Изобретение относится к правильной машине с соответствующим ей приводом правильных валков, содержащей верхнюю опорную раму и нижнюю опорную раму, в которых расположено множество правильных валков и опорных роликов, объединенных в виде кассеты и выполненных с возможностью замены.
При обработке листового материала, такого как полосовая сталь или листовой материал из цветного металла, необходимые технологические операции включают в себя, как правило, также правку для производства ровных и свободных от внутренних напряжений (стальных) полос или листового металла. При правке соответствующий материал для получения желаемого эффекта правки неоднократно подвергают изгибанию с вытягиванием или без вытягивания в правильных машинах посредством правильных роликов. При правке плоских изделий соответствующий продукт, как правило, проводят между группой верхних и нижних правильных роликов и при этом подвергают пластической деформации при помощи соответствующей регулировки верхних и нижних правильных роликов. Чтобы достичь при этом желаемой пластической деформации, в каждом случае требуется определенный радиус гибки, который имеет или может иметь разное значение в зависимости от толщины ленты или листа металла и от предела текучести продукта или материала, подвергаемого правке, и который реализуется в каждом случае посредством подходящих диаметров роликов, распределений роликов и глубин погружения роликов. При этом возможная пластическая деформация продукта или материала тем больше, чем меньшим выполнен диаметр роликов. Однако в правильной машине не могут использоваться сколь угодно малые ролики, так как, с одной стороны, не могут восприниматься усилия гибки при их возникновении и, с другой стороны, моменты сил, необходимые для процесса при производстве работ по формованию, не смогут быть созданы при помощи малых правильных роликов из-за слишком высокой механической нагрузки. Это является причиной того, что при заданном диаметре роликов, заданном распределении роликов, под которым подразумевается расстояние между центрами двух соседних роликов, и при заданной глубине их погружения, а также при заданной или желаемой пластической деформации возможна правка только одного определенного сортамента продукции или сортамента материалов, который в каждом случае зависит от соответствующей толщины продукта и его предела текучести. Для того, чтобы в этой ситуации сделать правильные машины относительно гибкими и приспосабливаемыми к разным видам продукции, в уровне техники известно использование правильных машин со сменными кассетами и разными диаметрами роликов.
Такая правильная машина упомянутого выше типа известна из ЕР 1584384 В1. Этот документ раскрывает правильную машину, которая содержит приводной узел, оснащенный двигателем, и соединенный с ним главный редуктор, причем возможно присоединение к главному редуктору сменных кассет, взаимозаменяемых целиком, из которых каждая сменная кассета содержит правильные ролики разного диаметра и разное количество правильных роликов. Кроме того, заменяемая сменная кассета с правильными роликами, имеющими малый диаметр, имеет отдельный интегрированный в сменную кассету промежуточный редуктор, который выполнен с возможностью соединения с главным редуктором правильной машины. При этом применяются сменные кассеты, каждая из которых оснащена жестко заданным комплектом инструментов, состоящим из комбинаций правильных валков и опорных роликов. В каждом случае заменяют совокупность правильных валков и опорных роликов, имеющихся в верхней опорной раме или нижней опорной раме. Таким образом из уровня техники известна замена посредством сменной кассеты соответственно полных комплектов правильных валков и опорных катков.
Альтернатива замене полного комплекта посредством сменной кассеты описана в WO 2008/145355 А1. Этот документ раскрывает замену правильных валков правильной машины по отдельности. При необходимости возможна совместная замена верхних и нижних пар.
Кроме того, производители листового металла в настоящее время сталкиваются с необходимостью производства обширного сортамента листового металла или полос, имеющих самые разные размеры и жесткость, в партиях как малого, так и большого объема. Это влечет за собой необходимость покрытия широкого диапазона правки используемыми для этого правильными машинами. Для обеспечения возможности покрытия широкого диапазона правки, в правильных машинах требуется применение разных диаметров правильных валков и/или разных величин разделения (интервалов) для достижения оптимальных результатов правки. Это может достигаться в принципе при помощи правильных машин со сменными кассетами, которые описаны, например, в ЕР 1584384 А1, и которые оснащены соответственно жестко заданными комплектами инструмента, т.е. фиксированными комбинациями из правильных валков и опорных роликов, однако, не предоставляют гибкости, соответствующей сегодняшним условиям производства. Однако для того, чтобы иметь возможность править при помощи правильной машины обширный сортамент продукции разного размера и жесткости, приходится иметь в запасе множество различных комплектов сменных кассет. В некоторых случаях приходится держать даже несколько правильных машин, чтобы иметь возможность оптимально согласовывать требования к каждому продукту, подвергаемому правке, т.е. к тонким, средним или также к толстым листам металла.
Поэтому существует, кроме того, потребность в совершенствовании существующих правильных машин в отношении реализуемых ими диапазонов правки, т.е. размеров обрабатываемой ими продукции, и, в частности, также потребность в экономичном и быстром переоборудовании машин.
Поэтому в основе изобретения лежит задача создания такого решения, которое предоставляет улучшенную возможность приспосабливания правильной машины к разным требованиям, предъявляемым к правке, и к различным диапазонам правки.
Для правильной машины описанного более подробно выше вида эта задача решена согласно изобретению в результате того, что совокупность правильных валков и опорных роликов, расположенных соответственно в верхней и/или нижней опорной раме, разделена на множество правильных валковых секций, согласованных друг с другом в виде модулей, при этом каждая секция выполнена в виде заменяемой сменной кассеты, причем каждая из правильных валковых секций содержит по меньшей мере один слой опорных роликов и по меньшей мере один соответствующий ему правильный валок.
