулировку. Следовательно, это составляет дополнительное преимущество, поскольку появится возможность уменьшить время, необходимое для регулировки правильной машины в соответствии с изобретением.
Чтобы должным образом исправлять неразвивающиеся дефекты плоскостности полосы, важно, чтобы отношение R/Ek было равным отношению R/E1 в пределах точности настройки межцентрового расстояния между валками, по меньшей мере, для первых пяти валков от входа правильной машины.
Правильная машина предпочтительно содержит более пяти валков, то есть имеет n, равное 8 или больше, чтобы можно было должным образом исправлять как неразвивающиеся дефекты, так и развивающиеся дефекты. Вот почему при количестве валков, которое меньше пяти, становится трудно держать развивающиеся дефекты под контролем, и металлическая полоса может сохранять остаточное утолщение посредине полосы и остаточный загиб кромок.
Чтобы обеспечить упрощение регулировки и надлежащее исправление всех дефектов плоскостности металлической полосы в пределах диапазона толщины от 0,7 до 3 мм, правильная машина преимущественно содержит от 15 до 23 валков (включая указанные предельные значения), т.е. 14≤n≤22.
Когда диапазон толщины металлической полосы находится между 3 и 15 мм, правильная машина преимущественно содержит от 11 до 17 валков, т.е. 10≤n≤16.
В зависимости от качества разрешения проблемы дефектов плоскостности и желательного снижения усилия и момента правки разработаны различные типы правильной машины, которые описаны ниже.
В соответствии с первым вариантом выполнения изобретения правильная машина разделена на две зоны. Первая такая зона находится между первым валком от входа правильной машины и (х+1)-м валком от входа правильной машины, то есть когда k изменяется от 1 до х, и упомянутая зона простирается, по меньшей мере, до пятого валка от входа правильной машины. В этой первой зоне отношение R/Ek радиуса к межцентровому расстоянию является постоянным и находится между 0,90 и 0,95 (включая указанные предельные значения). Вторая зона находится между (х+1)-м валком от входа правильной машины и последним валком от входа правильной машины, которым является (n+1)-й валок, то есть когда k изменяется от х+1 до n и начитается, по меньшей мере, от (n-3)-го валка от входа правильной машины. В этой зоне отношение R/Ek радиуса к межцентровому расстоянию является постоянным и находится между 0,70 и 0,80 (включая указанные предельные значения).
В соответствии со вторым предпочтительным вариантом выполнения изобретения правильная машина разделена на три зоны. Первая зона, как и в первом варианте выполнения, находится между первым валком от входа правильной машины и (х+1)-м валком от входа правильной машины, то есть когда k изменяется от 1 до х, и упомянутая зона простирается, по меньшей мере, до пятого валка от входа правильной машины. В этой зоне отношение R/Ek радиуса к межцентровому расстоянию является постоянным и находится между 0,90 и 0,95 (включая указанные предельные значения). Далее следует вторая зона, в которой одно из отношений радиуса к межцентровому расстоянию, обозначенное символом R/Ex, находится между 0,80 и 0,90 (включая пределы). Эта вторая зона находится между пятым валком от входа правильной машины и (n-4)-м валком от входа правильной машины, то есть когда х изменяется от 5 до n+4. И, наконец, третья зона находится между (х+1)-м валком от входа и последним валком правильной машины (это (n+1)-й валок), то есть когда k изменяется от х+1 до n. В этой третьей зоне отношение R/Ek радиуса к межцентровому расстоянию является постоянным и находится между 0,70 и 0,80 (включая указанные предельные значения).
В третьем предпочтительном варианте выполнения правильная машина разделена на три зоны. Первая зона, как и в предыдущих вариантах выполнения, расположена между первым валком от входа правильной машины и (х+1)-м валком от входа правильной машины, то есть когда k изменяется от 1 до х, и упомянутая зона простирается, по меньшей мере, до пятого валка от входа правильной машины. В этой зоне отношение R/Ek радиуса к межцентровому расстоянию является постоянным и находится между 0,90 и 0,95 (включая указанные предельные значения). Далее следует вторая зона, в которой одно из отношений радиуса к межцентровому расстоянию, обозначенное символом R/Ex, находится между 0,80 и 0,90 (включая указанные предельные значения), а отношение R/Ex+1 радиуса к межцентровому расстоянию находится между 0,75 и 0,85 (включая указанные предельные значения). Эта вторая зона находится между пятым валком от входа правильной машины и (n-4)-м валком от входа правильной машины, то есть когда х изменяется от 5 до n-4. Третья зона находится между (х+2)-м валком от входа и последним валком правильной машины (это (n+1)-й валок), то есть когда k изменяется от х+2 до n. В этой третьей зоне отношение R/Ek радиуса к межцентровому расстоянию является постоянным и находится между 0,70 и 0,80 (включая указанные предельные значения).
Изобретение также относится к способу правки металлической полосы, при осуществлении которого используется упомянутая правильная машина и который позволяет достичь степени пластической деформации, по меньшей мере, 60% и, по большей мере, 90%.
