Изобретение относится к области трубопрокатного производства и касается усовершенствования конструкции механизма перехвата стержня с оправкой, предназначенного для удержания стержня на оси прокатки в момент выдачи трубы после ее прокатки с заднего стола стана поперечно-винтовой прокатки.
Известна конструкция механизма перехвата стержня с оправкой двухвалкового стана поперечно-винтовой прокатки, см. Сборник LXXI МИСиС. Пластическая деформация металлов и сплавов. Из-во «Металлургия», Москва, 1972 г., стр.154-156, содержащая проводку, закрепленные на ней параллельно оси прокатки два зажима в виде двух рычагов с наконечниками со сферическими поверхностями для удержания стержня. Каждый зажим имеет индивидуальный пневмопривод.
Недостатком такой конструкции механизма перехвата стержня с оправкой является то, что пневмоцилиндры могут сработать неодновременно, что приведет к неодновременному сведению зажимов, в результате чего стержень сместится с оси прокатки.
Известна также конструкция механизма перехвата стержня с оправкой двухвалкового стана поперечно-винтовой прокатки, см. а.с. СССР №498997, кл. В21В 39/16, заявл.08.10.74 г., опубл. 15.01.76 г., содержащая закрепленные на центрователе два зажима, состоящие из сихронизирующей системы рычагов, шарниров и тяг, при этом привод зажимов осуществляют от одного пневмопривода.
Недостаток данной конструкции механизма перехвата стержня с оправкой так же, как и предыдущей, заключается в том, что она не обеспечивает одновременного сведения зажимов, так как наличие большого количества шарниров приводит к отставанию одного рычага от другого за счет суммарной величины зазоров в этих шарнирах, в результате чего стержень смещается с оси прокатки.
Из известных конструкций механизмов перехвата стержня с оправкой станов поперечно-винтовой прокатки наиболее близкой по технической сущности является конструкция механизма перехвата стержня с оправкой трехвалкового стана поперечно-винтовой прокатки, описанная в а.с. СССР №158249, кл. В21В 19/02, заявл.24.04.62 г., опубл. Бюл. №21, 1963 г.
Эта конструкция механизма перехвата стержня с оправкой трехвалкового стана поперечно-винтовой прокатки содержит проводку, закрепленные на ней под углом 120° друг к другу три корпуса. В двух корпусах размещены зажимы в виде рычагов с цилиндрической контактной со стержнем поверхностью. Зажимы снабжены индивидуальным пневмоприводом.
Недостатком такой конструкции механизма перехвата стержня с оправкой является то, что два зажима, расположенные под углом 120° друг к другу, не обеспечивают удержание стержня с оправкой по оси прокатки. Кроме того, возможно также неодновременное срабатывание пневмоприводов, что приводит к неодновременному сведению зажимов, в результате чего стержень смещается с оси прокатки, оправка касается рабочего валка клети стана, происходит ее истирание, нарушение геометрии, что приводит к снижению качества прокатываемых труб.
Задачей настоящего изобретения является обеспечение механизмом перехвата удержания стержня с оправкой по оси прокатки в трехвалковом стане поперечно-винтовой прокатки и повышение качества прокатываемых труб.
Поставленная задача достигается тем, что механизм перехвата стержня с оправкой стана поперечно-винтовой прокатки, содержащий проводку, закрепленные на ней под углом 120° друг к другу три корпуса, в двух из которых размещены зажимы с индивидуальным пневмоприводом, согласно изобретению снабжен расположенным в имеющемся корпусе третьим зажимом, при этом в каждом корпусе установлены направляющие для зажимов, а каждый зажим выполнен цилиндрическим с наконечником прямоугольной формы с цилиндрической контактной со стержнем поверхностью, имеющей нарезные кольцевые канавки, кроме того, каждый зажим снабжен С-образным ограничительным упором, закрепленным на направляющей корпуса с зазорами для установки подкладок различной толщины в зависимости от диаметра стержня.
Такое конструктивное выполнение механизма перехвата стержня с оправкой трехвалкового стана поперечно-винтовой прокатки обеспечивает удержание стержня по оси прокатки благодаря наличию трех зажимов, расположенных под углом 120° друг к другу.