Предпочтительные варианты усовершенствования изобретения и целесообразные варианты осуществления изобретения являются предметом зависимых пунктов формулы изобретения.
Таким образом, согласно изобретению предусмотрен правильный инструмент модульной конструкции (модульная правильная валковая секция) внутри нижней и/или верхней кассеты или верхней и/или нижней опорной рамы для обеспечения экономичного и быстрого переоборудования машин для расширения или приспосабливания диапазонов правки правильной машины. При этом соответствующий модульный правильный инструмент или соответствующий инструментальный модуль состоит из модульной секции, который выполнен в виде заменяемой сменной кассеты, причем каждая правильная валковая секция содержит по меньшей мере один слой опорных роликов и по меньшей мере один соответствующий ему правильный валок. Таким образом, соответствующие правильные валковые секции образуют модульные секции, каждая из которых образует инструментальный модуль, причем верхняя и/или нижняя опорная рама представляет собой носитель инструмента. Это позволяет попеременно оснащать верхнюю и/или нижнюю опорную раму изменяемым количеством заменяемых модульных правильных валковых секций или инструментальных модулей, которые состоят соответственно из комбинаций правильных валков и опорных роликов, имеющих различные диаметры, разделение, материалы валков и которые выбираются в каждом случае для оптимального приспосабливания к соответствующим выполняемым задачам правки, в частности, к соответствующему материалу, подвергаемому правке. Возможна замена только отдельных модульных правильных валковых секций или также замена всех правильных валковых секций опорной рамы и, вследствие этого, переоборудование правильной машины соответствующим образом.
На основе модульной конструкции, кроме того, возможна реализация в правильной машине большого количества различных комбинаций правильных валковых секций и создание в результате этого существенно улучшенной приспосабливаемости правильной машины к разным требованиям, предъявляемым к правке, и к различным диапазонам правки. При этом посредством надлежащего выбора соответствующих правильных валковых секций обеспечена также возможность значительного расширения общего диапазона правки правильной машины в отношении связанного с этим выбора распределения диаметров правильных валков по группам и реализуемого, таким образом, их разделения. Также имеется возможность осуществления комплектования правильной машины, приспособленного к соответствующим желаемым технологическим требованиям, посредством умелого выбора правильных валков, активно участвующих в процессе правки, и улучшения, вследствие этого, качества правки. В случаях, когда изношен лишь один правильный валок в комплекте правильной машины, возможна также замена только модуля, содержащего этот правильный валок. В этом случае уже нет необходимости в замене всего комплекта правильной машины, включающего в себя все правильные валки.
Поэтому комплектование правильной машины может производиться в зависимости от параметров листа и от истории нагружения инструмента, т.е. истории воздействия нагрузки на правильные валки. Отдельные правильные валки правильной машины во время процесса правки нагружаются в различной степени, так что сроки их службы при эксплуатации различны. В этом случае возможна замена особенно сильно нагруженного инструмента. Однако в рамках установленного порядка замены может производиться также циклическая замена различных модулей аналогичной конструкции на определенной позиции в пределах верхней и/или нижней опорной рамы правильной машины.
Еще одно преимущество изобретения состоит в том, что согласно ему в правильной машине приходится заменять только лишь меньшие, также и по весу, узлы. Это позволяет работать с кранами, имеющими меньшую грузоподъемность, чем те, которые были бы необходимы, если бы приходилось заменять целиком комплект правильной машины, содержащий все правильные валки. Точно так же занимаемая площадь, которая требуется для отдельной модульной правильной валковой секции, меньше, чем для полного комплекта правильных валков. Кроме того, незначительный вес и меньший размер модульной правильной валковой секции по сравнению с полным комплектом правильных валков и/или опорных роликов позволяет также оборудовать центры по снабжению инструментами и по их обработке вблизи правильных машин.
В целом изобретение позволяет получить следующие преимущества:
сокращение транспортного веса и габаритных размеров инструментальных модулей;
оптимальная конфигурация правильного инструмента для продукта, подвергаемого правке;
комбинации из правильных валков / опорных роликов с возможностью расширения и приспосабливания к изменениям производственной программы, обрабатываемой при помощи правильной машины;
сокращение инвестиционных расходов по сравнению с решениями на основе кассет с заменой полных комплектов;
минимизация времени, затрачиваемого на переустановку, благодаря модульной конструкции узлов правильных валков / опорных роликов;
в результате циклической замены узлов правильных валков / опорных роликов внутри кассеты имеется возможность унифицировать срок службы / время эксплуатации инструментов.
В варианте осуществления изобретение предусматривает, что правильные валковые секции, согласованные друг с другом в виде модулей, выполнены с возможностью их замены по отдельности или группами и расположены в верхней и/или нижней опорной раме. В результате этого обеспечена полная, по меньшей мере достаточная гибкость в отношении позиционирования отдельных правильных валковых секций.
Чтобы оснастить правильную машину правильными валками в разных положениях с возможностью их особенно гибкой замены, согласно варианту усовершенствования изобретения преимуществом является то, что как совокупность правильных валков и опорных роликов, расположенных в верхней опорной раме, так и совокупность правильных валков и опорных роликов, расположенных в нижней опорной раме, расположена во множестве правильных валковых секций, каждая из которых согласована друг с другом в виде модуля и выполнена в виде заменяемой сменной кассеты.