Степень пластической деформации металлической полосы определяется как отношение толщины пластически деформированной металлической полосы к общей толщине.
Таким образом, если степень пластической деформации меньше 60%, то больше не удается устранять дефекты плоскостности полосы. Вместе с тем, если степень пластической деформации больше 90%, становится трудно править металлическую полосу, и в этом случае тоже трудно устранять дефекты плоскостности полосы.
Металлическая полоса, подлежащая правке, может быть изготовлена из стали - либо углеродистой стали, либо нержавеющей стали, покрытой металлическим покрытием, например, на основе цинка, или органическим покрытием.
Изобретение проиллюстрировано примерами, не носящими ограничительный характер.
Обычную правильную машину, именуемую далее правильной машиной X, содержащую (k+1) валков, где k равно 16, т.е. семнадцать валков, имеющих диаметр 57 мм и постоянное межцентровое расстояние Ek=30 мм (правильная машина типа BRONX), и вследствие этого имеющую постоянное отношение R/Ek радиуса к межцентровому расстоянию, составляющее 0,95, модифицировали, чтобы получить различные правильные машины, соответствующие изобретению, а именно:
правильную машину А, в которой при k от 1 до 4 R/Ek=0,95, а
при k от 5 до 16 R/Ek=0,80;
правильную машину В, в которой при k от 1 до 4 R/Ek=0,95,
при k=5 R/Ek=0,865, a
при k от 6 до 16 R/Ek=0,80; и
правильную машину С, в которой при k от 1 до 4 R/Ek=0,95,
при k=5, R/Ek=0,90 и R/Ek+1=0,85, a
при k от 7 до 16 R/Ek=0,80.
После этого пропускали стальную полосу толщиной 2 мм и шириной 1000 мм через каждую из этих правильных машин А, В, С и X, достигая одной из степеней пластической деформации - 60% или 80%. Обрабатываемая сталь была сталью типа THR1000, предел Rp0,2 текучести которой составлял 900 МПа.
На фиг.2 и 3 расчетные кривые остаточного загиба кромок выправленной стальной полосы показаны как функция зажимающего усилия на выходе правильной машины для степени пластической деформации 60% (фиг.2) и для степени пластической деформации 80% (фиг.3).
Графики для различных правильных машин обозначены на чертежах следующими символами:
график для правильной машины А - символами ■;
график для правильной машины В - символами ▲;
график для правильной машины С - символами X; и
график для правильной машины Х - символами ♦.
В заключение отметим, что усилия на входе правильной машины, усилия на выходе правильной машины, суммарные усилия и момент правильной машины измеряли для каждой правильной машины и для каждой степени пластической деформации. Уменьшения, полученные в каждой из правильных машин А, В и С в соответствии с изобретением, вычисляли по сравнению с обычной правильной машиной X, а результаты приведены в таблицах 1 и 2.

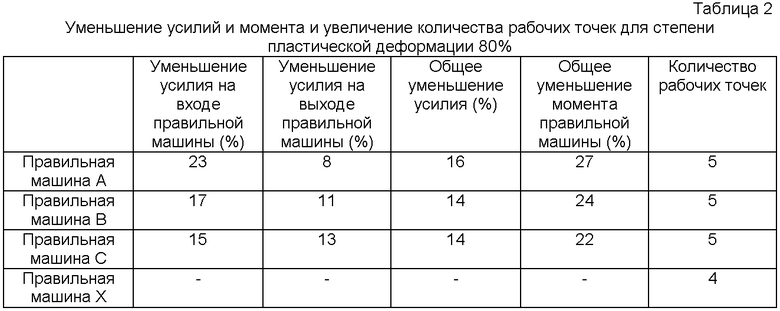
Из этих двух таблиц результатов очевидно, что правильная машина А - это правильная машина, обеспечивающая наибольшие получаемые уменьшения усилия и момента, независимо от степени пластической деформации. Вместе с тем, как показано на фиг.2 и 3, эта правильная машина не обязательно является наиболее надежной, если желательно придать металлической полосе точно нулевой загиб кромок, поскольку - в частности, когда степень пластической деформации составляет 60%, - количество рабочих точек равно 1, тогда как в случае правильной машины С оно равно 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРАВИЛЬНАЯ МАШИНА С МОДУЛЬНОЙ СИСТЕМОЙ СМЕННЫХ КАССЕТ | 2016 |
|
RU2687323C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ПОГРЕШНОСТЕЙ ПЛАНШЕТНОСТИ МЕТАЛЛИЧЕСКОГО ПЛОСКОГО ПРОДУКТА | 2016 |
|
RU2703743C2 |
| ИНТЕГРАЛЬНЫЙ ДЕЛИТЕЛЬ ОПТИЧЕСКОГО ИЗЛУЧЕНИЯ | 2024 |
|
RU2829712C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ПОЛОСЫ | 1992 |
|
RU2015768C1 |
| КАЛИБРУЮЩЕЕ УСТРОЙСТВО МНОГОВАЛКОВОЙ ЛИСТОПРАВИЛЬНОЙ МАШИНЫ И СПОСОБ КАЛИБРОВКИ МНОГОВАЛКОВОЙ ЛИСТОПРАВИЛЬНОЙ МАШИНЫ | 2001 |
|
RU2277026C2 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС | 2012 |
|
RU2486975C1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ РОВНИТЕЛЯ | 2021 |
|
RU2830118C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ В ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ БЕССЛИТКОВОЙ ПРОКАТКИ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2607855C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫТЯГИВАЮЩЕЙ ПРАВКИ С ГИБКОЙ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2014 |
|
RU2665668C2 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2002 |
|
RU2228231C2 |

Изобретение относится к области обработки металлов давлением, в частности к правильным машинам. Правильная машина имеет, по меньшей мере, первые пять валков от входа с отношением радиуса к межцентровому расстоянию, идентичным отношению, существующему в обычных правильных машинах. При этом, по меньшей мере, последние пять валков, начиная от входа правильной машины, имеют отношение радиуса к межцентровому расстоянию, близкое к имеющемуся в кромкорасправителе, и при этом межцентровое расстояние между промежуточными валками правильной машины преимущественно увеличено. Способ правки осуществляют с помощью данной правильной машины. Уменьшаются усилия правки при сохранении качества правки. 2 н. и 9 з.п. ф-лы, 3 ил., 2 табл.