Кроме того, удержание стержня по оси прокатки обеспечивается наличием упоров, регулируемых подкладками различной толщины в зависимости от диаметра стержня, которые компенсируют неодновременность срабатывания приводов. Это не позволяет оправке касаться рабочего валка клети стана и не приводит к ее истиранию, нарушению геометрии, а следовательно, повышается качество прокатываемых труб.
Еще одним преимуществом рассматриваемой конструкции механизма перехвата стержня с оправкой является выполнение на цилиндрической контактной поверхности наконечника зажимов нарезных кольцевых канавок, которые предотвращают проскальзывание стержня вдоль оси прокатки.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
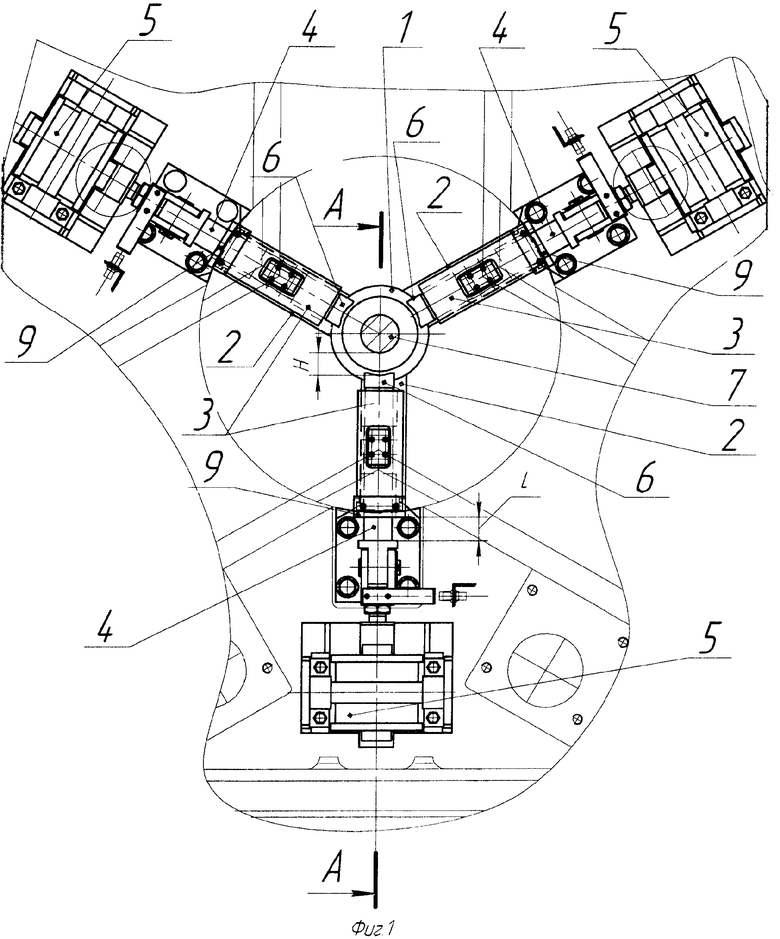
на фиг.1 изображен механизм перехвата стержня с оправкой трехвалкового стана поперечно-винтовой прокатки,
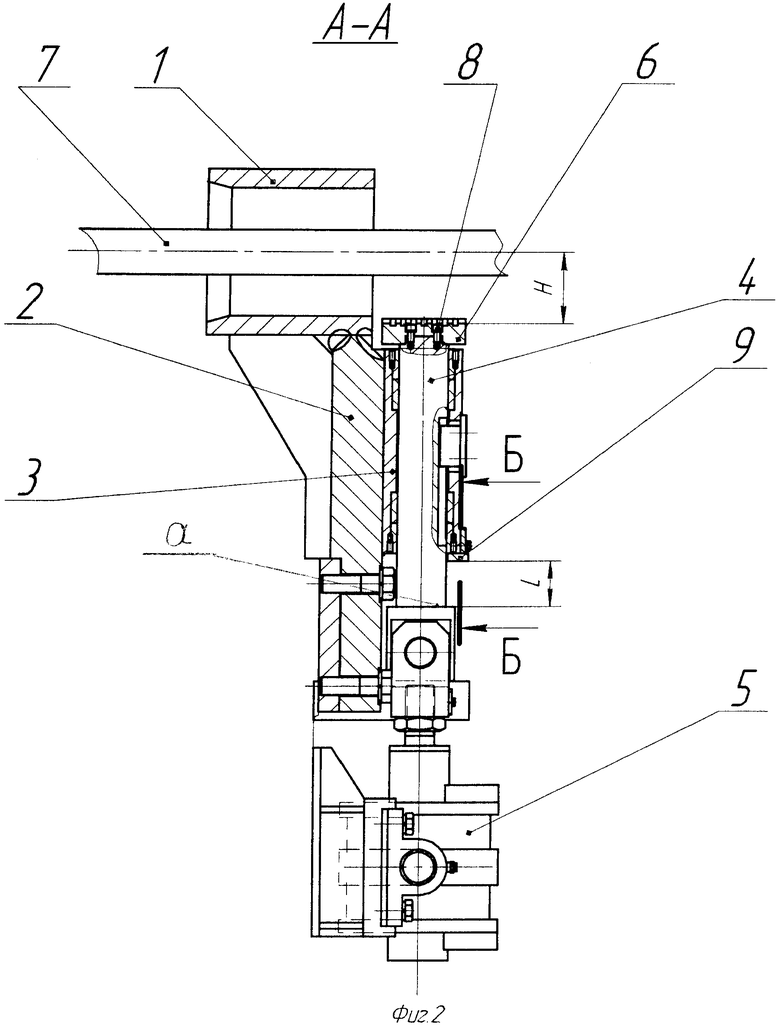