Для обеспечения хорошего приспосабливания к различным требованиям, предъявляемым к правке, и к различным диапазонам правки, целесообразно, кроме того, разделение совокупности правильных валков и опорных роликов, расположенных соответственно в верхней и/или нижней опорных рамах, на типы модульных правильных валковых секций и/или сменных кассет одинакового или разного размера, что также предусматривается изобретением.
Кроме того, целесообразно применение различных типов модульных правильных валковых секций, так что изобретение, кроме того, предусматривает, что совокупность правильных валков и опорных роликов, расположенных соответственно в верхней и/или нижней опорных рамах, разделена на типы модульных правильных валковых секций и/или сменных кассет, оснащенных правильными валками и/или опорными роликами различным образом в отношении соответствующих диаметров правильных валков и/или опорных роликов и/или в отношении соответствующего количества правильных валков и/или опорных роликов.
Особенное преимущество достигается, если отдельные модульные правильные валковые секции образуют соответственно сменную кассету и согласованы друг с другом так, что они в своей совокупности составляют систему сменных кассет, образованную из взаимозаменяемых сменных кассет. Поэтому, кроме того, изобретение отличается тем, что отдельные модульные правильные валковые секции образуют по отдельности или группами взаимозаменяемые сменные кассеты системы сменных кассет.