1. Безнатяжная правильная машина (1), предназначенная для правки металлической полосы (5) с входом и выходом, содержащая n+1 валков k (4, 4') с механическим приводом, с двумя накладываемыми друг на друга кассетами (2, 3), каждая из которых поддерживает, по меньшей мере, n/2 валков k (4, 4'), имеющих постоянный радиус R, смещенных относительно друг друга и расположенных в чередующемся порядке над и под траекторией полосы (5), причем ось каждого из валков k (4, 4') одной кассеты отделена от оси ближайшего соседнего валка k (4, 4') другой кассеты межцентровым расстоянием Ek, отличающаяся тем, что она снабжена средством для регулирования межцентровых расстояний Ek, и выполнена из условия:
R/Ek=R/E1 - для первых пяти валков от входа правильной машины, R/Ek=R/En и R/En<R/E1 - для последних пяти валков от входа правильной машины, R/En≤R/Ek≤R/E1 - между пятым валком и (n-1)-м валком от входа правильной машины,
где E1 - межцентровое расстояние между первым и вторым валками от входа правильной машины;
En - межцентровое расстояние между последним и предпоследним валками от правильной машины.
2. Правильная машина по п.1, отличающаяся тем, что она содержит n≥8 валков.
3. Правильная машина по п,1, отличающаяся тем, что при толщине полосы (5), подвергаемой правке, от 0,5 до 3 мм она содержит 14≤n≤22 валков.
4. Правильная машина по п.2, отличающаяся тем, что при толщине полосы (5), подвергаемой правке, от 0,5 до 3 мм она содержит 14≤n≤22 валков.
5. Правильная машина по п.1, отличающаяся тем, что при толщине полосы (5), подвергаемой правке, от 3 до 15 мм она содержит 10≤n≤16 валков.
6. Правильная машина по п.2, отличающаяся тем, что при толщине полосы (5), подвергаемой правке, от 3 до 15 мм она содержит 10≤n≤16 валков.
7. Правильная машина по любому из пп.1-6, отличающаяся тем, что она разделена на две зоны, первая из которых содержит количество валков k от 1 до х, а вторая - от х+1 до n, и выполнена из условия: 0,90≤R/Ek≤0,95 для первой и 0,70≤R/Ek≤0,80 для второй зон.
8. Правильная машина по любому из пп.1-6, отличающаяся тем, что она разделена на три зоны, первая из которых содержит количества валков k от 1 до х, вторая - 5≤х≤n-4, а третья - от х+1 до n, и выполнена из условия: 0,90≤R/Ek≤0,95 для первой, 0,80≤R/Ex≤0,90 для второй и 0,70≤R/Ek≤0,80 для третьей зон.
9. Правильная машина по любому из пп.1-6, отличающаяся тем, что она разделена на три зоны, первая из которых содержит количество валков k от х+1 до n, вторая - 5≤х≤n-4, а третья - от х+1 до n, и выполнена из условия: 0,90≤R/Ek≤0,95 для первой, 0,80≤R/Ex≤0,90 и 0,75≤R/Ex+1≤0,85 для второй и 0,70≤R/Ek≤0,80 для третьей зон.
10. Способ правки металлической полосы (5), включающий использование правильной машины по любому из пп.1-9, в котором обеспечивают степень пластической деформации, по меньшей мере, 60% и, по большей мере, 90%.
11. Способ правки по п.10, в котором в качестве металлической полосы (5) используют стальную полосу.
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "ЖАРЕНЫЕ КРЕВЕТКИ С ОВОЩАМИ" | 2007 |
|
RU2334440C1 |
| Способ устранения серповидности металлической ленты и устройство для его осуществления | 1978 |
|
SU768521A1 |
| Нажимной механизм правильной машины | 1976 |
|
SU579068A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2068745C1 |