на фиг.2 - то же, разрез А-А на фиг.1,
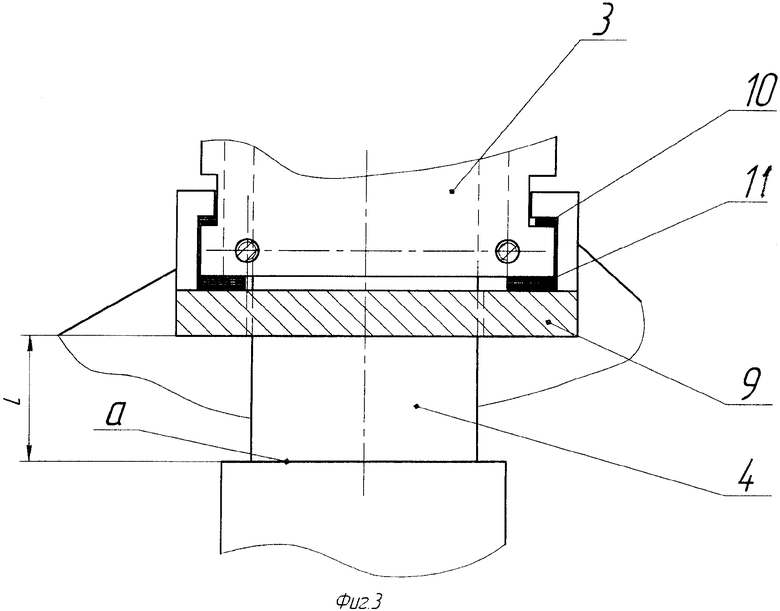
на фиг.3 - то же, разрез Б-Б на фиг.2.
Механизм перехвата стержня с оправкой включает проводку 1, закрепленные на ней под углом 120° друг к другу три корпуса 2, расположенные в корпусах направляющие 3 для цилиндрических зажимов, цилиндрические зажимы 4, установленные в направляющих 3, индивидуальный пневмопривод 5 цилиндрических зажимов 4.
Каждый цилиндрический зажим 4 имеет прямоугольный наконечник 6 с цилиндрической контактной со стержнем 7 поверхностью, на которой выполнены нарезные кольцевые канавки 8.
Кроме того, каждый цилиндрический зажим 4 снабжен С-образным ограничительным упором 9, который закреплен на направляющей 3 корпуса 2 с зазорами и положение которого регулируют подкладками 10, 11 различной толщины в зависимости от диаметра стержня 7, устанавливаемыми в зазоры между упором 9 и направляющей 3.