Такая система сменных кассет может включать в себя типы модульных правильных валковых секций и/или сменных кассет установленного размера, что также предусматривается изобретением.
При этом система сменных кассет может включать в себя типы модульных правильных валковых секций и/или сменных кассет, оснащенных правильными валками и/или опорными роликами различным образом в отношении соответствующих диаметров правильных валков и/или опорных роликов и/или в отношении соответствующего количества правильных валков и/или опорных роликов, что также является отличием настоящего изобретения.
Наконец, чтобы иметь возможность регистрации параметров эксплуатации и состояния по степени износа и определения исходя из этого сроков службы и необходимых циклов замены правильных валков, изобретение также предусматривает, что оно содержит средства для регистрации и/или сохранения параметров материала, подвергаемого правке, и/или средства для регистрации и/или сохранения параметров процесса, воздействующих на каждую из модульных правильных валковых секций во время процесса правки, и/или параметров состояния, устанавливающихся на каждой модульной правильной валковой секции после процесса правки.
Под правильными валковыми секциями, согласованными друг с другом в виде модулей, подразумеваются соответственно заменяемые, сложные элементы правильной машины, каждый из которых образует замкнутый функциональный блок и в этом отношении образует "модульную правильную валковую секцию".
Ниже изобретение более подробно разъяснено на примере посредством чертежа. На нем показаны:
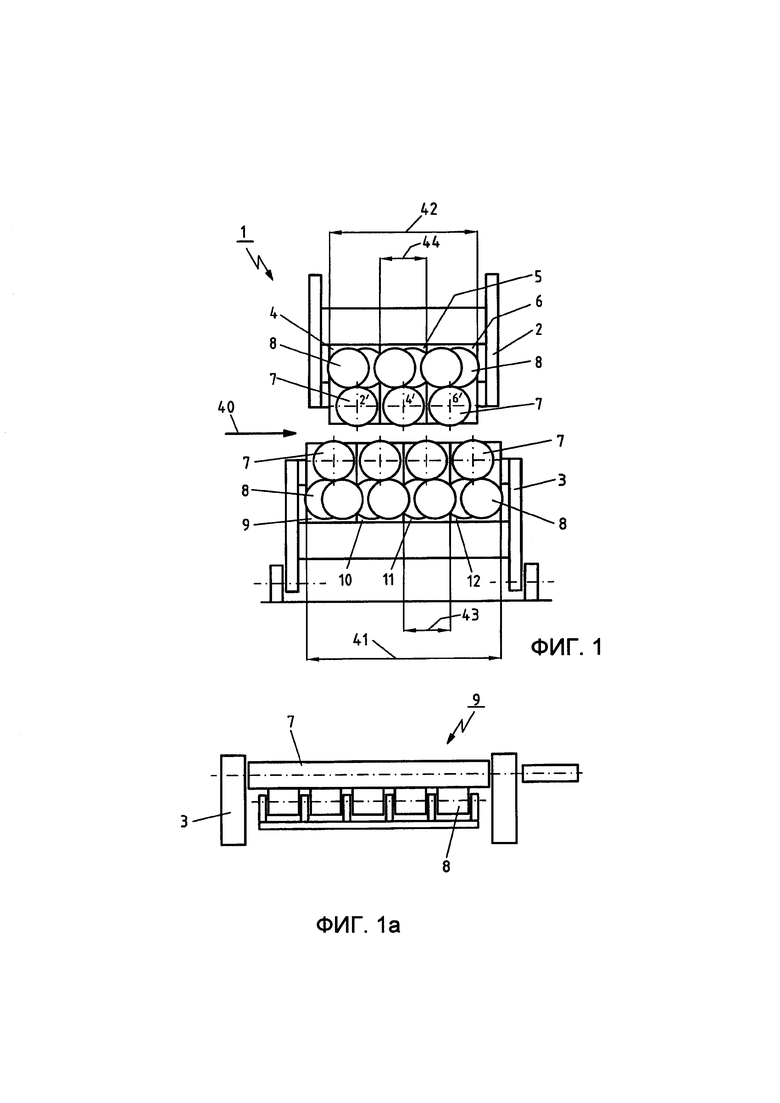
фиг. 1 конструкция правильной машины согласно изобретению из модульных правильных валковых секций на схематичном виде сбоку,
фиг. 1а модульная правильная валковая секция на схематичном виде сбоку, рассматриваемый в боковой проекции в направлении обработки правильной машины,
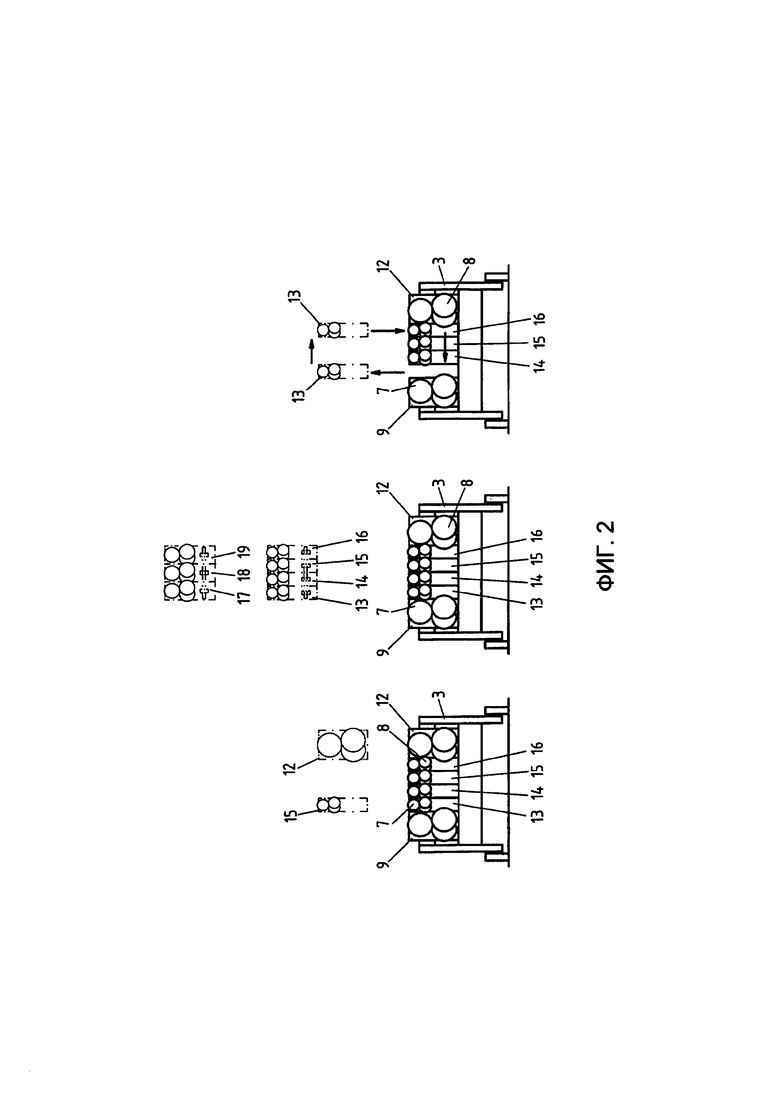
фиг. 2 варианты осуществления возможных переоснащений инструментом путем замены модульных правильных валковых секций,
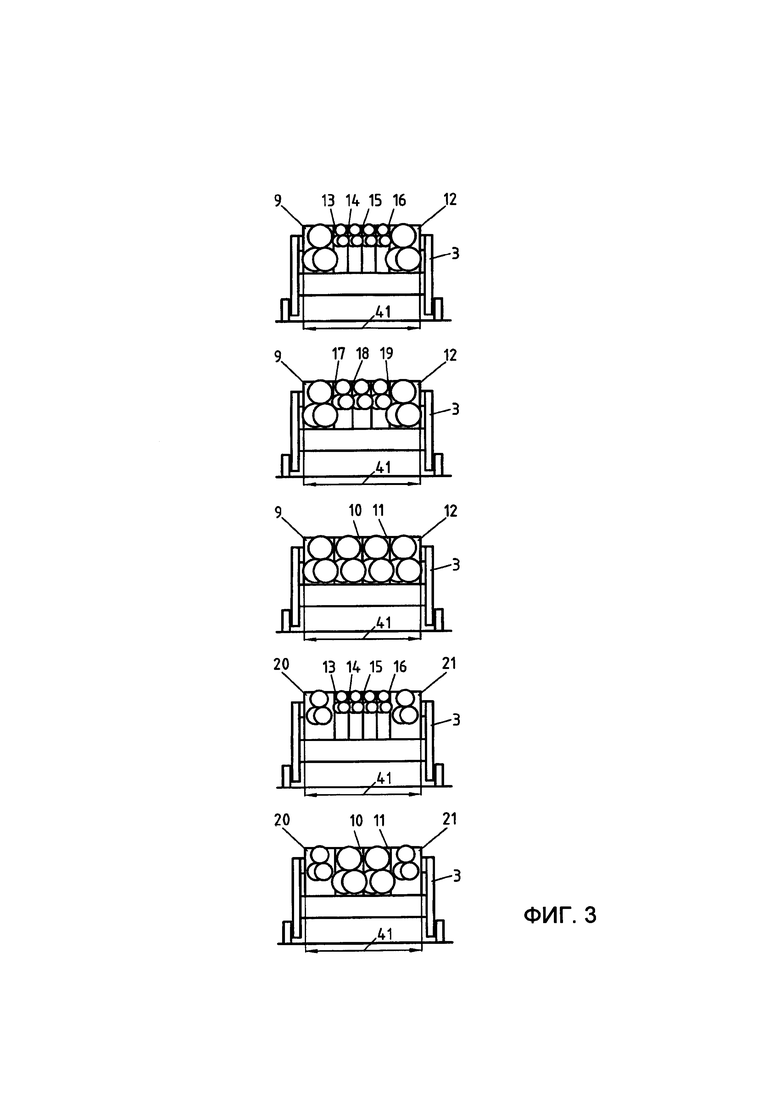
фиг.3 схематичное изображение различных случаев расположения разных комбинаций правильных валковых секций в нижней опорной раме,
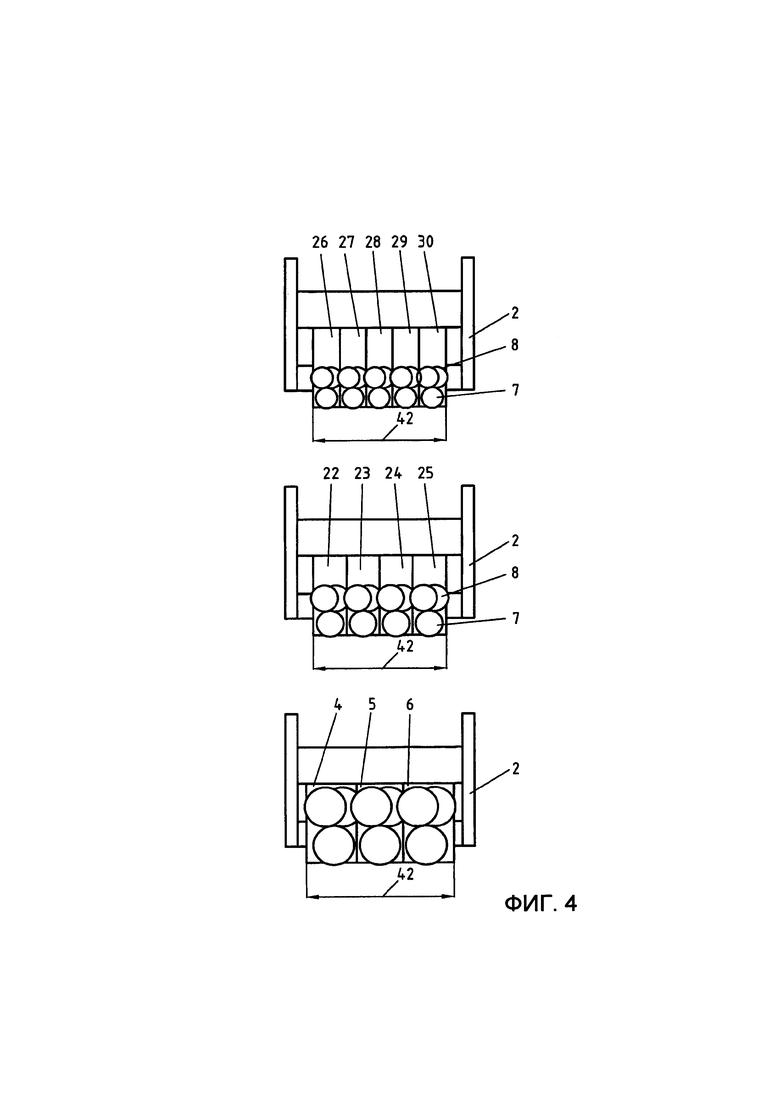
фиг. 4 схематичное изображение различных комбинаций модульных правильных валковых секций в верхней опорной раме,
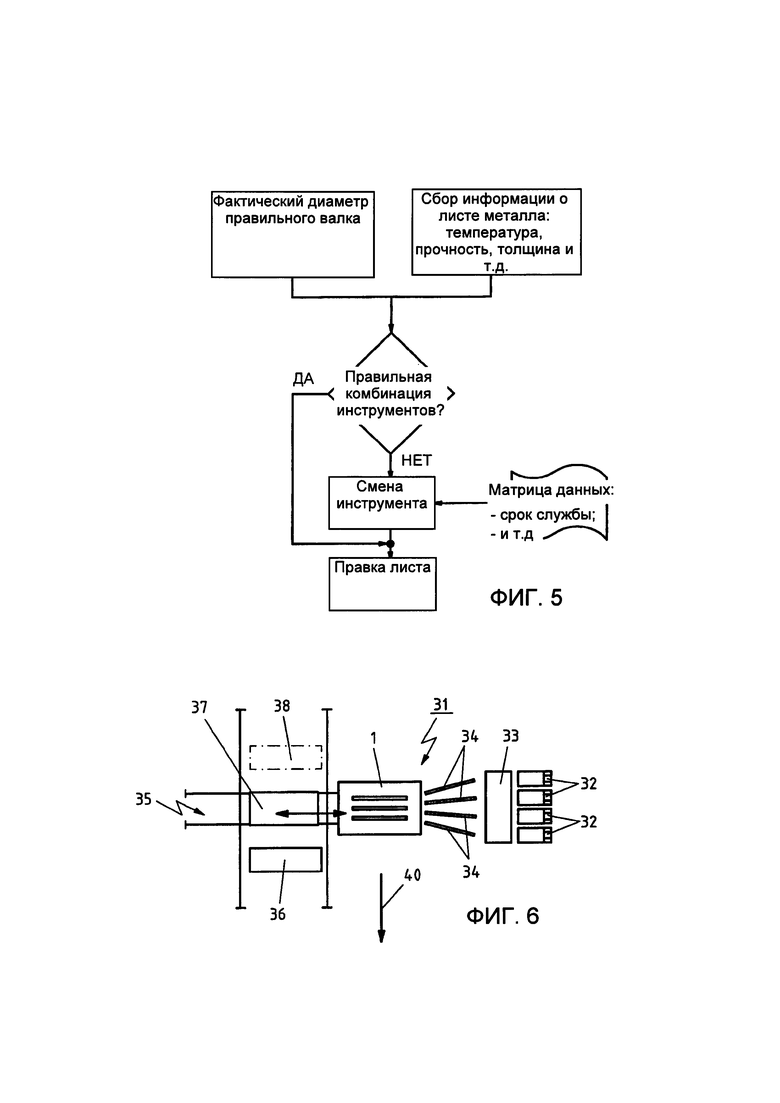
фиг. 5 блок-схема действий для регистрации и использования измеренных параметров процесса и/или параметров состояния и
фиг. 6 схематичное изображение конструкции правильной машины согласно изобретению с соответствующей ей рабочей станцией для обработки инструментов.
На фиг. 1 показана правильная машина, обозначенная в целом символом 1, которая содержит верхнюю опорную раму 2 и нижнюю опорную раму 3. В верхней опорной раме 2 расположены три правильных валковых секции 4, 5 и 6, согласованных друг с другом в виде модулей, при этом каждая секция выполнена в виде заменяемой сменной кассеты, на которые разделена совокупность правильных валков 7 и опорных роликов 8, расположенных в верхней опорной раме 2. Три модульных правильных валковых секции 4, 5, 6 выполнены в этом варианте осуществления одинаковыми, и каждая из них содержит правильные валки 7 и опорные ролики 8 как в одном и том же количестве, так и с идентичными диаметрами. В модульной правильной валковой секции 4 расположен правильный валок 2', в правильной валковой секции 5 - правильный валок 4', а в правильной валковой секции 6 - правильный валок 6'.
В нижней опорной раме 3 расположены четыре правильных валковых секции 9, 10, 11 и 12, согласованных друг с другом в виде модулей, при этом каждая секция выполнена в виде заменяемой сменной кассеты. На них в свою очередь разделена совокупность правильных валков 7 и опорных роликов 8, расположенных в нижней опорной раме 3. В данном случае правильные валки 7 соответствующих модульных правильных валковых секций 9-12 также имеют одинаковый диаметр, и в каждой из модульных правильных валковых секций 9-12 выполнено одинаковое их количество. Равным образом модульные правильные валковые секции 9-12 оборудованы опорными роликами 8, имеющими соответственно одинаковые диаметры и имеющимися в одинаковом количестве. При этом, если нужно произвести замену в отношении отдельных правильных валков 7 и опорных роликов 8 или нескольких из них, то возможна замена отдельных модулей 4-6 и 9-12 и их обмен независимо друг от друга. Благодаря этому возможно приспосабливание правильной машины 1 к различным требованиям правки.
На фиг. 1а показана на схематичном виде сбоку нижняя модульная правильная валковая секция 9, рассматриваемая в боковой проекции в направлении 40 обработки. Можно видеть, как каждый из правильных валков 7 опирается на несколько опорных роликов 8.
На фиг. 2 показана нижняя опорная рама 3, в которой модульные правильные валковые секции 10 и 11 согласно варианту осуществления по фиг.1 заменены четырьмя правильными валковыми секциями 13-16 вдвое меньшей ширины. Модульные правильные валковые секции 13-16 также сформированы идентично друг другу, однако имеют ролики и валки значительно меньших диаметров по сравнению с правильными валковыми секциями 9 и 12.
В левой части изображения на фиг. 2 пунктиром показано, что отдельные модули, здесь это в качестве примера модули 12 и 15, в рамках переоснащения инструментом могут быть заменены. Однако возможна также замена нескольких правильных валковых секций, группами, как это показано в средней части фиг. 2 на изображении, показанном пунктиром. Демонтированные правильные валковые секции 13-16 заменяют устанавливаемыми правильными валковыми секциями 17-19. В правой части изображения с фиг. 2 показана циклическая замена отдельных модульных правильных валковых секций 13-16. Здесь изымают правильную валковую секцию 13, потом правильные валковые секции 14-16 сдвигают в нижней опорной раме 3 до правильной валковой секции 9 для закрытия промежутка, образовавшегося вследствие изъятия правильной валковой секции 13. Затем правильную валковую секцию 13 снова вставляют в промежуток, образованный после этого со стороны правильного валковой секции 12. Таким образом, можно приводить отдельные правильные валковые секции 13-16 в положения, которые при правке листового материала, проводимого через правильную машину, подвергаются разным механическим нагрузкам. В результате это можно достичь равномерного износа правильных валков 13-16 правильных валковых секций.
На фиг. 3 показаны в качестве примера несколько возможных комбинаций различных модульных правильных валковых секций 9-21 в их расположении на нижней опорной раме 3. Аналогичным образом на фиг. 4 показаны в схематичном изображении различные расположения и сочетания модульных правильных валковых секций 4-6 и 22-30 в верхней опорной раме 2.
Из фигур 3 и 4 видно, что можно не только любым образом комбинировать ролики и/или валки разного размера, но и варьировать значения разделения (межцентровые расстояния) в зависимости от подбора пар.