Работу механизма перехвата стержня с оправкой в трехвалковом стане поперечно-винтовой прокатки осуществляют следующим образом.
Предварительно настраивают ограничительные упоры 9 цилиндрических зажимов 4 на заданный диаметр стержня 7 с помощью подкладок 10, 11 таким образом, чтобы расстояние L (величина хода цилиндрических зажимов) от торца α штока пневмоцилиндра до ограничительного упора 9 было на 1,5-2 мм больше, чем расстояние Н от наконечника 6 цилиндрического зажима 4 до стержня 7. Такая настройка позволит компенсировать смещение стержня 7 с оси прокатки на величину 1,5-2 мм и не даст оправке касаться рабочего валка клети стана.
После того как задний конец прокатанной трубы прошел механизм перехвата стержня с оправкой, включают пневмоприводы 5, штоки которых перемещают цилиндрические зажимы 4 до настроенных на заданный размер стержня ограничительных упоров 5. Наконечники 6 зажимов 4 входят в контакт со стержнем 7 и удерживают его и оправку от перемещения вместе с трубой вдоль оси прокатки. После удаления прокатанной трубы с заднего стола стана поперечно-винтовой прокатки пневмоцилиндры 5 срабатывают и цилиндрические зажимы 4 освобождают стержень с оправкой для прокатки следующей трубы.
Таким образом, предложенная конструкция механизма перехвата обеспечивает удержание стержня с оправкой по оси прокатки в трехвалковом стане поперечно-винтовой прокатки и позволяет повысить качество прокатываемых труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ДЛЯ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТРУБ | 1961 |
|
SU147986A1 |
| ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1962 |
|
SU158249A1 |
| СПОСОБ УСТАНОВКИ СТЕРЖНЯ С КОРОТКОЙ ОПРАВКОЙ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2006 |
|
RU2341342C2 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2186645C2 |
| Рабочая клеть короткооправочного стана винтовой прокатки | 1977 |
|
SU749464A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ НИЖНЕЙ ЛИНЕЙКИ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2282509C2 |
Изобретение относится к области трубопрокатного производства и касается усовершенствования конструкции механизма перехвата стержня с оправкой стана поперечно-винтовой прокатки. Механизм перехвата стержня с оправкой стана поперечно-винтовой прокатки содержит проводку, закрепленные на ней под углом 120° друг к другу три корпуса, в которых установлены направляющие для зажимов, размещенные в направляющих зажимы с индивидуальным пневмоприводом. Каждый зажим выполнен цилиндрическим с наконечником прямоугольной формы с цилиндрической контактной со стержнем поверхностью, имеющей нарезные кольцевые канавки. Каждый зажим снабжен С-образным ограничительным упором, закрепленным на направляющей корпуса с зазорами для установки подкладок различной толщины в зависимости от диаметра стержня. Обеспечивается удержание стержня с оправкой по оси прокатки в трехвалковом стане поперечно-винтовой прокатки и позволяет повысить качество прокатываемых труб. 3 ил.
Механизм перехвата стержня с оправкой стана поперечно-винтовой прокатки, содержащий проводку, закрепленные на ней под углом 120° друг к другу три корпуса, в двух из которых размещены зажимы с индивидуальными пневмоприводами, отличающийся тем, что он снабжен расположенным в третьем корпусе третьим зажимом, при этом в каждом корпусе установлена направляющая для зажима, а каждый зажим выполнен цилиндрическим с наконечником прямоугольной формы и цилиндрической контактной со стержнем поверхностью, имеющей нарезные кольцевые канавки, при этом каждый зажим имеет С-образный ограничительный упор, закрепленный на направляющей с зазором для установки подкладок различной толщины в зависимости от диаметра стержня.
| ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1962 |
|
SU158249A1 |
| Устройство для перехвата и осевого перемещения оправочного стержня | 1981 |
|
SU950457A1 |
| Механизм перехвата оправочного стержня | 1978 |
|
SU764755A1 |
| Упорно-регулировочный механизм трубопрокатного стана | 1990 |
|
SU1773514A1 |
| JP 2000301214 A, 31.10.2000 | |||
| US 4037453 A, 26.07.1977. | |||