Отдельные правильные валковые секции могут также не представленным способом перемещаться вертикально относительно проходящего через правильную машину листового материала вверх или вниз настолько, что они не находятся непрерывно в механическом контакте с обрабатываемым листовым материалом, как это по существу известно из обработки листового металла посредством правильных машин. Таким образом, имеется возможность варьировать соответственно активное количество правильных валков 7, без необходимости замены отдельных модульных правильных валковых секций.
На фиг. 5 схематично представлено, как можно использовать обработку регистрируемого параметра состояния "фактический диаметр правильного валка", а также регистрируемых параметров процесса „сбор информации о листе металла: температура, прочность, толщина" для того, чтобы при помощи записанных данных, а также вычислительного блока и блока памяти, получать автоматизированную вспомогательную информацию и уведомления, с одной стороны, о том, установлена ли правильная комбинация инструментов, т.е. в данном случае - комбинация модульных правильных валковых секций, необходимая для достижения желаемого результата правки, и о ее наличии, а также о том, имеют ли место для этих секций еще и необходимые параметры состояния, т.е., например, достаточный диаметр правильных валков. Это проверяют перед началом процесса правки листа, и в случае, если имеющаяся комбинация модульных правильных валковых секций будет определена как недостаточная или несоответствующая, производят замену инструмента или смену отдельных модульных правильных валковых секций. Только после этого начинается процесс правки листа.
На фиг. 6 показана в схематичном виде конструкция правильной машины 1 согласно изобретению с соответствующим ей приводом 31 правильных валков, который содержит главный привод 32 и основной редуктор 33, а также приводные механизмы 34. На стороне, противоположной приводу 31 правильных валков, расположена станция 35 для обработки инструментов, которая содержит шлифовальный станок 36, запас модульных правильных валковых секций с комплектами 37 правильных валков, а также инструментальное производство с рельсовым путем 38 для крана.
Модульные правильные валковые секции 4-6 и 9-30 согласованы друг с другом в виде модулей по их ширине 43, 44 относительно ширины 41 охвата нижней опорной рамы 3, измеренной в направлении обработки 40 обрабатываемого листового металла, или к ширине 42 охвата верхней опорной рамы 2, в зависимости от места их вставки в верхней опорной раме 2 или в нижней опорной раме 3, таким образом, что в положении, определяемом соответствующей шириной 43, 44 каждого из них или шириной, кратной соответствующей ширине 43, 44, возможно размещение соответственно одной модульной правильной валковой секции или нескольких модульных правильных валковых секций. При этом в случаях, когда определенную позицию необходимо оставить свободной, также, конечно, возможно размещение там соответствующих узлов, которые не оборудованы правильными валками 7.
Перечень обозначений:
1 правильная машина
2 опорная рама
3 опорная рама
4-6 правильная валковая секция
7 правильный валок
8 опорный ролик
9-30 правильная валковая секция
31 привод правильных валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ ПРАВКИ ПЛОСКОГО МЕТАЛЛОПРОКАТА | 2016 |
|
RU2694306C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ УСТРАНЕНИЯ ПОГРЕШНОСТЕЙ ПЛАНШЕТНОСТИ МЕТАЛЛИЧЕСКОГО ПЛОСКОГО ПРОДУКТА | 2016 |
|
RU2703743C2 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ РОЛИКОВ ПРАВИЛЬНОЙ МАШИНЫ | 2007 |
|
RU2368442C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ПРАВИЛЬНАЯ МАШИНА | 1993 |
|
RU2112617C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Правильная машина | 1989 |
|
SU1750771A1 |
| ПРАВИЛЬНО-РАСТЯЖНАЯ МАШИНА ДЛЯ ПРАВКИ ПОЛОС ИЗ ЛИСТОВОГО МЕТАЛЛА | 2022 |
|
RU2808318C1 |
| Универсальный профилегибочный прокатный стан | 2023 |
|
RU2822916C1 |
Изобретение относится к области обработки металлов давлением и может быть использовано для правки листового материала. Расположенные соответственно в верхней и/или нижней опорной раме правильные валки и опорные ролики разделены на согласованные друг с другом модульные правильные валковые секции, каждая из которых выполнена в виде имеющей возможность замены сменной кассеты. Причем каждая правильная валковая секция имеет по меньшей мере один слой опорных роликов и по меньшей мере один соответствующий ему правильный валок. Расширяются технологические возможности правки. 8 з.п. ф-лы, 6 ил.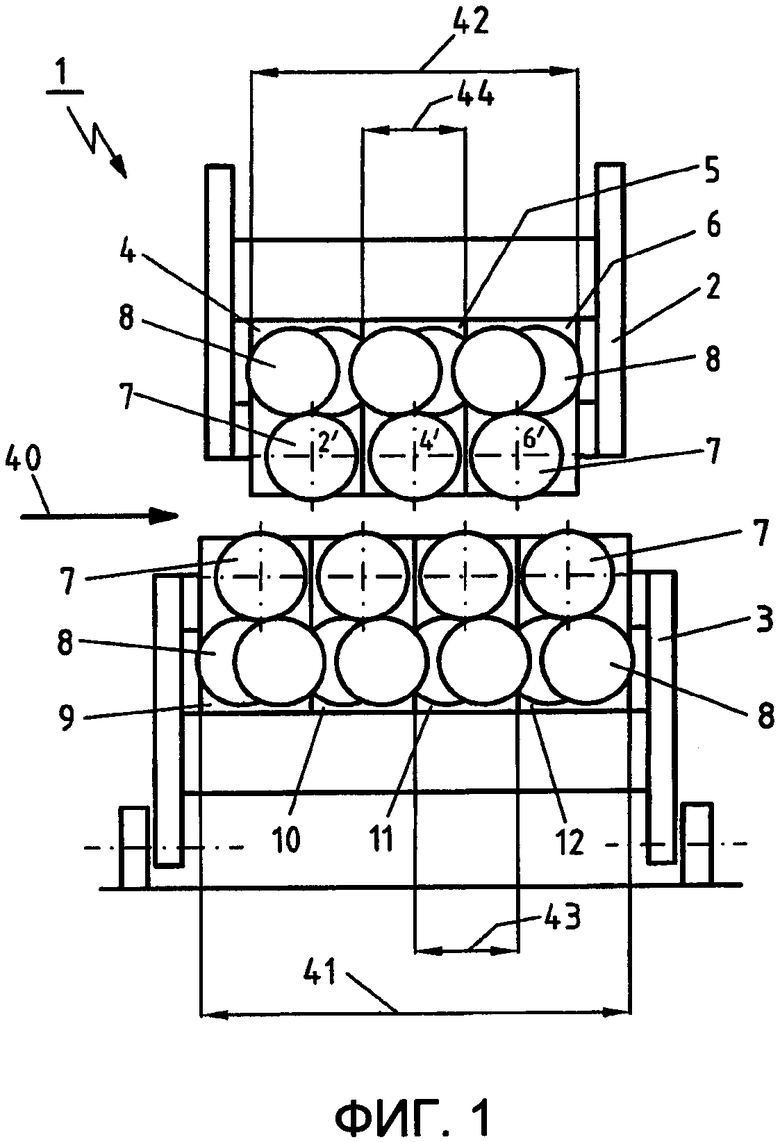
1. Правильная машина (1) с соответствующим ей приводом (31) правильных валков, содержащая верхнюю опорную раму (2) и нижнюю опорную раму (3), в которых расположены правильные валки (7) и опорные ролики (8),
отличающаяся тем, что
расположенные соответственно в верхней и/или нижней опорной раме (2, 3) правильные валки (7) и опорные ролики (8) разделены на согласованные друг с другом по их ширине относительно ширины охвата верхней или нижней опорных рам модульные правильные валковые секции (4-6, 9-30), каждая из которых выполнена в виде имеющей возможность замены сменной кассеты,
причем каждая правильная валковая секция (4-6, 9-30) содержит по меньшей мере один слой опорных роликов (8) и по меньшей мере один соответствующий ему правильный валок (7).
2. Правильная машина (1) по п. 1, отличающаяся тем, что
согласованные друг с другом модульные правильные валковые секции (4-6, 9-30) выполнены с возможностью их замены по отдельности или группами и расположены в верхней и/или нижней опорной раме (2, 3).
3. Правильная машина (1) по п. 1 или 2, отличающаяся тем, что
правильные валки (7) и опорные ролики (8), расположенные в верхней опорной раме (2), правильные валки (7) и опорные ролики (8), расположенные в нижней опорной раме (3), расположены в согласованных друг с другом модульных правильных валковых секциях (4-6, 9-30), каждая из которых выполнена в виде имеющей возможность замены сменной кассеты.
4. Правильная машина (1) по любому из пп.1-3, отличающаяся тем, что
расположенные соответственно в верхней и/или нижней опорной раме (2, 3) правильные валки (7) и опорные ролики (8) разделены на модульные правильные валковые секции (4-6, 9-30) в виде сменных кассет одинаковой или разной ширины.
5. Правильная машина (1) по любому из пп.1-4, отличающаяся тем, что расположенные соответственно в верхней и/или нижней опорных рамах (2, 3) правильные валки (7) и опорные ролики (8) разделены на модульные правильные валковые секции (4-6, 9-30) в виде сменных кассет по диаметрам правильных валков, и/или опорных роликов, и/или по количеству правильных валков, и/или опорных роликов.
6. Правильная машина (1) по любому из пп.2-5, отличающаяся тем, что отдельные взаимозаменяемые модульные правильные валковые секции (4-6, 9-30) или группы взаимозаменяемых модульных правильных валковых секций (4-6, 9-30) выполнены в виде системы сменных кассет.
7. Правильная машина (1) по п. 6, отличающаяся тем, что
система сменных кассет включает в себя модульные правильные валковые секции (4-6, 9-30) в виде сменных кассет установленного размера.
8. Правильная машина (1) по п. 6 или 7, отличающаяся тем, что
система сменных кассет включает в себя модульные правильные валковые секции (4-6, 9-30) в виде сменных кассет, оснащенных правильными валками (7) и/или опорными роликами (8) различным образом по диаметрам правильных валков, и/или опорных роликов, и/или по количеству правильных валков, и/или опорных роликов.
9. Правильная машина (1) по любому из пп.1-8, отличающаяся тем, что
она содержит средства для регистрации и/или сохранения параметров материала, подвергаемого правке, и/или средства для регистрации и/или сохранения параметров процесса, воздействующих на каждую из модульных правильных валковых секций (4-6, 9-30) во время процесса правки, и/или параметров состояния, устанавливающихся на каждой модульной правильной валковой секции (4-6, 9-30) после процесса правки.
| EP 1584384 A, 07.04.2004 | |||
| Листоправильная машина | 1975 |
|
SU551075A1 |
| ПРАВИЛЬНАЯ МАШИНА | 1993 |
|
RU2112617C1 |
| Листоправильная машина | 1985 |
|
SU1310065A1 |

